Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
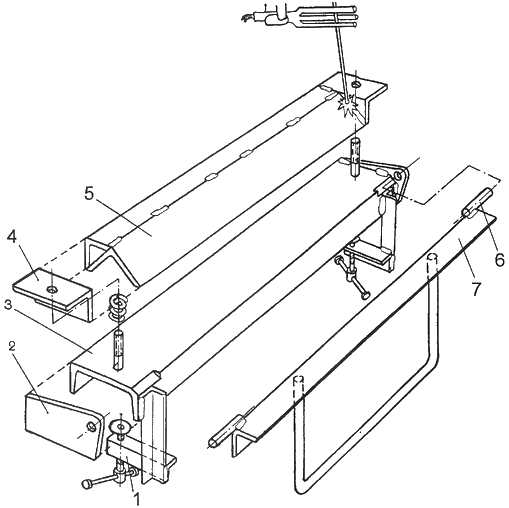
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
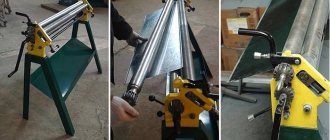
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Ручное оборудование предназначается для получения труб и прочих изделий из металлических листов толщиной до 1,5-2 мм.
Ручные станки небольшого размера, что дает возможность транспортировать их и использовать прямо на объекте, где ведется ремонт. А также надо отметить, что таким агрегатам не нужно электричество. По стоимости ручной станок на пол или на стол всегда дешевле электромеханического. Станочное оборудование для гибки листового металла с электромотором, оснащенным редуктором, наиболее эффективно в эксплуатировании. На таких станках работа проходит быстрее. Электромеханический станок монтируется стационарно в необходимом цехе предприятия и используется для обрабатывания металлических листов толщиной до 4 мм.
Гидравлика относится к тяжёлому классу. Такие станки требуются для создания труб и других конструкций в солидных промышленных масштабах на комбинатах:
- Энергомашиностроительных;
- Судостроительных;
- Машиностроительных.
По своему потенциалу гидравлика лучше механической и ручной конструкции в значительной степени. На ней реально самому изготовить трубы из металлических листов толщиной до 8 мм. Часто такое спецоборудование оснащается программным управлением.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
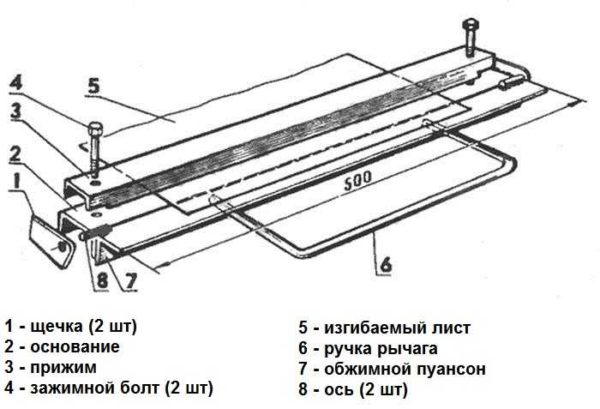
Чертеж гибочного станка для листового металла
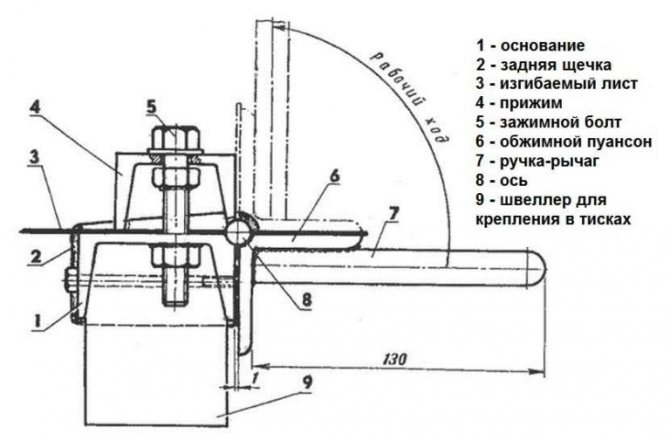
Листогиб — проекция сбоку
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли - Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли - К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины - К укосинам приварить гайку болта.
Привариваем гайку - Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем - Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи - К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры - К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы








Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности - На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).


Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Принцип работы станка для вальцовки металла
Главный узел станочного оборудования – литая станина. Она может быть стальной или чугунной. На станину устанавливается специальный деформационный механизм, который состоит из 3-4 вальцов. Обычно применяются трехвалковые. Два вальца не двигаются, вращение в процессе работы совершает третий.
Подвижные валы, помимо этого, могут двигаться по вертикали.
Валок сверху фиксируется на станине по схеме, которая позволяет быстро убрать его при надобности либо быстро настроить для изготовления труб с различным сечением. Регулирование этого элемента конструкции производится единым винтом «барашек».
Станок для вальцовки металла обладает длительным сроком службы
Если на рабочих вальцах есть канавки, на них можно гнуть:
Ручное станочное оборудование для гиба металла традиционно имеет 3 вальца, но есть вид трубогиба с 4 валками. А вот гидравлические станки всегда создаются с 4 валками.
Изготовление труб на любом агрегате достаточно простое:
- Зажим листа специальной рукояткой на станочном оборудовании между валом в середине и с краю.
- Прижим третьим валиком заготовки.
- Вращение валки вручную либо запуск двигателя.
Область применения
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс. Важно, чтобы материал был в необходимой мере пластичным.

Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Это интересно: Сверло по металлу: виды, маркировка, правила выбора, производители
Правила усиления профильной трубы
Без такого устройства, как оборудование для вальцовки труб, почти не обойтись в тех случаях, когда необходимо самостоятельно провести ремонт, при выполнении которого нужно будет использовать изогнутые трубы.
Для этого необходимо приобрести агрегат подобного типа или использовать самодельные профилегибы, конструкция которых довольно несложная.
Вопросом о том, как сделать станок для гибки металла, есть смысл задаться ещё и потому, что магазинные изделия дорогостоящие, поэтому их покупка (в особенности если они нужны только для использования дома) не всегда рациональна. Для того чтобы высококачественно сделать самодельные вальцовки, можно изучить теорию, просмотреть видеоролик на данную тему, но основное – прислушаться к советам тех, кто уже добился отличных результатов.

При использовании станка следует соблюдать правила техники безопасности
Естественно, чтобы соорудить свои вальцы, нужно:
- Обладать соответствующими знаниями;
- Иметь определенные навыки изготовления и применения различных техустройств;
- Подготовить чертежи и материалы.
Вальцы своими руками могут создаваться даже из подручных стройматериалов, которые почти всегда есть в любом гараже или мастерской дома. При этом такое оборудование, если все выполнить с учётом всех рекомендаций, будет работать не хуже, чем изделия из магазина.
Технические характеристики вальцов

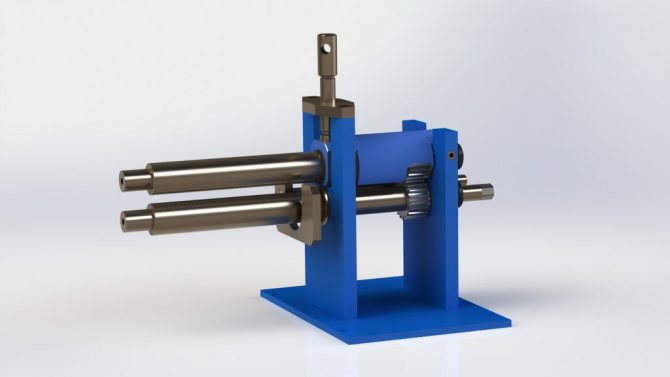
Пример ручной заводской модели станка
Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Наличие трех валов в конструкции является оптимальным. При установке дополнительных компонентов увеличивается степень нагрузки на ручной механизм привода, что является крайне нежелательным для самодельных моделей.
Изготовление оборудования своими руками
Сделать самостоятельно такое станочное оборудование сможет каждый.
Перед использованием станка для вальцовки металла следует посмотреть обучающее видео
Из каких стройматериалов и как можно это сделать:
- Первым делом надо взять каркас из труб либо гнутый металлопрофиль, который будет играть роль станины.
- Далее надо подготовить металлопрофиль П-формы (лучше всего для этого применить закаленную сталь) для создания вертикальной опоры станка.
- Деформирующий узел агрегата для вальцовки необходимо установить в открытой (сверху) части металлопрофиля. Закрепить его можно при помощи струбцины, на которой имеется резьба.
- Под станиной нужно закрепить низ металлопрофиля П.
- Далее надо взять передаточную цепь, без которой станок не будет функционировать, и монтировать её на звёзды. Надо очень хорошо натянуть цепь и провести проверку легкости её хода.
- Теперь надо монтировать ручку подачи и прикрепить к станине весь механизм, применив подшипники качения.
Станок готов. Важно правильно продумать в его конструкции особый механизм, который даст возможность проводить регулирование зазора между вальцами. Тогда получится обрабатывать металлы различной толщины. Можно сделать самостоятельно и наиболее сложные вальцы. Главное, подготовить чертежи станочного оборудования и соблюдать инструкцию.
Изучив чертежи самодельных станков, несложно сделать оборудование, которое идеальным образом подойдёт и поможет решить поставленные задачи.
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Составные части вальцов
Вальцовочное оборудование бывает двух типов:
- станки с нажимным валиком, чаще всего расположенным посередине;
- установки с инструментом, размещенным эксцентрично.
Первый тип применяют для вальцовки толстого металла. Второй вариант используется при деформировании заготовок не более 2,5 мм.
В рассматриваемом оборудовании существенным различием является взаимное расположение валков: симметричное либо асимметричное. Более универсальными являются асимметричные машины. Они используются не только для свертки цилиндров, но и для разнообразного оформления кромки.
На практике чаще применяется схема с тремя симметрично расположенными валками, так как при обслуживании она более технологична. Такого типа вальцовочный станок с внешним приводом имеет следующие узлы:
электродвигатель;- клиномерную передачу или редуктор;
- вал с размещенным на нем основным валком;
- боковые стойки с узлами из подшипников: в быстроходных вальцах используют подшипники качения, а для мощности оборудования — скольжения;
- два приводных нижних валка;
- станина с двумя опорными стойками;
- защитный кожух для приемки полуфабриката при работе станка;
- система управления вальцами.

Регулируются технологические параметры оборудования изменением величины зазора между валками. В ручных моделях это выполняется с помощью винтового или храпового механизма, в автоматических станках — программно.
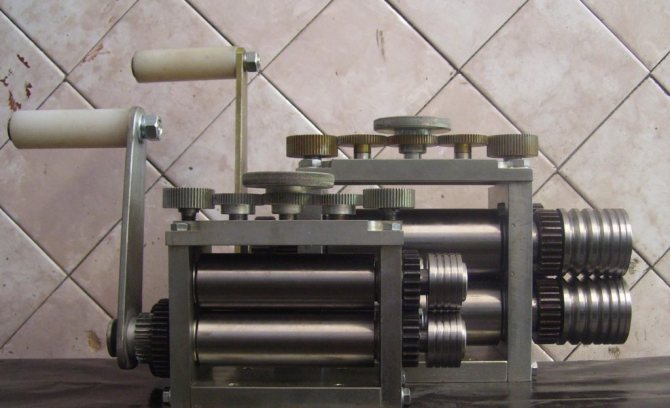
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Вальцы: принцип работы
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия. Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается, и он становится длиннее под воздействием высокой температуры металла и степени давления.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Это интересно: Кромкогиб ручной своими руками: чертежи, разновидности станка
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
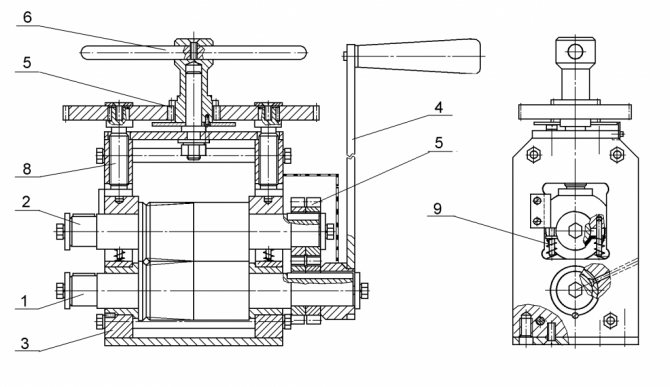
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
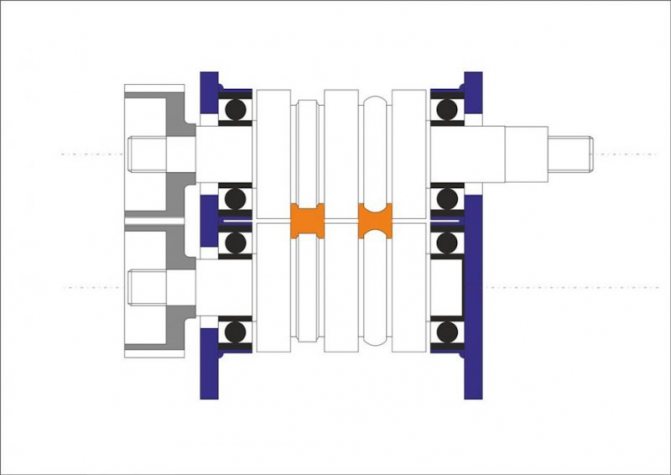
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.

Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
Станки по методике использования подразделяются на следующие категории:
- Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Виды вальцов для листового металла
Листоправильные станки для работы с металлическими заготовками могут быть разными, сфера их применения зависит от технических характеристик и спектра предполагаемых к решению задач:
- размеры и диаметр валов зависят от типа конструкции, в зависимости от этого будет меняться радиус возможного сгиба;
- длина валов определяет ширину заготовки, с которой можно работать за один раз;
- привод определяет толщину изделий, пригодных к обработке.
Многое будет зависеть и от конструкционных особенностей станков.

Например, для работы с изделиями необычных форм напрямую влияет возможность рабочих валов менять положение. Так что два одинаковых станка одной и той же фирмы могут быть диаметрально разными.
Станки разделяются между собой в зависимости от технологических возможностей и технических характеристик. Станки для работы с металлом можно разделить на несколько основных категорий:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
Первый тип самый простой. Основу их конструкции составляют два рабочих вала и жесткий каркас, валы располагаются параллельно друг под другом. Тот, что находится сверху, всегда вдвое меньше размером. Предпочтительнее в качестве материала для него использовать сталь.
Заготовка прижимается нижним валом и прокручивается, что и придает изделию нужную форму. Возможности сгиба металла формируются в зависимости от характера вращения валов, именно поэтому два одинаковых станка могут отличаться друг от друга с точки зрения эффективности. Регулируется станок механически, так что радиус изделия можно выставить заранее.
Чаще на таком станке обрабатываются цилиндрические конструкции, нежели конусные.

Второй тип можно разделить на симметричные и асимметричные. В работе предусматривается принцип обката листа заготовки вокруг одного из валов, который является основным в конструкции.
Электромеханические станки с тремя валами иногда носят название силовые, они более массивны по своей конструкции и имеют более высокий предел прочности в отличие от ручного привода. На таком оборудовании можно изготавливать изделия в масштабах промышленности. Для домашних мастерских такие конструкции подойдут для обработки меди или алюминия толщиной до 4 мм.

Четырехвалковые вальцовочные станки в конструкции предусматривают еще один вал в самом низу, который облегчает сгиб металла. Именно такой станок чаще всего используется для промышленной обработки. Здесь толщина заготовок может достигать 75 мм, форма может быть простой или геометрически сложной – точно воспроизвести получится одинаково и то и другое.
Числовое управление облегчает настройку и регулировку некоторых параметров в процессе производства изделия.
Это во всех отношениях профессиональный инструмент для работы с металлом.

Классификация вальцов по типу привода
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.

На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если вальцы собраны своими руками).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.

Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода. Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины. Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.

Промышленные вальцы с гидравлическим приводом