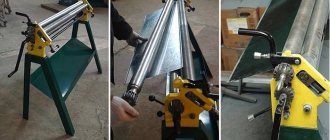
Ножницы гильотинные, кривошипные НК3418 выпускаются с автоматической установкой зазора между ножами и механизированным задним упором, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику установленному на лицевой стороне ножниц. Ножницы серии надежны в работе, просты в эксплуатации, несложны в ремонте. Обеспечивают высокую точность отрезаемых заготовок, деталей. Система смазки и электрооборудования позволяет их эксплуатацию в условиях низких температур, что невозможно при работе на гидравлических ножницах. Ввиду отсутствия подтекания масла, как это бывает при работе на гидравлических ножницах, обеспечивается чистота рабочей зоны ножниц.
Ножницы НК3418 являются ножницами нового поколения с принципиально новой конструкцией и кинематической схемой. Назначение и область применения: Кривошипные листовые ножницы с наклонным ножом НК3418 предназначены для резки листового металла с пределом прочности 500МПа и с наибольшими размерами поперечного сечения 6,3х2000мм. Возможна также разрезка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание разрезаемого листа. Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии «НД», за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
- Ножницы гильотинные НК 3418 предназначены для резки листового проката на полосы.
- Ножницы НК3418 предназначены для использования в различных отраслях промышленности, где производится резка листового проката.
- Ножницы НК3418 поставляются в климатическом исполнении УХЛ4 по ТУ 3828-012-69398252-2012.
Сведения о производителе гильотинных ножниц НК3418
Изготовителем ножниц НК3418 является Стрыйский завод кузнечно-прессового оборудования.
В настоящее время производит ПАО «Кувандыкский Оренбургская обл., г. Кувандык
Станки, выпускаемые Стрыйским заводом КПО
- НД3314г
ножницы кривошипные листовые гильотинные 1600 х 2,5 - НД3316г
ножницы кривошипные листовые гильотинные 2000 х 4,0 - НД3318г
ножницы кривошипные листовые гильотинные 2000 х 6,3 - НК3416
— ножницы кривошипные листовые гильотинные 2000 х 4,0 - НК3418
— ножницы кривошипные листовые гильотинные 2000 х 6,3
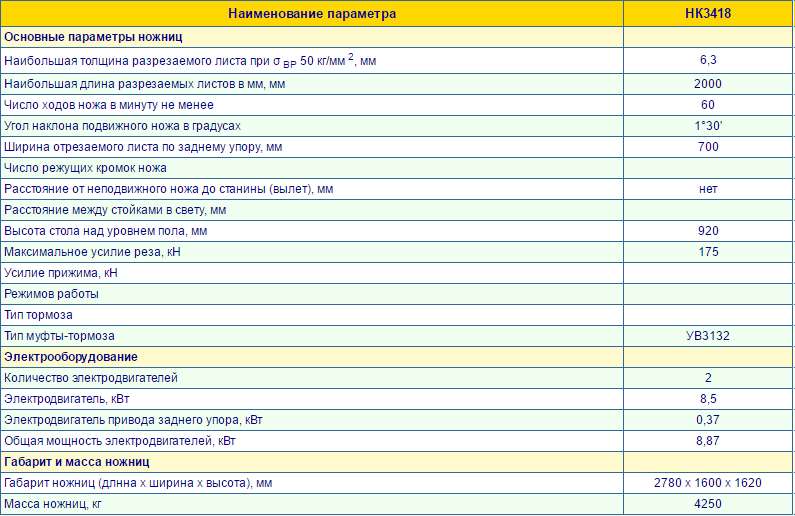
Технические параметры
При выборе оборудования следует уделить внимания на технические характеристики. К ним относятся:
- Максимальный показатель толщины листового металла составляет 6,3 миллиметров.
- Максимальный показатель ширины разрезаемого листа 2 000 миллиметров.
- Максимальный показатель длины листа до упора 1 000 миллиметров.
- Мощность установленного двигателя составляет 8,5 кВт.
- Ножницы НК3419 имеют массу 4250 килограмм.
Вышеприведенные моменты определяют возможность применения оборудования в разных ситуациях.
Спецификация составных частей ножниц НК3418
| № | Наименование параметра | НК3414 | НК3416 | НК3418 |
| 1 | Пульт управления | НК3418-93-001 | НК3418-93-001 | НК3418-93-001 |
| 2 | Упор боковой | НД3316Г-35-001 | НД3316Г-35-001 | НД3316Г-35-001 |
| 3 | Упор боковой | НД3316Г-35А-001 | НД3316Г-35А-001 | НД3316Г-35А-001 |
| 4 | Механизм удержания ножевой балки | НК3414-75-091 | НК3416-75-001 | НК3418-75-001 |
| 5 | Указатель положения ножевой балки | НК3414-74-001 | НК3416-74-001 | НК3418-74-001 |
| 6 | Освещение | НК3418-76-001 | НК3418-76-001 | НК3418-76-001 |
| 7 | Упор угловой | НК3418-37-001 | НК3418-37-001 | НК3418-37-001 |
| 8 | Упор задний | НК3414-34-001 | НК3416-34-001 | НК3418-34-001 |
| 9 | Механизм реза | НК3414-31-001 | НК3416-31-001 | НК3418-31-001 |
| 10 | Датчики заднего упора | НК3418-39-001 | НК3418-39-001 | НК3418-39-001 |
| 11 | Поддерживатель листа | НК3414-38-001 | НК3418-38-001 | НК3418-38-001 |
| 12 | Привод заднего упора | НК3414-24-001 | НК3416-24-001 | НК3418-24-001 |
| 13 | Решетка | НК3414-72-001 | НК3416-72-001 | НК3418-72-001 |
| 14 | Упор передний | НК3418-36-001 | НК3418-36-001 | НК3418-36-001 |
| 15 | Смазка | НК3414-81-001 | НК3416-81-001 | НК3418-81-001 |
| 16 | Станина | НК3414-11-001 | НК3416-11-001 | НК3418-11-001 |
| 17 | Пневмооборудование | НК3414-41-001 | НК3416-41-001 | НК3418-41-001 |
| 18 | Привод | НК3414-21-001 | НК3416-21-001 | НК3418-21-001 |
| 19 | Установка муфты-тормоза | НК3414-23-001 | НК3416-23-001 | НК3418-23-001 |
| 20 | Редуктор | НК3414-22-001 | НК3416-22-001 | НК3418-22-001 |
| 21 | Электрооборудование | НК3414-91-001 | НК3416-91-001 | НК3418-91-001 |
Пульт управления гильотинными ножницами НК3418
Пульт управления гильотинными ножницами нк3418
Перечень органов управления на пульте ножниц НК3418
- Переключатель — выключение освещения линии реза
- Пуск главного электродвигателя
- Ручное управление муфтой-тормозом
- Стоп автоматических ходов
- Включение привода заднего упора назад
- Включение привода заднего упора вперед
- Общий стоп
- Маховик ручного проворота привода заднего упора
- Эксцентрик установки исходного зазора между ножами
- Педаль электрическая управления ножницами
- Переключатель управления
- Переключатель режимов работы
- Вводной автомат
- Главная
- Каталог
- Ножницы гильотинные
- Механические гильотины
- Ножницы гильотинные гильотина НК3418
Ножницы гильотинные гильотина НК3418
Ножницы гильотинные гильотина НК3418 — Вега-Пром

Купить В корзине
670 000 руб.
Артикул: 110416
Ножницы НК3418 или НК 3418 имеют автоматическую установку необходимой величины зазора между ножами и усилия прижима, пропорционального усилию реза,
в зависимости от толщины листового материала и способны не только сандартный лист 6х2000, но и размер 6,3х2000.
Гильотина НК3418 состоит из трех кинематических сборочных единиц: главной кинематической цепи, заднего упора и поддерживателя тонкого листа.
Все единицы конструкции имеют индивидуальные приводы движения и автономное управление. Все сборочные единицы и агрегаты гильотинных ножниц НК3418 установлены на станине цельносварной конструкции. Последняя включает в себя две стойки, стол, траверсу и стяжку. В стойках установлен главный вал. Главный привод установлен на траверсе. Вращение электродвигателя на эксцентриковый вал выполняется через клиноременную передачу и цилиндрический редуктор, состоящий из двух ступеней зубчатой передачи.
Механизм реза установлен в проушинах станины на эксцентриковых осях и имеет две балки — прижимную и ножевую. В прямолинейных направляющих прижимной движется ножевая балка. Обе балки связаны между собой рычажной системой, соединенной с приводом ножниц.
Гильотина НК 3418 способна работать в нескольких режимах: автоматическом, наладочном, также возможны одиночные ходы, ручной поворот, что позволяет легко резрезать листь металла шириной 6Х2000 мм.
| Параметр | Значение |
| Наибольшие размеры разрезаемого металла, мм толщина ширина | 6,3 2000 |
| Количество резов в минуту | 60 |
| Число режущих кромок ножа | 4 |
| Угол наклона подвижного ножа | 1°30′ |
| Наибольшая длина отрезаемой полосы при работе с задним упором, мм | 700 |
| Наибольшее усилие реза, кН | 175 |
| Мощность электродвигателя, кВТ | 8,5 |
| Габаритные размеры, мм длинна ширина высота | 2760 1475 1590 |
| Масса, кг | 3200 |
Базовая комплектация НК3418
- ножницы в сборе;
- педаль управления;
- паспорт;
- руководство по эксплуатации;
- ЗИП (зап.части инструмент принадлежности).
Дополнительное оборудование НК3418
- лазерный указатель линии реза;
- рольганг для подачи металла в зону реза (приводной и не приводной);
- откатная тележка (приводная и не приводная).
Похожие товары
- Ножницы гильотинные механические НА3216
Артикул: 110414Заказать
- Ножницы гильотинные кривошипные Н3318
Артикул: 110415
Заказать
- Ножницы гильотинные механические НГ13
Артикул: 110418
1 050 000 руб.
В корзину В корзине
- Ножницы гильотинные механические НГ 4х2500
Артикул: 110420
530 000 руб.
В корзину В корзине
- Ножницы гильотинные механические СТД 9А
Артикул: 110422
920 000 руб.
В корзину В корзине
- Ножницы гильотинные механические НА3221
Артикул: 110433
Заказать
- Индустриальное масло И 20А 20л
Артикул: 110521
Заказать
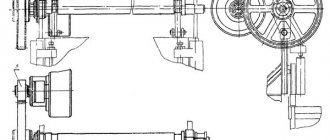
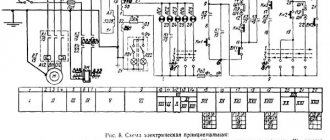
Описание кинематической схемы ножниц НК3418
Конструкция гильотинных ножниц НК3418 включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление:
- главная кинематическая цепь
- задний упор
- поддерживатель тонкого листа
Главная кинематическая цепь состоит из электродвигателя 1 (Ml), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связано с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
При включении электродвигателя M1 и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа). После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной „t» зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка начнет прямолинейное движение с точки С. Зазор между ножами будет равен A1 причем A1 > А. На каждый миллиметр толщины листа увеличение зазора составляет ~ 0,04—0,05 мм.
При отсутствии листа зазор между ножами устанавливаете с помощью осей 11 равным 0,02—0,03 мм (рис. 6).
При встрече верхнего подвижного ножа с листом (начало реза), возрастает усилие, часть которого через рычажную систему передается на прижимную балку, обеспечивая усилие прижима 25 % от усилия реза,
Кинематическая цепь заднего упора включает в себя электродвигатель 12 (М2), клиноременной передачей связанный с быстроходным валом червячного редуктора 13. На тихоходном валу редуктора смонтированы две звездочки 14, 15
Первая — цепной передачей связана с указателем ширины отрезаемой полосы 16, а вторая также цепью — с валом 17, через две пары конических шестерен 18 приводящим во вращение ходовые винты 19, с которыми кинематически связана упорная балка 20, перемещающаяся при вращении винтов. Для точной установки балки 20 до размеру отрезаемой полосы предусмотрен ручной поворот вала электродвигателя М2 маховичком 21 через карданную передачу 22
Поддерживатель тонкого листа. Механизм поддерживателя предназначен для поддерживания отрезаемой части листа с целью получения более точных заготовок за счет провисания листа при работе с задним упором.
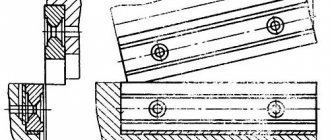
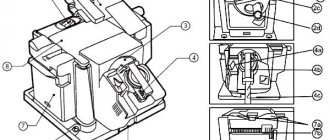
Общий вид частей ножниц гильотинных, кривошипных НК3418
- Станина: Все сборочные единицы и агрегаты ножниц НК3418 смонтированы на станине, представляющей из себя сварную раму, состоящую из боковых стоек, стола, траверсы. В расточках станины устанавливается на подшипниках качения эксцентриковый вал. На валу установлены шатуны. На столе станины установлены неподвижные ножи.
- Привод: Привод ножниц НК3418 смонтирован на траверсе станины и состоит из подмоторной плиты, на которую крепится электродвигатель. На валу электродвигателя посажен шкив. Подмоторная плита шарнирно закреплена на плите. Натяжение ремней производится винтом и гайками.
- Редуктор: Редуктор ножниц НК3418 предназначен для уменьшения частоты вращения электродвигателя и передачи вращения эксцентриковому валу. Редуктор крепится к станине. На валу установлена шестерня. На фланце установлен кулачок, на кронштейнах установлен ВПК
- Установка муфты-тормоза: Муфта-тормоз ножниц НК3418 установлена на валу редуктора. Ведущие диски муфты соединены пальцами с маховиком. Тормозной диск соединен пальцами с кронштейном, закрепленным на траверсе станины.
- Механизм реза: Механизм реза ножниц НК3418 совершает качательное движение и производит рез. Механизм реза смонтирован в проушинах станины на эксцентриковых осях. Эксцентриковые оси позволяют производить регулировку зазора между ножами. Механизм реза состоит из прижимной балки, ножевой балки, стоек. Ножевая балка перемещается в направляющих прижимной балки. Ножевая и прижимная балки связаны между собой системой рычагов и шатуном эксцентрикового вала станины. Для возврата прижимной балки в верхнее положение служат винтовые упоры. Внизу на ножевой балке крепятся ножи.
- Упор задний: Устанавливается с тыльной стороны ножевой балки ножниц НК3418 в кронштейнах. Упор состоит из планки упорной и двух цилиндрических реек, перемещаемых вручную маховичками, сидящими на валах шестерен, находящихся в зацеплении с рейками. При резке полосы шириной свыше 500 мм до 700 мм упорная планка переставляется. При резке полосы шириной более 700 мм задний упор снимается.
- Пневмооборудование
- Головка воздухоподводящая: Воздухоподводящая головка ножниц НК3418 состоит из стакана, прикрепленного к муфте-тормозу и вращающимся вместе с муфтой. В стакан установлен на подшипниках качения штуцер. На конце штуцера имеется резьба для крепления шланга подвода воздуха.
- Решетка
- Устройство для удержания ножевой балки
- Освещение линии реза
- Педаль электрическая
- Пульт управления
- Шкаф
- Размещение электроаппаратов в шкафу
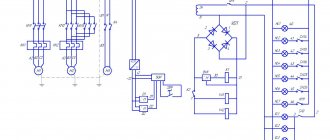
Электрооборудование гильотинных ножниц НК3418. Общие сведения
На ножницах НК3418 установлено следующее основное электрооборудование:
- M1 — электродвигатель главного привода;
- МЗ — Электродвигатель привода заднего упора;
На ножницах применены следующие величины напряжения:
- Род тока питающей сети — переменный трехфазный
- Напряжение силовой цепи 380 В
- Частота 50 Гц
Напряжение цепей управления:
- Переменного тока 110 В
- Постоянного тока 24 В
- Напряжение цепи сигнализации 24 В
- Цепи освещения линии реза 24 В
Чертеж ножа для гильотинных ножниц НК3418
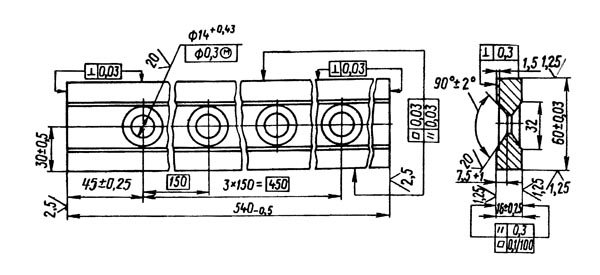
Чертеж ножа для гильотинных ножниц нк3418
Нож для гильотинных ножниц 16 х 60 х 540
- HRC 54…58
- Допускается изготовление ножей из стали марок 5ХВ2С и 6ХС по ГОСТ 5950-73
- Поле допуска по толщине и ширине комплекта ножей по hll
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
Технические характеристики гильотинных ножниц НК3418
| Наименование параметра | НК3414 | НК3416 | НК3418 |
| Основные параметры ножниц | |||
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 2,5 | 4,0 | 6,3 |
| Наибольшая длина разрезаемых листов в мм, мм | 1600 | 2000 | 2000 |
| Число ходов ножа в минуту не менее | 68 | 68 | 60 |
| Угол наклона подвижного ножа в градусах | 1°30′ | 1°30′ | 1°30′ |
| Ширина отрезаемого листа по заднему упору, мм | 700 | 700 | 700 |
| Число режущих кромок ножа | |||
| Расстояние от неподвижного ножа до станины (вылет), мм | нет | нет | нет |
| Расстояние между стойками в свету, мм | |||
| Высота стола над уровнем пола, мм | 920 | 920 | 920 |
| Максимальное усилие реза, кН | 34 | 78 | 175 |
| Усилие прижима, кН | |||
| Режимов работы | |||
| Тип тормоза | |||
| Тип муфты-тормоза | УВ3132 | УВ3132 | УВ3132 |
| Электрооборудование | |||
| Количество электродвигателей | 2 | 2 | 2 |
| Электродвигатель, кВт | 3,2 | 5,6 | 8,5 |
| Электродвигатель привода заднего упора, кВт | 0,37 | 0,37 | 0,37 |
| Общая мощность электродвигателей, кВт | 5,57 | 5,97 | 8,87 |
| Габарит и масса ножниц | |||
| Габарит ножниц (длнна х ширина х высота), мм | 2150 х 1475 х 1375 | 2610 х 1600 х 1510 | 2780 х 1600 х 1620 |
| Масса ножниц, кг | 1800 | 2870 | 4250 |
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Назначение и область применения
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.
Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.
- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.
Скачать паспорт гильотины НК3418
Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания.