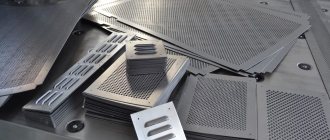
Череповецкий завод более 55 лет занимается изготовлением металлоконструкций для небольших и крупных предприятий. У нас вы можете заказать правку листового металла.
Что это такое? Правка металла – это процесс удаления неровностей на поверхности изделия. Операция по правке применяется как для заготовок, так и для уже готовых конструкций. К процедуре прибегают при несоответствии изделия заданным характеристикам, при излишней выпуклости или искривлении. Правку металла можно сделать самостоятельно, в домашних условиях.
Правка листового металла
Правка листового металла – одна из наиболее простых операций. Процедура проводится для искривления тонкого материала. В процессе лист металла кладут на наковальню или специальную плиту. Зазор между металлом и чугунной плитой определяет размер кривизны.
По выпуклой части изделия наносятся удары молотком. Лист необходимо постоянно переворачивать, чтобы он не прогнулся в обратную сторону. Когда заготовка принимает более ровную форму, сила ударов уменьшается.

Если изделие имеет несколько неровностей, то сначала устраняются дефекты с боков, а потом – центральные.
Сложность операции зависит от вида дефекта, который имеет металл. Наиболее сложными считаются такие случаи, когда сочетаются разные виды погрешностей. Вот самые распространенные:
- Выпуклость. Этот вид дефекта исправляют при помощи ударов по окружности начиная от внешней части и постепенно уменьшая радиус окружности, двигаясь от края к центру. В процессе нужно снизить силу ударов и увеличить частоту их повторений.
Если на изделии больше одной выпуклости, их следует объединить в одну большую. Наносить удары стоит между локальными погрешностями, добиваясь их соединения, а затем действовать в соответствии с вышеуказанной информацией.
- Волнистые края. Правка листового металла с волнообразными краями начинается от краев к центру заготовки. После растяжения волнистость краев разглаживается.
- Тонкие листы. Тонкие заготовки не поддаются исправлению ввиду высокой вероятности появления заломов и разрывов.
Для правки тонкого листового металла используют поверхности из дерева или металла. Изделие разглаживают со всех сторон, с каждым разом усиливая уровень нажима.
Правка, рихтовка и гибка при слесарных работах
Правка — слесарная операция по устранению дефектов заготовок в виде вогнутости, выпуклости, коробления, искривления и т.д. Сущность правки заключается в сжатии выпуклого слоя металла и расширения вогнутого слоя. Правку осуществляют в холодном или нагретом состоянии заготовки (в зависимости от ее размеров и материала). Правка может быть ручной или машинной на специальных вальцах или прессах. Различают правку заготовок из листа, профильного металла и труб.

Ручную правку заготовок из листа выполняют на чугунной или стальной плите специальными молотками со сферическим бойком; заготовки из тонкого листа правят молотками со вставным бойком из мягкого металла или деревянным молотком — киянкой.
Наиболее сложна правка листов. Лист укладывают на плиту, линейкой определяют места выпуклостей, границы которых обводят мелом. Схемы нанесения ударов при правке выбирают в зависимости от числа выпуклостей и их расположения. При наличии одной выпуклости в середине листа удары наносят, начиная от края листа по направлению к выпуклости, изменяя силу и место ударов молотком. При правке листа с несколькими выпуклостями удары начинают наносить от промежутка между выпуклостями, постепенно приближаясь к их середине.
Для правки лист кладут на плиту выпуклостью вверх, поддерживая его левой рукой; правой наносят удары молотком. Удары должны быть частыми, но не сильными.
Правку полос, изогнутых по ребру, осуществляют следующим образом: определяют кривизну линейкой или на глаз, отмечая ее границы мелом. Широкой поверхностью полосу кладут на плиту и наносят удары поперек полосы по краю вогнутой стороны. Полоса односторонне вытягивается в результате «разгона» металла, принимая прямолинейную форму. Этот способ применяют при правке уголка с небольшой кривизной полки.
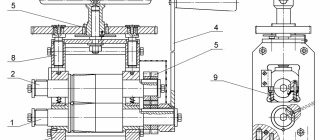
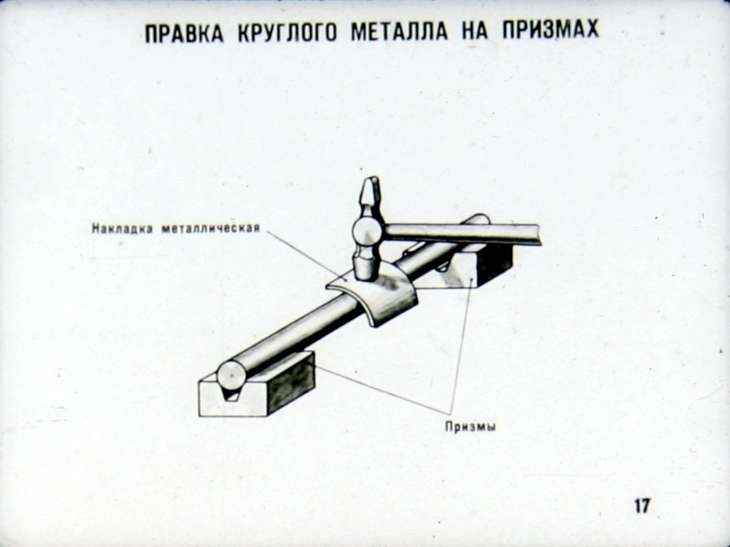
Заготовки круглого сечения (прутки) правят на плите, в призмах или с помощью ручного пресса. Удары молотком наносят по выпуклой части от края изгиба к его средней части. Правку заканчивают легкими ударами, поворачивая деталь вокруг своей оси. Этот способ правки используют и для правки стальных труб.
Когда сила удара молотком не обеспечивает правку, применяют ручные винтовые прессы. На столе пресса устанавливают две призмы, на которых размещают изогнутый вал или трубу так, чтобы призматический наконечник на штоке пресса находился над местом наибольшей кривизны. Плавно вращая маховик, подводят наконечник винта к месту изгиба. Затем винтом нажимают на исправляемый вал.
Профильный металл правят подогревом газопламенной горелкой или резаком. В частности, серповидность выправляют путем формирования зоны подогрева в виде треугольника или трапеции с основанием, обращенным в сторону выпуклости; в процессе остывания происходит деформация заготовки, величина которой определяется площадью и степенью нагрева.
Рихтовка является разновидностью правки. Рихтовку выполняют на термообработанных деталях. Особенность рихтовки заключается в том, что выпрямление детали происходит в результате нанесения ударов носком закругленного и закаленного бойка молотка по вогнутой части детали. Последнюю устанавливают на стальной термообработанной рихтовальной бабке. Рабочая поверхность рихтовальной бабки цилиндрической формы должна иметь сферу радиусом 150…200 мм.
Плоские заготовки рихтуют на плоской правильной стальной плите. Полосу располагают на плите вогнутой стороной вверх. Удары молотком наносят на месте соприкосновения детали с плитой от края вогнутости к ее середине. Силу удара выбирают в зависимости от толщины и кривизны детали.
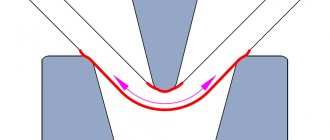
Гибка — слесарная операция, при которой заготовке или ее части придается изогнутая форма в соответствии с требованиями чертежа. Гибке подвергают заготовки из полосовой и листовой стали, прутка, а также труб. Последовательность операции гибки зависит от размеров и материала заготовки. Расчет длины и ширины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки (табл. 1).
При гибке заготовок из полосового и листового материала их наружная часть вытягивается, а внутренняя сжимается. Поэтому при разметке надо учитывать припуск с внутренней стороны на каждый изгиб в пределах 0,5…0,8 толщины заготовки. Для гибки под прямым углом заготовку после разметки зажимают в тисках с нагубниками так, чтобы риска изгиба совпала с верхней плоскостью нагубника. Ударами молотка загибают одну сторону заготовки и, повторяя операцию, загибают при необходимости вторую сторону. При криволинейной гибке используют различные оправки, которые и зажимают в тисках вместе с заготовкой. Ударами молотка конец заготовки загибают по оправке, добиваясь плотного прилегания ее к поверхности оправки. Если требуется, заготовку с оправкой переставляют и операцию повторяют.
Основной подготовительной операцией при изготовлении трубопроводов является гибка труб под различными углами, которую выполняют с помощью специальных приспособлений или на трубогибочных станках. В зоне изгиба толщина стенки трубы по наружной стороне уменьшается, а по внутренней увеличивается. Радиус изгиба устанавливают по нормативным документам; его обычно назначают не менее 2Dн, где
Dн — наружный диаметр. Допускаемая овальность в зоне изгиба труб Dн до 250 мм не должна превышать 10 %, а для Dн = 300…400 мм — 6…8 %.
Таблица 1. Минимально допустимые радиусы гибки (мм) заготовок из листового материала
| Толщина заготовки, мм | Материал заготовки | ||||
| Сталь | Дуралюмин | Алюминий | Медь | Латунь | |
| 0,4 | 0,5 | 1,5 | 0,5 | 0,4 | 0,5 |
| 0,5 | 0,6 | 0,5 | |||
| 0,6 | 0,8 | 1,8 | 0,6 | ||
| 0,8 | 1,0 | 2,4 | 1,0 | 0,8 | |
| 1,0 | 1,2 | 3,0 | 1,0 | ||
| 1,2 | 1,5 | 3,6 | 1,2 | 1,0 | 1,2 |
| 1,5 | 1,8 | 4,5 | 1,5 | ||
| 2,0 | 2,5 | 6,5 | 2,0 | 1,5 | 2,0 |
| 2,5 | 3,5 | 9,0 | 2,5 | 2,0 | 2,5 |
| 3,0 | 5,5 | 11,0 | 3,0 | 2,5 | 3,5 |
| 4,0 | 9,0 | 16,0 | 4,0 | 3,5 | 4,5 |
| 5,0 | 13,0 | 19,5 | 5,5 | 4,0 | 5,5 |
| 6,0 | 15,5 | 22,0 | 6,5 | 5,0 | 6,5 |
Гибку труб в холодном состоянии применяют при изготовлении трубопроводов Dн до 150 мм. Для холодной гибки труб используют три основных способа: на двух опорах, обкаткой роликом и с внутренним дорном. Гибку на двух опорах осуществляют в специальных станках. Ее применяют для труб диаметром до 125 мм. Холодная гибка труб обкаткой роликом рекомендуется для труб диаметром до 32 мм. Трубу жестко прикрепляют скобой к неподвижному гибочному диску, а обкатывающий ролик перемещают по дуге вокруг гибочного диска и изгибают трубу. Радиусы ручьев гибочного диска и обкатывающего ролика должны точно соответствовать наружному диаметру изгибаемой трубы.
Холодную гибку с внутренним дорном используют для тонкостенных труб наружным диаметром 32…219 мм. Изгибаемую трубу надевают на штангу с внутренним дорном, который располагают в месте изгиба. Это предохраняет трубу от возникновения овальности и образования гофр. Конец трубы зажимают между гибочным диском, имеющим полукольцевую выточку (ручей), и вкладышем с такой же полукольцевой выточкой. В процессе гибки диск, поворачиваясь, увлекает за собой трубу, сталкивая ее с внутреннего дорна. Труба, прижатая к ползуну, в результате трения продвигается вперед. Форма внутренних дорнов может быть ложкоили шарообразной. Трубы при холодной гибке продувают сжатым воздухом, а их внутреннюю поверхность смазывают машинным маслом или мыльной эмульсией.
Гибку труб в горячем состоянии выполняют двумя способами: с нагревом токами высокой частоты (ТВЧ) и с нагревом в пламенных печах или горнах с наполнителем (набивкой песком). Гибка труб с нагревом ТВЧ, применяемая наиболее широко, заключается в непрерывном последовательном изгибе небольшого участка трубы, нагреваемого в кольцевом индукторе под действием электромагнитного поля, которое создается ТВЧ. При гибке труб с нагревом ТВЧ используют три схемы: с отклоняющим роликом, с водилом и «подсадкой».
Гибку труб из цветных металлов осуществляют в холодном состоянии: диаметром до 38 мм при радиусе изгиба не менее 2,5 Dн без дорна и наполнителя, а диаметром более 38 мм с радиусом изгиба не менее 3 Dн с дорном или наполнителем (песком).
091
Зачем нужна правка металла
Произведенный металлический прокат используется как заготовка для штамповки горячим или холодным способом. Поэтому металл должен полностью соответствовать государственным стандартам. К нормативам ГОСТ относится:
- проверка листов и полос на неплоскостность;
- проверка круглых прутков на допустимый размер кривизны;
- проверка квадратных прутков на величину вогнутости или выпучивания.

Другие случаи, когда прибегают к правке металла:
- разрезание листового металла на гильотинных ножницах;
- усадка металлоконструкции;
- термическая обработка металла;
- выталкивание готового изделия из полости матрицы.
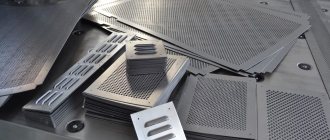
Листовые и другие типы заготовок
Заготовки, получаемые прокатом, обладают повышенными пластическими свойствами, так как при производстве испытывают большие степени деформации. Это позволяет применять к ним способы, которые дают положительный результат при выполнении технологической операции правка. Прокат любой формы: пруток, свернутую в бухту проволоку, круглые и профильные трубы, листы, полосы, ленты, уголки, балки, швеллера и другие, могут быть в качестве заготовок для правильных операций.
Это интересно: Инструменты для правки металла
Разновидности правки металла
Сегодня существуют такие виды правки металла:
- ручная;
- механическая.
Ручная правка металла проводится в домашних условиях и при изготовлении уникальных изделий. Для нее необходим простой набор оборудования, однако квалификация мастера, выполняющего операцию, должна быть высокой.

Механическая правка металла используется в промышленности. Процедура может проводиться как с холодной, так и с горячей деталью. Оборудование для механической правки массивное и сложное, обладающее высокой производительностью. Данный вид операции можно совмещать с гибкой и нарезной листового металла. Процедуру проводят при комнатной температуре. Работа в условиях ниже 0 градусов недопустима, так как изделие может потерять пластичность и становится хрупким. Для повышения пластичность заготовку нагревают до 140-400 градусов.
Правка округлых металлических деталей
Метод выполнения правки в данном случае, практически, такой же, как и при обработке полосы. Неровности подлежат маркировке мелом, а заготовку нужно размещать так, чтобы выпуклость была сверху. Удары следует наносить по направлению от периферийных участков дефекта к центральным.
После корректировки основного изъяна:
- деталь переворачивается вокруг оси;
- сила ударов снижается.
Делается это с целью недопущения деформации обрабатываемой заготовки в противоположную сторону.
Аналогичный подход актуален и при работе с прямоугольным либо квадратным металлопрокатом.
Оборудование для правки
Правка металла в условиях производства осуществляется на специальных станках. Для этого используют такое оборудование:
- Правильные вальцы. Монтируются валы, между которыми пропускается металл. Давление рассчитывается так, чтобы дать возможность исправить погрешность, но не превысить пластичность изделия. Часто на производстве оборудование автоматизируется и обладает высоким уровнем производительности. Вальцы могут иметь разную форму, чтобы пропустить между ними не только листовой металл, но и прутки.
- Пресса. Для них нужно установить штампы. Нередко правка металла совмещается в одном штампе с другими операциями.
На предприятиях также могут использовать целые механизированные комплексы с автоматической подачей листа металла и исправлением дефекта.

Для правки металла ручным способом используют следующие инструменты:
- Плиты из чугуна. Они отличаются большой массой.
- Рихтовальные бабки. Они используются для работы с твердым металлом.
- Молотки различной конфигурации. Они должны быть мягче самого материала.
- Кувалды. Так называются те же самые молотки, только большего веса. Их используют в том случае, если силы удара молотка оказывается недостаточно.
- Киянки – это молотки, изготовленные из дерева.
- Гладилки – это деревянные инструменты, которые используют для выравнивания металла. Такие инструменты применяются для тонких листов.
- Наковальня или массивная металлическая плита.
Как выправить металл
Правка листового металла может проводиться в домашних условиях. Способы правки бывают следующие:
- Выпуклость. Такой дефект устраняется ударами молотка по окружности, начиная с самого края. По спиралевидной траектории идет передвижение к центру. Постепенно сила ударов снижается, а их частота возрастает. Если выпуклостей несколько, то они объединяются ударами молотка в промежуточную часть, между дефектами.
- Волнообразность. Устраняется по той же технологии. Работа ведется от краев листа к центру. В итоге дефект устраняется за счет растяжения металла.
Изгиб полосового металла убирается путем нанесения ударов по выпуклой части. Потом заготовка переворачивается. Если выпуклость перешла на другую сторону, она так же устраняется.
Сложность заключается в выправке закаленных деталей с фасонными поверхностями. Здесь используется рихтовальная бабка. На нее укладывается заготовка, а удары наносятся по вогнутой части поверхности. При этом происходит растяжение материала, и он выравнивается. В качестве бойков используется закаленный металл округлой формы.
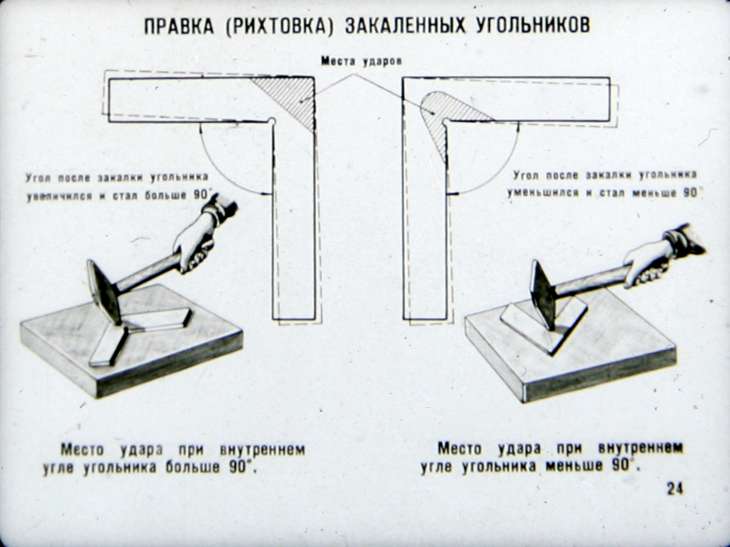
Если нужно выправить закаленный уголок на 90°, то в случае острого угла, удары наносятся по внутренней стороне уголка, а тупого — по наружной.
Металлические пруты квадратного сечения подвергаются правке так же, как и полоса. Заготовка с квадратным или круглым сечением укладываются на плиту, и удары наносятся на выступающую поверхность. По мере рихтовки пруток переворачивается.
Источник
Когда необходима правка
Выправить дефект, возникший на заготовке, обладающей пластическими свойствами, можно методами деформирования. Такие отклонения появляются в процессе изготовления или неправильной эксплуатации.
Технологические приемы устранения дефектов заготовок могут включать в себя как ручные способы правки, так и машинные. Ремонтные работы, в частности кузовные автомобилей, выполняются вручную квалифицированными специалистами, обладающими индивидуальным набором инструментов и колоссальным опытом.
При массовом производстве металлоконструкций заготовки доводятся до нормативных требований с помощью специального правильного оборудования. Более подробно машинный процесс правки рассмотрен в статье «Оборудование для правки металла».

Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
При применении в технологическом процессе сварки, заготовки деформируются из-за температурных напряжений. Для правки таких заготовок могут изготавливаться специальные приспособления. Заневоленная в такой оснастке заготовка подвергается термическому отжигу, который возвращает ее в исходное состояние.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.