Кузнечный молот является одним из самых специфических устройств любого кузнечного цеха. С его помощью деформируют заготовки в горячем и холодном состоянии, придавая им необходимую форму. Разберёмся в работе этого уникального оборудования, какие действия в кузнечном деле можно выполнять ковочным станком и какова себестоимость кузнечных операций.
Эта информацию прежде всего понадобится тем, кто на данный момент решает, какой купить кузнечный молот и как затем его правильно эксплуатировать. Очень важно изучить в рассматриваемых моделях их технические характеристики, чтобы потом методом сравнения сделать оптимальный выбор оборудования.
С помощью кузнечных молотов можно выполнять:
- гибку металлических заготовок;
- вытяжку или удлинение изделий;
- прошив в них отверстий разного диаметра;
- осадку или сжатие заготовок;
- рубку заготовок на части.
Большинство видов кузнечных молотов способны выполнять все перечисленные работы, эти станки легко поддаются классификации по своим конструктивным свойствам и рабочим качествам.
Классификация и виды
В зависимости от типа применяемого энергоносителя различают следующие виды описываемых агрегатов:
- Паровоздушный молот, который использует энергию перегретого пара.
- Пневматический молот, энергоносителем у которого выступает сжатый воздух.
- Гидравлический молот, деформирующий заготовку силой потока рабочей жидкой среды (воды или масла).
- Гидровинтовой молот, где, наряду с энергией жидкости применяется и механическая энергия.
- Механический молот, для которого реализован принцип непосредственного преобразования потенциальной энергии/работы в кинетическую.
Гидравлический молот Паровоздушный молот

Пневматический молот
Классификацию производят также и по технологическому назначению; это определяет особенности конструкции молотов. В частности, ковочный молот имеет отдельно стоящие стойки, а паровоздушный молот отличается исполнением стоек, соединённых с шаботом при помощи крепёжных, подпружиненных деталей.
Принцип компоновки всех молотов — в основном вертикальный. Немногочисленные варианты горизонтальных бесшаботных молотов — импакторов – особого распространения не получили. Причина – сложность удержания нагретой заготовки во время её обработки давлением. В то же время сотрясения грунта и фундамента при этом значительно уменьшаются, что делает работу на таком оборудовании более комфортной.
Инструмент для ручной ковки
Ручную ковку главным образом применяют при ремонтных и сборочных работах, а также при изготовлении уникальных, в том числе художественных изделий в небольших количествах. В связи с этим в настоящее время ручная ковка получает интенсивное развитие.
В зависимости от вида ковки кузнечный инструмент подразделяют на инструмент для ручной и машинной ковки. По функциональному назначению весь кузнечный инструмент классифицируют на основной технологический; поддерживающий и контрольно-измерительный. В зависимости от характера использования инструмент может быть универсальным и специализированным.
Основным технологическим называют инструмент, непосредственно деформирующий металл и придающий ему заданные чертежом поковки формы и размеры. В свою очередь, основной технологический инструмент для ручной ковки по назначению подразделяется на опорный, ударный и подкладной.
1.1. Основной технологический инструмент для ручной ковки
Операции ручной ковки, такие как протяжка, осадка, гибка, пробивка и прошивка отверстий, разрубка, кузнечная сварка и правка, выполняют с применением опорного инструмента, к которому относят наковальни (рис. 1). Их изготавливают литьем из стали марки 45Л массой 70…350 кг. Верхнюю плоскую часть наковальни называют лицом. Иногда на лицо сверху приваривают стальную пластину толщиной до 30…40 мм, которую именуют наличником. После термической обработки твердость лица или наличника должна составлять 40…45 HRC.
По числу конических частей, называемых рогами, различают три типа наковален: безрогие (ГОСТ 11396–75), однорогие (ГОСТ 11397–75) и двурогие (ГОСТ 11398–75). Рога наковален используют, например, при выполнении операций гибки и ковки пустотелых поковок. На плоской части наковален обычно выполняют два сквозных отверстия: круглое для пробивки отверстий в заготовках и квадратное – для установки подкладного инструмента.
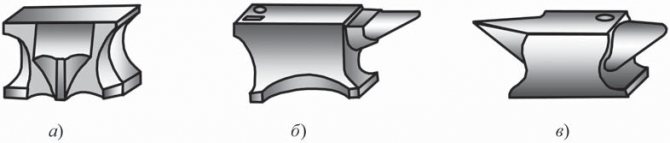
Рис. 1. Наковальни: а – безрогая; б – однорогая; в – двурогая
Нижняя часть наковальни – башмак имеет четыре лапы, которыми с помощью костылей или хомутов наковальня крепится к стулу. Последний представляет собой бетонную тумбу или деревянный чурбак, вкопанный в землю на глубину 1…1,5 м. При этом лицевая поверхность наковальни должна находиться на расстоянии 750…800 мм над уровнем пола.
Шперак (ГОСТ 11400–75) – небольшая наковальня (рис. 2) с двумя рогами массой до 50 кг. Изготавливают ее литьем или ковкой из стали 45. Его наличник имеет твердость 40…45 HRC. Шперак устанавливают в квадратное отверстие наковальни.
Рис. 2. Шперак
Ударным инструментом при ручной ковке являются кувалды и молотки. Последние иногда называют ручниками. Кузнец пользуется молотком как для нанесения ударов, так и для указания молотобойцу места удара кувалдой при обработке сравнительно крупных заготовок. Молотки изготовляют массой 0,5…2 кг ковкой из стали У7 или У8.
Молоток содержит два бойка, один из которых круглый или квадратный, иногда восьмигранный, имеет гладкую ударную поверхность с заваленными гранями. Другой боек, называемый также задком, или носком, может быть шарообразным, заостренным с округлым ребром или тупым. Бойки молотка подвергают закалке с последующим отпуском.
Кувалды – основной инструмент при ручной ковке. Они служат для нанесения ударов по нагретой до ковочных температур заготовке, также имеют два бойка и подразделяются на тупо- (ГОСТ 11401–75) и остроносые (ГОСТ 11402–75) (рис. 3). Масса кувалд равна 2…16 кг. Остроносые кувалды могут быть с поперечным или продольным расположением носков (задков).
Для закрепления рукоятки в кувалде предусматривается овальное насадное отверстие, которое расширяется от середины к краям. Кувалды изготовляют ковкой или штамповкой из сталей 40, 45, 50 и У7 с последующей обработкой резанием рабочих поверхностей.
Рис. 3. Кувалды: а – тупоносая; б и в – остроносые с поперечным и продольным задками соответственно
После термической обработки кувалд твердость рабочего слоя глубиной до 30 мм должна составлять 48…52 HRC.
Кузнечные зубила (ГОСТ 11418–75) производят из стали У7 и 6ХС и применяют для горячей и холодной рубки металла (рис. 4). Первые затачивают на угол ≥ 60°, вторые – на угол ≤ 50°. Лезвие зубил выполняют прямым, полукруглым или фасонным. Его твердость на длине ~30 мм от рабочей кромки равна 50…56 HRC, а твердость по ударяемой части на длине ~ 20 мм составляет 30…40 HRC .
Гладилки (рис. 5 и 6) используют для сглаживания неровностей и окончательной отделки
Рис. 5. Гладилка
Рис. 4. Кузнечные зубила для холодной (а) и горячей (б) рубки
Рис. 6. Гладилки (верхняя и нижняя) для ковки крестообразной заготовки (конец XIX в.)
как плоских, так и фасонных поверхностей поковок; изготавливают ковкой или штамповкой из стали У7, сталей 40 и 45 с последующей обработкой резанием. Масса 1…5 кг.
Пробойники, или бородки (рис. 7), служат для пробивки круглых, квадратных, прямоугольных и иных отверстий; производят их ковкой из стали У7, сталей 40 и 45.Твердость рабочей части 40…45 HRC. Масса 0,7…2,0 кг.
Подсечки (рис.  изготавливают по ГОСТ 11420–75 из стали У7. Они являются подкладными зубилами и вставляются квадратным хвостовиком в такое же отверстие наковальни. Подсечки значительно ускоряют и облегчают процесс рубки. Лезвие подсечки может быть прямым и фасонным. Его закаливают до твердости 48…52 HRC.
изготавливают по ГОСТ 11420–75 из стали У7. Они являются подкладными зубилами и вставляются квадратным хвостовиком в такое же отверстие наковальни. Подсечки значительно ускоряют и облегчают процесс рубки. Лезвие подсечки может быть прямым и фасонным. Его закаливают до твердости 48…52 HRC.
Обжимки (рис. 9) применяют для подкатки и отделки боковых и иных поверхностей поковок. Они состоят из двух частей: нижней (нижника), вставляемой хвостовиком в наковальню, и верхней (вершника), насаженной на ручку. Обжимки получают ковкой из стали У7, сталей 40, 45, 50, 40Х, обрабатывают резанием и подвергают закалке с отпуском до твердости 48…52 HRC по рабочей части и 30…40 HRC – по ударяемой. Масса обжимок колеблется в диапазоне от 3 до 25…35 кг.
Рис. 7. Пробойники
Рис. 8. Подсечка
Рис. 9. Верхняя (а) и нижняя (б) обжимки
Рис. 10. Полукруглые подбойки: а – нижняя; б – верхняя
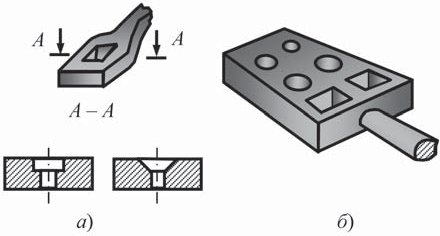
Рис. 11. Гвоздильни: а – простая; б – специальная
Подбойки (рис. 10) используют для протяжки, выполнения желобов, вогнутых поверхностей, а также для отделки некоторых участков или всей поверхности поковки. Форма рабочих участков подбоек определяется их назначением и может быть самой разнообразной: плоской, серповидной и т.п. Изготавливают подбойки ковкой из стали У7, сталей 50Г, 40Х с твердостью рабочих частей 40…45 HRС.
Гвоздильни (рис. 11) – металлические пластины, изготовленные ковкой из сталей 45 или У7. Имеют отверстия для высадки головок болтов, заклепок, гвоздей и т.д.
Рис. 12. Кузнечная форма
Кузнечная форма (рис. 12) – литая плита из стали 35Л или 40Л массой до 50 кг со сквозными отверстиями и фасонными вырезами на боковых поверхностях. Предназначена для отделки поковок, пробивки отверстий и профильно-гибочных работ.
Инструкция по сборке кузнечного молота
К раме станины приваривают две вертикальные стойки, их высота зависит от нужной силы удара молота.
Затем к стойкам крепится ось для конструкции рычага, которую можно приварить или зафиксировать в проделанных отверстиях.
Лучше использовать второй вариант крепления, чтобы при необходимости произвести ремонт рычага, его можно было бы легко разобрать.
После того как молот собран, рекомендуется проконтролировать горизонтальность установки, так как нельзя допускать наличие даже минимальных перекосов.
Наковальню для кузнечного молота можно сделать также из полосовой стали.
Видео:
Вначале с помощью сварки изготавливается рама из уголка подходящего размера, она приваривается к передней части станины. Затем на нее укладывают и приваривают заготовки.
Сверху по периметру рамы укладывают и приваривают толстый металлический лист. При этом обязательно поверхность наковальни должна иметь строго горизонтальное положение.
Завершается статья полезным видео материалом на тему, как правильно обслуживать и проводить ремонт кузнечного оборудования.
Устройство рамы конструкции для кузнечного молота
Для изготовления рамы используют швеллер. Обычно его параметры выбирают, исходя из того, какие изделия будут подвергаться обработке. Как правило, для бытового оборудования подходит швеллер 12х8 см.
ВАЖНО ЗНАТЬ: Сборка токарного мини станка по металлу своими руками
Расстояние, на которых отрезки швеллера будут располагаться друг от друга, выбирается с учетом величины наковальни – оно может быть 80-100 см.
В качестве металлических распорок используют либо такой же швеллер, либо железную трубу.
При этом распорку в передней части станины – будущее местоположение наковальни, необходимо монтировать под швеллера.
Так как именно передняя часть кузнечной установки в ходе рабочего процесса будет подвергаться сильным нагрузкам.
Распорка задней части установки должна привариваться вблизи верхнего уровня швеллеров.
Отдельные модели молотов
Конструкции современных ковочных станков не являются копиями перечисленных ранее видов и по принципам действия они сильно отличаются от классических схем. Часто теперь гидравлические молоты имеют элементы пневматики, а в пневматических встречаются гидравлические узлы. Чисто механические молоты в промышленном производстве понемножку уходят в прошлое. Производители конфигурируют свои изделия по соображениям экономии энергии, удобства в работе и, конечно, повышения производительности.
Разберёмся с отдельными моделями современных кузнечных станков, поставляемых на российский рынок как отечественными, так и зарубежными компаниями.
Модель МА-4127
Незаменимым в художественной ковке можно смело назвать молот МА-4127 пневматического действия, имеющий МПЧ (массу падающей части) 50 кг. Этот станок производится компанией ПромСтройМаш, специализирующейся на металлорежущих и кузнечных ковочных станках. Предназначением МА-4127 являются такие работы в кузнечном цехе, как горячая рубка стальных заготовок, гибка и протяжка, пробивка в них отверстий.
Молот имеет цельнолитую чугунную станину, изготовленную методом фасонного литья, на которой смонтированы все его основные узлы и механизмы. Такая компоновка станка успешно позволяет осуществлять им все требуемые технологические и энергетические функции. Управление молота комбинированного типа – ручное с помощью рукоятки и педальное для действий ногой. Это расширяет технологические возможности станка и является удобством в работе кузнеца.
Ход бабы в молоте составляет 300 мм, а диаметр компрессорного цилиндр равен 225 мм. Энергию для работы станок получает от электродвигателя мощностью 4 кВт, а оптимальным размером стороны стального квадрата для ковки является 50 мм.
Купить МА 4127 сейчас у производителя можно за 490 тыс. руб.
Модель МА-4129
От предыдущей модели молот МА-4129 отличается большим значением веса падающей части, равным 80 кг. Этот станок не рекомендован для использования им закрытых штампов, так как имеет высокую жёсткость ударного механизма, которая способна привести к выходу из строя бабы, букса.
Сжатый компрессором воздух приводит в движение бабу станка. Электродвигатель механического привода, имеющий короткозамкнутый ротор, служит источником энергии рабочего цилиндра станка. Конструктивно привод выполнен как кривошипно-шатунный механизм с клиноременной передачей. Если невозможен подвод к станку электроэнергии, его можно задействовать от трансмиссии трактора.
Ударник молота МА-4129 является пустым изнутри, в верхней его части которой находится поршневой венец. Снизу эта пустотелая деталь заканчивается сплошным штоком.
Молот имеет несколько режимов работы: холостого хода, удержания бабы на весу; ударов по заготовке в режиме автомата; единичных управляемых ударов; придавливания заготовки.
Цена кузнечного молота МА-4129 от производителя сейчас составляет 541 тыс. руб.
Модель BlackSmith
Пневматический кузнечный молот BlackSmith КМ1-16R используется в самых различных работах по изготовлению деталей. Он является чуть ли не идеальной конструкцией ковочного станка для небольшой мастерской кузнечного профиля.
Этот кузнечный мини-молот обладает частыми ударами и при своей малой массе имеет небольшую цену. Станок очень надёжен, прост в эксплуатации. Хорош станок и для первых шагов человека в ковочном ремесле, и для тех случаев, когда в работе кузнеца требуется высокая производительность.
Для BlackSmith КМ1-16R характерны следующие рабочие параметры:
- МПЧ – 16 кг;
- производительность станка — 258 уд/мин;
- энергия ударов – 180 кгС;
- размер хода падения бабы – 180 мм.
Наиболее подходящие размеры проковываемой детали – 20 мм для стороны квадрата или диаметра кругляка. Стоимость этого ковочного станка составляет 120 тыс. руб.
Конструкция и принцип действия
Функционирование ковочного молота базируется на динамических ударах рабочего органа — штока, соединенного с бабой (ударной частью машины) и устройствами, контролирующими силу воздействия. Другими обязательными конструктивными элементами являются:
- поршень, соединенный с бабой;
- основание (зафиксированное на твердой поверхности);
- станина (направляющие для подвижных узлов фиксируются на ней);
- приводное оборудование;
- щитовое ограждение (для безопасности оператора);
- электрическое оборудование;
- компрессорный цилиндр (у пневматических молотов).
Ранние машины имели ножной или ручной привод. Современный кузнечный молот оснащен удобной системой управления, минимизирующей усилие работника кузницы.
Рис. 1. Устройство пневматического молота.
(1 — рабочий цилиндр, 2 — компрессорный цилиндр, 3 — поршень, 4 — кривошипный механизм, 5 — баба, 6 и 7 — верхний и нижний бойки, 8 — подушка, 9 — воздухораспределительный механизм, 10 — деформируемая заготовка)
Вкратце действие устройства происходит так:
- заготовка помещается в нижнюю часть молота (обычно это боек);
- настраивают устройство на определенную частоту удара, приводят в движение;
- после активации молота, ведомая верхняя часть бьет по заготовке;
- динамическое воздействие продолжается до тех пор, пока заготовка не приобретет нужную форму.
Принцип работы кузнечного молота
Кузнечные молоты актуальны для небольших кузниц, которые специализируются на заказах по изготовлению изделий из металла:
- элементы для мебели, созданные путем художественной ковки;
- мелкий инвентарь для охоты, рыбалки;
- памятные сувениры и т.п.
Принцип работы данного оборудования основывается на использовании динамических ударов рабочего органа ‒ штока, соединенного с ударной частью машины ‒ бабой, а также устройствами для контроля силы воздействия.
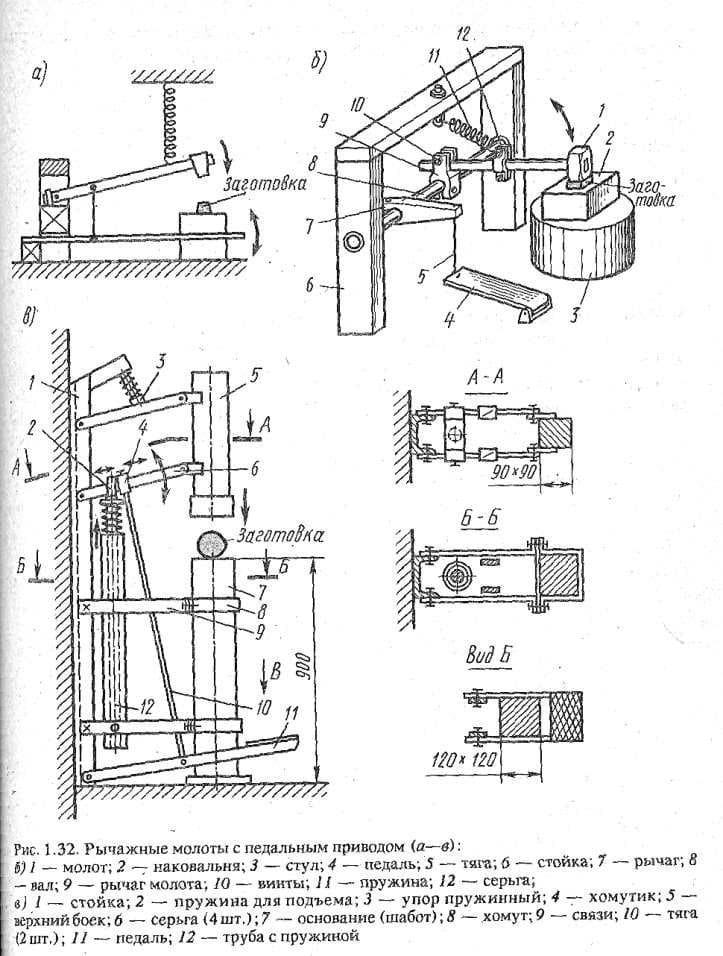
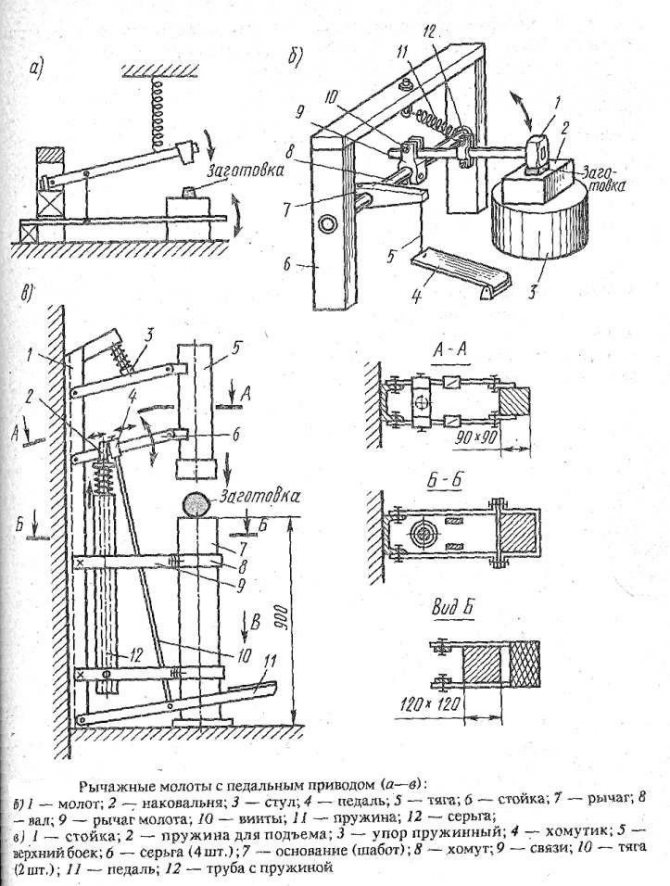
Устройство рычажного кузнечного молота.
Иные обязательные конструктивные элементы рессорного кузнечного молота описаны ниже:
- баба, соединенная с поршнем;
- основание, закрепленное на основании;
- станина с зафиксированными на ней направляющими для подвижных узлов;
- приводное оборудование;
- щитовое ограждение, обеспечивающее оператору высокий уровень безопасности;
- электрооборудование;
- у пневматических молотов в конструкции также присутствует компрессорный цилиндр.
Первые модели подобного оборудования оснащались ножным или ручным приводом, современные изделия имеют удобную систему управления, минимизирующую усилие со стороны кузнеца.
Опишем принцип функционирования устройства:
- заготовку помещают в нижнюю часть молота;
- устройство настраивается на актуальную частоту удара и приводится в движение;
- при активации молота ведомая верхняя часть конструкции бьет по металлозаготовке;
- динамическое воздействие на металлозаготовку осуществляется до того момента, пока она не приобретет актуальную форму.
Принцип работы дизель молота заключается в преобразовании возвратно-поступательного движения, который совершается кривошипно-шатунным механизмом, в аналогичное движение поршня. Это предоставляет мастеру возможность совершить с его помощью множество операций.
Механический молот своими руками
Изготовить самодельный молот для ковки можно в несколько этапов:
- Подготовка фундамента под установку.
- Создание рамы станка.
- Сборка механизма.
- Монтаж устройства.
Но прежде, чем приступить к изготовлению всей конструкции, нужно определиться с размерами такого оборудования, что в дальнейшем определит его вес и возможности. Примеры устройств показаны на схеме.
Проще всего сделать кузнечный механический молот, показанный в варианте «А» с горизонтальным расположением, он будет более устойчивым.
Фундамент
Сделав чертеж будущего устройства, приступают к подготовке фундамента. Он нужен для нормальной работы во избежание опрокидывания молота и гашения силы удара.
В месте установки копается яма нужных размеров. На дно засыпают песок и щебень, который поливают и утрамбовывают. Сверху монтируют армирующий каркас из арматуры 12-14 мм, обязательно с перевязкой с шагом в 250-300 мм.
Бетон готовят в пропорции 1:2:3 (цемент марка м400, щебень фракция 10-20, и песок).
Заливку стоит производить за один раз, постоянно стараясь уплотнить массу во избежание пустот внутри.
По завершению в незастывший бетон можно установить анкерные болты, на которые потом будет дополнительно крепится установка.
Материал рамы выбирают в зависимости от параметров установки и габаритов обрабатываемых деталей. Подойдет либо профильная труба, либо швеллер. Также можно использовать другой удобный металлопрокат.
Сборка рамы осуществляется сварочным способом. Обязательно устанавливаются дополнительные распорки и поперечные балки.
Механизм
Основная работающая часть — рычаг с бойком и противовесом может быть монолитной или же сборной. Металл должен быть сплошным (не труба), иначе под весом постепенно штанга деформируется. Такой рычаг можно «набрать» с полос, сваривая их между собой.
Боек нужно изготовить из стали инструментальных марок и, желательно, его закалить для большей прочности. Его к рычагу нужно приварить.
Для противовеса подойдет любой тяжелый металл или другой материал.
Вал, на котором будет вращаться молот, также лучше изготовить из полнотелого отрезка стали. Сам рычаг с молотом фиксируют на оси, используя поперечные шпильки. Вал в раме должен свободно вращаться, поэтому концы лучше всего оснастить соответствующими подшипниками.
Педаль привода и передачу можно сварить с обычной профильной трубы по требуемому размеру. Причем сам рычаг управления должен свободно двигаться. Для этого также подойдут подшипники или просто обрезки трубы, в которые монтируют вал с педалью.
Этапы сборки молота
Изначально нужно собрать и установить на фундамент раму устройства. Нижние салазки крепят на анкерные болты с гайками. К ним сваркой приваривают остальные направляющие и перемычки.
В стойки вставляется вал, на который фиксируется рычаг с молотом.
Так же осуществляется и сборка привода с педалью или рычагом.
Саму наковальню можно изготовит с обрезка рельса, двутавра или швеллера. Однако, желательно, чтобы лицевая часть была закаленной.
После окончательной сборки и испытаний конструкцию нужно покрасить.
А что Вы можете добавить к этому материалу из личного опыта изготовления таких устройств для ковки металла? Какие конструкции использовали у себя, поделитесь идеями в блоке комментариев к этой статье.
В кузнечном деле мастеру не обойтись без ряда специальных инструментов, в том числе и без кузнечного молота. Такой агрегат способен деформировать металлозаготовку, придавая ей определенную форму.
Особенности эксплуатации подобного оборудования на практике определяются его видом, возможностями и особенностями строения.
Молот самодельный: супермолот
Смастерить самодельный кузнечный молот для ковки металлоизделий будет легче, если разделить все операции на несколько этапов в следующей последовательности:
- подготовка основания для монтажа кузнечного пресс молота;
- конструирование рамы станка с рессорами;
- сборка рабочего механизма;
- установка самодельного устройства.
Но перед подробной инструкцией, указывающей, как сделать кузнечный молот, следует отметить важность создания чертежа будущей конструкции.
Изготовить кузнечный молот своими руками можно в условиях мастерской или гаражной постройки. Но перед работой важно определить актуальные размеры агрегата, описать все его составляющие детали, что в последствие позволит определить вес изделия и его функциональные возможности.
Для этого потребуется составить самостоятельно или найти в интернете чертежи и схему сборки такой конструкции с детальным описанием всех ее частей.
После создания чертежа устройства для ковки переходят к формированию фундамента. Самодельный кузнечный молот нужно установить на ровную площадку, подготовленную заранее. Это необходимо для нормальной работы устройства и устранение риска его опрокидывания при эксплуатации.
В месте монтажа конструкции нужно выкопать яму актуальных размеров. Ее дно тщательно посыпают песком со щебнем, поливают водой и трамбуют. Поверх осуществленного слоя песчаной подушки монтируют армирующий каркас, для чего применяется арматура с диаметром 12-14 мм.
Крайне важно не забыть при этом про перевязку, которую осуществляют каждые 250-300 мм.
Принцип работы и разновидности
В наиболее удачных конструкциях используется два вида энергии — потенциальная и кинетическая. Потенциальная
определяется массой бойка m, ускорением свободного падения g и высотой h, с которой боёк перемещается вниз. Реализация только этой составляющей привело бы к непомерному увеличению высоты подъёма.
В свою очередь, реализуемая кинетическая энергия
зависит не столько от массы, сколько от скорости v соударения с деформируемым металлом. Таким образом, исходными параметрами должны быть:
Кроме того, с точки зрения производительности ковки большое значение имеют также число ударов в единицу времени, и закрытая высота в плане (параметр важен для выяснения предельных размеров заготовки, которую можно разместить в ковочном пространстве).
В качестве энергоносителей принимают сжатый воздух, пар, а также разнообразные механические устройства. Не всё из вышеперечисленного годится для самодельной разработки. Однозначно не подходит, например, пар, поскольку для этого придётся специально строить котельную станцию. Ряд механических систем — ремень, цепь, доска — также неприемлемы из-за высокой сложности, а также необходимости использования дефицитных и дорогих компонентов. В частности, для приводной доски потребуется высококачественная древесина бука, кедра или ясеня (да и эти породы не выдержат более 40…50 часов эксплуатации). Ещё большей конструктивной сложностью обладают кузнечные молоты с ремнём или цепью.
Они и будут рассмотрены далее.
Конструкции с пневмоприводом

Рисунок-1 Пневматическое исполнение.
Машины могут быть простого и двойного действия. Во втором случае инструмент дополнительно разгоняется за счет повышенного давления, которое создаётся компрессором, при помощи специального распределительного устройства — золотника. Золотник управляет агрегатом, обеспечивая подачу энергоносителя в полость над бойком.
Для самодельного изготовления более подходят варианты с одним цилиндром, где движение происходит в одной полости. Оборудование получается достаточно простым с конструктивной точки зрения, и при наличии мастерской вполне может быть изготовлено своими руками.
Цилиндр при этом может быть открыт либо сверху, либо снизу. (по месту расположения компрессорного поршня). Действуют оборудование следующим образом.
При цилиндре, открытом сверху, движение от электродвигателя передается кривошипному валу, который жёстко связан с поршнем компрессора. Поршень, который при помощи штока соединён с инструментом, в это время находится внизу, на наковальне. При перемещении компрессорного поршня вверх, под ним создаётся разрежение, которое захватывает шток, и вынуждает его увлекаться по направляющим вверх.
При прохождении кривошипного вала через своё верхнее положение компрессорный поршень начинает двигаться вниз, и сжимает воздух, который находится в пространстве между поршнями. Энергия и ход определяются размерами этого пространства, массой подвижных частей и давлением, которое создаёт воздухонагнетающая установка.
Схема с цилиндром
открытым сверху, несколько сложнее. Она включает в себя:
- Рабочий поршень.
- Компрессорный поршень.
- Шток.
- Боёк.
- Управляющий рычаг.
- Шатун.
- Кривошип.
Как работает
При цилиндре, открытом сверху, компрессорный поршень может свободно скользить по штоку, отрабатывая ту траекторию, которая задаётся ему рычагом чрез кривошипно-шатунный механизм. Таким образом, ход будет зависеть не только от разрежения в полости, но и от веса подвижных частей. У такой техники имеется существенный недостаток — повышенный износ рычагов, которые работают в условиях постоянных вибраций, при резко изменяющихся нагрузках.
Система управления одноцилиндровыми конструкциями такова. В системе управления имеются две рукоятки. Одна предназначена для реверсирования привода кривошипно-шатунного механизма (впрочем, здесь можно установить управляющий датчик хода). Перемещая рукоятку подачи сжатого воздуха можно управлять интенсивностью удара, поскольку при определённом положении рукоятки объём рабочего пространства — а, следовательно, и мощность удара — разные.
Маркировка и типоразмеры ковочных молотов
Основным технологическим параметром для выбора типоразмера ковочного молота является его масса падающих частей (мпч). В соответствии с ведомственной нормалью КН-01-1 обозначение ковочных молотов является комбинированным, цифрово-буквенным, и имеет вид МАХХХХ. Буква «М» означает «молот». Первые две цифры могут быть следующими:
- 13 – для ковочных паровоздушных молотов двойного действия арочного типа;
- 15 – для ковочных паровоздушных молотов двойного действия мостового типа;
- 21 – для штамповочных паровоздушных молотов двойного действия;
- 41 – для ковочных пневматических молотов.
Указанное оборудование производится в соответствии с требованиями ГОСТ 9752 (ковочные молоты), ГОСТ 7024 (паровоздушные штамповочные молоты) и ГОСТ 712 (пневматические молоты). Стандартным рядом для параметра мпч считается номинальный размерный ряд чисел, поэтому две последних цифры обозначения в марке молота указывают именно на мощность оборудования:
| Две последних цифры обозначения | 27 | 29 | 32 | 34 | 36 | 40 | 43 | 45 | 47 | 49 | 50 | 52 |
| Мпч, кг | 50 | 80 | 160 | 250 | 400 | 1000 | 2000 | 3150 | 5000 | 8000 | 10000 | 16000 |
| Энергия удара. кДж | 0,9 | 1,55 | 3,3 | 6,45 | 11 | 30 | 50 | 80 | 125 | 240 | 310 | 400 |
Возможны также дополнительные буквенные обозначения, которые свидетельствуют о модернизации базовой модели ковочного молота.
Ковочные молоты остальных видов используются редко, и изготавливаются по специальным заказам.
Ручной поддерживающий инструмент для ручной ковки и ковки на молотах
Основным поддерживающим инструментом при ручной ковке и ковке на молотах являются клещи с разнообразной геометрией губок (рис. 23). Их применяют для захвата, удержания, вращения и перемещения заготовок и поковок в процессе их ковки. Практикой выработаны рациональные виды клещей применительно к габаритным размерам и профилям обрабатываемых заготовок и характеру выполняемых операций.
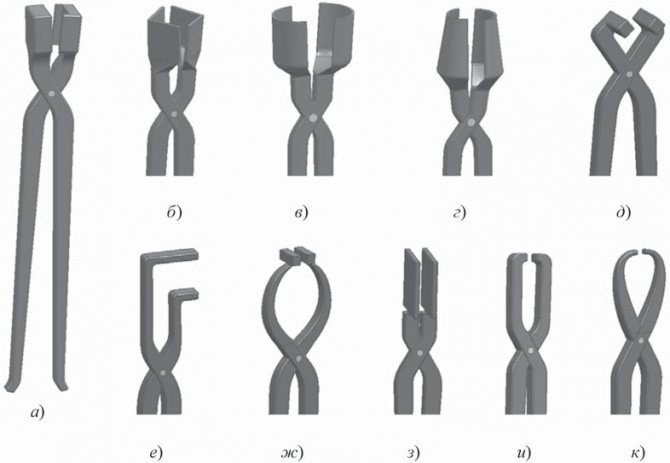
Рис. 23. Кузнечные клещи: с продольными губками (а – прямоугольными; б – квадратными; в – цилиндрическими; г – коническими); с поперечными губками (д – квадратными отогнутыми; е – плоскоокруглыми; ж – отогнутыми; з – плоскими; и – прямоугольными; к – острыми)
Традиционно клещи состоят из двух половин, каждая из которых имеет с одной стороны ручку, а с другой – губку. Каждая половина клещей закреплена на общей оси. Для лучшей фиксации заготовок профиль обеих губок клещей должен соответствовать форме захватываемого конца заготовки и контактировать с ним по максимальной длине губок. (При необходимости для обеспечения лучшего соприкосновения губок клещей с заготовкой их нагревают для повышения пластичности, охватывают ими холодную заготовку и обжимают губки по заготовке ударами молотка.)
Клещи должны иметь свободное, без заеданий вращение рукояток на общей оси, точное совпадение губок при сжатом состоянии клещей, а ручки клещей должны располагаться в одной плоскости. Не допускается наличия трещин, складок и надрубов. Для повышения надежности фиксации заготовки в клещах их ручки во время работы охватывают различными кольцами или С- и S-образными крючками.
Во время работы клещи периодически охлаждают в воде. Различные типы клещей изготавливают в соответствии с ГОСТ 11385–75 или по ГОСТ 11395–75 ковкой из Ст 3 и сталей 15, 20, 25, т.е. сталей, не закаливающихся при их нагреве во время работы (с содержанием углерода 0,25 %).
Для транспортирования и манипуляций как при нагреве, так и при ковке крупногабаритных, тяжелых заготовок и поковок используют различные устройства: манипуляторы, приспособления или подъемно-транспортное оборудование кузнечного цеха.
Конструкция и принцип действия
Принцип работы кузнечного молота прост. Молоток бьет по поковке с помощью штока, соединенного с ударником.
Стандартное устройство кузнечного молота включает такие детали, как:
- силовой цилиндр;
- шток;
- боковые стойки;
- шабот;
- ударник «баба»;
- система управления.
Силовой цилиндр направляет давление в нижнюю часть со штоком. На нем закреплен ударник, который совершает возвратно-поступательные движения. Баба деформирует заготовку. Стойки ковочного молота компенсируют перемещение бойка во время удара.
В старых машинах сила ударов регулировалась ножным или ручным приводом. Современные устройства работают на энергоносителях разных видов.

Уплотнение штока бабы и поршня компрессора молота МА4129
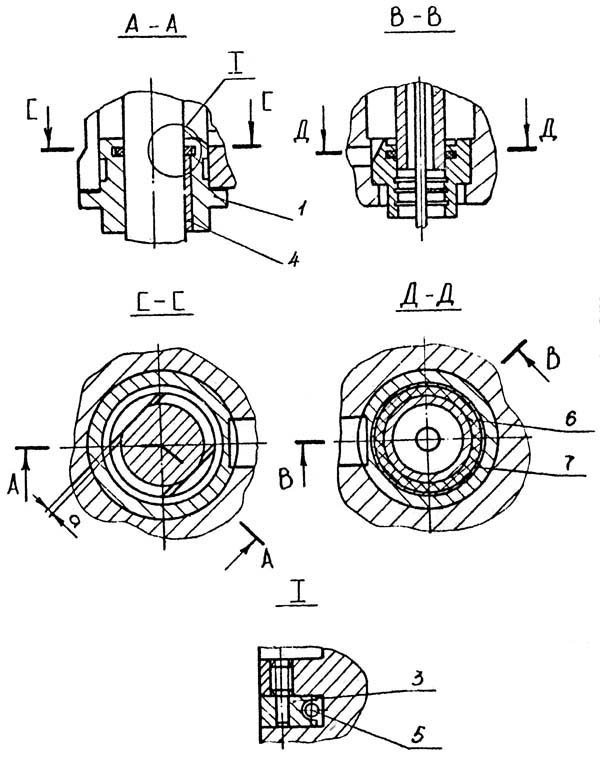
Уплотнение штока бабы и поршня компрессора молота МА4129
- букса бабы
- букса компрессора
- сухари и сегменты
- планка направляющая
- пружина
- кольцо уплотнительное
- экспандер
«а» — зазор
Баба фиксируется от вращения направляющими планками 4, вмонтированными в её буксу (рис.З). Для уплотнения штока бабы в буксе I сделана кольцевая выточка, в которой монтируются сегменты и сухари 3, стягиваемые пружиной 5: По мере износа штока бабы, а также сухарей и сегментов зазор «а» уменьшается, но может быть восстановлен запиловкой торцов сегментов. Для уплотнения штока поршня компрессора в буксе компрессора сделана кольцевая выточка, в которой монтируется уплотнительное кольцо 6, из материала ЛАМ1, стягиваемое экспандером 7.
Изготавливаем механический молот
Наиболее доступный по конструкции – механический молот рессорного типа: он компактен, и может быть достаточно производительным: эл. привод может обеспечить до 200…300 ходов в минуту.
Самодельный кузнечный молот рессорного типа с электрическим приводом состоит из:
- Эл. двигателя, управляющим вращением кривошипного вала.
- Исполнительного механизма для получения колебаний.
- Рессоры (используют автомобильную, не имеющую трещин и расслоений металла).
- Бойка с системой направляющих элементов.
- Станины Т-образного типа.
- Шабота или нижней плиты, где производится собственно ковка.
Чертеж общего вида самодельного кузнечного молота
Ручной механический молот с доской/ремнём включает в себя:
- Две замкнутые сверху стойки с направляющими пазами.
- Бойка с посадочным местом под передающий элемент.
- Шабота.
- Механизма подъёма с фиксатором (можно использовать обычную трещотку от блокировочных приспособлений грузоподъёмных лебёдок).
- Ремня или доски, которые соединяется сверху с бойком (в качестве материала доски принимают обычно дуб или лиственницу).
Чертежи оборудования обычно указываются в привязке с его фактической производительностью и мощностью, поэтому подбор оптимальной массы лучше выполнять после изготовления всех остальных узлов.
Последовательность сборки механического молота заключается в следующем. К выходному концу вала эл. двигателя присоединяют (можно муфтой) конец вала кривошипно-шатунного механизма. Далее посредством рычага к нему крепят рессору, которая должна иметь колебание в опорах. К рессоре шарнирно прикрепляется боёк, после чего производится регулировка направляющих (посадка в отверстии должна предусматривать зазор не менее 1,0…1,5 мм).
На завершающем этапе проверяют действие кривошипного узла и, при необходимости, уменьшают свободных колебаний рессоры (за счет ужесточения её крепления в опорах).
Сделать самодельный кузнечный молот не так сложно, если тщательно проработать чертежи применительно к конкретным условиям использования ковочного оборудования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основа всего кузнечного дела — это изменение формы разогретого металла ударами молота. Однако, такая работа очень трудоемка и, чтобы ее облегчить, еще со средних веков стали внедрять механические приспособления для ковки. Сегодня в кузницах распространены более практичные пневматические устройства.
Как сделать кузнечный молот своими руками и что для этого нужно? Об этом — далее в материале статьи.
Основной технологический инструмент для машинной ковки
К основному инструменту, применяемому при ковке на молотах и прессах, относят бойки, топоры с различной формой рабочей части, квадраты, пережимки, раскатки, обжимки, прошивни, надставки, оправки для протяжки и раскатки.
Бойки (рис. 13) применяют в основном для протяжки, а также осадки, прошивки, гибки и некоторых других операций ковки. В комплект входят два бойка: нижний, неподвижный, выполняющий одновременно роль опоры; верхний, подвижный, через который передается деформирующая нагрузка на заготовку от молота или пресса. Различают универсальные бойки, имеющие плоские рабочие поверхности (рис. 14, а) и вырезные (фасонные) (рис. 14, б–г), отличающиеся специальным профилем.
Рис. 13. Бойки: а – нижний и верхний вырезные; б – верхний плоский и нижний вырезной
Чем большей площадью вырез (калибр) бойков охватывает поверхность обрабатываемой заготовки, тем меньше при ковке уширение заготовки и тем интенсивнее происходит процесс протяжки. Однако необходимая сила для протяжки при этом значительно возрастает.
Рабочие поверхности плоских и соприкасающиеся поверхности вырезных и фасонных бойков выполняют строго горизонтальными и плотно, без зазоров, прилегающими друг к другу. На рабочих поверхностях бойков различных выбоин и вмятин не допускается. Во избежание перерезания волокон в поковке
кромки рабочих поверхностей бойков всех типов в местах их пересечения с боковыми поверхностями скругляют по радиусу.
Для ковки в нижнем вырезном и верхнем плоском бойках нижний боек часто выполняют составным со вкладышами. Вкладыши позволяют быстро изменить размер и форму выреза на требуемые. Кроме того, по мере износа вкладышей облегчается их замена.
Цельные бойки и сменные вкладыши изготавливают ковкой в зависимости от условий работы из сталей 50, 50Г, 40ХН, 5ХНВ, 5ХГМ. После механической обработки подвергают термической обработке на твердость 40…45 HRC.
Топоры (рис. 15) применяют для осуществления операций отрубки части исходной или откованной заготовки или их разрубки на мерные заготовки. На рис. 16 приведена схема выполнения операции отрубки части заготовки кузнечным топором. В зависимости от назначения конструкции топоров, используемые в кузнечном деле, разнообразны.
Топоры изготавливают ковкой из стали 18ХНВА или стали 50, сталей 35ХМ, 5ХНВ, 7X3, 8X3, 5ХНМ, подвергают термообработке до твердости 40…45 HRC.
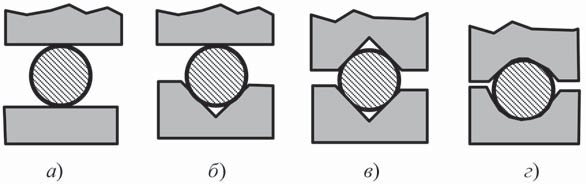
Рис. 14. Рабочие поверхности бойков: а – плоские у верхнего и нижнего бойков; б – плоская у верхнего и вырезная у нижнего бойков; в – вырезная у верхнего и нижнего бойков; г – фасонная у верхнего и нижнего бойков
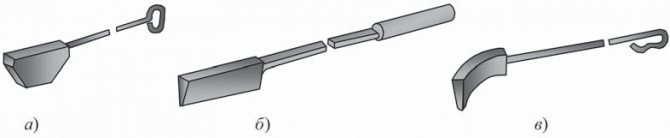
Рис. 15. Кузнечные топоры: а –трапецеидальный топор для рубки в вырезном бойке; б – топор с цельной кованной ручкой; в – полукруглый
Ручки топоров делают из стали 20 или Ст 3. Крупные, тяжелые топоры изготавливают с быстросменными ручками или подвесными к траверсе пресса. Для облегчения работы с такими топорами часто используют манипуляторы.
Пережимки применяют для создания одноили многосторонних углублений для последующего образования уступов или пережимов на заготовке.
Углубления на заготовке (засечки) служат для фиксации (или отметки) объема металла, который следует подвергнуть, например, протяжке, чтобы получить требуемую геометрию заготовки после ковки. Засечки обычно выполняют вдавливанием в заготовку круглого или прямоугольного прутка. Чтобы увеличить глубину засечки, например до образования уступа на заготовке, применяют пережимки различной геометрии.
Рис. 16. Отрубка части заготовки кузнечным топором: 1 – заготовка; 2 – топор; 3, 4 – бойки
На рис. 17 приведена схема выполнения операции пережима, а на рис. 18 – технологическая последовательность изготовления ступенчатой поковки протяжкой с применением пережима. Изготавливают пережимки из сталей 40, 45, 40Х.
Рис. 17. Схема пережима: а – круглой раскаткой; б – треугольной пережимкой; 1, 2 – соответственно верхний и нижние бойки; 3 – инструмент; 4 – обрабатываемая заготовка
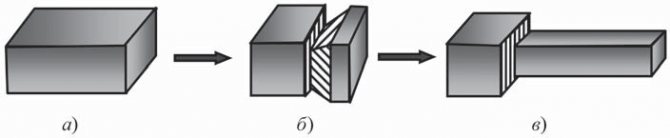
Рис. 18. Технологическая последовательность изготовления объемной Т-образной заготовки: а – исходная заготовка; б – заготовка после пережима с четырех сторон; в – заготовка после протяжки
Рис. 19. Разгонка: 1, 2 – бойки; 3 – заготовка; 4 раскатка (прожимка)
Раскатки (прожимки) – инструмент, применяемый для выполнения местных углублений и разгонки металла. Под разгонкой (рис. 19) понимают увеличение ширины заготовки или ее диаметра локальным обжатием смежных участков заготовки с уменьшением ее толщины. Преимущественное течение металла при разгонке всегда перпендикулярно к направлению перемещения бойка. После разгонки полученную волнистую поверхность проглаживают плоским (прожимкой) бойком. Применяемый инструмент – раскатки – изготавливают различной формы (рис. 20) из сталей 50, 40, 45, 40Х и др.
Ручки раскаток выполняют из низкоуглеродистых сталей, например Ст 3 или стали 10.
Обжимки применяют для перераспределения металла вдоль оси заготовки (подкатки) или отделки поковок, а также при изготовлении поковок на молотах и прессах. По конструкции обжимки подразделяют на разъемные (рис. 21, а) и неразъемные (рис. 21, б), насаженные на одну общую рукоятку. Изготавливают их из сталей 40, 45, 50, У7, 40Х.
Рис. 20. Некоторые типы раскаток
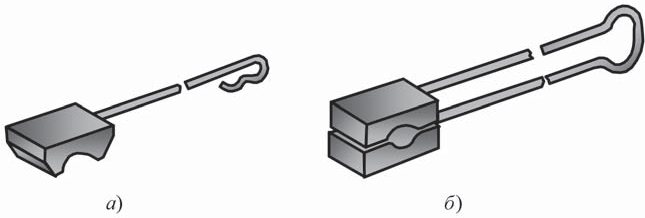
Рис. 21. Обжимки: а – подкатная разъемная; б – подкатная пружинная
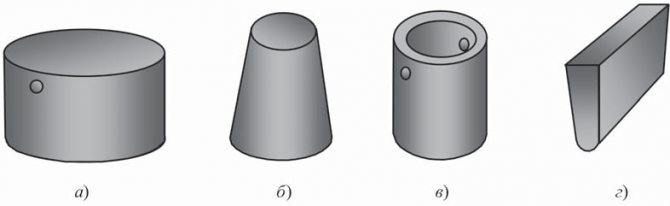
Рис. 22. Прошивни: а – цилиндрический; б – конический; в – полый; г – клиновидный
Прошивни (рис. 22) являются основным инструментом при прошивке – кузнечной операции выполнения отверстий в поковках путем вытеснения материала. Для удобства работы с прошивнями на их поверхности выполняют цилиндрические сквозные или глухие отверстия, в которые вводят транспортировочные или установочные штыри. Изготавливают прошивни из сталей 40Х, 50Х, 5ХНВ с твердостью 40…45 HRC.
Виды молотов
Продольный разрез молота МА4132.
По типу вещества, применяемого в компрессорном цилиндре, различают следующие ковочные молоты:
- паровоздушные агрегаты работают за счет пара или атмосферного воздуха;
- гидравлические и гидростатические модели используют силу жидкости под давлением;
- бензиновые молоты функционируют по принципу ДВС;
- газовые используют сжиженный газ;
- молоты электромагнитного типа для ковки используют энергии электрических и магнитных полей;
- механические молоты запускаются физическим усилием мастера, используются мало в сравнении с иными моделями подобного оборудования;
- рессорно-пружинные модели работают за счет того, что рессора ускоряет падение поршня вниз;
- пневматические используют силу газа под давлением в процессе функционирования.
Отдельно стоит отметить кузнечный пневмомолот с пневмоцилиндром. Такое строение избавляет мастера от необходимости применять дополнительные источники энергии и утяжелять конструкцию. При ударе кузнечного молота по заготовке ее форма меняется согласно запланированной рабочей схеме.
Механический
Механический кузнечный молот представляет собой старое по принципу функционирования устройство, разработанное и применяемое на практике еще несколько веков назад.
Основой его конструкции является механизм, подающий усилие от мускулов человека на молот. И только спустя многие годы были сконструированы первые модели с приводами на силе воды и пара.
Основная рабочая часть механического молота сконструирована из рычага с молотом с одной стороны и массивным противовесом с другой. Его устанавливают на вал, способный качаться под воздействием на педаль или рычаг.
Механические молоты имеют ручной способ управления, поэтому такие модели можно изготовить своими силами.
Однако стоит помнить, что КПД такого оборудования в сравнении с более современными моделями довольно низкое. А габариты механики при этом довольно внушительны, что не позволяет использовать их в крохотных кузницах.
Пневматический
Молот ковочный пневматического типа причисляют к оборудованию для ковки, которое способно выполнить большой перечень операций, и в том числе скручивание, разрезание и формовку металлозаготовок.
Конструкция данного агрегата дополняется масляным насосом, смазывающим рабочие цилиндры специальным составом, а шабот ковочного пневмомолота придает ему максимальную устойчивость.
Чертеж пневматического молота.
Молоты устанавливаются в единичном количестве и снабжаются индивидуальной компрессорной установкой. Они не отличаются большой массой падающих частей, потому могут применяться для ковки малых по размеру изделий.
Зачастую, пневмомолот оснащается С-образной станиной, скрепляющейся для жесткости посредством боковых стоек. Штамповочная зона пневматического молота открыта с трех сторон, что значительно упрощает его обслуживание.
Молот пневматический кузнечный управляется с помощью ручного рычага или педали и может применяться в двух направлениях:
- для выполнения ковки художественного типа подойдут агрегаты, масса которых не превышает 75 кг;
- в производстве: МПЧ 150-2000 кг.
Достоинства оборудования такого типа заключаются в следующем:
- энергоемкость;
- высокая чувствительность при регулировке рабочих режимов;
- простое управление;
- долгий срок службы.
Недостатки пневматических молотов ‒ приличные габариты, существенный вес, сложность транспортировки.
Особенности пневматических молотов
Оборудование относится к приспособлениям для ковки, выполняющим все перечисленные ранее операции, а также скручивание, разрезание и формовка заготовок. Управляются они посредством ручного рычага или педали. Конструктивно ковочный пневматический молот дополнен масляным насосом, осуществляющим смазку рабочих цилиндров (которых, кстати, может быть два).
Условно пневмомолоты делят на 2 группы:
- для художественной ковки (модели с массой падающих частей до 75 кг);
- для производств (МПЧ — от 150 до 2000 кг).
Достоинствами оборудования являются энергоемкость, чувствительность регулировки рабочих режимов, простота управления, долговечность. Недостатком являются большие габариты и вес, однако необходимость транспортировки возникает редко.
Какие бывают виды ручных молотов?
По форме части для удара кувалды делят на три типа: тупоносые, остроносые продольные и остроносые поперечные. Тупоносыми молотками кузнецы выполняют основную ковку. Ручники бывают шарообразными, продольными, поперечными. Шарообразные молотки используют для придания заготовкам округлых форм. Для получения многогранных форм применяют молотки-обжимки. Кузнецы часто используют безынерционные молотки и деревянные киянки.
Фабрика кованой мебели «Металлдекор» производит кованую интерьерную мебель, аксессуары, предметы быта. Кузнецы изготавливают изящные кровати, стулья, столы, диваны, прихожие, мебельные гарнитуры. Производят ограды, беседки, скамейки, фонари и другие изделия для дома и приусадебного участка. По желанию клиента мебель куется по индивидуальным заказам. На каждую вещь дается гарантия.
Последовательность действий
Рассмотрим схему работы с простым молотом.
- Для выполнения удержания оператор переводит рукоятку в заданное положение. Обе камеры заполняются воздухом, ударник не касается наковальни, но при этом двигатель не выключается.
- При подъеме рукояти цилиндр и верхняя камера заполняются воздухом, а нижняя камера изолируется. Сначала поднимается ударник, а затем боек.
- Для выполнения непрерывных ударов оператор переводит рукоятку в заданное положение. Цилиндр и обе камеры компрессора изолируются. При опускании поршня ударник поднимается или опускается. Мощность удара регулируется рукояткой.
- Для выполнения разового удара оператор перемещает рукоятку в положение непрерывных ударов, а возвращает в положение удержания.











