Типы калибров и область их применения
К
атегория:
Токарное дело
Типы калибров и область их применения
Далее: Технологический процесс изготовления гладких калибров
В машиностроении широко используют так называемый альтернативный метод контроля годности изделий. Он позволяет разделить продукцию на годную и дефектную. При этом действительные значения проверяемого параметра не определяются, а устанавливается факт его соответствия нормативу. При альтернативной проверке геометрических параметров изделий наиболее часто применяют калибры.
Калибрами называют бесшкальные измерительные инструменты для проверки линейных размеров, углов, формы и взаимного расположения поверхностей. Различают несколько видов калибров.
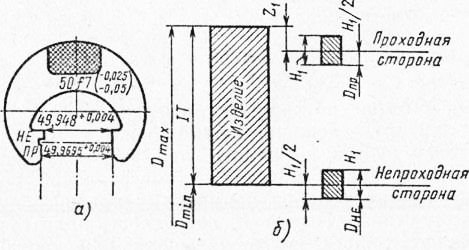
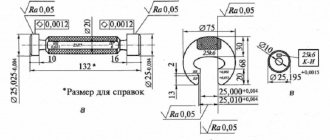
Рис. 1. Гладкая калибр-скоба (а) и поле ее допусков (б)
Гладкие калибры-скобы (рис. 1) служат для контроля длин и диаметров наружных поверхностей. Они могут быть односторонними и двусторонними, од-нопредельными и двухпредельными. Од-нопредельные калибры-скобы делают или проходными, или непроходными. Длй контроле размеров 8-го квалитета точности (и менее точных) применяют калибры-скобы со сменными губками. Для контроля более точных изделий (до 6-го квалитета) рабочие поверхности калибров оснащают твердым сплавом. В мелкосерийном и единичном производстве калибры-скобы делают из листа, в крупносерийном и массовом — из поковок и отливок.
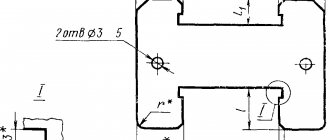
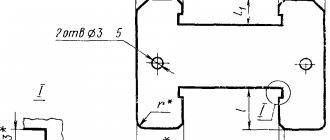
Гладкие калибры-пробки (рис. 2) служат для контроля отверстий. Конструктивно они выполнены в виде ручки и рабочей части. Рабочая часть может быть сделана заодно с ручкой или в виде вставок и насадок. У калибров-пробок, предназначенных для контроля точных отверстий (6—12-й квалитеты), вставки делают из твердого сплава. Калибры-пробки бывают односторонними и двусторонними. Односторонние делают проходными или непроходными.
Гладкие калибры позволяют контролировать линейные размеры от 0,1 до 3150 мм. С увеличением размеров погрешность контроля возрастает в связи с ростом упругих деформаций калибров.
У гладких калибров-пробок проходная сторона (ПР) имеет наименьший предельный размер (т. е. должна проходить в отверстие), а непроходная (НЕ) — имеет наибольший предельный размер (т. е. не должна проходить в отверстие). У гладких калибров-скоб проходная сторона (ПР) имеет наибольший предельный размер, а непроходная (НЕ) — наименьший. По назначению калибры делятся на рабочие (Р), предназначенные для проверки деталей рабочими и контролерами ОТК, приемные (П) —для контроля деталей представителями заказчика, контрольные (К) — для проверки рабочих и приемных калибров в процессе их изготовления и эксплуатации и контркалибры (К—И) —для контроля износа рабочих калибров.
Рис. 2. Гладкая калибр-пробка (а) и поле ее допусков (б)
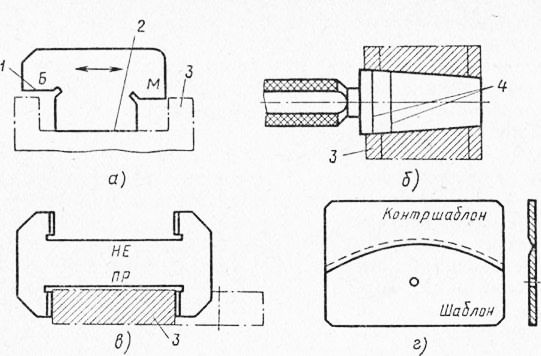
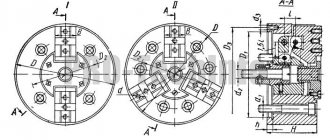
Рис. 3. Виды калибров: 1 — измерительная плоскость, 2 — направляющая плоскость, 3 — изделие, 4 — риски
На калибрах маркируют их вид, проходную и непроходную стороны, контролируемый номинальный размер, обозначение проверяемого поля допуска, товарный знак завода-изготовителя.
Калибры для контроля размеров по высоте и глубине разнообразны как по конструкции, так и по принципу действия. Наиболее часто применяют калибры, работающие по методу «световой щели». Предельные стороны этих калибров обозначают буквами Б (большая) и М (меньшая).
Конусные калибры предназначены для контроля гладких конических поверхностей. Наиболее часто ими контролируют конические хвостовики инструментов (калибры-втулки) и конические отверстия для их крепления (калибры-пробки). Предельные положения калибров относительно контролируемой поверхности определяют по двум рискам, нанесенным на калибре. Обычно такие калибры применяют в комплекте, состоящем из калибра-пробки, калибра-втулки и контркалибра-пробки. Последний предназначен для того, чтобы можно было припасовать калибр-втулку к калибру-пробке по краске.
Калибры для проверки формы и взаимного расположения поверхностей отличаются большим разнообразием конструкций. Ими можно контролировать параллельность плоскостей, соосность отверстий, симметричность пазов, параллельность плоскости и оси отверстия, шлицевые валы и втулки и т. д.
Резьбовые калибры служат для комплексного контроля резьбы. Наружную резьбу контролируют калибром-кольцом, а внутреннюю — калибром-пробкой. Резьбовые калибры изготовляют и применяют комплектами, в состав которых кроме резьбового калибра входят контрольные проходные и непроходные калибры. Наряду с нерегулируемыми калибрами применяют и регулируемые. Последние настраивают по установочным резьбовым калибрам, которые в этом случае также входят в комплект.
Профильными шаблонами называют плоские калибры для контроля профиля фасонных поверхностей изделия. Контроль таким шаблоном производят методом «световой щели». Точность изготовления самого профильного шаблона и его износ проверяют контршаблонами. Калибры изготовляют из конструкционных, инструментальных и инструментальных легированных сталей. Оснащение рабочей части калибра твердым сплавом ВК8 в несколько десятков раз повышает его стойкость по сравнению с калибром из углеродистой инструментальной стали.
Классификация калибров
Калибры – средства измерительного контроля, предназначенные для проверки соответствия действительных размеров, формы и расположения поверхностей деталей заданным требованиям.
Калибры применяют для контроля деталей в массовом и серийном производствах.
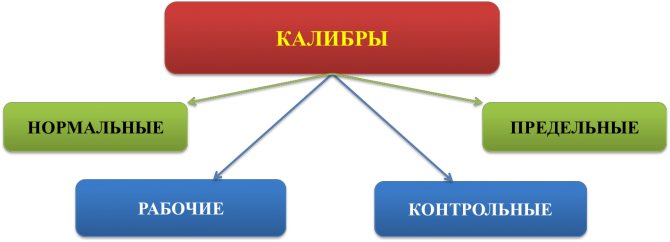
Нормальный калибр – однозначная мера, которая воспроизводит среднее значение (значение середины поля допуска) контролируемого размера. При использовании нормального калибра о годности детали судят, например, по зазорам между поверхностями детали и калибра, либо по «плотности» возникающего сопряжения между контролируемой деталью и нормальным калибром.
Предельный калибр – мера или комплект мер обеспечивающие контроль геометрических параметров деталей по наибольшему и наименьшему предельным значениям. Изготавливают предельные калибры для проверки размеров гладких цилиндрических и конических поверхностей, глубины и высоты уступов, параметров резьбовых и шлицевых поверхностей деталей. Изготавливают также калибры для контроля расположения поверхностей деталей, нормированных позиционными допусками, допусками соосности и др.
При контроле предельными калибрами деталь считается годной, если проходной калибр под действием силы тяжести проходит, а непроходной калибр не проходит через контролируемый элемент детали.
По технологическому назначению калибры делятся на рабочие калибры, используемые для контроля изделий в процессе изготовления и приемки готовых изделий и контрольные калибры (контркалибры) для проверки рабочих калибров.
По числу контролируемых элементов различают комплексные калибры, контролирующие одновременно несколько элементов изделия (например, резьбовой проходной калибр) и простые (элементные) калибры, проверяющие один элемент (размер) изделия.
По характеру контакта с изделием различают калибры с поверхностным контактом (пробка), с линейным контактом (скоба) и точечным контактом (нутромер).
По конструктивным признакам различают калибры однопредельные с раздельным выполнением проходного и непроходного калибров, двухпредельные (односторонние и двухсторонние), представляющие конструктивное объединение проходного и непроходного калибров.
Проходной калибр (ПР), номинальный размер которого равен наибольшему предельному размеру вала или наименьшему предельному размеру отверстия;
Непроходной калибр (НЕ), номинальный размер которого равен наименьшему предельному размеру вала или наибольшему предельному размеру отверстия.

Калибры для контроля отверстий и валов небольшого диаметра
Калибры для контроля конусов

Калибры для контроля резьбы

Шаблоны

В основу конструирования гладких калибров положен принцип Тайлора или принцип подобия, согласно которому проходные калибры должны являться прототипом сопрягаемой детали и контролировать в комплексе все виды погрешностей данной поверхности (проверка диаметра и погрешности формы, включая отклонения от прямолинейности оси отверстий).
Это обеспечивает собираемость соединения. Непроходные калибры должны обеспечивать поэлементный контроль (контроль собственно размеров), следовательно, контакт между рабочими поверхностями калибров и контролируемой поверхностью должен быть точечным.
Полностью отвечающий принципу Тейлора рабочий калибр для контроля отверстия должен иметь проходную сторону в виде цилиндра с длиной, равной длине сопряжения или контролируемой поверхности (полная пробка), и непроходную сторону в виде неполной пробки в виде стержня со сферическими наконечниками. Рабочий калибр для контроля вала должен иметь проходную сторону в виде кольца с длиной, равной длине сопряжения или контролируемой поверхности, и непроходную сторону в виде скобы с ножевыми поверхностями.
Основные требования, предъявляемые к калибрам:
- точность изготовления;
- высокая жёсткость при малом весе;
- износоустойчивость;
- производительность и удобство контроля;
- постоянство рабочих размеров во времени;
- коррозийная стойкость.
Что такое калибр стрелкового оружия?
Итак, отличие между крупнокалиберным пулеметом и мелкокалиберной автоматической пушкой заключаются в их калибре. А что такое калибр огнестрельного оружия?
Калибром нарезного огнестрельного оружия называется расстояние между полями нарезов для нарезного стрелкового оружия, или внутренний диаметр канала ствола, для гладкоствольного оружия. Измеряется калибр в миллиметрах или долях дюйма (дюйм = 2,54 см). В России и большинстве других стран калибры измеряются в миллиметрах. Однако, ещё сто лет назад, для этих целей использовались не миллиметры, а линии. Линия = 1/10 дюйма. Например, хорошо знакомая нам винтовка Мосина образца 1891/30, имела калибр равный трем линиям (за что и звалась «трехлинейкой»), то есть в пересчете на привычные нам единицы измерения, её калибр составлял 7.62 мм.
В Великобритании калибр измеряют в тысячных долях дюйма, а в США в сотых долях дюйма. Калибр равный 0.5 дюйма в США будет обозначаться — .50, а в Великобритании — .500, где ноль перед точкой не ставится.
Сравнительная таблица калибров:
| в миллиметрах | в долях дюйма (США) | в долях дюйма (Великобритания) | истинное значение в мм. |
| 5.6 | .22 | .220 | 5.42-5.6 |
| 6.35 | .25 | .250 | 6.1-6.38 |
| 7.0 | .28 | .280 | 6.85-7.0 |
| 7.76, 7.63, 7.62 | .30 | .300 | 7.6-7.85 |
| 7.7 | -«- | .303 | 7.7-7.71 |
| 7.65 | .32 | .320 | 7.83-8.05 |
| 9.0 | .35 | .350 | 8.70-9.25 |
| 9.0, 9.3 | .38 | .380 | 9.2-9.5 |
| 10.0 | .40, .41 | .410 | 10.0-10.2 |
| 11.0 | .44 | .440 | 11.0-11.2 |
| 11.43 | .45 | .450 | 11.26-11.35 |
| 12.7 | .50 | .500 | 12..7 |
Стандартизация норм точности калибров
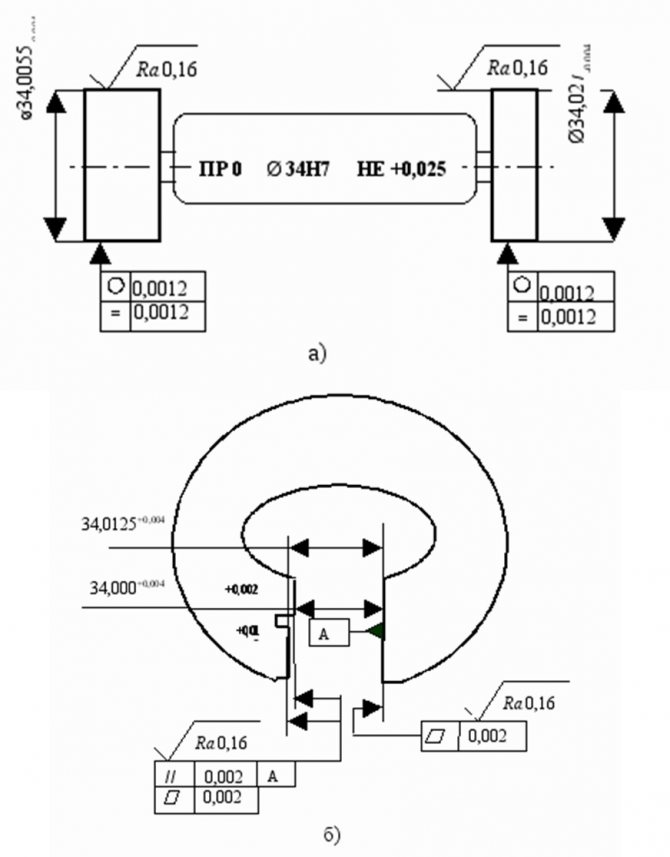
Номинальные размеры калибров должны соответствовать предельным размерам детали. Исполнительными размерами калибров являются предельные размеры, по которым изготавливают новые калибры и проверяют износ калибров, находящихся в эксплуатации.
Для пробок указывают наибольший предельный размер и допуск на изготовление «на минус», а для скоб – наименьший предельный размер с допуском «в плюс».
Для рабочих проходных калибров дополнительно указывают предельный размер изношенного калибра.
Исполнительные размеры калибров определяют путём алгебраического суммирования предельного размера изделия с соответствующим предельным отклонением.
В зависимости от степени износа калибры делятся на:
- новые – рабочие калибры;
- частично изношенные – калибры контролёра;
- изношенные до установленного предела – приёмочные калибры.
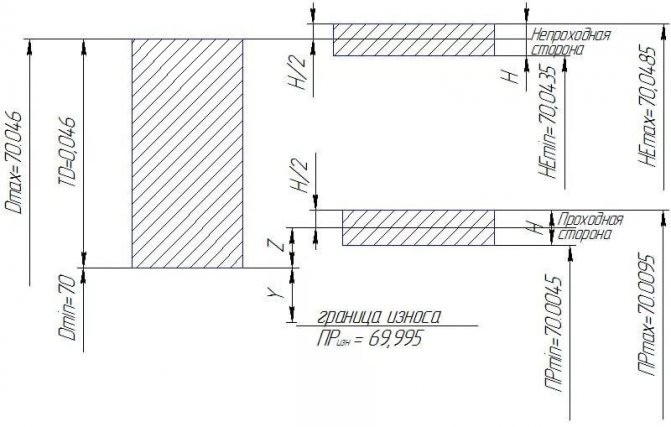
Н – допуск на изготовление калибров для отверстия;
Нs– допуск на изготовление калибров со сферическими измерительными поверхностями (для отверстия);
Н1– допуск на изготовление калибров для вала;
Нр– допуск на изготовление контрольного калибра для скобы.
Y – допустимый выход размера изношенного проходного калибра для отверстия
Y1– допустимый выход размера изношенного проходного калибра для вала.
Чем винтовка отличается от карабина и почему у нас проблемы с терминологией?
Калибр нарезного ручного огнестрельного оружия и длина ствола определяют и название, а точнее — классификацию стрелкового оружия.
Винтовки имеют длину ствола примерно 70 калибров. Карабины — примерно 40-50 калибров. Соответственно меняются и названия. Длина ствола автомата АКМ — 415 мм. 415 : 7,62 = 54. То есть, АКМ — это «карабин». Длинна ствола АК-74, 415 мм : 5,45 = 76. То есть АК-74 — уже «винтовка». Соответственно и патрон 5,45 мм — винтовочный. Американцы совершенно правильно называют свою М-16 автоматической винтовкой (штурмовой винтовкой), а не абстракцией «автомат». Соответственно и нам необходимо привести в порядок всю классификацию, а вернее «откатить» её к тому, что было раньше, до появления Автомата Калашникова (АК):
- АКМ — автоматический карабин;
- АК-74 — автоматическая винтовка;
- патрон 5,45 мм — винтовочный патрон.
Михаил Тимофеевич Калашников и Автомат Калашникова… вернее автоматический карабин Калашникова!
Эти термины являются международными и более правильными, чем наши «автоматы». Само по себе слово «автомат» даже не является техническим термином! Тоже самое, кстати, относится и к «термину» «самозарядный карабин«, каким, например, является хорошо известный в России Самозарядный карабин Симонова (СКС). «По науке», это изделие следовало бы назвать полуавтоматическим карабином. Снайперская винтовка Драгунова (СВД), это ничто иное как полуавтоматическая винтовка. Это нормальная международная и в первую очередь, российская классификация.
Калибры охотничьего (и другого дробового) оружия
Для охотничьего оружия калибры измеряются в количестве шаров, которые можно отлить из одного фунта свинца. Это объясняет, почему охотничье оружие 12-го калибра больше 16-го — круглая пуля отлитая из 1/12 части фунта свинца больше, чем пуля отлитая из 1/16 части.
- Калибр 28: Диаметр ствола 14 мм
- Калибр 24: Диаметр ствола 14,7 мм
- Калибр 20: Диаметр ствола 15,6 мм
- Калибр 16: Диаметр ствола 16,8 мм
- Калибр 12: Диаметр ствола 18,5 мм
- Калибр 10: Диаметр ствола 19,7 мм
- Калибр 4: Диаметр ствола 26,5 мм

Наглядное сравнение внутреннего устройства патронов разных калибров
Типы калибров по форме рабочих поверхностей
Гладкий калибр — калибр с гладкой рабочей поверхностью.
Примечание. Гладкие калибры могут быть с цилиндрической, сферической, конической и плоской рабочей поверхностью.
Конусный калибр — гладкий калибр с конической рабочей поверхностью.
Резьбовой калибр — калибр с цилиндрической резьбовой поверхностью.
Цилиндрический резьбовой калибр — резьбовой калибр с цилиндрической рабочей поверхностью.
Конусный резьбовой калибр — резьбовой калибр с конической рабочей поверхностью.
Шпоночный калибр
Шлицевый калибр
Профильный калибр — калибр, воспроизводящий профиль изделия и контролирующий линейные или угловые размеры или форму криволинейных профилей.
Что первично — оружие или патрон?
Как правило, оценивая эффективность того или иного вида стрелкового вооружения, мы говорим об оружии. Патроны же воспринимаются как что-то типа «батареек» — без них оружие не стреляет, но, по большому счету они ни на что не влияют (ну разве только отличаются по типу: разрывные, бронебойные и т.п.). Однако это совершенно не верный подход!
Подача патронов, скорострельность, устойчивость — все это действительно касается собственно оружия. А вот начальная скорость пули, ее масса, бронепробиваемость, останавливающее действие — это уже зависит от патрона.
Патрон — это база! Скажите мне какой патрон и я назову большинство всех остальных характеристик оружия. Ничего мистического здесь нет — оружие делается под патрон, а не патроны под оружие. Если конструктор предусматривает разгон пули на длине ствола, примерно в 70 калибров, то это винтовочный патрон. 40-50 — переходный патрон для карабинов и т.д. Иными словами — именно патрон определяет чем будет оружие: пистолетом, винтовкой или карабином. Соответственно, принятие на вооружение государство нового патрона, формирует военно-производственную политику этого государства на многие годы вперед.
К примеру, патрон 7,62х39-мм образца 1943 года, был принят на вооружение ещё в 1949 году, и до сих пор используется не только в таких заслуженных образцах как «СКС» или «АК», но и в сравнительно недавних АК-103 и АК-104, или карабинах «Сайга» и «Вепрь». Фактически, характеристики всех этих образцов стрелкового оружия (и всех остальных рассчитанных под этот патрон, даже тех, которые ещё только могут появится в будущем!) были предопределены в далеком 1949 году.