РЕКОМЕНДАЦИЯ
КАЛИБРЫ ДЛЯ КОНИЧЕСКИХ СОЕДИНЕНИЙ
МЕТОДИКА КОНТРОЛЯ
МИ 1937-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва 1991
РЕКОМЕНДАЦИИ ПО МЕТРОЛОГИИ
| РЕКОМЕНДАЦИЯ. КАЛИБРЫ ДЛЯ КОНИЧЕСКИХ СОЕДИНЕНИЙ Методика контроля | МИ 1937-88 |
Настоящая рекомендация распространяется на калибры для конусов Морзе по ГОСТ 2849 и конусов с конусностью 7:24 по ГОСТ 20305 и устанавливает методику их контроля.
Настоящую рекомендацию допускается применять и для контроля других гладких конусов с конусностью от 1:3 до 1:50.
ОПЕРАЦИИ И СРЕДСТВА КОНТРОЛЯ
При проведении контроля должны быть выполнены операции и применены средства контроля с характеристиками, указанными в табл. .
Таблица 1
| Наименование операции | Номер пункта рекомендации | Измерительные и вспомогательные средства контроля | Обязательность проведения операции при | ||
| выпуске из производства | выпуске после ремонта | эксплуатации и хранении | |||
| Внешний осмотр | 3.1 | — | Да | Да | Да |
| Определение шероховатости поверхности калибров | 3.2 | Профилограф-профилометр по ГОСТ 19300 | Да | Да | Нет |
| Образцы шероховатости поверхности (сравнения) по ГОСТ 9378 | |||||
| Образцы деталей с параметрами шероховатости калибров, предусмотренными техническими требованиями ГОСТ 20305 и ГОСТ 2849 с отклонением среднего значения Ra от номинального | |||||
| Определение диаметра D , | 3.3 | Универсальный измерительный микроскоп типа УИМ | Да | Да | Да |
| Измерительные ножи по ГОСТ 7013 | |||||
| Повышенные центры типа СТ-2 | |||||
| Определение размеров l , | 3.4 | Универсальный измерительный микроскоп типа УИМ | Да | Да | Нет |
| Измерительные ножи по ГОСТ 7013 | |||||
| Определение размеров L к1, | 3.5 | Поверочная плита 0-го кл точности по ГОСТ 10905 | Да | Да | Нет |
| Индикатор часового типа ИЧ10 кл. точности 1 по ГОСТ 577 | |||||
| Штатив типа Ш-ПН-8 по ГОСТ 10197 | |||||
| Плоскопараллельные концевые меры длины 3-го кл. точности по ГОСТ 9038 — или 5-го разряда по МИ 1604-87 | |||||
| Определение угла конуса и прямолинейности образующей калибров-пробок и калибров-втулок | 3.6 | Приборы для измерения конусов мод. БВ-6166 (изгот. з-д «Калибр», БВ-7312, БВ-7319, БВ-7320 (изгот. ЧЗИП) прибор мод. 819К. | Да | Да | Да |
| Поверочная плита 0-го кл. точности по ГОСТ 10905 | |||||
| Синусная линейка ЛС кл. точности 2 по ГОСТ 4046 | |||||
| Специальная стойка для измерительной головки 05ИГП (приложение ) | |||||
| Головка измерительная пружинная 05ИГП по ГОСТ 6933 | |||||
| Калибр-пробка, аттестованный с погрешностью аттестации 0,5 мкм | |||||
| Лекальная линейка ЛД 0-го кл. точности по ГОСТ 8026 | |||||
| Плоскопараллельные концевые меры длины 3-го кл. точности по ГОСТ 9038 или 5-го разряда по МИ 1604-87 | |||||
| Образцы просвета, состоящие из стеклянной пластины ПИ-60 класса точности 2 по ГОСТ 2923 и плоскопараллельных концевых мер длины 3-го кл по ГОСТ 9038 | |||||
| Определение отклонения от круглости калибров | 3.7 | Кругломеры по ГОСТ 17353 не ниже 2-го кл. точности | Да | Да | Нет |
| Проверка полноты прилегания конусных поверхностей калибров | 3.8 | Образцы интенсивности окраски (приложение ) | Да | Да | Да |
| Краска красная офсетная 2913 по ТУ 29-02-747-77 | |||||
| Определение размера b /2 лапки калибров-пробок по ГОСТ 2849 | 3.9 | Микрометр 2-го кл. точности по ГОСТ 6507 | Да | Нет | Нет |
| Индикатор часового типа ИЧ10 кл. точности 1 по ГОСТ 577 | |||||
| Штатив типа Ш-ПН-8 по ГОСТ 10197 | |||||
| Специальная призма (приложение ) | |||||
| Плоскопараллельные концевые меры длины 3-го кл точности по ГОСТ 9038 | |||||
| Поверочная плита 0-го кл. точности по ГОСТ 10905 | |||||
| Лекальная линейка 1-го кл точности по ГОСТ 8026 | |||||
| Специальная втулка (черт. ) | |||||
| Проверка диаметра калибра-втулки | 3.10 | Индикатор 1МИГ по ГОСТ 9696 | Да | Да | Да |
| Поверочная плита 0-го кл. точности по ГОСТ 10905 | |||||
| Штатив ШМ-1-8 по ГОСТ 10197 | |||||
| Калибры-пробки АТ4, АТ5 и контрольные калибры-пробки АТ6 и грубее по ГОСТ 20305 | |||||
| Калибр-пробка АТ6 и грубее по ГОСТ 2849 | |||||
| Плоскопараллельные концевые меры длины 3-го кл. точности по ГОСТ 9038 или 5-го разряда МИ 1604-87 | |||||
| Определение размеров l , | 311 | Микрометр 2-го кл. точности по ГОСТ 6507 | Да | Да | Нет |
| Определение размера b /2 калибров-втулок по ГОСТ 2849 | 3.12 | Специальная конусная пробка с цилиндрическим хвостовиком (приложение ) | Да | Нет | Нет |
| Лекальная линейка ЛД 1-го кл. точности по ГОСТ 8026 | |||||
| Определение размеров z и | 3.13 | Универсальный измерительный микроскоп типа УИМ | Да | Нет | Нет |
Примечание
. Допускается применение средств контроля не приведенных в таблице, но обеспечивающих контроль калибров с требуемой точностью.
ОБОЗНАЧЕНИЯ
2.1. В настоящем стандарте приняты следующие обозначения размеров и допусков:
| — допуск угла конуса изделия в линейных единицах; |
| — допуск угла конуса калибра в линейных единицах; |
| — допуск угла конуса контрольного калибра-пробки в линейных единицах; |
| — допуск угла конуса изделия в угловых единицах; |
| — допуск угла конуса калибра в угловых единицах; |
| — допуск угла конуса контрольного калибра в угловых единицах; |
| — конусность; |
| — номинальный диаметр калибра в заданном сечении; |
| — номинальный диаметр контрольного калибра-пробки в заданном сечении; |
| — наибольший предельный размер диаметра конуса изделия в заданном сечении; |
| — наименьший предельный размер диаметра конуса изделия в заданном сечении; |
| — допуск диаметра калибра-пробки; |
| — допуск диаметра калибра-втулки; |
| — допуск диаметра ; |
| — номинальная длина рабочей части конуса калибра вида и исполнения 1, вида 2, вида 3 исполнений 1 и 2; |
| — номинальная длина конуса калибра-втулки вида 1 исполнения 2; |
| — наибольшая длина конуса изделия; |
| — допуск диаметра наружного конуса изделия в заданном сечении; |
| — допуск диаметра внутреннего конуса изделия в заданном сечении; |
| — допуск прямолинейности образующей конуса калибра-пробки (втулки); |
| — допуск прямолинейности образующей конуса контрольного калибра; |
| — допуск круглости поперечного сечения конуса калибра-пробки (втулки); |
| — допуск круглости поперечного сечения конуса контрольного калибра; |
| — расстояние от наименьшего предельного диаметра в заданном сечении внутреннего конуса изделия до середины поля допуска (черт.4); |
| — расстояние от наибольшего предельного диаметра в заданном сечении наружного конуса изделия до середин полей допусков и (черт.5); |
| — расстояние между рисками калибра-пробки и размер уступа калибра-пробки и калибра-втулки; |
| — допустимый выход размера изношенного калибра-пробки за границу поля допуска изделия; |
| — допустимый выход размера изношенного калибра-втулки за границу поля допуска изделия; |
| — номинальный угол конуса изделия и калибра. |
УСЛОВИЯ КОНТРОЛЯ И ПОДГОТОВКА К НЕМУ
При проведении контроля должны быть соблюдены следующие условия:
2.1. В помещении, в котором производят контроль калибров, температура воздуха должна быть 20 °C с допускаемыми отклонениями, указанными в табл. ; относительная влажность — не более 80 %.
Таблица 2
| Обозначение конуса | Допускаемое отклонение температуры, °C | Допускаемое колебание температуры, °C | ||
| за сутки | за время поверки | |||
| 7:24 | 55; 60 | ± 3 | 2 | 0,2 |
| Морзе | 1; 2; 3; 4; 5; 6 | ± 4 | 3 | 0,3 |
| 7:24 | 30; 35; 40; 45; 50 | |||
| Морзе | 0 | ± 6 | 3 | 0,3 |
2.2. Перед проведением контроля калибры должны быть очищены от смазки, промыты авиационным бензином по ГОСТ 1012 или бензином-растворителем по ГОСТ 443 и протерты чистой хлопчатобумажной салфеткой по ГОСТ 11680.
2.3. Перед определением размеров калибры для выравнивания температуры должны быть выдержаны в помещении, где будет производиться контроль, в течение времени, указанного в табл. .
Таблица 3
| Обозначение конуса | Время выдержки в ч | ||
| на чугунной плите | на деревянном столе | ||
| Морзе | 0 | 2 | 4 |
| 1; 2; 3; 4; 5; 6 | 3 | 5 | |
| 7:24 | 30; 35; 40; 45; 50 | ||
| 7:24 | 55: 60 | 4 | 6 |
Определение отклонения размера калибра и установка на нуль измерительного прибора производится после выдержки необходимой для стабилизации размера.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.08.81 N 4062
3. Стандарт полностью соответствует СТ СЭВ 2013-79
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 24643-81 | 5.4 |
6. ИЗДАНИЕ с Изменением N 1, утвержденным в феврале 1990 года (ИУС 5-90)
Настоящий стандарт распространяется на калибры для гладких конусов с раздельным нормированием каждого вида допусков (способ 2), с диаметрами в заданном сечении до 200 мм, конусностью от 1:3 до 1:50, с допусками диаметров от 6 до 12 квалитета, допусками углов конусов от 4 до 9 степени точности и устанавливает: виды и исполнения, формулы для определения размеров, допуски и комплектность калибров.
Стандарт полностью соответствует СТ СЭВ 2013-79.
ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1. Внешний осмотр
При проведении внешнего осмотра (невооруженным глазом) должно быть установлено соответствие требованиям, указанным в ГОСТ 2849 и ГОСТ 20305 в части:
наличия четкой и в полном объеме маркировки;
отсутствия на рабочих поверхностях калибров дефектов (царапин, рисок, дробленостей, следов коррозии).
3.2. Определение шероховатости поверхности калибров
3.2.1. Шероховатость рабочей поверхности калибров проверяют визуальным сравнением с образцами шероховатости поверхности или образцами деталей, либо с помощью профилографа-профилометра.
Черт. 1
Черт. 2
Параметры шероховатости Ra
не должны превышать значений, установленных соответственно в ГОСТ 2849 и ГОСТ 20305.
3.3. Определение диаметров
D
1,
D
кр,
D
к1 калибров-пробок
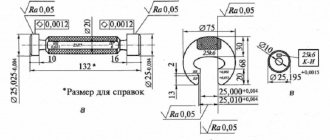
3.3.1. Размер D
калибра-пробки по ГОСТ 2849 определяют в сечении контролируемого диаметра не менее чем в двух направлениях, расположенных под углом 90°, на универсальном измерительном микроскопе с помощью плоских измерительных ножей по схеме, указанной на черт. 1.
За размер D
принимают наименьший диаметр, определенный по переднему краю риски калибра, обращенному в сторону малого диаметра конуса (черт. ).
3.3.2. Размеры D
кр и
D
к1 калибра-пробки по ГОСТ 20305 определяют в сечениях, совпадающих с контрольными плоскостями калибров на универсальном измерительном микроскопе с помощью плоского и резьбового измерительных ножей.
Схемы расположения измерительных ножей указаны на черт. .
Черт. 3
3.3.3. Отклонения диаметров калибров-пробок не должны быть более указанных для D
в ГОСТ 2849 и для
D
кр,
D
к1 — в ГОСТ 20305.
3.4. Определение размеров
l
,
l
2,
z
, глубины и ширины рисок, калибров-пробок по
ГОСТ 2849
Размеры l, l
2,
z
, глубину и ширину рисок определяют на универсальном измерительном микроскопе с использованием плоских и резьбовых измерительных ножей.
Черт. 4
Черт. 5
Схема расположения измерительных ножей при определении размера l
приведена на черт. и
l
2 на черт. .
За размер l
принимают расстояние от малого торца калибра-пробки до переднего края риски, обращенного в сторону малого диаметра конуса (черт. ).
За размер z
принимают расстояние между передними краями рисок в соответствии с черт. .
Отклонения размеров l
,
l
2,
z
не должны быть более указанных в ГОСТ 2849.
Ширина рисок — не более 0,15 мм, глубина — не менее 0,02 мм.
3.5. Определение размеров
L
к1
иz
к
калибров-пробок поГОСТ 20305
Схема проверки размеров L
к1 и
z
к приведена на черт. .
Черт. 6
Индикатор, укрепленный в штативе, настраивают по блоку из концевых мер длины на размер L
к1.
Затем устанавливают на поверочную плиту калибр-пробку и фиксируют показание индикатора. При этом отклонения размера L
к1 соответствующие показаниям индикатора, не должны быть более указанных в ГОСТ 20305.
Одновременно определяют размер z
к, отклонения которого не должны быть более указанных в ГОСТ 20305.
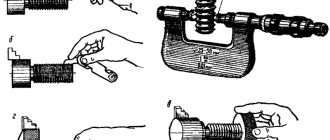
3.6. Определение угла конуса и прямолинейности образующей калибров-пробок и калибров-втулок
Черт. 7
3.6.1. Угол конуса и прямолинейности образующей конусных калибров определяют с помощью специальных приборов моделей БВ-6166, БВ-7312, БВ-7319, БВ-7320, а также приборов модели 819К по методикам, изложенным в руководстве по эксплуатации приборов.
Калибры-пробки 7-й степени точности и грубее допускается проверять на синусной линейке при определении угла конуса, а по параметру прямолинейности образующей — с помощью лекальной линейки 0-го класса точности методом световой щели.
Отклонения угла конуса, а также величина отклонения прямолинейности образующей конусных калибров не должны быть более указанных для соответствующих калибров в ГОСТ 2849 и ГОСТ 20305.
3.6.2. Угол конуса калибра-пробки на синусной линейке определяют не менее чем в двух осевых сечениях, расположенных под углом 90° по схеме, приведенной на черт. 7.
Синусную линейку настраивают следующим образом: линейку устанавливают на поверочную плиту; под один из роликов линейки подкладывают блок из плоскопараллельных концевых мер длины, размер которого определяют по формуле: h
=
L
· sin2α,
где L
— расстояние между осями роликов линейки;
2α — номинальный угол конуса калибра-пробки.
Допускается синусную линейку настраивать по аттестованному калибру-пробке с погрешностью аттестации 0,5 мкм.
При этом блок из плоскопараллельных концевых мер играет роль лишь установочного узла.
Калибр-пробку устанавливают на синусную линейку и фиксируют показание измерительной головки, укрепленной в специальной стойке в двух точках а
и
b
наивысшей образующей конусной поверхности калибра-пробки. Расстояние от точки
b
до переднего торца должно быть не менее 2 мм.
Отклонение угла конуса равно разности показаний измерительной головки в этих точках.
Знак отклонения определяют на основании следующего правила: угол конуса больше номинального, если показания измерительной головки в точке a
больше, чем в точке
b
и, наоборот, угол конуса меньше номинального, если показания в точке
b
больше, чем в точке
a
.
Значения предельного отклонения угла конуса, приведенные в ГОСТ 2849 и ГОСТ 20305, должны быть пересчитаны на длину измерения, т.е. на длину конуса между точками a
и
b
.
3.6.3. Прямолинейность образующей определяют не менее чем в двух осевых сечениях калибра-пробки, расположенных под углом 90°.
Лекальную линейку располагают вдоль образующей калибра-пробки и определяют величину просвета между рабочей поверхностью линейки и образующей конуса.
Величина просвета определяется визуально сравнением его с образцом просвета, состоящим из стеклянной пластины ПИ-60 и плоскопараллельных концевых мер длины.
3.7. Определение отклонения от круглости калибров
Отклонения от круглости калибров-пробок и калибров-втулок определяют на кругломерах, удовлетворяющих требованиям ГОСТ 17353 не ниже 2-го класса точности, по методике, изложенной в руководстве по эксплуатации этих приборов.
Отклонения от круглости не должны быть более допуска круглости, указанного для соответствующих калибров в ГОСТ 2849 и ГОСТ 20305.
3.8. Проверка полноты прилегания конусных поверхностей калибра-втулки и калибра-пробки
Полноту прилегания конусных поверхностей калибра-втулки и калибра-пробки контролируют комплексным методом с помощью краски. С этой целью применяют красную краску для офсетной печати. Применение берлинской лазури возможно только для получения слоя в 3 мкм и более. Применение сажи не допускается.
Краску наносят на предварительно очищенную поверхность калибра-пробки. Перед нанесением на калибр краску разводят машинным маслом до тестообразного состояния и помещают внутрь тампона из трех слоев марли, который обертывается тканью — (сатин, бязь). Затем на тампон капают несколько капель машинного масла и, водя по конусной поверхности калибра-пробки, оставляют на ней слой краски, который потом растирают по всей поверхности фетром или замшей.
Калибр-пробку, с нанесенным на него слоем краски, осторожно сопрягают с калибром-втулкой и, при легком нажатии вдоль оси, поворотом приблизительно на одну четверть оборота, растирают краску по конусной поверхности калибра-втулки.
Пятно контакта должно занимать не менее 90 % поверхности при обеспечении более плотного контакта (менее интенсивной окраски) у малого диаметра конуса.
Толщина слоя краски при контроле прилегания конусных поверхностей не должна превышать значений, для соответствующих калибров по ГОСТ 2849 и ГОСТ 20305.
Для проверки правильности нанесения слоя краски рекомендуется использовать «образцы интенсивности окраски», способ составления которых приведен в рекомендуемом приложении .
3.9. Определение размера
b/2
лапки калибра-пробки и ее положения относительно оси калибра по
ГОСТ 2849
Положение плоскостей лапки калибра-пробки относительно ос», калибра определяют с помощью специальной призмы и измерительной головки, укрепленной в штативе, по схеме, приведенной на черт. .
Черт 8
Первоначально измеряют толщину лапки калибра-пробки микрометром 2-го класса точности. Размер лапки не должен выходить за пределы удвоенного отклонения размера b
/2 по ГОСТ 2849.
Затем калибр-пробку помещают в специальную призму и, с точностью до 4 мкм, выставляют плоскость лапки параллельно плоскости основания призмы, установленной на поверочную плиту.
Подведя измерительный наконечник к середине плоскости лапки, фиксируют показание индикатора. Измерение повторяют, подернув призму на 180°. Полуразность зафиксированных показаний индикатора не должна выходить за пределы отклонения размера b
/2 по ГОСТ 2849.
Положение плоскости лапки калибра-пробки относительно оси калибра можно проверить с помощью лекальной линейки и специальной втулки, выполненной с двумя уступами (черт. ), контрольные плоскости которых соответствуют наибольшему и наименьшему предельным отклонениям размера b
/2 лапки.
Проверяемый калибр-пробку вводят в специальную втулку и, выставив плоскость лапки калибра-пробки параллельно контрольным плоскостям специальной втулки с точностью до 4 мкм, устанавливают лекальную линейку последовательно в положение 1
и
2
. Этот прием повторяют, повернув калибр на угол 180°. При этом калибр-пробка считается годным, если в каждом из двух проверяемых положений калибра плоскость лапки находится между контрольными плоскостями уступов втулки либо совпадает с одной из них.
Черт. 9
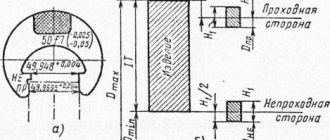
3.10. Проверка диаметра калибра-втулки
Проверку диаметра припасованного калибра-втулки производят по парному с ним калибру-пробке — для конусов АТ4 и АТ5 и по парному с ним контрольному калибру-пробке — для конусов АТ6, AТ7, АТ8.
3.10.1. Проверка диаметра D
калибра-втулки по ГОСТ 2849.
При проверке диаметра D
припасованного калибра-втулки с парным к нему контрольным калибром-пробкой контрольная плоскость калибра-втулки должна совпадать с передним краем первой риски контрольного калибра-пробки. Это положение проверяют с помощью универсального микроскопа.
Калибр-втулка считается годным, если несовпадение его контрольной плоскости с передним краем первой риски на контрольном калибре-пробке находится в пределах допускаемого недохода торца калибра-втулки по ГОСТ 2849.
3.10.2. Проверка диаметра D
к калибра-втулки по ГОСТ 20305.
Диаметр D
к калибров-втулок для контроля изделий 4-й и 5-й степеней точности проверяют по схеме, указанной на черт. , а для контроля изделий 6-й и 7-й степеней точности — по схеме, указанной на черт. .
При проверке диаметра D
к по схеме, указанной на черт. , калибр-втулку сопрягают с парным к нему калибром-пробкой и устанавливают на поверочную плиту. Измерительную головку, закрепленную в штативе, настраивают с помощью блока плоскопараллельных концевых мер длины на размер
L
к и определяют взаимное расположение контрольных плоскостей калибра-втулки и калибра-пробки.
1
— контрольные плоскости;
2
— калибр-пробка;
3
— калибр-втулка
Черт. 10
1
— контрольные плоскости;
2
— калибр-пробка контрольный;
3
— калибр-втулка
Черт. 11
При этом отклонения расстояния a
между контрольными плоскостями калибра-втулки и калибра-пробки не должны быть более указанных в ГОСТ 20305.
При проверке диаметра D
к по схеме, указанной на черт. , контрольные плоскости калибра-втулки и парного к нему контрольного калибра-пробки должны совпадать. Допускаемое смещение D
l
торца калибра-втулки не должно быть более указанного в ГОСТ 20305.
3.10.3. При проверке диаметров калибров-втулок по ГОСТ 2849, находящихся в эксплуатации, должно быть установлено, что расстояние между торцем калибра-втулки и передним краем первой риски на контрольном калибре-пробке не превышает 20 % значения z
— расстояния между рисками.
При проверке калибров-втулок с конусностью 7:24 значения a
и D
l
не должны быть более указанных в ГОСТ 20305 для изношенных калибров соответствующих степеней точности.
3.11. Определение
l
1,
l
3 калибров-втулок по
ГОСТ 2849и L
к калибров-втулок по
ГОСТ 20305
Размеры l
1,
l
3 и
L
к определяют микрометром 2-го класса точности.
Размер L
к может определяться и в процессе проверки, описанной в п. 3.10.2.
Отклонения размеров l
1,
l
3 и
L
к не должны быть более указанных в ГОСТ 2849 и ГОСТ 20305 соответственно.
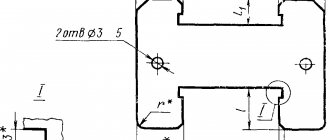
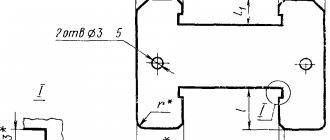
3.12. Определение размера
b
/2 калибра-втулки по
ГОСТ 2849
Размер b
/2 калибра-втулки определяют с помощью специальной пробки и лекальной линейки по схеме, приведенной на черт. .
1
— калибр-втулка;
2
— специальная пробка
Черт. 12
На цилиндрические поверхности хвостовика специальной пробки наносят краску слоем 2 — 3 мкм и вводят в проверяемый калибр-втулку.
Примечание
. Цилиндрические поверхности
d
и
d
1 хвостовика специальной пробки выполнены по размерам, соответствующим предельным отклонениям размера
b
/2 калибра-втулки.
Затем лекальной линейкой, установив ее, как указано на черт. , и плотно прижимая к поверхности, проводят вдоль уступа калибра-втулки.
При этом размер b
/2 находится в пределах допускаемых предельных отклонений по ГОСТ 2849, если на поверхности диаметром
d
останется след снятия краски, а на поверхности
d
1 краска останется нетронутой поверхностью лекальной линейки.
3.13. Определение размеров
z
и
l
7 калибров-втулок типа 2 по
ГОСТ 2849
Размеры z
и
l
7 у калибров-втулок определяют на универсальном микроскопе, причем отсчет размеров
z
и
l
7 производят от торцев калибра-втулки до переднего края рисок (черт. ).
Черт. 13
Отклонения размеров z
и
l
7 не должны быть более, указанных в ГОСТ 2849.
КОМПЛЕКТНОСТЬ КАЛИБРОВ
6.1. При одинаковом расположении полей допусков наружных и внутренних углов конусов сопрягаемых изделий комплект калибров должен состоять из рабочего калибра-пробки и припасованного к нему калибра-втулки.
6.2. При различном расположении полей допусков наружных и внутренних углов конусов сопрягаемых изделий комплект калибров должен состоять из калибра-пробки, контрольного калибра-пробки и припасованного к нему калибра-втулки.
6.3. К одному рабочему или контрольному калибру-пробке может быть припасовано не более трех калибров-втулок.
6.4. По заказу потребителя допускается изготовление отдельно рабочих калибров-пробок или калибров-втулок.
При заказе только рабочих калибров-втулок они должны комплектоваться одним калибром-пробкой, к которому были припасованы.
(Введен дополнительно, Изм. N 1).
ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
4.1. Положительные результаты контроля калибров при выпуске их из производства и после ремонта оформляются органами технического контроля предприятия-изготовителя в установленном порядке.
4.2. Положительные результаты контроля калибров, находящихся в эксплуатации, оформляются ведомственной метрологической или другими службами по принятой на предприятии системе.
4.3. При отрицательных результатах контроля при выпуске из производства калибры запрещают к выпуску и применению по принятой на предприятии системе.
При отрицательных результатах контроля калибров, находящихся в эксплуатации, не подлежащие ремонту калибры изымают из обращения и применения, а отремонтированные подвергают повторному контролю после ремонта.
ПРИЛОЖЕНИЕ 2 Справочное
РЕКОМЕНДАЦИИ ПО ОПРЕДЕЛЕНИЮ ТОЛЩИНЫ СЛОЯ КРАСКИ И СОСТАВЛЕНИЮ «ОБРАЗЦОВ ИНТЕНСИВНОСТИ ОКРАСКИ»
Для проверки правильности нанесения слоя краски и накопления опыта в визуальной оценке рекомендуется использовать способ, указанный ниже.
На плоскую стеклянную пластину 1
(черт. ) притирают четыре концевые меры. Две крайние меры (
2
и
3
) должны быть одинакового размера, одна из средних меньше, чем крайние на заданную толщину слоя краски, а другая средняя меньше ее на 1 мкм.
Черт. 15
При контроле толщины слоя краски на калибре стекло с притертыми к нему концевыми мерами прижимают к поверхности конуса (предварительно в местах прилегания крайних концевых мер удаляется краска) и передвигают на небольшое расстояние в направлении, перпендикулярном его оси. После этого, если толщина слоя краски соответствует заданной, на большей из средних концевых мер должны быть видны следы краски, а на меньшей таких следов быть не должно.
В условиях крупносерийного или массового производства целесообразно изготовление специальных шаблонов (черт. ) для контроля толщины слоя краски по этому способу.
Черт. 16
Для накопления опыта в визуальной оценке толщины слоя краски можно использовать «образец интенсивности окраски». Образец состоит из стеклянной пластины и концевых мер длины. Концевые меры притирают к стеклу так, как показано на черт. .
Черт. 17
На поверхность концевых мер, кроме крайних, наносят слой краски. Затем краску счищают лекальной линейкой, опираясь на две крайние меры. Оставшийся слой краски будет иметь толщину на первой плитке 1 мкм, на второй — 2 мкм и на последней — 10 мкм. Поверхность плиток будет при этом различаться по интенсивности окраски.