Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.

Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Характерные черты
По своей сути это механическое приспособление (установка), искривляющее прямой профиль до нужного радиуса, от 1 до 180 градусов. Подходит как для металлических (алюминиевых, стальных), так и для пластиковых элементов.

Заводское оборудование стандартное, но оно подразумевает, что у вас есть опыт обращения с ним. Поэтому сделать трубогиб для профтрубы своими руками стоит хотя бы потому, что вам не придется к нему привыкать. Вы будете точно знать все особенности его конструкции и понимать, какие нагрузки выдержат его элементы.
Способ размещения
Стационарный. Устройство обладает большими размерами, высокой производительностью и требует наличия крепкого и устойчивого основания – заливают фундамент или сваривают металлический короб. Применяется в промышленности для работы с большими диаметрами и сложными изгибами.

Переносной. Обладают средними размерами. В качестве основания для установки создают металлический каркас или основу. Подходит для применения в мастерских и на малых производствах. Возможно самостоятельное изготовление.
Ручной. Мобильное устройство, применяемое для сгибания тонких металлических профилей, используемых в качестве элемента декорирования или украшения. Нет необходимости в создании твердого основания или каркаса.

Варианты исполнения устройства
Если вы изготавливаете его лично, у вас развязаны руки. Например, ничто не мешает реализовать установку рычажного типа, чтобы в определенной ее точке сосредотачивалось усилие, за счет чего легче обеспечить нужный радиус искривления. Подобная конфигурация позволяет создавать шаблоны, без проблем снимаемые и заменяемые на другие. Пусть их будет 2–3 – для прокатных изделий разных диаметров.

Также механизм может быть арбалетным, дроновым, то есть максимально компактным, предназначенным для коротких отрезков труб. Он окажется очень удобным при проведении монтажа, при прокладке коммуникаций, в условиях стесненного пространства.
Принцип работы трубогиба
Характер действия может несколько отличаться, в зависимости от конструкции, но в общем случае все сводится к следующему:
- Надежно фиксируете выбранный профиль в устройстве.
- Искривляете его под нужным углом предусмотренным для этого методом – путем прокатки, вальцовки, нагрева в определенной точке до приобретения пластичности, использования шаблона.
Металлическое изделие проходит через подвижные валы, и его геометрия изменяется за счет усилия, прикладываемого прижимным роликом. Если радиус закругления получится недостаточно большим, потребуется сделать еще один проход, хотя с точки зрения производительности труда, лучше, если результат будет достигнут с первого раза.
Качество механизма определяется тем, насколько сильно он деформирует материал на участке воздействия, а также его универсальностью. Чем больше диаметров и размеров он поддерживает, тем удобнее.
В связи с этим выделяют несколько видов этих устройств – по двум ключевым признакам, к рассмотрению которых мы и переходим.
Главные технические моменты при изготовлении трубогиба
- Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
- Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии. Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции!
- Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать. Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
- Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
- Чтобы согнуть круглую трубу используются специальные ролики с выемкой. Обычные ролики сплющат круглую трубу в овал.
Классификация по типу привода
Мотором оснащены достаточно мощные модели, которые, в заводском исполнении, активно эксплуатируются на производствах. Но подобное оборудование можно собрать и лично (на основании чертежей и схем), для последующего применения в условиях домашней мастерской. По сути, вы получите станок следующего вида:
- Гидравлический – стационарный, мощный, рассчитанный на диаметры от 3 дюймов. Лучше всего подходит для промышленных объектов, так как позволяет с высокой степенью производительности выполнять работы в значительном объеме.
- Электромеханический – хороший выбор для искривления магистральных элементов. Удобен тем, что с его помощью можно с максимальной точностью рассчитать как оптимальное прижимное усилие, так и необходимый угол.
- Ручной – ориентирован на небольшие сечения и невысокую интенсивность использования.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.

По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.
И гидравлическими.
Привод опорных валов может быть как ручным, так и электрическим.
Классификация по способу изгиба

По характеру воздействия за профиль выделяют следующие типы:
- Сегментный – протягивает заготовку через ряд роликов, каждый из которых оказывает свое воздействие и изменяет геометрию.
- Арбалетный – его основным элементом является резко выдвигающееся вперед приспособление, искривляющее зафиксированное прокатное изделие по нужному радиусу.
- Пружинный – оснащен захватами, которые распрямляются и гнут удерживаемые конструкции (если те выполнены из не самого прочного материала, например, из пластика).
Выполняя работы, допустим, собирая каркас для дачной теплицы, не стоит гнаться за большими углами. Помните, чем сильнее вы деформировали деталь, тем выше вероятность того, что она сломается под нагрузкой.
Ну а теперь перейдем к особенностям создания простейших механизмов.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.

Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.

Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.

В следующем видео представлено описание самодельного профилегиба.
Как сделать профильный трубогиб своими руками, работающий по шаблону

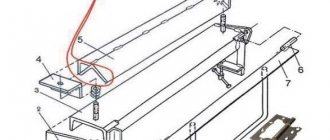
В данном случае направляющими элементами являются доски, сечение которых должно быть на пару сантиметров больше, чем у прокатной продукции.
- Надежно закрепляете выбранные деревянные изделия на прочном металлическом основании, способном выдерживать даже значительные нагрузки.
- Рядом устанавливаете упор, на котором впоследствии будут размещаться искривляемые детали.
- Подключаете лебедку – чтобы не приходилось предпринимать физические усилия при совершении прохода.
При таком варианте устройства не обязательно пилить доски для создания скосов, желоба или уклона, и это положительно сказывается на общей долговечности конфигурации. А вот ограничители нужны в любом случае – чтобы обрабатываемый элемент не съезжал. Его необходимо аккуратно вставить в зазор между шаблоном и упором, после чего плавно надавить на его свободный конец, задав начальное прижимное усилие.
Вариант хорош своей простотой реализации, но он далеко не всегда гарантирует точность искривления – итоговый радиус может получиться на несколько градусов меньше нужного. Ну и направляющие не отличаются универсальностью – по сути, они подходят только для одного диаметра. Поэтому есть смысл искать и другие решения.
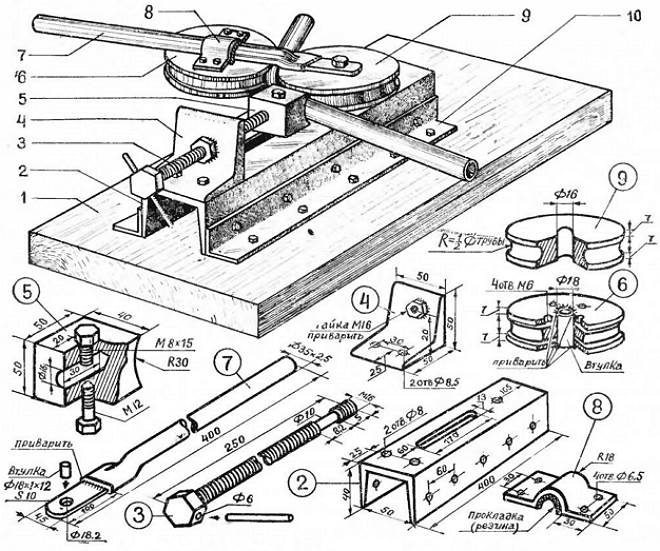
«Улитка»: сделаем этот трубогиб прокатный своими руками, с чертежом и схемами

Назван так из-за специфической формы спирали. Данный станок хорош для штамповки большого тиража однотипных заготовок. Даже в стоечном исполнении его габариты сравнительно малы, поэтому разместить его на объекте не проблема (даже если это маленькая домашняя мастерская). Управлять им тоже несложно.
Изготовление проходит в несколько этапов:
- Выполняете центр – отрезаете часть кругляка, диаметром 38 мм и толщиной 28 мм, просверливаете в нем эксцентричное отверстие в 8 мм. С помощью болгарки удаляете лишний металл так, чтобы сформировать объемный лепесток. После чего на его радиальной поверхности пробиваете новое посадочное место – под резьбу М10.
- Формируете спираль – из стальной полосы толщиной 4 мм, по проекту, с такой формой витков, чтобы впоследствии можно было обеспечить любой нужный радиус искривления.
- Вырезаете опорную пластину – из твердосплавного листа, в 3 мм, не уже, так как она должна выдерживать значительные нагрузки. Привариваете к ней .
- Крепите полученный функциональный узел на стойку, металлическую и достаточно прочную, со стенкой от 3 мм. Фиксируете ее на болтах, вкрученных в предварительно просверленные для этого отверстия.
- Привариваете ручку – с обратной стороны, чтобы в дальнейшем вам было проще снимать и устанавливать обрабатываемые детали.
Единственный минус получившегося механизма в том, что оно обеспечивает лишь небольшие радиусы закругления. Если попытаться сильно искривить на нем заготовку, есть вероятность, что вы просто ее обломаете.
Прокатные устройства

По своей сути это тоже простые станки, создающие гибкие трубы под любым нужным углом. Их особенность в том, что профиль полностью проходит через всю их конструкцию (отсюда и название). В остальном же они не отличаются от стандартных: есть основание и валы, причем ведущие обеспечивают протяжку, а подвижный дает прижимное усилие.
И тут, кстати, пришла пора посмотреть, из чего вообще состоит подобное оборудование.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.
Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
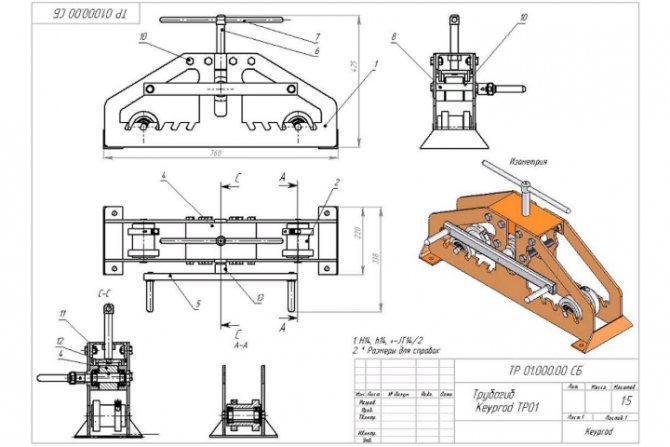
Трубогиб для профилей своими руками: чертежи и процесс
Для изготовления сравнительно простого станка понадобится:
- несколько отрезков швеллера (или аналогичные конструкции) и стальная полка;
- пружины высокой прочности;
- 3 тела вращения;
- приводная цепь.
Да, потребуются еще некоторые элементы, но это комплектующие, а потому их можно не выделять отдельно, а лишь упомянуть, когда они станут актуальными.
Подготовив все необходимое, нужно предпринять следующее:
- Сварить металлоконструкции и скрепить их между собой в устойчивый каркас.
- Поставить ось (стальную пластину) и валы на нее – два повыше, один – пониже; чем больше разница в уровне между ними, тем шире максимальный радиус искривления.
- Оснастить цепную передачу – укомплектовать ее тремя шестеренками и натянуть между роликами.
- Предусмотреть ручку – закрепить ее на ближайшем теле вращения, именно с ее помощью, прикладывая физические усилия, вы сможете создавать крутящий момент и приводить в движение весь механизм.
Инструкция по изготовлению простого трубогиба электрического для профильной трубы своими руками
Перечень необходимых элементов и порядок действий здесь немного отличаются. Итак:
- Делаете основу – из отрезка или уголка толщиной 3–4 мм, с отверстием (в 3 м от торца) для оси.
- Размещаете на станине подающий вал со шкивом на одном конце и соединяете его с ротором мотора ременной передачей. С другой стороны закрепляете ведущую звездочку.
- Следом ставите второй ролик, верхний, с ведомой шестеренкой.
- Монтируете шпильку и ввинчиваете в нее фиксатор.
- Располагаете третий валик, на этот раз нижний, чтобы все вместе они образовывали треугольник, способствующий лучшей деформации. Ограничиваете его перемещение, приварив сбоку П-образную вилку.
- Собираете устройство, затягивая неподвижный шкив с ручкой.
Преимущество такого оборудования – в быстроте работы, а также в отсутствии сплющивания и заломов и, наконец, в минимальном количестве стыков.
Делаем гидравлический трубогибочный станок своими руками для профильной трубы
Ключевой особенностью его комплектации является мощный домкрат, грузоподъемность которого должна составлять более 5 тонн. Соответственно, и его основа обязана выдерживать значительные нагрузки. Сборка оборудования осуществляется в такой последовательности:
- Выполняете каркас из швеллера – в форме прямоугольника.
- Крепите металлическую пластину на его дно (нижнюю плоскость), а на нее – подъемный механизм с приводной ручкой, фиксируете его болтами.
- Подбираете вальцы – так, чтобы они обеспечивали плотный обхват прокатываемых изделий – и монтируете их на одной высоте по отношению друг к другу.
- Устанавливаете башмак – ниже роликов и ровно посередине между ними; разница в высоте будет определять максимальный угол закругления.
Вот вы и изготовили простейший самодельный трубогиб для профильной трубы своими руками. Чтобы воспользоваться им, достаточно вставить заготовку, зажать оба ее конца и задействовать домкрат. Гидравлика выступит в роли мощного толкателя – поднимающийся шток окажет на участок искривления такое давление, которого хватит, чтобы справиться с самым твердым материалом. А как только нужный радиус будет достигнут, достаточно немного повращать ручку механизма в обратном направлении и вытащить деталь необходимой геометрии.
Единственный минус – сравнительно большой вес подобного оборудования. Ну и еще необходимость в подборе роликов, обеспечивающих действительно плотный обхват.
Простейший станок трубогиба: какие материалы понадобятся
Простейший самодельный трубогиб, в котором регулируется угол сгиба, делается с применением следующих материалов:
- Гидравлический домкрат.
- Металлические профиля, являющиеся основаниями для сооружения конструкции.
- Высокопрочные пружины — 4 шт.
- Металлические валы — 3 шт.
- Цепь.
Два ролика при конструировании трубогиба с регулировкой углов изгиба располагаются на нижнем основании, а третий устанавливается в верхней части. При получении нужного изгиба требуется только вращать ручку, которая цепным механизмом будет двигать вал.
Для создания устройства, которое представлено на фото выше, нет необходимости делать пазы под регулировку расположения роликов, что позволит существенно упростить работу. Чтобы получить такое изделие, понадобится только необходимый материал и сварочный аппарат. Остальное — это дело рук мастера. Все зависит не только от мастерства владения сваркой и болгаркой, но ещё и от воображения.
Преимущества и недостатки ручных трубогибов
Это сравнительно компактные устройства, обладающие некоторой степенью мобильности даже в любительском варианте исполнения. У них нет тяжелых или крупногабаритных узлов, поэтому их можно без труда перевезти или даже перенести на другой объект. За счет элементарной конструкции они надежны и долговечны. Они не требуют подключения к сети и не тратят электроэнергию. В этом их неоспоримые плюсы.
С другой стороны, они плохо справляются с толстыми металлическими стенками или большими диаметрами, а при работе с ними приходится прикладывать значительные физические усилия. Поэтому они не могут обеспечить высокую производительность труда. Да, для решения разовых задач, например, для обновления каркаса теплицы или беседки на старте дачного сезона, можно сделать самодельный ручной трубогиб для профильной трубы своими руками. Но если вы целыми днями пропадаете в личной мастерской, то для нее лучше потратиться и изготовить электрическую или гидравлическую модель, благо в их конструкции тоже нет ничего сложного.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
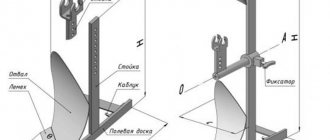
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
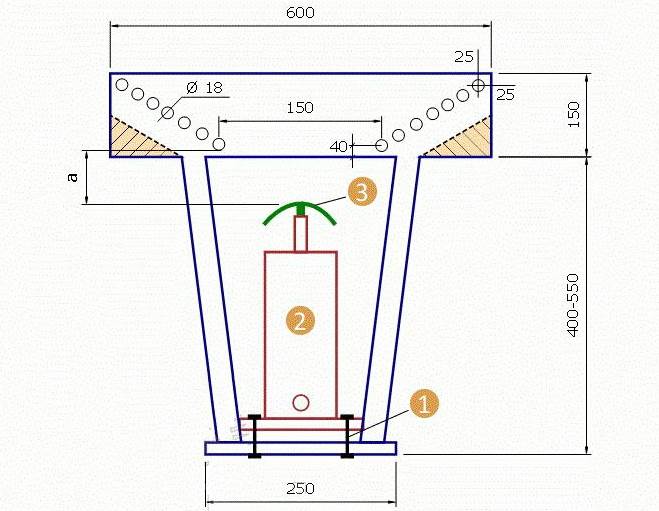
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
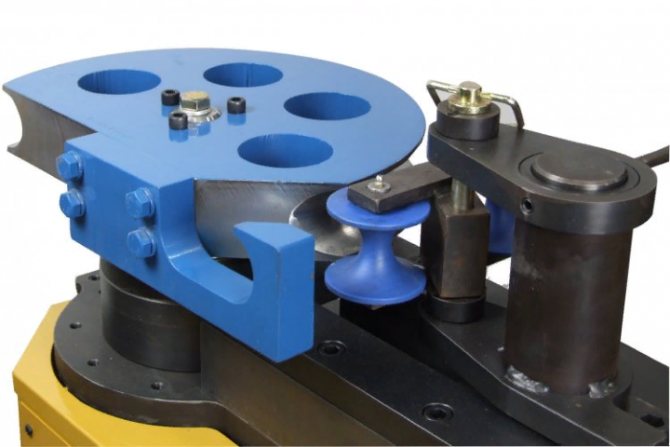
Прокатка, или вальцовка
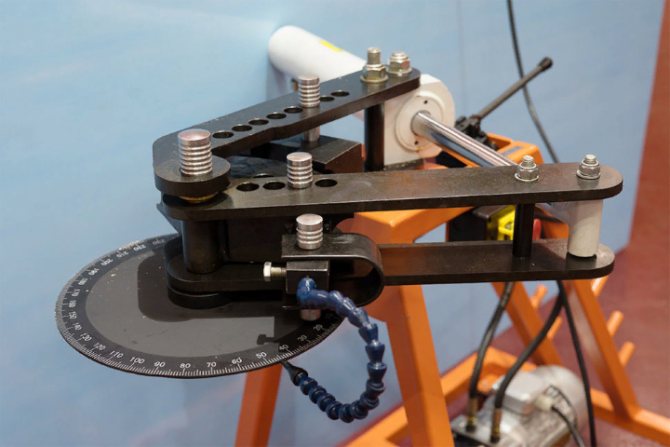
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
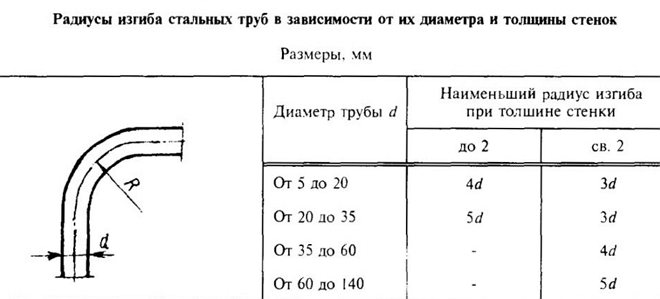
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Методы гибки

На практике нужно частично закруглять заготовки, выполненные из самых разных материалов, от твердосплавных до сравнительно мягких пластиков. Чтобы не допустить трещин, разрывов и других критических дефектов, в зависимости от случая, используется один из двух принципиально разных способов. Рассмотрим оба.
Холодный
Работы осуществляются без предварительного нагрева детали. Это подразумевает невысокий уровень плавкости, а значит, и небольшое изменение угла. Но и вероятность раскола или появления каких-то еще повреждений при этом минимальна.
Метод подходит для всех прокатных изделий, в том числе и для металлических, но для улучшения результата требуется заполнить их полость солью или песком, прежде чем протягивать через механизм с электроприводом или домкратом.
Горячий

Создан для особо прочных и жестких элементов, для толстых стенок и больших диаметров. Согласно ему, нужно подогревать участок в месте искривления до тех пор, пока материал не станет податливым и пластичным (та же сталь, например, раскаляется докрасна).
Воздействие точечное, а поэтому способ не слишком уступает предыдущему в экономичности. Но при его реализации важно не переусердствовать, не прожечь дырку в прокатном изделии.
Как согнуть трубу самодельным трубогибом
Смастерить рассматриваемые устройства своими руками — это только половина дела. После этого понадобится ещё правильно воспользоваться инструментом. Как пользоваться инструментом можно посмотреть на видео.
Выше рассмотрены методы изготовления трубогибов ручного типа, которые подходят для изгиба труб холодным способом. Это такой вариант, посредством которого материал не подлежит нагреву. Использовать такой вариант можно для пластичных материалов. Чтобы повысить эффективность изгиба, нужно заполнить внутреннюю часть изделия песком или солью. Заполнение внутренней полости материала песком или солью позволит исключить деформации трубы, а также получить качественный изгиб.
Если стенки трубы толстые, то холодным способом её согнуть не получится. Для этого применяется горячий способ, который подразумевает под собой предварительный нагрев точки получения изгиба.
Правила эксплуатации

При использовании механизма не допускайте его падения или ударов по нему.- Обязательно защищайте его от попадания влаги и атмосферных осадков.
- В процессе работы все его вращающиеся элементы обязаны быть закрыты или хотя бы располагаться на безопасном отдалении от окружающих.
- Следите за тем, чтобы между валами не попадали пальцы, полы одежды, посторонние предметы.
Домашний трубогиб своими руками для профильной трубы: фото самостоятельно сделанных моделей
Конструкция профилегиба
Существует четыре варианта систем роликовых профилегибочных станков. Самым простым из всех является вариант с верхним подвижным роликом, так как во всём устройстве двигается только верхний ролик, что можно понять уже по самому названию. Исполнение такого механизма различается: верхний ручной ролик — с помощью редуктора, а гидравлический — при управлении гидросистемой самого верхнего ролика. Благодаря такому расположению роликов, можно добиться результатов с очень небольшими погрешностями. Такая конструкция является самой распространённой на данный момент.
Устройства с левым подвижным роликом используются для завивки спиралей, а также для такой же работы, которую выполняют и профилегибы, описанные выше, но только с учётом отличия в механизме бокового привода. Такие модели оснащены ЧПУ, что позволяет контролировать градиент сгибания, и имеют управление с предустановленными функциями гибки.
Существуют также механизмы с подвижными нижними боковыми роликами. Их используют, в основном, для сгибания больших профилей, так как конструкция это позволяет. Привод у таких станков является гидравлическим. Из-за того, что ролики способны перемещаться по сегменту окружности, такие профилегибы являются самыми употребляемыми.
Модели, конструкция которых предполагает наличие роликов, которые все подвижны, считаются самыми сложными, что неудивительно. Такие станки собрали в себе все достоинства всех предыдущих профилегибов. Они способны проделывать ту работу, сегменты которой другие профилегибы способны выполнять лишь по отдельности.