Сведения о производителе пресс-ножниц НВ5222
Изготовителем пресс-ножниц НВ5222 является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Машины, выпускаемые Кувандыкским заводом кузнечно-прессового оборудования
- ЛПС 8535
— станок ленточнопильный отрезной двухстоечный, Ø 20..350 - ГД-162
— станок для правки резки арматурной стали, Ø 16 - Н5222А
— пресс-ножницы комбинированные, Ø 45 - НБ5222
— пресс-ножницы комбинированные, Ø 50 - НБ5224
— пресс-ножницы комбинированные, Ø 67 - НВ5221
— пресс-ножницы комбинированные, Ø 45 - НВ5222
— пресс-ножницы комбинированные, Ø 50 - НГ5222
— пресс-ножницы комбинированные, Ø 45 - НГ5223
— пресс-ножницы комбинированные, Ø 50 - НГ5224
— пресс-ножницы комбинированные, Ø 67
НВ5222 пресс-ножницы комбинированные. Назначение, область применения
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик — СКБ КПО и АЛ г. Азов. Изготовитель — Завод механических прессов г. Кувандык.
Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа — 16 мм
- Наибольшая толщина и ширина разрезаемой полосы — 18 х 190 мм
- Наибольший диаметр разрезаемого круга — Ø 50 мм
- Наибольшие размеры разрезаемого уголка — 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 32 мм
- Частота непрерывных ходов ползуна — 53 мин-1
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,5 т
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте. Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С. Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.
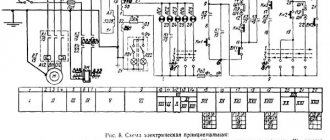
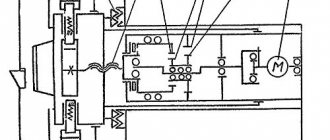
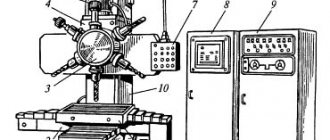
Общий принцип работы пресс-ножниц и конструкция комбинированных пресс-ножниц НВ5222
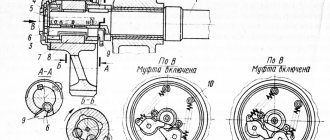
Привод пресс-ножниц осуществляется от электродвигателя 3 через клиноременную передачу (обозначение ремня приведено в приложении А), маховик 2 и одноступенчатую зубчатую передачу 1, 4 к эксцентриковому валу 6. Зубчатая пара 1, 4 прямозубая, цилиндрическая. Опорные шейки вал-шестерни установлены в подшипниках (обозначение подшипников приведено в приложении Б)
Вал-шестерня Z1=14 имеет ширину обода 85 мм и изготовлена из стали 40Х ГОСТ4543-71 (твердость 240…260 НВ), колесо Z2=126 — ширину обода 80 мм и изготовлено из стали 35Л ГОСТ977-88.
Движение на ползун 10 сортовой секции передается через шатун 5, на ползун 8 пресса для пробивки отверстий через балансир 7 и западающий камень.
Исполнительные механизмы включаются и выключаются через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны — с электромагнитами 9.
Как сделать заказ?
Выбирая сотрудничество с нашим заводом, вы можете быть полностью уверены в качестве такого предложения, а также в том, что вы получаете оригинальное оборудование напрямую от производителя.
Все позиции из каталога в данный момент доступны на складе и могут быть отправлены в любой момент по указанному адресу на территории нашего государства или стран СНГ. Оформить заказ вы можете, воспользовавшись удобным и понятным каталогом, а также связавшись с нашими специалистами по контактным номерам телефонов. Мы расскажем больше о каждом таком предложении, поможем сориентироваться во всем ассортименте и приобрести оптимально подходящий для вас вариант.
Для уточнения цены или заказа механических пресс-ножниц НГ свяжитесь с нами по телефонам, указанным вверху страницы.
Крепление инструмента (ножей) комбинированных пресс-ножниц НВ5222
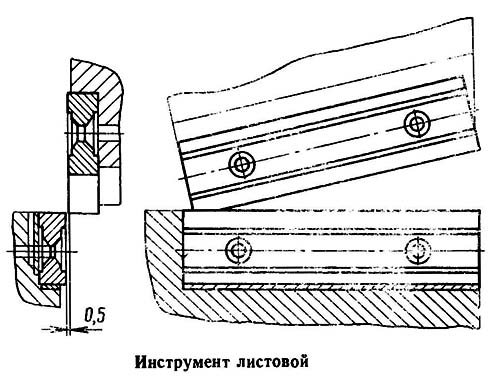
Крепление ножей для резки листового металла на нв5222
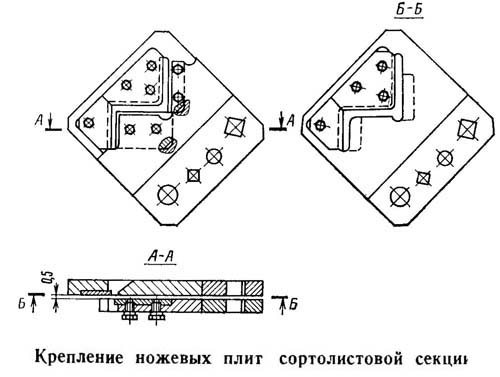
Крепление ножей сортовой секции на нв5222
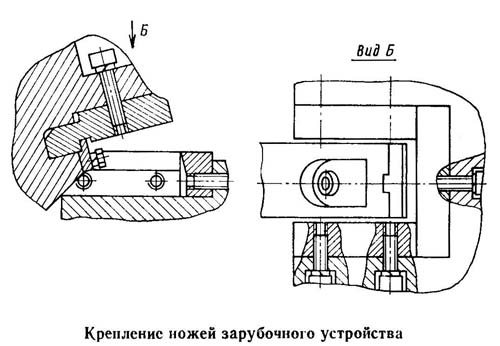
Крепление ножей зарубочного устройства на нв5222
Крепление дыропробивного инструмента на нв5222
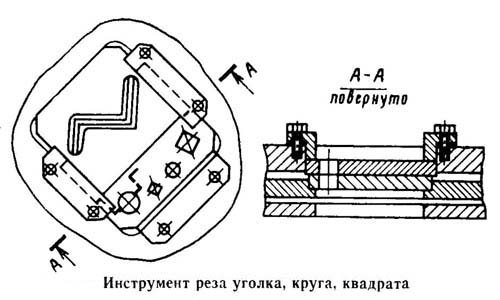
Крепление ножей резки уголка, круга, квадрата на нв5222
Ножи к ножницам для резки сортового проката. Технические требования
Ножи для пресс ножниц изготавливаются по ГОСТ 25454-82 Ножи к ножницам для резки сортового проката. Технические требования
- Ножи не должны иметь трещин, заусенцев, раковин, острых углов и кромок (кроме режущих);
- Поверхности, образующие режущую кромку не должны иметь задиров, прижогов;
- Режущая кромка не должна быть затуплена, выкрошена, не должна иметь забоин;
- Ножи должны изготавливаться из стали марок:
- Х12Ф1, ХБФ по ГОСТ 5990-73 для холодной резки стали
- Р6М5 по ГОСТ 19256-73, 4Х5В2ФС по ГОСТ 5990-73 для горячей резки стали
- Поверхности, образующие режущую кромку (передняя, задняя) и опорные поверхности — 1,25 мкм
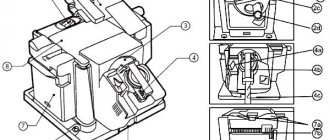
Состав узлов и принцип их действия
Ножницы модели НГ5222 включают в себя:
- приводной электродвигатель переменного тока;
- клиноременную передачу;
- приёмный вал;
- маховик;
- эксцентриковый вал;
- шатун привода основного ползуна;
- балансир секции сортовой резки проката;
- балансир дыропробивного пресса;
- задний упор;
- станину.
Управление агрегатом производится при помощи системы рычагов, которые кинематически связаны с двумя управляющими электромагнитами. При переключении тяг привода в соответствующие пазы производится либо ход пуансона дыропробивного пресса, либо качание балансира секции резки проката. Работа ножниц возможна в режиме одиночных и непрерывных ходов. Следует учесть, что, из-за отсутствия муфты включения, остановка ползуна происходит в течение определённого времени.
Крепление инструмента для резки производится в специальных пазах ползуна. Установка дыропробивного пуансона выполняется в пуансонодержатель, в то время как матрица устанавливается на стол дыропробивного приспособления.
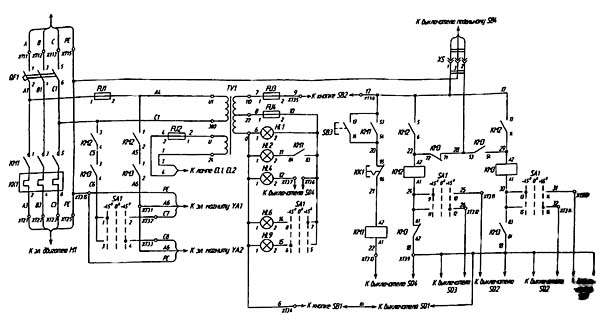
Электросхема
Паспорт на ножницы включает в себя также перечень необходимого инструмента и приспособлений, в числе которых рукоятки для фиксации стола и центрирующего устройства, комплекты пуансонов и ножей, приёмный лоток и ряд других. Опционно поставляется также инструмент для резки специальных прокатных профилей.
Ножницы работают так. Крутящий момент от включённого электродвигателя передаётся клиноременной передачей на маховик, который компенсирует возможные колебания в частоте оборотов вала из-за перегрузки ножниц по усилию. Далее при помощи прямозубой зубчатой передачи движение сообщается эксцентриковому валу, на который насажены шатун для привода ползуна механизма резки сортового проката и тяга качающегося балансира, который управляет ходом дыропробивного пресса. При необходимости пробивки отверстия включают соответствующий управляющий электромагнит, который поворачивает многозвенный рычаг, и производит поступательное перемещение пуансона вниз, в то время как непрерывно качающийся балансир отвечает за возврат пуансона в своё крайнее верхнее положение. Для резки сортового или круглого металлопроката включают второй электромагнит. Он поворачивает двуплечий рычаг, который, в свою очередь, толкает шатун вниз. Тот сообщает качательное движение ползуну, и одновременно фиксирует в определённом положении задний упор, отвечающий за точность отрезки. Включение/выключение ножниц производится педалью: после окончания технологической операции оператор отпускает педаль, и привод останавливается в требуемом положении. После этого возможна установка в рабочую зону ножниц очередной обрабатываемой заготовки. Имеется также кнопочная станция для управления ножницами при выполнении ими операции пробивки отверстия.
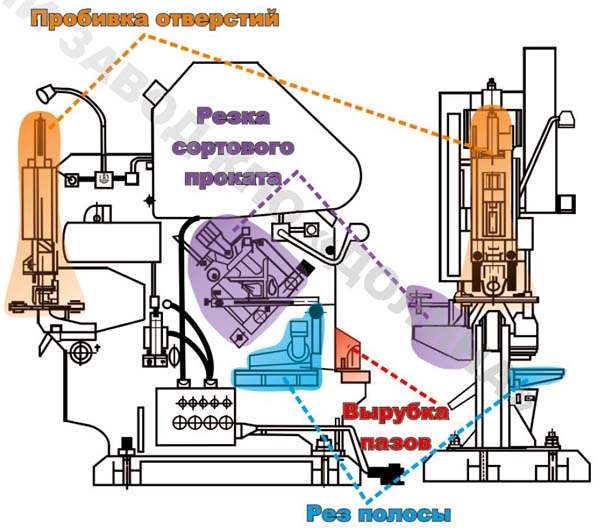
Рабочие зоны оборудования
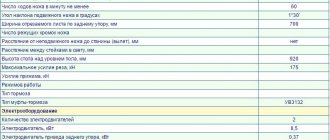
Технические характеристики комбинированных пресс-ножниц НВ5222
| Наименование параметра | НВ5221 | НВ5222 | НГ5222 |
| Основные параметры пресс-ножниц | |||
| Наибольшая толщина листа, мм | 13 | 16 | |
| Наибольшие размеры обрабатываемой полосы листовыми ножницами (толщина х ширина), мм | 16 х 150 | 18 х 190 | 16 х 150 |
| Наибольшие размеры круга (диаметр), обрабатываемого сортовыми ножницами, мм | 45 | 50 | 45 |
| Наибольшие размеры квадрата, обрабатываемого сортовыми ножницами, мм | 40 | 45 | |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 125 х 125 х 12 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 90 х 90 х 9 |
| Наибольшие размеры уголка при резке специальными ножами под 90°, мм | 160 х 160 х 12 | 160 х 160 х 12 | |
| Наибольшие размеры швеллера, номер профиля | 18 | 18а | 18 |
| Наибольшие размеры двутавра, номер профиля | 18 | 18 | 18 |
| Наибольший диаметр пробиваемого отверстия дыропробивным прессом (диаметр х толщина материала), мм | Ø 30 х 16 | Ø 32 х 16 | Ø 30 х 16 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 80 х 63 х 10 | 70 х 65 х 10 | |
| Наибольшее расстояние от оси дыропробивного пресса до станины (вылет), мм | 500 | 500 | 500 |
| Число непрерывных ходов ножа в минуту не более | 58 | 53 | |
| Число одиночных ходов ножа в минуту не более | 18 | 17 | 18 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 70..1000 |
| Номинальное усилие реза, кН (тс) | 400 (40) | 630 (63) | 400 (40) |
| Электрооборудование машины | |||
| Электродвигатель, кВт (об/мин) | 4,8 (2790) | 4,8 (2790) | 4,8 (2900) |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1900 х 700 х 1950 | 1780 х 1030 х 1865 | 1900 х 1660 х 1950 |
| Масса пресс-ножниц, кг | 2070 | 2500 | 1940 |
- Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Разновидности
Все разнообразие моделей пресс-ножниц делится на:
- ручные механизмы (рычажные и дисковые);
- гидравлические;
- контейнерные.
Ручные ножницы для металла (рычажного типа)
Такой инструмент нашел широкое применение в слесарных мастерских, на мелких производствах, в пунктах приема металлолома. Пресс-ножницы ручные позволяют обрабатывать заготовки небольшого размера и малыми партиями.
Рабочей частью устройства служат два ножа для пресс-ножниц:
- Первый – закрепляется неподвижно на станине.
- Второй – приводится в действие мускульной силой, которая передается рычажному механизму.
Длина лезвий порядка 10 см.
Дисковые
Основой конструкции являются два дискообразных ножа с противоположным вращением.
Их удобно использовать для резки с малым усилием по ровному и криволинейному контуру; линия реза получается без заусенцев и деформаций.
Гидравлические
Инструмент универсального типа, отличается высокой производительностью и используется в промышленных масштабах. Они способны работать с металлом любого профиля, обеспечивая высокое качество. Конструкция оснащена гидроприводом, позволяющим развить высокое усилие. Особенности устройства пресс-ножниц:
- Основание сделано из бетона.
- Станина – изготавливается методом литья или сварным способом. Она достаточно массивна, чтобы выдерживать вес устройства и заготовки, контролировать ход ножей и гасить возникающие при эксплуатации вибрации.
Особенностью промышленных гидравлических ножниц (например, пресс-ножниц комбинированных Н5222а) является способность резать металл под углом к оси. Это дает возможность изготавливать сложные фрагменты машин и каркасные конструкции.
Замена комплекта ножей матрицей и пуансоном позволяет использовать механизм для пробивки отверстий (как гидравлический пресс с гибкой регулировкой усилия).
Пресс-ножницы для лома
Этот вариант является самым внушительным видом металлорежущих аппаратов, позволяющий утилизировать лом чёрных и цветных металлов, автомобильный, сталеплавильный, демонтажный лом. Пресс-ножницы для резки и переработки лома металлов — наиболее востребованные механизмы на погрузочных терминалах, металлургических заводах, металлозаготовительных площадках.
Можно встретить несколько модификаций: стационарные, мобильные (контейнерные) и комбинированные. Из паспорта пресс-ножниц можно узнать об особенностях машин:
- Усилие реза от 500-800 до 3 000 тонн.
- Средняя производительность 10-12 и более тонн/час.
- Металлолом перерабатывается без предварительной сортировки.
- Емкость накопительных контейнеров от 10 т.
Пресс-ножницы для металлолома с большой камерой прессования могут резать и пакетировать (прессовать) металлолом, включая скрап, трубы и кузова автомобилей. Они имеют несколько режимов работы (для разных категорий лома), регулируемый шаг реза и приспособлены для эксплуатации в зимних условиях.
Основные узлы:
- загрузочная (накопительная) камера;
- рабочая зона. Горизонтальные и вертикальные лезвия;
- прижимное устройство пресс-ножниц. Прессует нарезанный металлолом в брикеты.
Контейнерные
Это мобильный механизм, перемещаемый с помощью автотранспорта. Его удобно использовать в местах сбора лома (при демонтаже зданий и промышленных конструкций).
Устройство оформлено в виде контейнера, снабжено дизельным или электрическим приводом.