Продажа гибочных станков со кидкой до 5%. Наличие станков на складе в Москве. Более 40 представительств в городах России. Доставка станков от 2 дней до 2 недель
Наверное, тяжело найти производство металлоконструкций, где не будет гибочного оборудования. Ведь при помощи ручных гибочных станков можно выполнять большое количество операций, таких как: гибка, вальцовка, профилирование, нарезка, армирование различных металлических прутов и труб. Данное оборудование просто необходимо в кузнечных мастерских, на строительной площадке и на различных металлообрабатывающих предприятиях.
Давайте более подробно рассмотрим ручные гибочные станки и, исходя из предложенной информации, Вы сможете сделать правильный выбор. Отбортовочные станки.
Данные станки по-другому называют кромкогибочными. Используя это оборудование, становится возможным вальцовка, гибка, профилирование и армирование листового материала. Применяются отбортовочные станки при выполнении кровельных работ и при монтаже вентиляционных систем.
Обычно кромкогибочные станки достаточно компактны и Вы сможете с лёгкостью закрепить их на рабочем столе с помощью струбцины. Материал обрабатывается 2-мя валиками различного диаметра и одинакового профиля, между ними осуществляется прокатка детали.
Удобство в использовании заключается в мобильности отбортовочных станков, благодаря малому весу их можно перемещать с одной стройплощадки на другую. На станке можно работать и, не подключая его к сети.
Ручной станок для профнастила — в чем достоинства такого решения?
В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Российский ручной станок для производства профнастила
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Наверх ↑
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Изготовление профнастила из оцинкованного листа на ручном станке для профлиста
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Наверх ↑
Листогибочные станки для гибки листового металла под углом
Это оборудование используется для гибки листового металла. В основном они применяются в строительстве и в промышленности. Если необходимо изготовить профили, планки и уголки, то применяют листогибы.
Деталь крепится на станине прижимной балкой и затем гибочная траверса производит деформацию металлического листа. Высокий результат работы гарантируется конструкцией станка (ровный и качественный гиб).
Видео: пример настройки и работы на ручном гибочном станке по листовому металлу
Устройство и принцип работы ручного станка для изготовления профнастила
Станок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Отрезная машинка ручного станка для гибки профнастила
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.
Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Наверх ↑
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.

Гибочный станок
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия. Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.

Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.

Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.

Гидравлические листогиб
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух. Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Отдельный класс гибочного оборудование — носимые (мобильные), как правило, их применяют непосредственно на рабочем месте, например, на стройплощадке.
Станок для профлиста ручной — технические характеристики
Станок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Наверх ↑
Коллектив oprofnastile.info
Читайте по теме:
Сталь для производства профнастила
Все что нужно знать о металле для профнастила: технические характеристики, виды покрытий, цены. Сводная таблица по стоимости тонны сырья для профнастила от различных производителей.
Цех по производству профнастила
Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
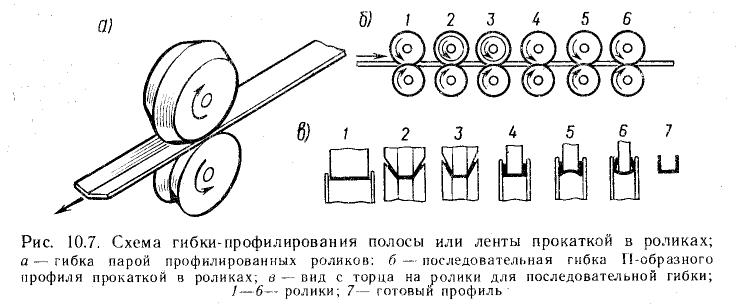
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.

Гибка ручным листогибом
Работа ручной установки строится следующим образом: Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку. Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла. Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.

Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений. Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 — 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.

Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.

Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.