Механическое выравнивание изнутри
Использование данной технологии позволяет выровнять дефекты без покраски. В данном случае применяют вакуумные вытяжки и рычаги. Выравнивание вмятин на кузове автомобиля таким способом основано на перепаде давления. Работы состоят в том, что подходящий по размеру рычаг, то есть доходящий до дефекта, помещают в технологическое отверстие кузова автомобиля и надавливают на него, пока поврежденный участок не вернется в исходное состояние.
Возвращение материала в исходное состояние обычно сопровождается щелчком.
Давление нужно оказывать осторожно, чтобы не допустить выгибания металла в противоположную сторону. Если это произошло, участок можно выровнять фторопластовым отбойником.
Если вмятина расположена близко к отверстию кузова, то на нее можно оказать давление изнутри без использования рычага. Однако далеко не всегда кузов автомобиля поврежден вблизи технологических отверстий, и к дефекту бывает проблематично подобраться изнутри. В случае отсутствия такой возможности выравнивание повреждений осуществляют одним из рассмотренных далее способов.
Способы: вручную и механические, с нагревом и без
В зависимости от размеров могут использоваться для маленьких заготовок — ручные методы правки, для габаритных и тяжелых — применяется специальное механическое оборудование.

Правка крупногабаритной заготовки на специальном механическом оборудовании. Фото Подольский завод оборудования
Свойства некоторых материалов не позволяют убрать дефект заготовки методом холодной деформации, так как возможна потеря ее целостности. В таком случае помогает нагрев заготовки, увеличивающий способность заготовки к растяжению.
Оборудование для правки
Если данные переходы совмещаются с основными операциями деформирования (как часто бывает при горячей штамповке), то специального оборудования не требуется. Холодную правку металлических прутков или полос выполняют на . Они представляют собой машины горизонтального исполнения, которые работают по принципу ротационной штамповки.
Отличие заключается в том, что давления, создаваемые рабочими роликами, не должны превышать предела пластичности выправляемого материала. Такие машины функционируют в автоматическом режиме, а потому отличаются высокой производительностью. Аналогично правят и прутки, только профиль рабочих роликов в этом случае выполняется не плоским, а соответствующим сечению исходного материала.
Выправить объемные в плане заготовки можно и на прессах. Если удельное усилие не превышает 300 МПа, то применяются винтовые прессы с дугостаторным приводом серии Ф17__. Эффект достигается благодаря высокой скорости соударения плоского штампа (прикрепленного к ползуну) с изделием, которое требует правки. Поскольку распределение давления по всей поверхности одинаково, то одновременно на рабочей плите может находиться несколько одинаковых по габаритным размерам деталей. Это снижает трудоемкость операции.
Наиболее сложной и ответственной является правка деталей после холодного выдавливания. Поскольку деформационное упрочнение материала при этом весьма велико, то удельные усилия могут достигать предела пластичности, т.е. 600…800 МПа и даже более. Ударный характер нагрузки, создающейся винтовым прессом, не обеспечивает должного качества правки из-за инерции материала. Поэтому используются специальные прессы серий К82__ и К83__ с кривошипно-коленным рабочим механизмом. Особенность схемы такого пресса — в возможности обеспечить выдержку детали (до 2…3 с) под давлением при крайнем нижнем положении ползуна оборудования. В результате внутренние напряжения преодолеваются, а деталь выравнивается.
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
Общие правила ТБ при гибке металла
Главное условие обеспечения безопасности при гибке металла – применение исправных инструментов, приспособлений и оборудования, правильная организация рабочего места, выполнение инструкций по ТБ.
В состав правил при гибке металла входит:
- Обеспечение допуска к работам только при наличии необходимой квалификации, теоретических знаний и практических навыков. К ручной и механизированной гибке металла допускаются работники, прошедшие курс обучения и успешно сдавшие квалификационный экзамен, не имеющие медицинских противопоказаний. Для допуска также необходимо пройти вводный, первичный или плановый (внеплановый) инструктаж по технике безопасности. При работе на новом оборудовании, требуется изучить его, при необходимости обратиться за разъяснениями.
- Соблюдение режима труда и отдыха. При выполнении работ необходимо делать перерывы в назначенное время, курить и обедать в специально отведенных для этого местах.
- Контроль исправности инструмента. Для гибки требуется оборудование и приспособления без трещин, наклепа, других дефектов. Инструменты необходимо применять только по назначению, применение приспособлений и оборудования, не предназначенного для конкретных технологических операций, запрещено.
- Применение средств индивидуальной защиты. Работы по гибке металла нужно выполнять в рукавицах, спецодежде, защитных очках. Хранить СИЗ необходимо в специально отведенных местах.
- Знание и выполнение порядка действий при возникновении несчастного случая или аварии. При этом следует остановить работу, выключить оборудование, сообщить руководителю. При несчастном случае требуется оказать первую помощь пострадавшему, вызвать «скорую» или обеспечить доставку в медицинское учреждение.
Знание и выполнение инструкций и руководств по ТБ при гибке металла – обязательное требование трудовой дисциплины. За невыполнение предусмотрены различные меры ответственности – от устных замечаний, до увольнения и уголовного преследования.
Выправление вмятины магнитом
Нужно отметить, что данная технология подходит для выпрямления лишь небольших повреждений. Как выровнять металл на машине без шпаклевки? В процессе работы магнит перемещают по поверхности поврежденного участка от краев к центру вмятины, натягивая его на себя.
Во избежание повреждения лакокрасочного покрытия под магнит следует подложить мягкую ветошь.
Внешнее выравнивание по клеевой технологии
Этот метод называют также вакуумным, а суть данной технологии состоит в вытягивании вмятины пистоном, закрепленным на поврежденном участке кузова с помощью клея. Однако возможно использование и непрофессиональных приспособлений, представленных присосками. Аппликатор закрепляют при помощи клея на поврежденном месте кузова.
По завершении его высыхания центральную точку вмятины вытягивают мини-лифтером. Присоску применяют по тому же принципу.
Данным способом можно исправить дефект, но не устранить ее полностью. К тому же не рекомендуется использовать такую технологию для выравнивания деталей с трещинами, так как возможно отслоение металла.
В целом, клеевой метод выпрямления вмятин считают одним из наиболее простых и быстрых.
Листоправильные машины для листового металла
На металлопрокатных производствах, а также в машиностроительной сфере и на предприятиях, которые занимаются изготовлением комлект-деталей для различного промышленного, научного и медицинского оборудования, для правки листового металла применяются вальцы листоправильные. Данные устройства модернизированы в соответствии со временем для точной и быстрой обработки металлических заготовок листового типа.
Устройство вальцов листоправильных
Вальцы листоправильные представляют собой два связанных между собой механизма – рабочая зона и привод устройства. Общая конструкция оборудования для правки листового металла складывается из двигателей, станин и валков цилиндрического типа, которые размещены в шахматном, двухъярусном порядке в подшипниках. Подшипники закреплены в станине оборудования.
Один из электромоторов оборудования, укомплектованный редуктором, при осуществлении рабочего процесса задает вращательное движение нижней валковой части привода.
Другой электродвигатель при помощи шестеренчатого механизма поднимают и опускают верхнюю валковую часть приводного устройства.
Вальцы листоправильные по своей конструкции оснащены двумя специальными рабочими столами, которые называются рольгангами.
Передний рольганг служит для подачи металлический листов в вальцы, а задний обеспечивает поддержание изделия после обработки, на выходе. Пропуская между валками лист металла, его подвергают выправлению способом многократного сгибания. Если состояние заготовки имеет масштабные деформированные нарушения, то изделие пропускается через вальцы многоразово.
Принцип действия вальцов листоправильных
При запуске станка валы шестеренной клетки передают направляющее движение на валки, осуществляющие процесс правки изделия. Передающее движение осуществляется при помощи шпинделей шарнирного типа.
Шарнирные шпиндели в устройстве вальцы листоправильные способны, благодаря своему уникальному соединению, проворачиваться во всех плоскостях. В отличие от верхних валок, которые установлены в передвижном траверсе, нижний вальцовый ряд имеет неподвижную ось, закрепленную в стойках станины устройства.
Положения подвижного траверса регулируется через панель управления с индикаторным устройством.
Правильно организованный процесс правки металлических листов на таком оборудовании, как вальцы листоправильные, весомо сказывается на эффективности и качестве проводимых с металлом работ.
Поэтому для усовершенствования и оптимизации рабочего процесса оборудование оснащено центрирующим устройством, работающим по принципу пневматических систем.
Подъемно-съемные операции во время работы правильных вальцов осуществляют при помощи специальных листоукладчиков с магнетическими свойствами.
Вальцы листоправильные- оборудованиене из дешевых.
Поэтому для приобретения устройств необходимо выбирать лишь проверенного множеством положительных рекомендаций поставщика, который сможет обеспечить доставку оборудования, что соответствует всем требованиям, в максимально кратчайшие сроки.
Кроме доставки оборудования в зону дальнейшей стационарной эксплуатации, стоит заранее обговорить условия установки станков и дальнейшего технического обслуживания на срок, указанный в гарантийном талоне.
Для различных предприятий существуют определенные виды листоправильных вальцов. Они отличаются между собой по уровню производительности, размерам и комплектам дополнительного оборудования. Соответственно, для частной кузнечной мастерской можно подобрать станок, стоимость которого будет значительно меньше от стоимости оборудования, необходимого для крупно-конвейерного производства.
| Обработка металлических изделий гальваническим методом является одним из наиболее распространенных и востребованных способов нанесения покрытий. С его помощью… |
| На сегодняшний день пакетировочные прессы для переработки металлолома обладают достаточно высокими характеристиками и способны перерабатывать большое количество лома, даже… |
| Станки для гибки арматуры – незаменимая вещь для строительных организаций и промышленных предприятий. Стальную арматуру используют в качестве основного армирующего материала, в связи с чем, она пользуется большой популярностью при возведении различных инженерных конструкций и зданий… |
| Начальным элементом, с которого собственно начинается весь процесс на оборудовании для изготовления металлического профиля, является размоточное устройство. Именно на него укрепляется… |
| Принцип работы правильно отрезного автомата выглядит следующим образом. Изначально машина запускается, работа автомата осуществляется за счет электрического двигателя. Через передачу клиномерного типа… |
| Рабочий процесс изготовления пружины на пружинонавивочном автомате предполагает наличие таких основных этапов, как начальная подготовка материала для изготовления изделия пружинного типа. Затем после того, как материал… |
Шабрение абразивными материалами
Для сверхтонкого выравнивания при толщине снимаемого слоя до 0,0001 мм используют притирку абразивными материалами вручную или на станках. В процессе притирки применяются два вида абразивов:
Твёрдые абразивы используют для притирки чугунных и стальных деталей. Мягкие абразивы – для деталей из меди, алюминия, олова и других мягких металлов.
По способу выполнения притирка бывает:
Правила шабрения
Ручная абразивная обработка выполняется с помощью специального инструмента под названием притир.
В зависимости от очертания обрабатываемой поверхности, шабровочные притиры могут быть:
- плоскими;
- цилиндрическими;
- призматическими и т. д.
Притирочный инструмент изготавливают из дерева, металла, стекла, бронзы и других материалов.
Процесс нанесения абразивных материалов на притир называют шаржированием.
Механическая притирка выполняется на специальных притирочных либо обычных токарных станках, оборудованных притирочными насадками. Одной из разновидностей механической притирки является пескоструйная обработка.
Что нужно править
Листовой металл: технология, в чем особенность и другие важные моменты
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
Технология отличается инструментом, выбор которого регламентируется толщиной листа. Тонкие листы, толщина которых измеряется десятыми долями миллиметра, не стоит править с помощью молотков ударным способом. Высока вероятность пробить поверхность насквозь. Здесь следует воспользоваться специальными брусками, которыми проводят по поверхностям листа с обеих сторон.
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо. Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку. Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Полезное видео
Посмотрите, как операция выполняется вручную.
И как это делается с помощью промышленного оборудования.
Цветной и черный металл
Из всего многообразия черных и цветных металлов технологической операции правка могут подвергаться только металлы с хорошими пластическими свойствами. Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Полосовая сталь
Дефекты, которые исправляются правкой, на полосовой стали:
- полоса, имеющая изгиб в плоскости;
- полоса, имеющая изгиб по ребру;
- скрученная полоса;
- в полосе имеются все виды дефектов.
Правка металла
Сортовая, фасонная и листовая сталь, из которой изготовляют, различные детали или заготовки, иногда бывает погнута или покороблена. Чтобы устранить эти дефекты, перед обработкой металла выполняют операцию, которая называется правкой.
Правку металла производят в холодном или нагретом состоянии.
При правке в холодном состоянии полосовую, квадратную, круглую и угловую сталь закрепляют в стуловых тисках у места погнутости и вручную выпрямляют погнутые места, выгибая их в направлении, обратном погнутости, а затем выравнивают металл молотком на наковальне или плите.
Сталь выравнивают на наковальне ударом широкого бойка молотка по выпуклым местам, переворачивая материал с одной стороны на другую до тех пор, пока он не станет ровным. Прямолинейность стали проверяют на глаз.
Сила удара зависит от степени искривления и толщины материала. При большом искривлении или значительной толщине материала вначале наносят более сильные удары, по мере выпрямления материала удары ослабляют. Наносить очень сильные удары не следует, так как материал будет расплющиваться и коробиться.
Если полосовая сталь изогнута по узкой кромке, то изогнутую часть укладывают широкой стороной на плиту, затем, прижав сталь к плите левой рукой, правой наносят удары бойком молотка по широкой стороне изогнутой части, сначала сильные, по вогнутой кромке, затем постепенно ослабляя удары, выравнивают выпуклую кромку полосы.
При правке угловой стали, если полоса выгнута в сторону ребра, полосу укладывают полкой на плиту и наносят удары молотком по ребру; если полоса выгнута в сторону полки, полосу укладывают на край плиты или наковальни и наносят удары по полке, постепенно выправляя полосу угловой стали.
Металлические листы правят вручную. Тонкие листы укладывают на плиту выпуклостью вверх. Удары молотком наносят, начиная от края выпуклости к середине. По краям выпуклости удары наносят слабее, а к центру их усиливают.
Толстые листы правят кувалдой в горячем или холодном состоянии так же, как и тонкие.
При правке в горячем состоянии лист нагревают в печи или на горне до 600-700 °С (красное каление).
Для предохранения рук от ушибов при правке металла необходимо надевать рукавицы, пользоваться исправным инструментом и прочно удерживать выправляемый материал на плите или наковальне.
Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки — волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится гораздо легче, впрочем это справедливо и в отношении других видов его пластического деформирования, например, гибки.
В домашних условиях правку нужно производить на наковальне или массивной плите из стали или чугуна. Рабочая поверхность плиты должна быть ровной и чистой. Для того чтобы шум от ударов был менее громким, плиту следует устанавливать на деревянном столе, с помощью которого, кроме того, можно выравнить плиту так, чтобы она находилась в горизонтальном положении.
Для правки необходим специальный слесарный инструмент. Нельзя производить правку любым молотком, который есть под рукой: металл может не только не выправиться, но и приобрести еще большие дефекты. Молоток должен быть изготовлен из мягкого материала — свинца, меди, дерева или резины. Кроме того, нельзя править металл молотком с квадратным бойком — он будет оставлять на поверхности металла следы в виде забоин. Боек молотка должен быть круглым и отполированным.
Кроме молотков, применяются деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
Не стоит, наверное, напоминать, что правку (рихтовку) металла нужно производить в рабочих рукавицах независимо от того, сложная работа или нет, большая заготовка или маленькая и сильно ли она искривлена.
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, подлежащей устранению. Изогнутые места необходимо отметить мелом, так гораздо легче наносить удары молотком, чем ориентируясь только на заметную глазом кривизну.
Отрасль металлургии активно развивается, одной из самых востребованных и распространенных техник в данной сфере является гибка и правка металла
Оснастка для выполнения рихтовки/правки
Ручная правка/рихтовка металлических листов и изготовленных из них элементов конструкции осуществляется при помощи молотков на специальной оснастке – рихтовальных бабках, а также правильных плитах.
Рихтовальные бабки
Для изготовления этих приспособлений используются стальные сплавы, подвергнутые термообработке. Рабочая поверхность рихтовальной бабки бывает:
в виде плоского круга на цилиндрическом основании, радиус которого (обозначение R) колеблется в диапазоне 150 мм≤R≤200 мм:
сферической. Это – боковая поверхность усеченного по плоскости симметрии и по краям цилиндра.
Также в домашних мастерских в качестве рихтовальной бабки часто используется железнодорожный рельс, обрезанный до длины от 0,5 м до 1 м. Его удобно перемещать по плите. Кроме того, рельс не подвергается деформации и остается, практически, неподвижным, когда по обрабатываемой детали наносятся удары молотком.
Правильные плиты
Правильные плиты выпускаются в двух модификациях.
Материал изготовления – чугун. Исполнение – конструкция с боковыми ребрами либо сплошная.
Материал изготовления – сталь.
Плита должна обладать большим весом и характеризоваться достаточной устойчивостью, чтобы удары молотка не вызывали ее сотрясение. Что же касается требований к состоянию ее поверхности, то они стандартны: она должна быть идеально ровной, и без присутствия посторонних частиц в виде грязи и остатков металлических осколков, мешающих получить качественный результат рихтовочных работ.
Устанавливать плиты нужно на подставках. Они могут быть и металлическими, и деревянными. Но самое главное, чтобы эти подставки обеспечивали помимо устойчивости еще и требуемую горизонтальность. Для удобства выполнения рихтовки нужно, чтобы вокруг плиты имелось достаточно пространства.
Существует еще один интересный вариант такой оснастки. В качестве материала изготовления плиты правильной выступает плотная резина со множеством небольших выступов, скорее, даже, бугорков с одинаковой высотой. Под воздействием ударов металл сам определяет свое место. В результате наблюдается значительное возрастание производительности процесса рихтовки, если сравнивать с использованием обычной правильной плиты, изготовленной из стали.
Молотки
К молоткам, используемым для правки, предъявляется следующее ключевое требование: они должны быть более мягкими, чем материал обрабатываемой заготовки. Ввиду этого, для рихтовки листовой стали обычно используется ударный инструмент со свинцовыми либо медными бойками. Причем, эти элементы должны характеризоваться закругленной формой. Боек квадратной конфигурации при ударе оставит на металлической пластине забоины. Когда же предстоит обрабатывать мягкие металлы или цветные сплавы, применять необходимо молотки, оснащенные бойками из резины либо дерева.
Удобство работы будет обеспечено при соотношении веса ударного инструмента и этого же параметра правильной плиты, равным 1:100.
Как выпрямить лист металла
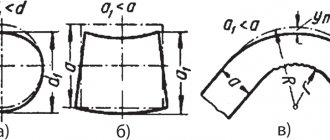
Сложность правки листового металла зависит от того, какого типа дефект имеет лист – волнистость кромки, или выпуклость, или вмятину в середине листа, или то и другое одновременно (рис. 15).
Рис. 15. Приемы правки листового металла: а – при деформированной середине листа; б – при деформированных краях листа; в – с использованием деревянной гладилки; г – с использованием металлической гладилки.
Во время правки выпуклости нужно наносить удары, начиная от края листа по направлению к выпуклости (рис. 15 а, б).
Наиболее распространенная ошибка заключается в том, что самые сильные удары наносятся по тому месту, где выпуклость наибольшая, а в результате на выпуклом участке появляются небольшие вмятины, которые еще более осложняют неровную поверхность. Кроме того, металл в таких случаях испытывает очень сильную деформацию на разрыв. Поступать нужно как раз наоборот: удары должны становиться слабее, но чаще, по мере того как правка приближается к центру выпуклости. Лист металла нужно постоянно поворачивать в горизонтальной плоскости, чтобы удары равномерно распределялись по всей его поверхности.
Если лист имеет не один выпуклый участок, а несколько, нужно сначала свести все выпуклости в одну. Для этого наносят удары молотком в промежутках между ними. Металл между выпуклостями растягивается, и они объединяются в одну. Затем нужно продолжать правку обычным способом. Если середина листа ровная, а края искажены волнами, то последовательность ударов при правке должна быть противоположной: их следует наносить, начиная от середины, продвигаясь к изогнутым краям (рис. 15, б). Когда металл в середине листа растянется, волны на его краях исчезнут.
Очень тонкие листы невозможно править даже молотками из мягкого материала: они не только оставят вмятины, но могут и порвать тонкий металл.
В этом случае для правки применяют бруски-гладилки из металла или дерева, которыми лист выглаживают с обеих сторон, периодически его поворачивая. Качество правки можно проконтролировать с помощью металлической линейки.
Тот, кто брался за правку стального листа, знает, что это работа достаточно трудная: пока выправляешь один изгиб, на листе появляются другие. Однако этого можно избежать и тем существенно облегчить работу. Стальной лист нужно уложить для правки не на гладкую плиту, как это обычно делается, а на плиту-подкладку со множеством мелких затупленных бугорков, равномерно расположенных на ее поверхности. В этом случае качество работы должно повыситься, а трудоемкость – снизиться. Металл под ударами резинового молотка будет как бы сам искать свое место. При этом на листе образуются едва заметные волны, при шпатлевке и покраске они станут заполняться и способствовать тому, что шпатлевка и краска будут держаться на металле очень крепко. Неровности после покрытия металла совершенно незаметны. Единственная сложность – как изготовить требующуюся плиту-подкладку. В домашних условиях ее действительно изготовить трудно: бугорки обычно получают, прорезая на гладкой плите большое число взаимно пересекающихся и расположенных близко одна от другой канавок. Сделать это можно на строгальном или фрезерном станке, поэтому, если есть такая возможность, лучше ею воспользоваться.
Правка и гнутье металла
Правкой листового материала в слесарном деле называют процесс выравнивания изогнутых или имеющих местные вмятины и перегибы металлических листов, заготовок и деталей. При помощи правки выпрямляют также полосовой и прутковый металл, металлические трубки, проволоку .
Правку производят вручную на гладкой стальной плите (рихтовочной плите) или
Правка (выпрямление) металла
:
наковальне. Для правки деталей небольшой величины можно воспользоваться отрезком стальной двутавровой балки или балки корытного сечения (швеллер).
Поверхность плиты, на которой производится правка, должна представлять собою плоскость и не иметь выбоин и вмятин.
Правку листового металла. и деталей большой толщины производят слесарными молотками. Листы толщиной до 1 мм правят киянками, а совсем тонкие проглаживают правильными брусками из твердой древесины или стали. Тонкую фольгу правят, разглаживая ее на листе бумаги пальцем или комком ваты.
Бойки молотков и киянок, применяемых для правки, должны быть ровными и гладкими. При правке деталей и листов из мягких цветных металлов часто применяют свинцовые и алюминиевые молотки.
Листовой металл при правке укладывают на плиту выпуклостью или складкой вверх. Удары молотком или киянкой наносят сначала по краям листа, затем все ближе к .центру выпуклости. При этом по краям выпуклости удары должны быть сильнее.
Листы мягкого цветного металла — алюминия, меди, латуни, чтобы на их поверхности не оставалось следов от ударов молотком или киянкой, при правке часто покрывают куском картона.
Правку (выпрямление) проволоки производят обычно волочением: проволоку зажимают между двумя деревянными брусками и протягивают один-два раза. Тонкую проволоку для ее выпрямления достаточно протянуть, сильно натягивая, вокруг какого-либо кругло-^ го металлического стержня или деревянного бруска, например дверной ручки, зажатого в тисюи зубила и т. п. Толстую стальную проволоку, так же как прутковый металл, правят на стальной плите ударами молотка или киянки.
Выравнивание металлического листа, что бы он стал ровным
ИмхоДом › Форумы › руки из плечей › Выравнивание металлического листа, что бы он стал ровным
- В этой теме 10 участников и 13 ответов.

Имеется лист металла 2 мм — 1,5 х 2 м. С погнутостями и искривлением в нескольких местах.
Простая рихтовка молотком ничего не дает — остаются следы, да и сам лист в общем контексте кривится в другую сторону
Есть ли какой-нибудь домашний хитрый способ, типа имитации вальцов, что б вернуть листу заводскую прокатную ровность?
- Богашево
Очень маловероятно. С внешней стороны металл вытянулся и назад его не сожмёшь. Если только прогреть место изгиба докрасно и рихтануть через прокладку. Потеря свойств, окалина и т.д. Надо пробовать.
- Томск
Оборудование и инструменты: на вальцах, прессах и не только
Для ручной правки основными инструментами являются правильные плиты, наковальни, рихтовальные бабки, которые выступают в качестве базовой поверхности для заготовок.
Для приложения усилия к месту правки применяют различные виды молотков. Для листовой и полосовой стали с черновой обработкой поверхности применяют молотки из углеродистой стали с круглым бойком, который в отличие от квадратного, не оставляет вмятины на поверхности. Обработанные поверхности правятся деревянными киянками или молотками с мягкими вставками (из медных или алюминиевых сплавов). При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.

Вальцы гидравлические STALEX HER-2070×4.5. Фото Сталекс
В производственных условиях, где широко применяется прокат в виде листов, полосы, прутков и других разнообразных профилей, применяется оборудование для правки заготовок. В зависимости от размеров и формы заготовок можно выделить несколько видов.
- Правильные прессы с механическим или более мощным гидроприводом. На этом оборудовании правят крупный прокат: круглый, квадратный, швеллера и другой профиль, включая трубы диаметром до 300 мм. Правку толстых листов и полос выполняют на специализированных гидравлических прессах.
- Роликовые правильные машины, использующиеся для работы с мелким и средним профильным прокатом. Роликовые листоправильные машины исправляют дефекты листов и полос небольшой толщины.
- Растяжные правильные машины. Применяются для правки листов из специальных сплавов и цветных металлов.
- Ротационные косовалковые машины. Применяются для правки труб и прутков от простой формы профиля до сложной.