Гибка листового металла 6 метров
Возможности технологии во многом зависят от длины листа и потенциала оборудования. Гибка листового металла 6 метров без его разделения — сложный процесс. Но если предприятие обладает необходимыми мощностями, собственной производственной базой, а его оборудование имеет высокий технический уровень изготовления проката, обработка листов такой длины не является проблемой. Потенциал нашего гибочного производства очень широк, и если у вас есть шестиметровый листовой прокат, задача будет выполнена.
Этапы работ
Процесс осуществляется в несколько этапов. Прежде всего, необходимо помнить, что гибка выполняется только в профессиональных условиях. Для этой процедуры необходимо профессиональное оборудование и гибочный инструмент. Только в производственных цехах можно обеспечить должный уровень безопасности выполнения всех технологических требований.
- На подготовительной стадии наши специалисты работают над конфигурацией изделия. Именно в этот период определяются места будущих сгибов и определяются размеры углов.
- Первым этапом процедуры становится раскрой заготовки. После этого она направляется на гибочный станок. Гибка и резка металла осуществляются в связке. Данные манипуляции выполняются последовательно.
- Вторым этапом становится раскрой по составленному эскизу. В зависимости от степени сложности заказа наши специалисты могут выбрать для выполнения этой задачи лазерную резку или стандартную гильотину. Следует отметить, что лазерная резка обеспечивает максимально точное соответствие изначальному плану.
- Следующим этапом становится зажим заготовки в станке. Для этого используется гидроусилитель. Собственно, процедура гибки реализуется гидравлическим прессом.
- Наконец, когда процесс завершен, наши специалисты проводят сверку всех заданных параметров.
Гибка листа
Суть листогибочных работ заключается в том, что они превращают плоское изделие в пространственное, “живущее” уже в трех плоскостях, и придают ему разнообразные формы. Гибка 6-метрового листа обычно выполняется без нагрева, холодным способом. Термическое воздействие может потребоваться только в случаях, если прокат имеет большое сечение. Или когда сырье, из которого он изготовлен, обладает низкой пластичностью. Самыми сложными в обработке сгибанием считаются титановый прокат, дюралюминий и стальные сплавы с включениями марганца и кремния.
Деформация металла
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
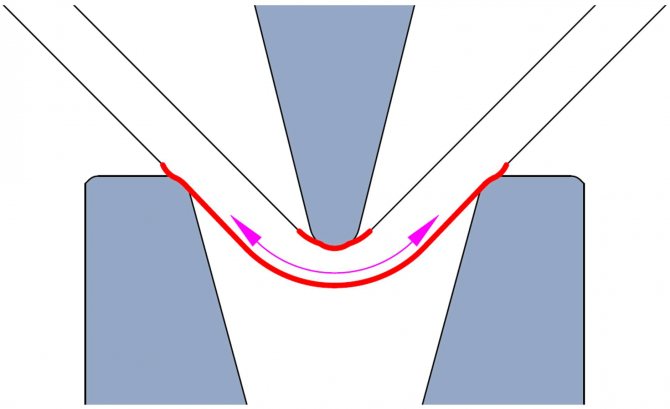
Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:
- толщины и типа материала,
- угла гиба,
- радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона),
- направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100×100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
- стабильность результатов,
- влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
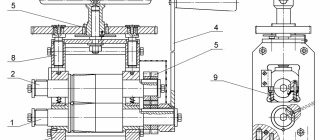
Гибка листового металла листогибочным станком
Промышленным способом гибка листа 6 м длиной проводится на специальных устройствах — листогибочных станках. Эти устройства значительно различаются по функционалу и способу воздействия на заготовку. Главными составляющими ротационного станка являются валки. Они помогают заготовке приобрести скругленную форму. На простейших машинах валки могут приводиться в движение ручным способом, в более сложных этот процесс осуществляет автоматика. Для несложных видов гибки можно использовать устройство с более простым механизмом Оно включает две плиты — статичную и поворотную — и прижимную балку. Однако обработать листы большой длины на этих устройствах затруднительно. Простой сгиб, и опять же для заготовки небольших размеров, может выполнить пресс, работа которого основана на пневматическом или гидравлическом усилии. Изгиб листа осуществляют две рабочие части — матрица (неподвижный элемент) и пуансон (подвижный). Таким станочным способом можно обрабатывать листы большой толщины.
Поэтапный технологический процесс
Наше производство позволяет изготавливать широкий ассортимент разных элементов металлопроката, а непосредственно технология гибки представлена следующими этапами.
- Подготовительный этап требует определиться с углами и точками сгибов, габаритами итогового изделия и конфигурацией.
- Перед гибкой металла, лазерной резкой раскраивается лист.
- Лист зажимается на специальном гибочном станке с гидроцилиндрами, за счет которых изделие прижимается.
- Гибка металла прессом осуществляется за счет усилия гидравлики.
- На каждом этапе мы проверяем качество выполненной работы и делаем контрольные замеры перед последующей подачей полной партии заготовок.
Основные методы гибки листового металла
Мы уже упоминали, что гибка металла 6 метров в основном выполняется без нагрева. Однако в ряде случаев используется второй метод — термический. Чтобы доказать оправданность этой методики, материал исследуют на:
- пластичность, то есть определяют его способности к деформации;
- возможность образовать угол необходимой величины без растрескивания;
- способность получить сложный контур изгиба.
Зная особенности металлов и сплавов, специалист может предугадать результат, опираясь только на теоретические выкладки. Однако чаще всего испытания проводят опытным путем: в условиях цеха, используя для этой цели образец.
Гибка полосового металла — заказать по доступной цене
Без металла сегодня весьма проблематично представить себе самые разные отрасли производства и промышленности. Причем речь идет не о какой-то конкретной разновидности материала, а о разных металлах и сплавах на их основе. Особенно востребованным стал полосовой металл, который представлен на рынке в обширном ассортименте.
Его обработка осуществляется посредством различных методик и технологий, но более всего востребована именно гибка полосового металла, которая позволяет получить продукцию требуемых типоразмеров без малейшего вмешательства в первоначальную структуру материала. При этом в полной мере сохраняются и исходные прочностные характеристики заготовки.
Да и вероятность зарождения коррозионных процессов в местах сгиба полностью исключается. Нами проводится эффективная гибка различных металлов. Мы предлагаем широкий комплекс разноплановых услуг на выгодных для клиентов условиях и с максимально короткими сроками реализации. Нам вы можете довериться в любой ситуации. И мы вас не разочаруем.
1. Наши предложения по гибке полосового металла 2. Стоимость гибки полосового металла 3. Гибка и ее разновидности 4. Основные преимущества гибки 5. Почему стоит заказать гибки полосового металла у нас?
Наше предложение по гибке полосового металла
Одним из главных профилей нашей деятельности является гибка металла, которой мы занимаемся вот уже на протяжении довольно длительного периода.
В своей деятельности мы следуем всем актуальным отраслевым тенденциям, работаем на самом лучшем оборудовании, а тесное взаимодействие с изготовителями станков и агрегатов дает нам возможность проводить своевременную замену всего технического парка.
Нами активно внедряются в рабочий процесс инновационные разработки и технологии. Важно! Именно поэтому наша гибка полосового металла полностью соответствует действующим стандартам. Налажен активный мониторинг качества выпускаемой продукции, причем он проводится на каждом из этапов ее изготовления.
Мы гарантируем отсутствие брака и уверены в максимальной точности гибки вне зависимости от сложности переданного нам заказа и его объемности.
Особо стоит выделить еще один момент. Вопросу автоматизации производства мы уделяем самое пристальное внимание.
Каждый из станков оснащен ЧПУ, а участие человека в работе сведено к минимуму. За счет этого мы не только сократили сроки изготовления своей продукции, но и повысили общую рентабельность производства. Причем на качестве наших изделий из металла подобная экономия никоим образом не сказалась.№ Толщина, мм. 10 мм — 100 мм. 100 мм. — 1250 мм. 1250 мм. — 3000 мм.
| 1 | 0,5 — 0,8 | 5,00 руб./метр. | 12,00 руб./метр. | 25,00 руб./метр. |
| 2 | 1,0 — 1,2 | 6,00 руб./метр. | 14,00 руб./метр. | 25,00 руб./метр. |
| 3 | 1,5 | 6,50 руб./метр. | 15,00 руб./метр. | 26,00 руб./метр. |
| 4 | 2,0 — 2,5 | 7,00 руб./метр. | 16,00 руб./метр. | 26,00 руб./метр. |
| 5 | 3 | 7,50 руб./метр. | 17,00 руб./метр. | 33,00 руб./метр. |
| 6 | 4 | 9,00 руб./метр. | 23,00 руб./метр. | — |
Но сколько именно стоит услуга? От чего зависит итоговый ценник и на основании каких факторов он формируется? Стоит работа недорого, причем каждая гибка полосового металла просчитывается нами индивидуально. Сложность заказа и его объемность являются основными факторами. На цену также влияет тип обрабатываемого материала, связанные с гибкой энергозатраты и срочность самой работы. Но обращение к нам будет незатратным для вашего бюджета. Это мы вам гарантируем. Гибка на нашем производстве осуществляется вручную или с помощью одного из механизированных агрегатов. Выбор в пользу того или иного оборудования принимается исходя из аспектов конкретного заказа и требований заказчика. Различается и технология гибки, которая может быть проведена посредством воздушной технологии или в упор. В первом случает отсутствует какой-либо контакт между верхней и нижней частью инструмента. Заготовка фиксируется на матрице, а пуансон осуществляет гибку в соответствии с параметрами поставленной задачи. Точность гибки при этом очень высокая, а уровень прикладываемых усилий совсем незначительный.
Если же ведется гибка стали в упор, то пуансон опускается прямо внутрь матрицы. Исходя из формы инструмента отличается и формируемый при этом контур, а также угол гиба.
Этот способ более проблематичен и требует обязательного наличия определенного набора инструмента для максимально широкого расширения спектра доступных возможностей. На все это необходимы средства. Хотя сама гибка по своему качеству более высокая по сравнению с рассмотренным выше аналогом. Хотя и усилий она требует побольше.
Есть некоторые ограничения и касательно толщины обрабатываемой заготовки. В подавляющем большинстве ситуаций металл толщиной свыше 5 мм этим методом не деформируется.
Проводимая нами гибка выгодно выделяется на фоне иных технологий обработки стальных изделий сразу по нескольким аспектам. Но в чем же именно заключаются ее преимущества? И почему именно гибка полосового металла столь востребована сегодня на отечественном рынке? Все очень просто. Для этого типа металлообработки присущи такие особенности и достоинства:
- Отличная геометрия любой заготовки вне зависимости от сложности контура;
- Целое и неповрежденное основание без каких-либо на нем дефектов;
- Идеальное соответствие подготовленным проектным данным;
- Полное сохранение изначальных прочностных характеристик;
- Короткие сроки реализации даже наиболее объемного проекта;
- Выгодная и доступная для каждого стоимость изготовления.
Среди главных из них особо выделяются такие:
- Работа с типовыми и индивидуальными проектами;
- Квалифицированный сервис и качественное обслуживание;
- Оперативная обработка заявок и их реализация;
- Обязательная гарантия на любую работу;
- Учет при изготовлении всех пожеланий заказчика.
Сложно переоценить популярность полосового металла и его востребованность среди отечественных пользователей. Потребители используют материал в самых разных целях, но подобная вариативность возможна лишь при условии его грамотной предварительной обработки. И как нельзя более кстати для этого подходит гибка полосового металла, которая может быть проведена нами в любое время по вашему выбору. Мы действуем слаженно, работа занимает минимум времени, а гарантия является обязательной. Причем с письменным подтверждением нашей компанией всех принятых нами обязательств. Есть металл, который требует обработки? Тогда не медлите с визитом к нам. Мы придадим ему ту форму, которая необходима. Обращайтесь. Мы вам всегда рады.
Рассчитать стоимости услуги?Специалисты с радостью ответят на Ваши вопросы и произведут расчет стоимости услуги! | Запросить цены |
Преимущества гибки листового металла
Заказывая гибку металла до 6 метров или менее, вы получаете:
- по-прежнему монолитное изделие, не имеющее швов;
- при правильном выполнении работ — не имеющее ни внешних, ни внутренних дефектов;
- деталь, внешний вид которой не испорчен никакими сварными швами;
- такую же прочную, как до гибки, и с не меньшим сроком эксплуатации.
Примечательно, что гибке можно подвергать большинство материалов и сплавов: сталь, алюминий, медь. А вот сварочные работы переносят далеко не все из них. Для того же алюминия качественный шов без пережогов может выполнить только очень опытный сварщик.
Правила гибки металла при дефектах и трудностях обработки
При работе с малопластичными сталями (с содержанием углерода более 0,5 %) сложности возникают из-за пружинения, которое приводит к тому, что конфигурация готовой детали не соответствует чертежу. Пружинение является основной проблемой, которую следует учитывать при определении технологического процесса гибки.

Суть явления заключается в упругом последействии материала, несмотря на снятие рабочей нагрузки. Результатом является искажение формы заготовки (фактический угол пружинения может достигать 12–150°), дефект отрицательно влияет на точность сопряжения готовой детали со смежной.
Ликвидация или уменьшение пружинения возможны следующими приемами:
- Компенсацией угла пружинения за счет соответствующего изменения настройки рабочей части пуансона и матрицы. Чтобы способ был эффективным, необходимо знать марку металла/сплава либо характеристики его прочности, в т. ч. предел временного сопротивления. В ряде случаев возникает необходимость в проведении технологических проб на загиб. Так, выяснив, что угол пружинения равен 100°, следует увеличить рабочую кромку пуансона на аналогичный угол.
- Изменением рабочего профиля матрицы, что приводит к постоянному контакту заготовки по всей деформируемой длине с активным рабочим инструментом. Это достигается за счет технологических поднутрений или выемок (при возможности) в матрице.
- Повышением пластичности металла путем его отжига до начала штамповки. Высокоуглеродистые стали отжигаются при температуре от +570 °С до +6 000 °С, низкоуглеродистые – при +180–2 000 °С.
- Гибкой в горячем состоянии, поскольку при повышении температуры металла улучшаются его пластические характеристики. Однако в этом случае необходимо дополнительно очистить и поверхность заготовки, и рабочую плоскость матрицы от окалины после каждого хода пуансона.
При соблюдении правил гибки металла получаются высококачественные изделия, а также минимизируется риск причинения вреда здоровью мастеру, работающему с заготовками.
Виды приемов гибки металла
Простейшие приемы гибки подразумевают образование на листе одного или двух углов (одноугловая или двухугловая гибка). По форме профиля их также называют V-образной и П-образной. Для получения большего количества углов необходима уже многоугловая гибка. И, наконец, для образования не углов, а скругленных форм применяется гибка по радиусу, или закатка. По характеру усилия, которое прикладывается к листу, гибка листового металла 6 метров может быть свободной и с калибрующим ударом. Различается она и по количеству переходов, то есть усилий, приложенных для выполнения одного сгиба. Пластичным металлам хватает однократного усилия, непластичным требуются два и даже три, в особо трудных случаях — с нагревом.
Виды и типы гибки
Любая гибка металла может быть произведена как своими руками, так и с использованием специального профессионального оборудования, предназначенного для этих целей.
Следует отметить, что при выполнении данной технологической операции своими руками придется затратить определенные физические усилия и время.
Видео:
В этом случае гибка осуществляется при помощи плоскогубцев и молотка, в некоторых отдельных случаях используется специальное приспособление.
Следует отметить, что изгибание своими руками тонкого металлического листа, а также алюминия осуществляется с использованием киянки.
На промышленных предприятиях этот процесс стараются всячески автоматизировать и используют непосредственно для гибки вальцы ручного или гидравлического типов, а также специальные роликовые агрегаты.
К примеру, чтобы придать изделию цилиндрическую форму, изгиб металла осуществляют при помощи вальцев. Таким образом получают трубы, дымоходы, желоба и многое другое.
Наиболее часто на промышленных предприятиях гибка металла производится на специальных листогибочных прессах.
ВАЖНО ЗНАТЬ: Способы оксидирования металлов
В зависимости от функциональных возможностей такие прессы могут иметь различное устройство и, соответственно, размеры.
Следует отметить, что современное оборудование позволяет выполнять высокотехнологичные операции с металлом.
Так, новые промышленные станки дают возможность за один рабочий цикл произвести одновременно загиб листа по нескольким линиям, что дает возможность выпускать детали любой сложности.
Как правило, такое оборудование достаточно легко эксплуатировать.
Перенастроить его на работу с другим материалом можно достаточно быстро.
Данная операция требует особого внимания при необходимости выполнить изгиб листового алюминия.
Связано это, прежде всего, с тем, что у листового алюминия параметры прочности и упругости имеют несколько отличные величины от других типов металлов.
Прайс-лист на гибку листовых заготовок
В отличие от многих других площадок, работающих только по договорным ценам и не указывающим в своих прайс-листах точных сумм, мы публикуем конкретные расценки за эту услугу. Правда, уточним, что это средние суммы. Если вы поручаете нам заказ повышенной сложности или очень срочную работу, стоимость проекта может увеличиться. При выполнении больших объемов в комфортные сроки мы можем порадовать вас скидкой.
Особенности гибки листовой заготовки
Самая сложная задача даже для специалиста, осуществляющего гибку 6-метрового листа, — “нащупать” баланс напряжения и деформации в конкретном листе конкретной толщины, изготовленном из определенного металла. В процессе сгибания — неважно, ручным способом или станочным, — на лист попеременно оказываются два воздействия: сперва упругое, а затем пластическое. Таким образом в листе происходит сжатие внутренних слоев и растяжение наружных. Пограничный, или нейтральный, слой становится “золотой серединой между ними. Умение его находить — “пропуск” к безвредной для металла гибке.
| Воскресенье, 06.03.2022, 16:16 Приветствую Вас Гость | RSS | ||
| Главная | Регистрация | Вход | ||
| ТО и ремонт автомобилей Узнай всё про автомобиль |
Гибка металла
Общие сведения о гибке
Гибка деталей из листового и полосового металла
Механизация гибочных работ
Гибка труб
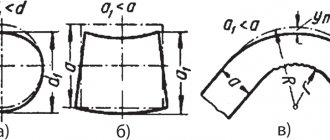
Виды и причины брака при гибке
Безопасность труда при гибке
1. Общие сведения о гибке
Гибка — способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений.
Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами.
Гибке подвергают только пластичный материал.
Гибка деталей — одна из наиболее распространенных слесарных операций.
Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол.
Происходит это следующим образом:
На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, деформация, получаемая заготовкой, является упругой, и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается.
В то же время средний слой заготовки — нейтральная линия — не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной. Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала.
Складывая длину внутренних сторон угольника или скобы, получаем длину заготовки детали.
Пример 1.
Размеры угольника: а = 30 мм, b = 70 мм, t = 6 мм.
Длина развертки L = а + b + 0,5t = 30 + 70 + 3 = 103 мм.
Размеры скобы: а = 70 мм, b = 80 мм, с = 60 мм, t = 4 мм.
Длина развертки заготовки скобы L = 70 + 80 + 60 + 2 = 212 мм.
Пример 2.
Подсчитать длину развертки угольника с внутренним закруглением.
Разбиваем угольник по чертежу на участки.
Подставляем их размеры а = 50 мм, b = 30 мм, t = 6 мм, r = 4 мм в формулу L = а + b + π/2(r + t/2)
Тогда получим: L = 50 + 30 + 3,14/2(4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 мм.
Пример 3.
Подсчитать длину развертки заготовки скобы с закруглением.
Разбиваем скобу на участки, как показано на чертеже.
Их размеры: а = 80 мм, h = 65 мм, с = 120 мм, t = 5 мм, r = 2,5 мм. L = а + h + с + π(r + t/2) = 80 + 65 + 120 + 3,14(2,5 + 5/2), следовательно, L = 265 4 + 15,75 = 280,75 мм.
Пример 4.
Подсчитать длину развертки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется.
Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая по середине между внешней и внутренней окружностями кольца.
Длина заготовки L = πD.
Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = πD = 3,14 108 = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
В процессе гибки в металле возникают значительные напряжения и деформации.
Они особенно ощутимы, когда радиус гибки мал.
Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала.
2. Гибка деталей из листового и полосового металла
Гибку прямоугольной скобы из полосовой стали выполняют в следующем порядке:
определяют длину развертки заготовки, складывая длину сторон скобы с припуском на один изгиб 0,5 толщины полосы.
I = 17,5 + 1 + 15 + 20 + 1 + 15 + 1 + 17,5 = 89 мм
отмечают длину с дополнительным припуском на обработку торцов по 1 мм на сторону и зубилом отрубают заготовку;
выправляют вырубленную заготовку на плите;
опиливают в размер по чертежу;
наносят риски загиба; зажимают заготовку в тисках между угольниками-нагубниками на уровне риски и ударами молотка загибают конец скобы (первый загиб);
переставляют заготовку в тисках, зажимая ее между угольником и бруском-оправкой, более длинным, чем конец скобы;
загибают второй конец — второй загиб;
снимают заготовку и вынимают брусок-оправу;
размечают длину лапок на загнутых концах;
надевают на тиски второй угольник и, вложив внутрь скобы тот же брусок-оправку, но в другом его положении, зажимают скобу в тисках на уровне рисок;
отгибают первую и вторую лапки, делают 4-й и 5-й загибы первой и второй лапок;
проверяют и выправляют по угольнику 4-й и 5-й загибы;
снимают заусенцы на ребрах скобы и опиливают концы лапок в размер.
Гибка двойного угольнина в тисках производится после разметки, вырубки заготовки, правки на плите и опиливания по ширине в заданный размер.
Подготовленную таким образом заготовку зажимают в тисках между угольниками-нагубниками и загибают первую полку угольника, а затем заменяют один нагубник бруском-подкладкой и загибают вторую полку угольника.
По окончании гибки концы угольника опиливают напильником в размер и снимают заусенцы с острых ребер.
Гибка хомутика.
После расчета длины заготовки и ее разметки в местах изгиба зажимают в тисках оправку в вертикальном положении.
Диаметр оправки должен быть равным диаметру отверстия хомутика.
При помощи двух плоскогубцев по разметочным рискам изгибают хомутик по оправке (работают вдвоем: один держит плоскогубцы, а второй — наносит удары).
Окончательное формирование хомутика выполняют по той же оправке металлическим молотком, а затем на правильной плите.
Во избежание вмятин и забоин от ударов между молотком и деталью прокладывают кусок железной полосы.
Гибка ушка круглогубцами.
Ушко со стержнем из тонкой проволоки изготовляют при помощи круглогубцев.
Длина заготовки должна быть на 10-15 мм больше, чем требуется по чертежу.
Удерживая заготовку за один конец, второй изгибают, постепенно переставляя круглогубцы в местах изгиба.
После того как ушко будет загнуто соответственно заданным размерам, ему придают нужную форму при помощи плоскогубцев.
После этого лишний конец стержня удаляют кусачками.
Гибка втулки.
Последовательность переходов при гибке цилиндрической втулки описана ниже.
Допустим, требуется из полосовой стали на круглых оправках изогнуть цилиндрическую втулку.
Сначала определяют длину заготовки.
Если наружный диаметр втулки 20 мм, внутренний 16 мм, то средний диаметр будет равен 18 мм.
Тогда общую длину заготовки определяют по формуле I = 3,14⋅18 = 56,5мм.
Затем заготовку с оправкой зажимают в тисках так, чтобы изгибаемая часть была выше уровня губок тисков и через мягкие прокладки наносят по выступающей части удары молотком, загибая конец полосы на оправке так, чтобы полоса плотно прилегала к ее поверхности.
Затем заготовку с оправкой переставляют обратной стороной и ударами молотка загибают второй конец по оправке до плотного прилегания к оправке обеих плоскостей в стыке.
После освобождения заготовки качество гибки проверяют измерительной линейкой.
3. Механизация гибочных работ
Профили (полосовой, сортовой металл) с разными радиусами кривизны гнут на трехроликовых и четырехроликовых станках.
При выполнении гибки с роликов счищают накопившуюся грязь и протирают их чистыми тряпками.
Заготовку профиля алюминиевого сплава в процессе гибки смазывают густым маслом.
Профили с большим радиусом гибки получают на трехроликовом станке в несколько переходов.
Профили, имеющие форму кругов, спирали или другой кривизны, изготовляют на четырехроликовых станках.
1,
| Copyright avtomeh.ucoz.net © 2022 |
Примеры работ по гибке заготовок
В том, что наши мастера справляются с гибкой листа 6 метров без труда, вы убедитесь, если посмотрите образцы гнутого проката и изделий из него в разделе “Примеры работ”. Наша галерея регулярно пополняется новыми образцами. Оценив фото и видео к статье, вы на живом примере убедитесь, что лучше несколько раз согнуть, чем пару раз сварить.
Гибка листового металла в Москве
Особое значение гибка металла 6 метров имеет для столицы, в которой активно развиваются все виды промышленности — от тяжелой до легкой. Московские производства предъявляют к гнутым заготовкам повышенные требования: им нужен прокат высокого качества, полностью совпадающий по пропорциям с чертежами. Эту задачу можно решить только на автоматическом оборудовании. Наши станки отличаются не только точностью, но и большой производительностью.
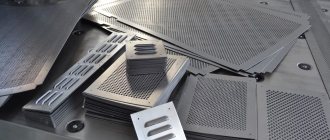
Результат пробивки и гибки листового металла
Гибка металла до 6 метров — не единственная операция, которую можно выполнить для такого габаритного проката. Кроме нее существуют пробивка, вырубка, резка. Да и сама гибка может быть разной: например, совмещенной с растяжением (обычно используется для получения изделий с большим радиусом). Результатом всех этих действий становится уже не заготовка, а практически завершенная деталь, которая может использоваться в монтаже или сборке.
Лазерная резка и гибка оцинкованной стали, листов с порошковой покраской
Свои нюансы обработки есть у металла с оцинкованным покрытием, а также у окрашенного порошковым способом. Цинковый и полимерный слои обладают достаточной ударной прочностью и стойкостью к деформированию покрытия, но могут быть повреждены при механической резке. Поэтому для таких изделий обычно выбирают резку лазерным лучом, проходящую для металла с покрытием практически “безболезненно”.
ОБРАБОТКА МЕТАЛЛА ПЕРЕД ГИБКОЙ
Процесс обработки металлических заготовок перед гибкой разделяют на три вида:
- Панорамная деформация. В этом случае металл деформируют поступательным движением машины, натягивая верхней траверсой. Для проведения работ используются панорамировочные станки и гибочные установки.
- Завивка. Программируемое станочное оборудование продвигает верхнюю траверсу, выполняющую сгиб, особым типом панорамного хода. Такое оборудование не только направляют траверсу, но и устанавливают необходимый радиус.
- Штамповка. Название говорит само за себя. В процессе задействуются прессовочные аппараты: двухполозные горизонтальные, вертикальные с усиленным, или простым приводом.
Наши специалисты придерживаются следующей технологии подготовки к гибке металла:
- На начальном этапе специалисты определяются с точками и углами сгиба, размерами и сложностью необходимого металлоизделия;
- Исходя из необходимых размеров, перед гибкой металлический лист подвергается лазерной резке;
- Затем происходит зажим листа;
- На последнем этапе происходит уже непосредственно сама гибка;