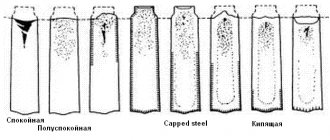
На рисунке ниже показаны восемь типичных состояний промышленных стальных слитков, которые были отлиты в идентичные, сужающиеся к верху изложницы. Они распложены и пронумерованы по степени подавления выделения газов при затвердевании. Штриховыми линиями показан уровень, до которого сталь первоначально разливалась в каждой изложнице. В зависимости от содержания углерода, а еще более – от содержания кислорода, структура слитков различается. Под номером 1 идет полностью успокоенная сталь, спокойная сталь
, а под номером 8 — сталь, к которой не применяли операции раскисления, сильно
кипящая сталь
.
Рисунок — Восемь типичных состояний промышленных стальных слитков с различной степенью раскисления
Стали при разливке в слитки классифицируют по трем основным типам в зависимости от степени раскисления или, что тоже самое, по количеству газов, выделяющихся в ходе затвердевания слитка.
К этим четырем типам относятся: — спокойная сталь; — полуспокойная сталь
; — кипящая сталь.
Спокойная сталь
По-английски спокойную сталь называют слегка «устрашающе» — killed
steel
. Cпокойная сталь – это сталь, у которой практически не происходит выделения газов при затвердевании слитка после его разливки. Это обеспечивается полным раскислением стали — полным удалением из нее кислорода и образованием усадочной раковины в верхней части слитка. Эта часть слитка затем отрезается и отправляется в лом.
Все легированные стали, большинство низколегированных сталей и многие углеродистые стали обычно применяют в виде спокойных сталей. При непрерывной разливке сталь также «успокаивают» полностью. Спокойная сталь характеризуется гомогенной структурой и равномерным распределением химического состава и свойств.
Для получения спокойной стали ее раскисляют алюминием, а также марганцевыми или кремнистыми ферросплавами. Кроме того, иногда применяют силицид кальция и другие специальные раскислители.
Разновидности и особенности раскислителей
Когда раскислители вводятся в жидкий металл, они соединяются с кислородом и удаляются до затвердевания слитка. В процессе образуются жидкие, твердые и газообразные продукты раскисления, от количества которых зависит качество стали.
Сплав раскисляют введением добавок в строго отведенном количестве. К ним относятся:
- ферросисцилий — добавляют 0,12-0,3 % от общей массы;
- алюминий — до 0,1 %;
- ферромарганец — до 0,1 %;
- кремний — до 0,05 %;
- титан.
Алюминий, кремний, марганец и комплексные раскислители чаще всего используются в осаждающем методе раскисления. Реже кислород из стали удаляют диффузионным, вакуумным или электрошлаковым раскислением. После обработки образуется большая усадочная раковина, из-за чего вырастает цена спокойной стали. Усадочную раковину, как дефект разливки сплава, нельзя использовать, поэтому она отрезается от основной части. В среднем литой слиток теряет до 16 % от массы заготовки.
Полуспокойная сталь
В полуспокойной стали выделение газов при ее раскислении подавляется не полностью, так как сталь раскисляется только частично. По-английски это называют semikilled
steel
. Степень выделения газов в этих сталях больше, чем в спокойных сталях, но меньше чем в кипящих. До начала выделения газов в слитке образуется корка слитка значительной толщины. У правильно «полураскисленного» стального слитка отсутствует усадочная раковина, но есть широко рассеянные по толщине пузыри в центральной зоне верхней части слитка. Эти пузыри, однако, завариваются при прокатке слитка. Полуспокойные стали обычно имеют содержание углерода от 0,15 до 0,30 %. Они находят широкое применение при производстве сортового проката, штрипса и труб.
Главными отличиями полуспокойных сталей являются: 1) различная степень неоднородности химического состава – средняя между степенями спокойной и кипящей сталей; 2) меньшая сегрегация химических элементов, чем в спокойной стали; 3) выраженная тенденция положительной химической сегрегации в центре верхней части слитка (рисунок).
Кипящая сталь
Кипящая сталь характеризуется: — большой степенью выделения газов при затвердевании стали в изложнице; — заметным различием химического состава по поперечному сечению слитка и между верхней и нижней частями слитка (см. рисунок).
Это приводит к образованию в наружной оболочке слитка относительно чистого железа и внутренней сердцевины слитка с высокой концентрацией легирующих и примесных элементов, особенно, углерода, азота, серы и фосфора, которые имеют низкую температуру плавления. Более чистую наружную часть слитка применяют при прокатке. Слитки из кипящей стали хорошо подходят для производства многих изделий, таких как плиты, листы, проволока, трубы, а также сортовой прокат с требованиями по чистоте поверхности и вязким свойствам.
Технология производства кипящих сталей ограничена максимальным содержанием углерода и марганца. Эта сталь не содержит сколько-нибудь заметных количеств сильных раскислителей, таких как алюминий, кремний или титан. Кипящая сталь является более дешевой, чем спокойная и полуспокойная, так для нее применяют только небольшое количество раскислителя, а верхняя часть слитка не отправляется в лом.
Марки стали – таблица с маркировкой и расшифровкой
Любому специалисту, имеющему дело с металлом, знакомо понятие «марки стали». Расшифровка маркировки стальных сплавов дает возможность получить представление об их химическом составе и физических характеристиках. Разобраться в данной маркировке, несмотря на ее кажущуюся сложность, достаточно просто – важно только знать, по какому принципу она составляется.
Редкое производство обходится без стали, поэтому разбираться в его марках крайне важно
Обозначают сплав буквами и цифрами, по которым можно точно определить, какие химические элементы в нем содержатся и в каком количестве. Зная это, а также то, как каждый из таких элементов может влиять на готовый сплав, можно с высокой степенью вероятности определить, какие именно технические характеристики свойственны определенной марке стали.
Виды сталей и особенности их маркировки
Сталь представляет собой сплав железа с углеродом, при этом содержание последнего в ней составляет не более 2,14%. Углерод придает сплаву твердость, но при его избытке металл становится слишком хрупким.
Одним из важнейших параметров, по которому стали делят на различные классы, является химический состав. Среди сталей по данному критерию выделяют легированные и углеродистые, последние подразделяются на мало- (углерода до 0,25%), средне- (0,25–0,6%) и высокоуглеродистые (в них содержится больше 0,6% углерода).
Включая в состав стали легирующие элементы, ей можно придать требуемые характеристики.
Именно таким образом, комбинируя вид и количественное содержание добавок, получают марки, обладающие улучшенными механическими свойствами, коррозионной устойчивостью, магнитными и электрическими характеристиками.
Конечно, улучшать характеристики сталей можно и при помощи термообработки, но легирующие добавки позволяют делать это более эффективно.
По количественному составу легирующих элементов различают низко-, средне- и высоколегированные сплавы. В первых легирующих элементов не более 2,5%, в среднелегированных – 2,5–10%, в высоколегированных – более 10%.
Классификация сталей осуществляется и по их назначению. Так, выделяют инструментальные и конструкционные виды, марки, отличающиеся особыми физическими свойствами.
Инструментальные виды используются для производства штамповых, мерительных, а также режущих инструментов, конструкционные – для выпуска продукции, применяемой в строительстве и сфере машиностроения.
Из сплавов, отличающихся особыми физическими свойствами (также называемых прецизионными), изготавливают изделия, которые должны обладать особыми характеристиками (магнитными, прочностными и др.).
Классификация сталей по назначению
Стали противопоставляются друг другу и по особым химическим свойствам. К сплавам данной группы относятся нержавеющие, окалиностойкие, жаропрочные и др. Что характерно, нержавеющие стали могут быть коррозионностойкими и нержавеющими пищевыми – это разные категории.
Кроме полезных элементов, сталь включает и вредные примеси, к основным из которых относятся сера и фосфор. В ней также находятся газы в несвязанном состоянии (кислород и азот), что негативно отражается на ее характеристиках.
Если рассматривать основные вредные примеси, то фосфор увеличивает хрупкость сплава, особенно сильно проявляющуюся при низких температурах (так называемая хладноломкость), а сера вызывает появление трещин в металле, нагретом до высокой температуры (красноломкость).
Фосфор, ко всему прочему, значительно уменьшает пластичность нагретого металла.
По количественному содержанию этих двух элементов выделяют стали обыкновенного качества (не более 0,06–0,07% серы и фосфора), качественные (до 0,035%), высококачественные (до 0,025%) и особовысококачественные (сера – до 0,015%, фосфор – до 0,02%).
Маркировка сталей также указывает на то, в какой степени из их состава удален кислород. По уровню раскисления выделяют стали:
- спокойного типа, обозначаемые буквосочетанием «СП»;
- полуспокойные – «ПС»;
- кипящие – «КП».
О чем говорит маркировка сталей
Расшифровать марку стали довольно просто, необходимо только владеть определенными сведениями. Конструкционные стали, обладающие обыкновенным качеством и не содержащие легирующих элементов, маркируют буквосочетанием «Ст».
По цифре, идущей после букв в названии марки, можно определить, сколько в таком сплаве углерода (исчисляется в десятых долях процента). За цифрами могут идти буквы «КП»: по ним становится ясно, что данный сплав не до конца прошел процесс раскисления в печи, соответственно, он относится к категории кипящего.
Если название марки не содержит таких букв, то сталь соответствует категории спокойной.
Химический состав углеродистых конструкционных сталей обыкновенного качества
Конструкционная нелегированная сталь, относящаяся к категории качественных, имеет в своем обозначении две цифры, по ним определяют среднее содержание в ней углерода (исчисляется в сотых долях процента).
Прежде чем приступить к рассмотрению марок тех сталей, которые включают легирующие добавки, следует разобраться в том, как данные добавки обозначаются. Маркировка легированных сталей может включать такие буквенные обозначения:
Список используемых легирующих добавок
Обозначение сталей с легирующими элементами
Как сказано выше, классификация сталей с легирующими элементами включает несколько категорий. Маркировка легированных сталей составляется по определенным правилам, знание которых позволяет достаточно просто определить категорию конкретного сплава и основную область его применения.
В начальной части названий таких марок находятся цифры (две или одна), показывающие содержание углерода. Две цифры указывают на его среднее содержание в сплаве в сотых долях процента, а одна – в десятых. Есть и стали, не имеющие в начале названия марки цифр.
Это означает, что углерод в этих сплавах содержится в пределах 1%.
Пример маркировки легированной стали
Буквы, которые можно увидеть за первыми цифрами названия марки, указывают на то, из чего состоит данный сплав.
За буквами, дающими информацию о том или ином элементе в его составе, могут стоять или не стоять цифры.
Если цифра есть, то по ней определяется (в целых процентах) среднее содержание указанного буквой элемента в составе сплава, а если цифры нет, значит, данный элемент содержится в пределах от 1 до 1,5%.
В конце маркировки отдельных видов сталей может стоять буква «А». Это говорит о том, что перед нами высококачественная сталь. К таким маркам могут относиться и углеродистые стали, и сплавы с легирующими добавками в своем составе. Согласно классификации, к данной категории сталей причисляются те, в которых сера и фосфор составляют не более 0,03%.
Примеры маркировки сталей различных видов
Определение марки стали и причисление сплава к определенному виду – это задача, которая не должна вызывать никаких проблем у специалиста. Не всегда под рукой есть таблица, в которой дается расшифровка названий марок, но разобраться с этим помогут примеры, которые приведены ниже.
элементов в распространенных марках стали (нажмите для увеличения)
Конструкционные стали, не содержащие легирующих элементов, обозначаются буквосочетанием «Ст». Цифры, стоящие следом, – это содержание углерода, исчисляемое в сотых долях процента. Несколько иначе маркируются низколегированные конструкционные стали.
К примеру, в стали марки 09Г2С 0,09% углерода, а легирующие добавки (марганец, кремний и др.) содержатся в ней в пределах 2,5%. Очень похожие по своей маркировке 10ХСНД и 15ХСНД отличаются разным количеством углерода, а доля каждого легирующего элемента в них составляет не больше 1%.
Именно поэтому после букв, обозначающих каждый легирующий элемент в таком сплаве, не стоит никаких цифр.
20Х, 30Х, 40Х и др. – так маркируются конструкционные легированные стали, преобладающим легирующим элементом в них является хром.
Цифра в начале такой марки – это содержание углерода в рассматриваемом сплаве, исчисляемое в сотых долях процента.
За буквенным обозначением каждого легирующего элемента может быть проставлена цифра, по которой и определяют его количественное содержание в сплаве. Если ее нет, то указанного элемента в стали содержится не больше 1,5%.
Можно рассмотреть пример обозначения хромокремнемарганцевой стали 30ХГСА. Она, согласно маркировке, состоит из углерода (0,3%), марганца, кремния, а также хрома. Каждого из данных элементов в ней содержится в границах 0,8–1,1%.
Как расшифровать маркировку сталей?
Чтобы расшифровка обозначения различных видов сталей не вызывала затруднений, следует хорошо знать, какими они бывают. Отдельные категории сталей имеют особенную маркировку. Их принято обозначать определенными буквами, что позволяет сразу понять и назначение рассматриваемого металла, и его ориентировочный состав. Рассмотрим некоторые из таких марок и разберемся в их обозначении.
Свойства и назначение конструкционных легированных сталей
Конструкционные стали, специально предназначенные для изготовления подшипников, можно узнать по букве «Ш», данная литера ставится в самом начале их маркировки.
После нее в названии марки идет буквенное обозначение соответствующих легирующих добавок, а также цифры, по которым узнают количественное содержание этих добавок.
Так, в сталях марок ШХ4 и ШХ15, кроме железа с углеродом, содержится хром в количестве 0,4 и 1,5%, соответственно.
Буквой «К», которая стоит после первых цифр в названии марки, сообщающих о количественном содержании углерода, обозначают конструкционные нелегированные стали, используемые для производства сосудов и паровых котлов, работающих под высоким давлением (20К, 22К и др.).
Качественные легированные стали, которые обладают улучшенными литейными свойствами, можно узнать по букве «Л», стоящей в самом конце маркировки (35ХМЛ, 40ХЛ и др.).
Некоторую сложность, если не знать особенностей маркировки, может вызвать расшифровка марок строительной стали. Сплавы данной категории обозначают буквой «С», которую ставят в самом начале. Цифры, следующие за ней, указывают на минимальный предел текучести. В таких марках также используются дополнительные буквенные обозначения:
- литера Т – термоупрочненный прокат;
- буква К – сталь, отличающаяся повышенной коррозионной устойчивостью;
- литера Д – сплав, характеризующийся повышенным содержанием меди (С345Т, С390К и др.).
Нелегированные стали, относящиеся к категории инструментальных, обозначают буквой «У», она проставляется в начале их маркировки. Цифра, идущая за данной буквой, выражает количественное содержание углерода в рассматриваемом сплаве.
Стали данной категории могут быть качественными и высококачественными (их можно определить по букве «А», она проставляется в конце названия марки).
В их маркировке может содержаться буква «Г», что означает повышенное содержание марганца (У7, У8, У8А, У8ГА и др.).
Инструментальные стали, содержащие легирующие элементы в своем составе, маркируются аналогично с легированными конструкционными (ХВГ, 9ХВГ и др.).
Состав легированных инструментальных сталей (%)
Маркировка тех сталей, которые входят в категорию быстрорежущих, начинается с буквы «Р», за которой идут цифры, указывающие на количественное содержание вольфрама. В остальном марки таких сплавов называются по стандартному принципу: буквы, обозначающие элемент, и, соответственно, цифры, отражающие его количественное содержание.
В обозначении таких сталей не указывается хром, так как его стандартное содержание в них составляет около 4%, а также углерод, количество которого пропорционально содержанию ванадия.
Если количество ванадия превышает 2,5%, то его буквенное обозначение и количественное содержание проставляют в самом конце маркировки (З9, Р18, Р6М5Ф3 и др.).
Влияние некоторых добавок на свойства стали
По-особому маркируются нелегированные стали, относящиеся к категории электротехнических (их еще часто называют чистым техническим железом). Невысокое электрическое сопротивление таких металлов обеспечивается за счет того, что их состав характеризуется минимальным содержанием углерода – менее 0,04%. В обозначении марок таких сталей нет букв, только цифры: 10880, 20880 и др.
Первая цифра указывает на классификацию по типу обработки: горячекатаная или кованная – 1, калиброванная – 2. Вторая цифра связана с категорией коэффициента старения: 0 – ненормируемый, 1 – нормируемый. Третья цифра указывает на группу, к которой данная сталь относится по нормируемой характеристике, принятой за основную.
По четвертой и пятой цифрам определяется само значение нормируемой характеристики.
Принципы, по которым осуществляется обозначение стальных сплавов, были разработаны еще в советский период, но и по сей день успешно используются не только в России, но также в странах СНГ. Обладая сведениями о той или иной марке стали, можно не только определять ее химический состав, но и эффективно подбирать металлы с требуемыми характеристиками.
Разбираться в данном вопросе важно как специалистам, разрабатывающим и проектирующим различные конструкции из металла, так и тем, кто часто работает с различными сталями и занимается изготовлением из них деталей разного назначения.
«Закупоренная» сталь
По-английски кипящая сталь – это обычно rimmed
steel
. От английского слова rim – обод, оправа, бандаж. Это термин отражает основную особенность слитка кипящей стали – наружную оболочку (оправа, обод, бандаж) из чистой стали. В англоязычной технической литературе описывают еще один тип кипящей стали –
cappedsteel.
Сapped
steel–
это тип стали с характеристиками аналогичными для кипящей стали, но по степени подавления выделения газов при затвердевании она располагается между полуспокойной и кипящей сталями (см. рисунок). Название этого типа сталей происходит от английского слова
cap
в русском значении «крышка», так эти слитки после разливки механически или химически закрывают, «закупоривают» сверху. Поэтому их русским термином могло бы быть «закупоренные стали».
Для производства «закупоренных» стальных слитков применяют меньше раскислителей, чем для полуспокойных слитков. Это дает возможность в определенной степени управлять формированием наружного слоя слитка при его затвердевании.
Технология закупоривания слитков является вариацией технологии производства кипящей стали. Операция закупоривания слитка ограничивает время для выделения газов и предотвращает образование чрезмерного количества газовых пузырей внутри слитка. Закупоренные слитки обычно применяют к сталям с содержанием углерода более 0,15 %, из которых производят листы, ленты, тонкие плиты, штрипсы, проволоку и прутки.
При механическом закупоривании стальных слитков применяют тяжелые чугунные крышки, чтобы загерметизировать изложницу сверху и остановить образование наружной оболочки, как это происходит у кипящих слитков. Химическое закупоривание слитков производят в открытых изложницах. Закупоривание выполняется путем добавки алюминия или ферросилиция сверху изложницы, что приводит к быстрому затвердеванию верхней поверхности слитка. Верхняя часть слитка потом отрезается и отправляется в лом.
Источник: steel-guide.ru
Степень раскисления.
По степени раскисления* различают:
· спокойные стали — стали, раскисленные Mn; Al; Si;
· кипящие стали — стали, раскисленные Mn;
· полуспокойные стали — стали, раскисленные Mn; Al.
* Раскисление – восстановление элемента из его окислов. Раскислители – элементы, восстанавливающие другой элемент из его окислов.
Метод получения из сталей изделий.
По методу получения из сталей изделий различают:
§ деформируемые стали (изготовление изделий осуществляют обработкой давлением);
- литейные стали ( изготовление изделий осуществляют литьем).
Условия поставки потребителям.
Сталь обыкновенного качества дополнительно подразделяется по условиям поставки на 3 группы:
· сталь группы А — поставляется потребителям по механическим свойствам (такая сталь может иметь повышенное содержание серы или фосфора);
· сталь группы Б — по химическому составу;
· сталь группы В — с гарантированными механическими свойствами и химическим составом.
Маркировка сталей
Спокойные стали —маркируются буквами “сп” (иногда буквы опускаются);
Кипящие стали — маркируются буквами «кп»;
Полуспокойные стали — маркируются буквами «пс».
Классификация сталей
Сталью называется сплав железа с углеродом, в котором массовая доля углерода составляет 2,14 % (теоретически). На практике концентрация углерода составляет не более 1,5 %. Кроме углерода в стали находятся постоянные примеси: кремний, марганец, сера, фосфор и другие химические элементы. Производство стали заключается во вторичной переработке передельного белого чугуна различными способами: мартеновским, конвертерным, электроплавкой и др. Сущность производства стали заключается в удалении углерода и других химических элементов в процессе плавки шихты, состоящей из жидкого или чушкового чугуна, стального лома, железной руды и известняка. Плавку производят в различных сталелитейных агрегатах: мартеновских печах, конвертерах, электродуговых, электроиндукционных и в других металлургических агрегатах.
Сталь также является основным конструкционным материалом в машиностроении и других отраслях промышленного производства.
В обычных условиях применяются простые углеродистые стали; при высокой температуре и активной среде — специальные легированные стали (например, для изготовления насоса для перекачки кислот, механизмов, работающих в морской воде и Т.Д.).
В связи с этим черная металлургия нашей страны выпускает стали с различными физико-химическими и механическими свойствами. Все отрасли промышленности получают от металлургов стали различных марок, сортаментов и наименований. Запомнить это многообразие сталей, поставляемых металлургами, практически невозможно, поэтому наука о металлах — металловедение — классифицирует все выпускаемые стали по различным признакам (рис. 5.10).
По химическому составу стали подразделяются на две большие группы: углеродистые и легированные.
Рис. 5.10.
Классификация сталей
Углеродистые
стали в своем составе содержат железо, углерод и постоянные примеси, присущие железоуглеродистым сплавам. Другие химические элементы в углеродистых сталях отсутствуют. Углеродистые стали по массовой доле углерода подразделяются на низкоуглеродистые (до 0,3 % углерода), среднеуглеродистые (0,3. 0,6 % углерода) и высокоуглеродистые (более 0,6 % углерода).
Легированные
стали, кроме углерода, содержат различные химические элементы, как металлы, так и неметаллы. Эти элементы вводятся в процессе плавки для получения более высоких физико-химических и механических свойств по сравнению с углеродистыми сталями. Легировать — значит сплавлять, соединять, поэтому химические элементы, вводимые в сталь, называются легирующими элементами, а стали, сплавленные с ними, получили название легированных сталей.
Качество сталей зависит от особенностей металлургических процессов, перерабатываемого сырья, вида плавки и других факторов, определяющих химический состав сталей и наличие в них вредных примесей — серы и фосфора, а также различных газов: азота, водорода и кислорода. Вредные примеси и присутствующие в них газы придают сталям отрицательные физико-химические, механические и технологические свойства, т.е. ухудшают их качество. В связи с этим по качеству стали, как углеродистые, так и легированные, делятся на четыре группы: стали обыкновенного качества, качественные, высококачественные, особовысококачественные.
Стали обыкновенного качества
содержат 0,045. 0,060 % серы, 0,04. 0,07 % фосфора.
Качественные
стали изготавливаются с массовой долей серы не более 0,04 %, фосфора — 0,035. 0,040 %. Качественные стали бывают как углеродистые, так и легированные.
Высококачественные
углеродистые и легированные стали содержат не более 0,02 % серы и 0,03 % фосфора.
Особовысококачественные
стали имеют массовую долю серы не более 0,015 %, фосфора — не более 0,025 %. Легированные особовысококачественные стали получают методами электро- шлакового или вакуумно-дугового переплава.
По назначению углеродистые и легированные стали подразделяются на конструкционные, инструментальные и специальные.
Конструкционные
стали, как углеродистые, так и легированные, идут на изготовление различных деталей машин, сварных строительных конструкций и т. п. К этим сталям предъявляются определенные требования по химическому составу, механическим, технологическим, эксплуатационным и химическим свойствам. Это могут быть цементуемые, улучшаемые и высокопрочные стали. Одни из этих сталей подвергаются химико-термической обработке, другие — только термической обработке. По технологическим признакам конструкционные стали подразделяются на штампуемые, свариваемые, литейные и высокой обрабатываемости резанием (автоматные). По назначению эти стали могут быть рессорно-пружинные, шарикоподшипниковые, магнитные, электротехнические, строительные и др.
Стали этой группы по химическим свойствам подразделяются на нержавеющие, кислотостойкие, окалиностойкие и др., а в зависимости от химической стойкости они бывают конструкционные и специального назначения.
Степень раскисления
Классификация и маркировка сталей.
Сталями принято называть сплавы железа с углеродом, содержание до 2,14% углерода. Кроме того, в состав сплава обычно входят марганец, кремний, сера и фосфор; некоторые элементы могут быть введены для улучшения физико-химических свойств специально (легирующие элементы).
Стали, классифицируют по самым различным признакам. Мы рассмотрим следующие:
Химический состав.
В зависимости от химического состава различают стали углеродистые (ГОСТ 380-71, ГОСТ 1050-75) и легированные (ГОСТ 4543-71, ГОСТ 5632-72, ГОСТ 14959-79). В свою очередь углеродистые стали могут быть:
· малоуглеродистыми, т. е. содержащими углерода менее 0,25%;
· среднеуглеродистыми, содержание углерода составляет 0,25-0,60%
· высокоуглеродистыми, в которых концентрация углерода превышает 0,60% Легированные стали подразделяют на:
1. низколегированные содержание легирующих элементов до 2,5%
2. среднелегированные, в их состав входят от 2,5 до 10% легирующих элементов;
3. высоколегированные, которые содержат свыше 10% легирующих элементов.
Назначение.
По назначению стали бывают:
· Конструкционные, предназначенные для изготовления строительных и машиностроительных изделий.
· Инструментальные,из которых изготовляют режущий, мерительный, штамповый и прочие инструменты. Эти стали содержат более 0,65% углерода.
· С особыми физическими свойствами, например, с определенными магнитными характеристиками или малым коэффициентом линейного расширения: электротехническая сталь, суперинвар.
· С особыми химическими свойствами, например, нержавеющие, жаростойкие или жаропрочные стали.
Качество.
В зависимости от содержания вредных примесей: серы и фосфора-стали подразделяют на:
1. Стали обыкновенного качества, содержание до 0.06% серы и до 0,07% фосфора.
2. Качественные — до 0,035% серы и фосфора каждого отдельно.
3. Высококачественные— до 0.025% серы и фосфора.
4. Особовысококачественные, до 0,025% фосфора и до 0,015% серы.
Степень раскисления.
По степени удаления кислорода из стали, т. е. По степени её раскисления, существуют:
· спокойные стали, т. е., полностью раскисленные; такие стали обозначаются буквами “сп” в конце марки (иногда буквы опускаются);
· кипящие стали — слабо раскисленные; маркируются буквами «кп»;
· полу спокойные стали, занимающие промежуточное положение между двумя предыдущими; обозначаются буквами «пс».
Сталь обыкновенного качества подразделяется еще и по поставкам на 3 группы:
1. сталь группы А поставляется потребителям по механическим свойствам (такая сталь может иметь повышенное содержание серы или фосфора);
2. сталь группы Б — по химическому составу;
3. сталь группы В — с гарантированными механическими свойствами и химическим составом.
В зависимости от нормируемых показателей (предел прочности σ, относительное удлинение δ%, предел текучести δт, изгиб в холодном состоянии) сталь каждой группы делится на категории, которые обозначаются арабскими цифрами.
Стали обыкновенного качества обозначают буквами «Ст» и условным номером марки (от 0 до 6) в зависимости от химического состава и механических свойств. Чем выше содержание углерода и прочностные свойства стали, тем больше её номер. Буква «Г» после номера марки указывает на повышенное содержание марганца в стали. Перед маркой указывают группу стали, причем группа «А» в обозначении марки стали не ставится. Для указания категории стали к обозначению марки добавляют номер в конце соответствующий категории, первую категорию обычно не указывают.
Ст1кп2 — углеродистая сталь обыкновенного качества, кипящая, № марки 1, второй категории, поставляется потребителям по механическим свойствам (группа А);
ВСт5Г — углеродистая сталь обыкновенного качества с повышенным содержанием марганца, спокойная, № марки 5, первой категории с гарантированными механическими свойствами и химическим составом (группа В);
Вст0 — углеродистая сталь обыкновенного качества, номер марки 0, группы Б, первой категории (стали марок Ст0 и Бст0 по степени раскисления не разделяют).
Качественные стали маркируют следующим образом:
1 в начале марки указывают содержание углерода цифрой, соответствующей его средней концентрации;
а) в сотых долях процента для сталей, содержащих до 0,65% углерода;
05кп – сталь углеродистая качественная, кипящая, содержит 0,05% С;
60 – сталь углеродистая качественная, спокойная, содержит 0,60% С;
б) в десятых долях процента для индустриальных сталей, которые дополнительно снабжаются буквой «У»:
У7 – углеродистая инструментальная, качественная сталь, содержащая 0,7% С, спокойная (все инструментальные стали хорошо раскислены);
У12 — углеродистая инструментальная, качественная сталь, спокойная содержит 1,2% С;
2 легирующие элементы, входящие в состав стали, обозначают русскими буквами:
А – азот К – кобальт Т – титан Б – ниобий М – молибден Ф- ванадий
В – вольфрам Н – никель Х – хром Г – марганец
П – фосфор Ц – цирконий Д – медь Р – бор Ю – алюминий
Е – селен С – кремний Ч – редкоземельные металлы
Если после буквы, обозначающей легирующий элемент, стоит цифра, то она указывает содержание этого элемента в процентах. Если цифры нет, то сталь содержит 0,8-1,5% легирующего элемента, за исключением молибдена и ванадия (содержание которых в солях обычно до 0,2-0,3%), а также бора (в стали с буквой Р его должно быть не менее 0,0010%).
0.01.1.01.ОЭ(м)-I. Билеты с ответами для аттестации по НАКС
Общий экзамен Общий экзамен. (м) Уровень: I (с ответами)
1
| Вопр_ОЭ/1 Какая сталь обыкновенного качества относится к кипящей? | |
| 1. | Сталь не полностью раскисленная марганцем при выплавке, и содержащая не более 0,05% кремния. |
| 2. | Содержащая кремния от 0,05 до 0,17%. |
| 3. | Содержащая более 10 мл. водорода на 100 г. металла. |
| 2 | Вопр_ОЭ/1 Какая сталь обыкновенного качества относится к спокойной? |
| 1. | Сталь, полностью раскисленная при выплавке и содержащая 0,15-0,3% кремния |
| 2. | Содержащая не менее 0,3 % кремния и 1 % марганца. |
| 3. | Содержащая менее 0,5 мл. водорода на 100 г. металла. |
| 3 | Вопр_ОЭ/1 Какая сталь обыкновенного качества относится к полуспокойной? |
| 1. | Сталь, раскисленная при выплавке только марганцем и содержащая не более 0,05% кремния. |
| 2. | Сталь, не полностью раскисленная при выплавке только марганцем и кремнием и содержащая 0,05 — 0,15% кремния и до 1% марганца |
| 3. | Содержащая менее 10 мл. водорода на 100 г. металла |
| 4 | Вопр_ОЭ/1 К какому классу сталей относятся сварочные проволоки Св-08, Св08А, Св-08ГА, Св-10ГА? |
| 1. | Низкоуглеродистому. |
| 2. | Легированному. |
| 3. | Высоколегированному. |
| 5 | Вопр_ОЭ/1 Что такое легированные стали? |
| 1. | Содержащие один или несколько элементов в определенных концентрациях, которые введены в них с целью придания заданных физико-химических и механических свойств. |
| 2. | Обладающие определенными физико-химическими свойствами за счет снижения содержания углерода, серы, фосфора или термической обработки. |
| 3. | Обладающие определенными физико-химическими свойствами после специальной термомеханической обработки. |
| 6 | Вопр_ОЭ/1 Какой свариваемостью обладают низкоуглеродистые стали? |
| 1. | Хорошей. |
| 2. | Удовлетворительной. |
| 3. | Плохой. |
| 7 | Вопр_ОЭ/1 Что обозначают буквы и цифры в маркировке низколегированных сталей? |
| 1. | Клейма заводов-изготовителей. |
| 2. | Обозначения номера плавки и партии металла. |
| 3. | Обозначение химических элементов и их процентный состав. |
| 8 | Вопр_ОЭ/1 Какие из перечисленных сталей относятся к углеродистым? |
| 1. | Ст3сп, сталь10, сталь 15, сталь 18кп |
| 2. | 09Г2С, 17Г1С, 09Г2ФБ. |
| 3. | 08Х18Н9, 10Х2М, 15ХМ. |
| 9 | Вопр_ОЭ/1 Какой буквой русского алфавита обозначают углерод и никель в маркировке легированных сталей? |
| 1. | Углерод — «У»; никель — «Н». |
| 2. | Углерод — «С»; никель — «Л». |
| 3. | Углерод не обозначают буквой; никель — «Н». |
| 10 | Вопр_ОЭ/1 Какие изменения свойств происходят при закалке малоуглеродистых сталей? |
| 1. | Пластичность увеличивается, прочностные характеристики не меняются |
| 2. | Возрастают прочностные характеристики, пластичность уменьшается |
| 3. | Возрастает и прочность, и пластичность |
| 11 | Вопр_ОЭ/1 Какие основные характеристики приняты для оценки механических свойств металлов? |
| 1. | Временное сопротивление разрыву, предел текучести, относительное удлинение и сужение, твердость, ударная вязкость. |
| 2. | Жаропрочность, жаростойкость и хладостойкость металла. |
| 3. | Твердость, сопротивление изгибу и количество циклов ударного нагружения до разрушения металла. |
| 12 | Вопр_ОЭ/1 Для чего в сталь вводятся легирующие элементы? |
| 1. | Для придания стали специальных свойств. |
| 2. | Для улучшения свариваемости стали. |
| 3. | Для снижения содержания вредных примесей (серы и фосфора) в стали. |
| 13 | Вопр_ОЭ/1 Укажите, чем отличается Ст3кп от Ст3сп? |
| 1. | Содержанием углерода. |
| 2. | Содержанием кремния. |
| 3. | Содержанием вредных примесей S и P и газов. |
| 14 | Вопр_ОЭ/1 Для чего производится предварительный и сопутствующий подогрев? |
| 1. | Для снижения количества дефектов в сварном шве и ЗТВ. |
| 2. | Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин. |
| 3. | Для снижения содержания водорода в металле шва. |
| 15 | Вопр_ОЭ/1 Какие характеристики можно определить при испытаниях образцов металла на растяжение? |
| 1. | Предел текучести, предел прочности. |
| 2. | Угол загиба. |
| 3. | Предел текучести, предел прочности, относительные удлинение и поперечное сужение. |
| 16 | Вопр_ОЭ/1 Какая характеристика определяется при статическом изгибе? |
| 1. | Угол загиба. |
| 2. | Ударная вязкость при изгибе. |
| 3. | Предел прочности при изгибе. |
| 17 | Вопр_ОЭ/1 Какие характеристики металла определяются при испытаниях на изгиб (плоских образцов) и сплющивание (труб)? |
| 1. | Прочность. |
| 2. | Пластичность. |
| 3. | Прочность и пластичность. |
| 18 | Вопр_ОЭ/1 Какие характеристики определяют при ударном изгибе? |
| 1. | Предел прочности при ударном изгибе. |
| 2. | Ударную вязкость. |
| 3. | Относительное удлинение при ударном изгибе. |
| 19 | Вопр_ОЭ/1 Что можно оценить по виду излома сварного соединения? |
| 1. | Прочность, коррозионную стойкость, плотность. |
| 2. | Строение металла, его сплошность и сделать качественный вывод о пластических свойствах металла. |
| 3. | Наличие и количество вредных примесей. |
| 20 | Вопр_ОЭ/1 Как влияет высокое содержание серы и фосфора на свариваемость стали? |
| 1. | Не влияет. |
| 2. | Повышает свариваемость при условии предварительного подогрева стали. |
| 3. | Способствует появлению трещин и ухудшает свариваемость стали. |
| 21 | Вопр_ОЭ/1 Что представляет собой сварной шов при сварке плавлением? |
| 1. | Закристаллизовавшийся металл расплавленного электрода или сварочной проволоки. |
| 2. | Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. |
| 3. | Жидкий металл, полученный сплавлением свариваемых и присадочных материалов. |
| 22 | Вопр_ОЭ/1 Чем определяются свойства сварного соединения? |
| 1. | Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния. |
| 2. | Свойствами металла шва и линии сплавления с основным металлом. |
| 3. | Свойствами линии сплавления с основным металлом и зоны термического влияния. |
| 23 | Вопр_ОЭ/1 Как влияет неравномерность нагрева при сварке на величину деформации основного металла? |
| 1. | Увеличивает величину деформации. |
| 2. | Не влияет на величину деформации. |
| 3. | Уменьшает величину деформации. |
| 24 | Вопр_ОЭ/1 Как влияет увеличение объема наплавленного металла на величину деформации основного металла? |
| 1. | Уменьшает величину деформации. |
| 2. | Не влияет на величину деформации. |
| 3. | Увеличивает величину деформации. |
| 25 | Вопр_ОЭ/1 Какие сварочные деформации называют остаточными? |
| 1. | Деформации, появляющиеся после сварки. |
| 2. | Деформации, остающиеся после сварки и полного остывания изделия. |
| 3. | Деформации, образующиеся под действием эксплуатационных нагрузок. |
| 26 | Вопр_ОЭ/1 Как влияет подогрев изделий в процессе сварки на величину остаточных деформаций? |
| 1. | Увеличивает деформацию изделия. |
| 2. | Уменьшат деформацию изделия. |
| 3. | Не влияет |
| 27 | Вопр_ОЭ/1 От чего зависит величина деформации свариваемого металла? |
| 1. | От склонности стали к закалке. |
| 2. | От неравномерности нагрева. |
| 3. | От марки сварочных материалов. |
| 28 | Вопр_ОЭ/1 Какие конструктивные элементы характеризуют форму разделки кромок? |
| 1. | Смещение кромок, угловатость. |
| 2. | Притупление, угол скоса кромки. |
| 3. | Способ подготовки, зазор. |
| 29 | Вопр_ОЭ/1 Какие бывают типы сварных соединений? |
| 1. | Односторонние и двусторонние. |
| 2. | Стыковые, тавровые, угловые, нахлесточные. |
| 3. | Вертикальные и горизонтальные. |
| 30 | Вопр_ОЭ/1 Как обозначается сварное соединение на чертеже? |
| 1. | Указывается тип соединения, метод и способ сварки, методы контроля. |
| 2. | Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения. |
| 3. | Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля. |
| 31 | Вопр_ОЭ/1 Что обозначают цифры возле букв на чертеже с указанием сварного шва? |
| 1. | Порядковый номер шва по ГОСТ (ОСТ). |
| 2. | Метод и способ сварки. |
| 3. | Методы и объем контроля. |
| 32 | Вопр_ОЭ/1 Какой линией изображают видимый сварной шов на чертеже? |
| 1. | Штрих-пунктирной. |
| 2. | Штриховой. |
| 3. | Сплошной. |
| 33 | Вопр_ОЭ/1 Когда должна быть проконтролирована каждая партия сварочных материалов? |
| 1. | До начала ее производственного использования. |
| 2. | Одновременно с использованием ее для производства продукции. |
| 3. | В установленные сроки, независимо от ее производственного использования. |
| 34 | Вопр_ОЭ/1 Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку? |
| 1. | Форму, размеры и качество подготовки кромок; правильность переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД и ПТД. |
| 2. | Качество зачистки подготовленных под сварку кромок и прилегающих к ним поверхностей деталей и сборочных единиц. |
| 3. | Все параметры, указанные в п.п. 1 и 2. |
| 35 | Вопр_ОЭ/1 На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения? |
| 1. | Разрушающие и облучающие. |
| 2. | Механические и электронные. |
| 3. | Разрушающие и неразрушающие. |
| 36 | Вопр_ОЭ/1 С какой целью выполняют визуальный контроль сварного соединения? |
| 1. | С целью выявления поверхностных дефектов шва |
| 2. | С целью выявления поверхностных дефектов и дефектов формирования шва. |
| 3. | С целью выявления несоответствия конструкционных размеров шва требованиям нормативно-технической документации. |
| 37 | Вопр_ОЭ/1 Чем выявляются дефекты формы шва и его размеры? |
| 1. | Рентгенографическим методом. |
| 2. | Металлографическими исследованиями макроструктуры. |
| 3. | Измерительными инструментами и специальными шаблонами. |
| 38 | Вопр_ОЭ/1 Какие дефекты сварного шва выявляются с помощью радиографического контроля, ультразвуковым и др. равноценными им методами? |
| 1. | Трещины, непровары, несплавления, поры, неметаллические и металлические включения. |
| 2. | Структурные изменения металла, внутренние напряжения. |
| 3. | Качество формирования шва с внутренней и наружной сторон. |
| 39 | Вопр_ОЭ/1 Что называют включением? |
| 1. | Обобщенное наименование пор, шлаковых и вольфрамовых включений. |
| 2. | Неметаллическая несплошность. |
| 3. | Скопление нескольких пор. |
| 40 | Вопр_ОЭ/1 В какой момент следует исправлять дефекты сварных соединений, подлежащих последующей термообработке (отпуску)? |
| 1. | До отпуска. |
| 2. | По согласованию с головной материаловедческой организацией. |
| 3. | После отпуска. |
| 41 | Вопр_ОЭ/1 Какие дефекты допускается устранять сварщику (не привлекая руководителя работ) в процессе сварки стыка трубы? |
| 1. | Любые дефекты, включая трещины. |
| 2. | Трещины и межваликовые несплавления. |
| 3. | Поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы. |
| 42 | Вопр_ОЭ/1 Что называют трещиной? |
| 1. | Дефект сварного соединения в виде разрыва металла в сварном шве и/или прилегающих к нему зонах. |
| 2. | Нарушение сплошности металла. |
| 3. | Недопустимое отклонение от требований Правил контроля. |
| 43 | Вопр_ОЭ/1 Что называют прожогом? |
| 1. | Цилиндрическое углубление в сварном шве. |
| 2. | Сквозное отверстие в сварном шве. |
| 3. | Воронкообразное углубление в сварном шве. |
| 44 | Вопр_ОЭ/1 Что называют наплывом в металле шва? |
| 1. | Неровности поверхности металла шва или наплавленного металла. |
| 2. | Дефект в виде металла, натекшего на поверхность свариваемого металла и или ранее выполненного валика и не сплавившегося с ним. |
| 3. | Несплавление валика металла шва с основным металлом. |
| 45 | Вопр_ОЭ/1 Что такое пора? |
| 1. | Дефект сварного шва в виде замкнутой полости, заполненной инородным металлом. |
| 2. | Дефект сварного шва в виде полости сферической формы, заполненной шлаком. |
| 3. | Дефект сварного шва в виде замкнутой полости, заполненной газом. |
| 46 | Вопр_ОЭ/1 Какую форму могут иметь поры? |
| 1. | Линейную или плоскую. |
| 2. | Прямую и кривую. |
| 3. | Сферическую и удлиненную. |
| 47 | Вопр_ОЭ/1 Что такое подрез? |
| 1. | Углубление по линии сплавления шва с основным металлом. |
| 2. | Острые конусообразные углубления на границе поверхности шва с предыдущим валиком шва или основным материалом. |
| 3. | Острые конусообразные углубления на границе поверхности сварного шва с основным материалом. |
| 48 | Вопр_ОЭ/1 Что такое «непровар»? |
| 1. | Дефект в виде отсутствия сплавления между металлом шва и основным металлом по кромке разделки. |
| 2. | Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. |
| 3. | Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварных швов. |
| 49 | Вопр_ОЭ/1 Как необходимо произвести заварку удаленного дефектного участка шва, если сварка производилась с предварительным подогревом? |
| 1. | С замедленным охлаждением после сварки. |
| 2. | На увеличенных режимах сварки. |
| 3. | С подогревом. |
| 50 | Вопр_ОЭ/1 Какие требования предъявляются к качеству исправленного участка шва? |
| 1. | Те же, что и к основному шву. |
| 2. | Дополнительные требования, предусмотренные нормативно-технической документацией. |
| 3. | Специальные требования, предусмотренные нормативно-технической документацией. |
| 51 | Вопр_ОЭ/1 Допускаются ли в сварных соединениях трещины, выявленные при визуальном контроле? |
| 1. | Допускаются поперечные трещины в сварных швах. |
| 2. | Трещины всех видов и направлений не допускаются. |
| 3. | Допускаются микротрещины площадью не более 1 кв.мм. |
| 52 | Вопр_ОЭ/2 Что такое «ручная дуговая сварка покрытым электродом»? |
| 1. | Дуговая сварка, выполняемая не расплавляющимся при сварке электродом. |
| 2. | Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, а газошлаковая защита расплавленного металла обеспечивается расплавлением и разложением компонентов покрытия. |
| 3. | Дуговая сварка, при которой защита дуги и сварочной ванны осуществляется потоком защитного газа, подаваемого в зону сварки с помощью специальных устройств. |
| 53 | Вопр_ОЭ/2 Что такое «дуговая сварка в защитном газе»? |
| 1. | Сварка, при которой защита дуги и сварочной ванны обеспечивается газами, образующимися при плавлении и сгорании электродного покрытия. |
| 2. | Дуговая сварка, при которой дуга и расплавленный металл, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств. |
| 3. | Сварка, при которой защита дуги и сварочной ванны обеспечивается слоем сварочного флюса. |
| 54 | Вопр_ОЭ/2 Что такое «дуговая сварка неплавящимся электродом»? |
| 1. | Дуговая сварка, выполняемая не расплавляющимся при сварке электродом. |
| 2. | Сварка, выполняемая двумя неплавящимися электродами, между которыми горит дуга. |
| 3. | Дуговая сварка в среде углекислого газа. |
| 55 | Вопр_ОЭ/2 Что такое «дуговая сварка плавящимся электродом»? |
| 1. | Дуговая сварка, при которой сварочная ванна защищается газом, образовавшимся в процессе плавления основного металла. |
| 2. | Сварка, в процессе которой электрод плавится за счет тепла дуги или газового пламени. |
| 3. | Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом. |
| 56 | Вопр_ОЭ/2 Что такое «дуговая сварка под флюсом»? |
| 1. | Дуговая сварка в защитных газах с добавлением флюса для легирования металла шва. |
| 2. | Дуговая сварка, при которой дуга горит под слоем флюса между непокрытым металлическим электродом и деталью. |
| 3. | Процесс сварки, при котором тепло выделяется за счет преобразования электрической энергии в тепловую при прохождении тока через расплавленный флюс. |
| 57 | Вопр_ОЭ/2 Что является отличительным признаком дуговой сварки порошковой проволокой? |
| 1. | Использование специального порошка при сварке проволокой сплошного сечения. |
| 2. | Использование электродной проволоки, состоящей из металлической оболочки, заполненной порошкообразным веществом. |
| 3. | Использование специальной металлической крошки при сварке проволокой сплошного сечения. |
| 58 | Вопр_ОЭ/2 Что такое «электрошлаковая сварка»? |
| 1. | Процесс сварки, при котором основной и электродный металлы расплавляются теплом, выделяющимся при прохождении электрического тока через ленточный электрод |
| 2. | Процесс сварки, при котором дуга возбуждается и горит между электродом и изделием под слоем флюса |
| 3. | Сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак |
| 59 | Вопр_ОЭ/2 Что такое импульсно-дуговая сварка? |
| 1. | Процесс, при котором сварочный ток и напряжение изменяется по определенному закону. |
| 2. | Дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе. |
| 3. | Процесс, при котором сварочный материал подается в сварочную ванну импульсами за счет специального привода. |
| 60 | Вопр_ОЭ/2 Что такое магнитное дутье дуги? |
| 1. | Расширение дуги в результате взаимодействия собственного магнитного поля дуги с полем сварочной цепи, посторонними магнитными полями, а также с ферромагнитными материалами. |
| 2. | Отклонение дуги от оси электрода в результате действия магнитных полей или ферромагнитных масс при сварке. |
| 3. | Сжатие дуги и увеличение проплавления в результате взаимодействия собственного магнитного поля дуги с полем сварочной цепи, посторонними магнитными полями, а также с ферромагнитными материалами. |
| 61 | Вопр_ОЭ/2 Где должен подключаться токопровод к изделиям больших размеров для выполнения сварки? |
| 1. | В самом толстом месте конструкции, при условии надежного контакта. |
| 2. | В непосредственной близости к месту сварки, при условии надежного контакта. |
| 3. | Место крепления токопровода не зависит от места сварки. |
| 62 | Вопр_ОЭ/2 Какую электрическую величину измеряют электрическим прибором – амперметром? |
| 1. | Силу электрического тока в цепи. |
| 2. | Напряжение в сварочной цепи. |
| 3. | Мощность, потребляемую электрической цепью. |
| 63 | Вопр_ОЭ/2 Какую электрическую величину измеряют электрическим прибором — вольтметром? |
| 1. | Силу электрического тока в цепи. |
| 2. | Напряжение в электрической цепи. |
| 3. | Электрическую мощность, потребляемую электрической цепью. |
| 64 | Вопр_ОЭ/2 Каким образом включают в электрическую цепь амперметр для измерения силы электрического тока? |
| 1. | Амперметр включают в электрическую цель последовательно с остальными элементами. |
| 2. | Амперметр подключают параллельно участку цепи, на котором измеряют силу электрического тока. |
| 3. | Амперметр подключают параллельно вольтметру. |
| 65 | Вопр_ОЭ/2 Каким образом включают в электрическую цепь вольтметр для измерения напряжения на участке электрической цепи? |
| 1. | Вольтметр включают параллельно тому участку цепи, на котором измеряют напряжение. |
| 2. | Вольтметр включают в электрическую цепь последовательно с остальными элементами цепи. |
| 3. | Вольтметр включают последовательно с добавочным резистором и остальными элементами участка цепи. |
| 66 | Вопр_ОЭ/2 Какой основной критерий при выборе провода для электрических цепей? |
| 1. | Исходя из допустимой плотности тока. |
| 2. | Исходя из удельного сопротивления проводника. |
| 3. | Исходя из удельного сопротивления проводника и его длины. |
| 67 | Вопр_ОЭ/2 Какова частота промышленного переменного тока, вырабатываемого электростанциями в России? |
| 1. | 50 Гц. |
| 2. | 60 Гц. |
| 3. | 100 Гц. |
| 68 | Вопр_ОЭ/2 При каком роде тока обеспечивается более высокая устойчивость горения дуги? |
| 1. | При переменном. |
| 2. | При постоянном. |
| 3. | Устойчивость горения дуги не зависит от рода тока. |
| 69 | Вопр_ОЭ/2 Какой тип источников питания предназначен для сварки на постоянном токе? |
| 1. | Сварочные трансформаторы. |
| 2. | Сварочные источники любого типа. |
| 3. | Сварочные выпрямители, генераторы, тиристорные источники питания. |
| 70 | Вопр_ОЭ/2 Для чего служит трансформатор? |
| 1. | Для преобразования частоты переменного тока. |
| 2. | Для преобразования напряжения переменного тока. |
| 3. | Для преобразования напряжения постоянного тока. |
| 71 | Вопр_ОЭ/2 Что такое режим холостого хода сварочного источника питания? |
| 1. | Первичная обмотка трансформатора подключена к сети, а вторичная к потребителю. |
| 2. | Первичная обмотка трансформатора подключена к сети, а вторичная обмотка разомкнута. |
| 3. | Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута. |
| 72 | Вопр_ОЭ/2 Какой тип источников питания предназначен для сварки на переменном токе? |
| 1. | Сварочные трансформаторы. |
| 2. | Сварочные выпрямители. |
| 3. | Инверторные источники питания. |
| 73 | Вопр_ОЭ/2 Что такое сварочный выпрямитель? |
| 1. | Преобразователь энергии сети в энергию выпрямленного тока, используемую для сварочных работ. |
| 2. | Генератор для преобразования энергии сети в энергию перемененного тока, используемую для сварочных работ. |
| 3. | Генератор для преобразования энергии сети в энергию выпрямленного тока, используемую для сварочных работ. |
| 74 | Вопр_ОЭ/2 Что представляет собой сварочный выпрямитель? |
| 1. | Трансформатор и полупроводниковый блок выпрямления. |
| 2. | Трехфазный трансформатор и сварочный генератор в однокорпусном исполнении. |
| 3. | Сварочный генератор и полупроводниковый блок выпрямления. |
| 75 | Вопр_ОЭ/2 Чем должен быть оснащен сварочный источник питания для ручной дуговой сварки? |
| 1. | Амперметром |
| 2. | Амперметром и вольтметром |
| 3. | Вольтметром и устройством для контроля скорости сварки |
| 76 | Вопр_ОЭ/2 Зависит ли напряжение дуги от её длины? |
| 1. | Зависит |
| 2. | Не зависит |
| 3. | Зависит при малых и больших величинах сварочного тока |
| 77 | Вопр_ОЭ/2 Какая внешняя характеристика наиболее приемлема для ручной дуговой сварки? |
| 1. | Крутопадающая |
| 2. | Жесткая |
| 3. | Возрастающая |
| 78 | Вопр_ОЭ/2 Какие вольт-амперные характеристики могут иметь сварочные источники питания? |
| 1. | Падающие, пологопадающие, крутопадающие и жесткие. |
| 2. | Падающие, жесткие и возрастающие. |
| 3. | Пологопадающие, жесткие и крутовозрастающие. |
| 79 | Вопр_ОЭ/2 Для чего применяется осциллятор? |
| 1. | Для возбуждения дуги и повышения устойчивости ее горения. |
| 2. | Для повышения качества сварных швов. |
| 3. | Для улучшения динамических характеристик источника питания. |
| 80 | Вопр_ОЭ/2 Как надо подключить источник постоянного тока при сварке на обратной полярности? |
| 1. | Отрицательный полюс к электроду. |
| 2. | Положительный полюс к электроду |
| 3. | Не имеет значения. |
| 81 | Вопр_ОЭ/2 На какой полярности обеспечивается большее проплавление основного металла при ручной дуговой сварке? |
| 1. | На прямой полярности |
| 2. | На обратной полярности |
| 3. | Одинаково |
| 82 | Вопр_ОЭ/2 Что обозначает буква «А» в маркировке стали 30ХМА, 30ХГСА? |
| 1. | Содержание азота в стали. |
| 2. | Содержание алюминия в стали. |
| 3. | Пониженное содержание серы и фосфора — сталь высококачественная. |
| 83 | Вопр_ОЭ/2 В каких пределах изменяется стандартный угол разделки кромок V- образных соединений деталей стальных конструкций, свариваемых ручной дуговой сваркой, сваркой в защитных газах и под флюсом, замеряемый после сборки? |
| 1. | 10 – 30 град. |
| 2. | 50 – 60 град. |
| 3. | 60 – 90 град. |
| 84 | Вопр_ОЭ/2 Укажите причины образования горячих трещин. |
| 1. | Повышенное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна. |
| 2. | Пониженное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна. |
| 3. | Повышенное содержание в металле шва углерода, кремния, серы, фосфора, широкая сварочная ванна. |
| 85 | Вопр_ОЭ/2 Как за счет технологии сварки можно предупредить образование горячих трещин? |
| 1. | Уменьшением числа проходов за счет увеличения погонной энергии, увеличением амплитуды поперечных колебаний электрода при сварке. |
| 2. | Выбором оптимальной формы разделки кромок, снижением погонной энергии. |
| 3. | Применением узкой разделки кромок, проведением термической обработки после сварки. |
| 86 | Вопр_ОЭ/2 Когда образуются горячие трещины? |
| 1. | В процессе охлаждения металла при температуре 500…700 градусов Цельсия, вследствие резкого снижения пластических свойств и развития растягивающих напряжений. |
| 2. | В процессе затвердевания и охлаждения металла при температуре 1100…1300 градусов Цельсия, вследствие резкого снижения пластических свойств и развития растягивающих напряжений. |
| 3. | В процессе затвердевания металла при температуре 1500…1650 градусов Цельсия, вследствие резкого снижения пластических свойств и развития сжимающих напряжений. |
| 87 | Вопр_ОЭ/2 Каковы причины образования холодных трещин? |
| 1. | Наличие в металле примесей, образующих легкоплавкие соединения и растягивающие напряжения, возникающие при сварке. |
| 2. | Нарушение защиты сварочной ванны и попадание в металл шва азота и кислорода. |
| 3. | Высокие временные и остаточные сварочные напряжения и снижение пластичности металлашва и околошовной зоны. |
| 88 | Вопр_ОЭ/2 Укажите, когда образуются холодные трещины. |
| 1. | При температурах до 120 градусов Цельсия через длительный промежуток времени. |
| 2. | При температурах 250 градусов Цельсия сразу после нагрева шва или через длительный промежуток времени. |
| 3. | При температурах 150 градусов Цельсия и ниже сразу после остывания шва или через длительный промежуток времени. |
| 89 | Вопр_ОЭ/2 Какими технологическими мерами можно предупредить образование холодных трещин? |
| 1. | Использованием сварочных материалов с высоким содержанием углерода, серы, ванадия, титана; уменьшением числа проходов за счет сварки с глубоким проплавлением, увеличением амплитуды поперечных колебаний электрода при сварке |
| 2. | Предварительным и сопутствующим подогревом, снижением содержания водорода в сварном соединении, применением отпуска после сварки. |
| 3. | Предварительным и сопутствующим охлаждением, увеличением содержания азота в сварном соединении, применением закалки после сварки. |
| 90 | Вопр_ОЭ/2 Как влияет характер переноса электродного металла на качество сварного шва? |
| 1. | Мелкокапельный регулярный перенос способствует получению бездефектных швов. |
| 2. | При крупнокапельном переносе обеспечивается наименьшее содержание водорода в наплавленном металле, что значительно снижает вероятность образования холодных трещин. |
| 3. | При мелкокапельном переносе повышается вероятность «примерзания» электрода. |
| 91 | Вопр_ОЭ/2 Что представляет собой дефект, называемый «кратер шва»? |
| 1. | Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва. |
| 2. | Воронкообразная впадина на поверхности шва. |
| 3. | Место окончания сварки (обрыва дуги). |
| 92 | Вопр_ОЭ/2 Укажите причины образования непроваров при ручной дуговой сварке. |
| 1. | Большая скорость ведения сварки, недостаточная величина сварочного тока. |
| 2. | Малая скорость ведения сварки, повышенная величина сварочного тока. |
| 3. | Малая скорость ведения сварки, оптимальная величина сварочного тока. |
| 93 | Вопр_ОЭ/2 Укажите основные причины образования прожога. |
| 1. | Завышен сварочный ток относительно толщины свариваемого металла. |
| 2. | Низкая квалификация сварщика. |
| 3. | Большая сварочная ванна, а следовательно, и её масса. |
| 94 | Вопр_ОЭ/2 Следует ли удалять прихваточные швы, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля? |
| 1. | Следует. |
| 2. | Не следует. |
| 3. | Следует удалять механическим инструментом (шлифовальным кругом) наружные несплошности. |
| 95 | Вопр_ОЭ/2 Назовите основные внутренние дефекты сварных соединений при дуговой сварке. |
| 1. | Трещины, непровары, поры, шлаковые включения. |
| 2. | Подрезы, прожоги, наплывы, свищи, несплавления. |
| 3. | Незаваренный кратер, несплавления, нарушение формы шва. |
| 96 | Вопр_ОЭ/2 Как исправлять в сварном шве свищи? |
| 1. | Удалением дефектного места до “здорового” металла механическим способом с последующей заваркой. |
| 2. | Заваркой с последующей механической обработкой. |
| 3. | Выборкой механическим способом дефектного места на всю толщину шва с последующей заваркой выборки. |
| 97 | Вопр_ОЭ/2 Укажите порядок исправления шва со скоплением газовых пор и шлаковых включений на части его сечения. |
| 1. | Дефектный участок сварного шва удаляется до “здорового” металла с образованием U-образной разделки кромок с последующей его заваркой после подтверждения при контроле полноты удаления дефектов. |
| 2. | Дефектный участок удаляется полностью с образованием первоначальной формы разделки и последующей заваркой. |
| 3. | Дефектный участок не удаляется, а исправляется сваркой. |
| 98 | Вопр_ОЭ/3 Что такое «газовая сварка»? |
| 1. | Дуговая сварка, при которой защита сварочной ванны осуществляется за счет подачи газа. |
| 2. | Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. |
| 3. | Дуговая сварка проволокой сплошного сечения в среде инертного газа |
| 99 | Вопр_ОЭ/3 Что обозначает буква «А» и «АА» в маркировке сварочных проволок Св-08А и Св-08АА? |
| 1. | Пониженное содержание серы и фосфора в проволоке. |
| 2. | Пониженное содержание углерода в проволоке. |
| 3. | Пониженное содержание кремния. |
| 100 | ПУЭ Что называют искуственным заземлителем при реализации защитных мер электробезопасности |
| 1. | Случайное соединение находящихся под напряжением частей электроустановки с конструктивными частями, не изолированными от земли или непосредственно с землей |
| 2. | Заземлитель, специально выполняемый для целей заземления |
| 3. | Находящиеся в соприкосновении с землей электропроводящие части коммуникаций, зданий и сооружений производственного или иного назначения, используемыек для целей заземления |
| 101 | ПУЭ При каких номинальных напряжениях не требуется заземление или зануление электроустановок: |
| 1. | До 36 В переменного тока и до 120 В постоянного тока |
| 2. | До 42 В переменного тока и до 110 В постоянного тока |
| 3. | До 24 В переменного тока и до 140 В постоянного тока |
| 102 | ПУЭ Какие проводники должны использоваться в качестве нулевых защитных проводников, идущих к переносным электроприемникам? |
| 1. | Нулевые рабочие проводники, присоединяемые к корпусу электроприемника |
| 2. | Отдельный проводник, присоединяемый к специальному контакту вилки втычного соединения и к корпусу электроприемника |
| 3. | Все ответы правильные |
| 103 | ПУЭ С каким напряжением следует предусматривать питание переносных электроприемников от сети: |
| 1. | Не выше 127 В |
| 2. | Не выше 220 В |
| 3. | Не выше 380/220 В |
| 104 | ПУЭ Как должны быть подведены электрические проводники во втычных соединениях переносных электроприемников? |
| 1. | К розетке подведены проводники со стороны питания, а к вилке — со стороны электроприемников |
| 2. | К розетке подведены проводники со стороны электроприемников, а к вилке-со стороны питания |
| 3. | Подвод проводников может быть выбран произвольно, исходя из удобства в работе |
| 105 | ПУЭ Какой цвет должны иметь провода электропроводки по всей длине: |
| 1. | Иметь разный цвет, при этом цвет должен обозначать назначение проводника |
| 2. | Иметь разный цвет, при этом комбинация цветов не имеет значения |
| 3. | Быть одного цвета: черного или белого |
| 106 | ПУЭ Как заземляется сварочное оборудование? |
| 1. | Должен быть предусмотрен приваренный к оборудованию медный провод, расположенный в доступном месте с надписью «Земля». |
| 2. | На оборудовании должен быть предусмотрен болт и вокруг него контактная площадка, расположенные в доступном месте с надписью «Земля». |
| 3. | На оборудовании должен быть предусмотрен зажим, расположенный в доступном месте с надписью «Земля». |
| 107 | ПУЭ На каком расстоянии должны располагаться кабели электросварочных машин от трубопроводов ацетилена и других горючих газов? |
| 1. | Не менее 5 м. |
| 2. | Не менее 1 м. |
| 3. | Не менее 10 м. |
| 108 | ПЭЭП Какая максимальная длина гибкого кабеля допускается при подключении передвижной электросварочной установки к коммутационному аппарату? |
| 1. | 10 м |
| 2. | 15 м |
| 3. | 20 м |
| 109 | ПЭЭП С какой квалификационной группой по электробезопасности допускаются электросварщики для проведения электросварочных работ? |
| 1. | Не ниже второй. |
| 2. | Не ниже третьей. |
| 3. | Не ниже четвертой. |
| 110 | ПЭЭП Кто должен присоединять и отсоединять от сети электросварочные установки? |
| 1. | Сварщик, работающий на этих установках, под наблюдением мастера или начальника участка. |
| 2. | Электротехнический персонал с группой по электробезопасности не ниже II. |
| 3. | Электротехнический персонал с группой по электробезопасности не ниже III. |
| 111 | СНиП 12-03-2001 Какое напряжение применяется для светильников местного освещения в помещениях с повышенной опасностью? |
| 1. | Для стационарно установленных на более 42 В, а для переносных светильников – 12 В. |
| 2. | Для стационарно установленных на более 42 В, а для переносных светильников – 36 В. |
| 3. | Для стационарно установленных на более 220 В, а для переносных светильников – 12 В. |
| 112 | СНиП 12-03-2001 На какой минимальной высоте над рабочим местом разрешается подвешивать временную электропроводку? |
| 1. | 2,5 м |
| 2. | 3,5 м |
| 3. | 6 м |
| 113 | СНиП 12-03-2001 На какой минимальной высоте над проходами разрешается подвешивать временную электропроводку? |
| 1. | 2,5 м |
| 2. | 3,5 м |
| 3. | 6 м |
| 114 | СНиП 12-03-2001 На какой минимальной высоте над проездами разрешается подвешивать временную электропроводку? |
| 1. | 2,5 м |
| 2. | 3,5 м |
| 3. | 6 м |
| 115 | СНиП 12-03-2001 В каких случаях ручные электроинструменты (входящие в комплект сварочного оборудования) должны быть выключены и отсоединены от электрической сети: |
| 1. | При перерывах в работе и по окончанию работы |
| 2. | При смазке и очистке |
| 3. | При смене рабочего инструмента (ножей и пр.) |
| 4. | Правильные ответы 1,2 и 3 |
| 116 | СНиП 12-03-2001 В какие сроки должен осматриваться инструмент, применяемый в строительстве, на предмет его исправности: |
| 1. | Не реже одного раза в день |
| 2. | Не реже одного раза в 10 дней, а также непосредственно перед применением |
| 3. | Не реже одного раза в месяц, а также непосредственно перед применением |
| 4. | При получении инструмента со склада организации |
| 117 | СНиП 12-03-2001 На каком расстоянии должны располагаться сварочные кабели от баллонов с кислородом? |
| 1. | Не менее 5 м. |
| 2. | Не менее 0,5 м. |
| 3. | Не менее 8,5 м. |
Ответы
| № | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 0-9 | 1 | 1 | 2 | 1 | 1 | 1 | 3 | 1 | 3 | |
| 10-19 | 2 | 1 | 1 | 2 | 2 | 3 | 1 | 2 | 2 | 2 |
| 20-29 | 3 | 2 | 1 | 1 | 3 | 2 | 2 | 2 | 2 | 2 |
| 30-39 | 2 | 1 | 3 | 1 | 3 | 3 | 2 | 3 | 1 | 1 |
| 40-49 | 1 | 3 | 1 | 2 | 2 | 3 | 3 | 1 | 3 | 3 |
| 50-59 | 1 | 2 | 2 | 2 | 1 | 3 | 2 | 2 | 3 | 2 |
| 60-69 | 2 | 2 | 1 | 2 | 1 | 1 | 1 | 1 | 2 | 3 |
| 70-79 | 2 | 2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 80-89 | 2 | 1 | 3 | 2 | 1 | 2 | 2 | 3 | 3 | 2 |
| 90-99 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 1 |
| 100-109 | 2 | 2 | 2 | 3 | 1 | 1 | 2 | 2 | 2 | 1 |
| 110-117 | 3 | 1 | 1 | 2 | 3 | 4 | 2 | 2 | ||
содержание .. 57 58 59 60 ..
Общая информация
Итак, сталь это сплав Fe + C, ( С – не более 2%)+ другие элементы. Сталь подразделяют на углеродистую и легированную учитывая хим.состав, и исходя из применения на-конструкционные и инструментальные. Изготавливают и специальные стали со специфическими характеристиками для использования в агрессивных средах, к таким сталям относят жаро-, коррозионно-, кислото-стойкую стали.
Качество стали определяется по способу производства и количеству плохих примесей и подразделяются на рядовые, качественные, повышенного и высокого качества.
Достоинства спокойных сплавов
Металлу характерна:
- однородная структура;
- низкая хрупкость;
- пригодность к сварке;
- устойчивость к динамическим нагрузкам;
- меньшее содержание примесей по сравнению со сталями, которые могут кипеть.
Минус спокойных сплавов — высокая цена, обоснованная добавлением раскислителей и удалением усадочной раковины.
Благодаря приобретенным качествам спокойная сталь относится к конструкционным углеродистым сплавам, используемым на ответственных участках.
Химический состав сталей обыкновенного качества
Существует типизация по характеру застывания в изложнице и геометрической форме слитка (форма изложницы). Выделяют спокойную, полуспокойную и кипящую.
Углеродистая сталь
Углеродистая сталь выплавляется без добавления каких-либо легирующих элементов и бывает обычной и качественной.
Стали обычного качества принято делить на следующие группы:
- группа А — обеспечивается по механическим свойствам. Изделия из сталей этой группы применяются для последующей сварки, ковки и т.д. Причем, заявляемые мех. свойства могут изменяться. (Ст3, Ст5кп.).
- группа Б – сталь обеспечивается по хим. составу. Применяется для изготовления деталей, при обработке которых, могут изменяться механические характеристики определяемые составом.
Сталь из группы Б подразделяется на 2 категории:
- 1я- установлено содержание С, Si, Mn; ограничено содержание: S, P, N, As,
- 2я — дополнительно ограничено количесво Cr, Ni, Cu.
- группа В — обеспечивается по механическим характеристикам и содержанию химических элементов. Применяется при производстве свариваемых деталей.
Подразделяется на шесть категорий.
Обозначается группа В следующим образом: марка стали, степень раскисления, номер категории. Имеют одинаковый состав со сталью 2 категории группы Б.
Маркировка стали
Рассматривая, на примере, маркировку стали Ст5пс (конструкционная углеродистая сталь обычного качества).
- эта сталь относится к группе А, (поскольку категория указывается перед буквами Ст (ВСт1, ВСт2), а не указывается только группа А).
- цифра 5 — определяет условный номер марки исходя из хим. состава и мех.свойств.
- пс- степень раскисления.
Если после цифры определяющей марку стали стоит буква Г- значит сталь содержит повешенное количество марганца.(Ст25Г2С)
Степени раскисления стали
Существует 3 степени раскисления стали.
Процесс раскисления позволяет восстановить окись железа и связать растворенный кислород, уменьшив, таким образом, его вредное влияние.
Кипящая сталь
Кипящая сталь является не полностью раскисленой. Во время разливки в изложницы она кипит из-за обильного выделения газа, поэтому она является наиболее загрязнена газами и неоднородной. Т.е механические свойства по слитку могут отличаться, поскольку распределение химических элементов по слитку не равномерно. В головной части слитка находится наибольшее количество углерода и различных плохих примесей (таких , как сера или фосфор), из-за чего требуется удаление части слитка ( 5% от общей массы).
Скопление серы в определенных участках может послужить причиной появления кристаллизационной трещины по шву. На этих участках сталь менее устойчива к старению и является наиболее хрупкой в минусовые температуры. Содержание кремния в кипящей стали не превышает 0,07%.
Итак, о кипящей стали можно сказать, что она довольно хрупкая, имеет плохие показатели свариваемости и наиболее подвержена коррозии. Поэтому, с целью повышения характеристик стали её раскисляют кремнием (0,12-0,3%), алюминием (до 0,1%) или марганцем, (возможно раскисление и прочими химическими элементами динамично вступающими в реакцию с кислородом). Кипящая сталь — довольно хрупкая, имеет плохие показатели свариваемости и наиболее подвержена коррозии.
Процесс раскисления позволяет восстановить окись железа и связать растворенный кислород, уменьшить его вредное влияние, поддерживая при этом долгое время высокую температуру стали, что способствует максимальному газо и шлакоудалению, а так же, получению микрозернистой структуры, благодаря образованию участков кристаллизации. За счет образование этих очагов происходит улучшение качества стали.
Ликвацией называется образование неоднородной химической структуры стали, возникающая в момент кристаллизации. Различаю две разновидности ликвации: внутрикристаллическую и дендритную. Впервые данное явление обнаружено русскими металлургами Н. В. Калакуцким и А. С. Лавровым в 1866 году.
Спокойная сталь
Полученная в результате раскисления сталь называется спокойной. Содержание кремния в спокойной стали не менее 0,12%, а наличие неметаллических включений и шлаков минимально.
Слитки спокойных сталей имеют плотную однородную структуру, а соответственно и улучшенные показатели по механическим свойствам. Спокойная сталь отлично подходит для сваривания, а также обладает лучшей сопротивляемостью к ударным нагрузкам. Является более однородной. Она подходит для возведении опорных металлоконструкции (благодаря ее стойкости к хрупкому разрушению), которые подвергаются сильным нагрузкам.
Спокойная сталь отлично подходит для сваривания, а также имеет лучшее сопротивление ударным нагрузкам и более однородна.
Полуспокойная сталь
Промежуточной по качественным показателям — является полуспокойная сталь.
Она является полураскисленной и кристаллизуется без кипения, выделяя при этом достаточное количество газа и имеет меньшее количество пузырьков, чем кипящая сталь. Поэтому, полуспокойная сталь имеет средние показатели качества (максимально приближенные к спокойной), и иногда заменяет спокойную.
Стоимость полуспокойной стали немного ниже спокойной, а выход качественного проката из таких слитков на 8 — 10% лучше.
Показатели качества полуспокойной стали ближе к спокойной.
Полуспокойная сталь затвердевает без кипения, но с выделением большого количества газа. В таком слитке содержание пузырей меньше, чем кипящей, но больше, чем в спокойной.
Поскольку производство кипящей стали обходится дешевле, чем спокойной и полуспокойной она достаточно широко используется для изготовления наименее ответственных изделий металлопроката, таких , как катанка, полоса, уголок, метизы.
Источник: vikant.com.ua
Углеродистая сталь — классификация, маркировка и применение
Сталь – это сплав, состоящий из двух обязательных компонентов, – железа и углерода. Дополнительные элементы – кремний менее 1%, марганец менее 1%, сера – менее 0,05%, фосфор менее 0,06%. углерода не более 2,14%. Сплавы с процентным соотношением C, превышающим 2,14%, относятся к чугунам. По химическому составу марки стали разделяют на углеродистые и легированные, которые содержат дополнительные добавки, придающие материалу желаемые характеристики. Углеродистые стальные сплавы классифицируют по степени раскисления, содержанию углерода, качеству.
Спокойные
Такие сплавы обладают наиболее однородной структурой. Для раскисления используют алюминий, ферросилиций и ферромарганец, которые практически полностью удаляют находящие в расплаве газы. Сочетание практически полного отсутствия газов с мелкозернистой структурой, обусловленной наличием остаточного алюминия, обеспечивает хорошее качество металла. Эти марки подходят для изготовления деталей, изделий и конструкций ответственного назначения. Основной недостаток – высокая стоимость.
Кипящие
Это наиболее дешевая и наименее качественная группа. Из-за использования минимального количества добавок для раскисления в материале присутствуют растворенные газы, которые являются причиной неоднородности структуры, химического состава, а следовательно механических свойств. Такие металлы обладают плохой свариваемостью, поскольку из-за присутствия газов высока вероятность образования трещин на швах.
Полуспокойные
Группа занимает промежуточное положение по стоимости и характеристикам. В отливке образуется гораздо меньше газовых пузырьков, по сравнению с кипящими сталями. При прокатке внутренние дефекты в основной массе устраняются. Такие материалы часто применяются в качестве конструкционных сплавов.
Низкоуглеродистые с содержанием C не более 0,25%
Большая часть этой продукции выпускается в виде холоднокатаных или отожженных листов и полос. Свойства, а следовательно области ее применения, зависят от процентного соотношения компонентов:
- До 0,1% C, Mn менее 0,4%. Высокая способность к горячей деформации и холодному волочению. Материалы востребованы при производстве проволоки, очень тонкого листа, используемого при изготовлении тары, а также для изготовления корпусов автомобилей.
- C 0,1-0,25%. Способность к деформированию ниже, чем у вышеописанной группы, но твердость и прочность выше. Часто эти марки востребованы для производства деталей с цементуемым поверхностным слоем. Процесс цементации позволяет получить износостойкий поверхностный слой в сочетании с вязкой сердцевиной. Это актуально для валов и шестерен.
- C на уровне 0,25%, Mn и Al – до 1,5%. Обладают высокой вязкостью. В металлы, предназначенные для штамповки, ковки, производства бесшовного трубного проката и листа для котлов, алюминий не добавляют.
- C на уровне 0,15%, Mn – до 1,2%, Pb до 0,3% или без него, минимальное количество Si. Эту группу применяют в массовом производстве на автоматических линиях деталей, не предназначенных для восприятия серьезных механических и температурных нагрузок. Для изделий с высокими требованиями по пластичности, вязкости, коррозионной стойкости сплавы не применяются.