Высококачественный резьбонарезной станок для арматуры Резьбонарезной станок для арматуры , также называемый Резьбонарезной станок для арматуры — это разновидность станка для упрочнения и обработки конца стального стержня, который в последние годы широко используется в строительной промышленности. В основном он использует передовую технологию снятия и прокатки ребер и превращает соединительный конец стальной штанги в прямую резьбу, чтобы резьбовые соединители арматуры могли соединять арматуру вместе. Это делает часть стальной стержневой головки холодной закалкой путем быстрой и прямой прокатки конца стержней, так что прочность может быть улучшена и стальная головка может достигать того же уровня, что и основной материал.Машина состоит из рам, зажимного механизма, пластины подачи, редуктора, роликовой головки, системы охлаждения и электрической системы. Резьбонарезной станок для арматуры, который продается в нашей компании, может обрабатывать стальные прутки с размерами от 16 до 40. Поэтому свяжитесь с нами, чтобы рассказать нам больше о ваших требованиях для получения более подробной информации и прейскуранта сейчас.

YG-RT40 Резьбонарезной станок для арматуры

YG-RT40 Арматурный резьбонарезной станок
Получить бесплатное предложение
Автоматическая резьбонарезная машина
Автоматическая прочность намоточного станка с арматурной резьбой очень высокая.Эта машина использует способ нарезки и прокатки нитей для достижения цели упрочнения стали и обработки резьбы, что может решить проблему предварительной обработки конца стали перед обработкой, а также проблему, связанную с тем, что подобное оборудование должно быть прокатано больше раз. Это также может уменьшить количество обработки и перемещения стали, что может повысить эффективность обработки на месте. Резьбонарезной станок для арматуры может прокатывать стальные прутки различных размеров с помощью резьбонарезной головки. По сравнению с другими аналогичными станками, для которых требуется одна резьбонарезная головка в соответствии со спецификацией стального прутка, автоматическая резьбонарезная машина для арматуры в Yugong Machinery будет более удобной.Проблема удаления стружки во время прокатки может быть решена с помощью внутренней охлаждающей жидкости. Станок для намотки арматурной резьбы представляет собой специальное оборудование для обработки стальных резьбовых головок. И мы являемся профессиональным производителем, специализирующимся на производстве машины. Если вы хотите приобрести станок для нарезки арматуры, отправьте нам письмо по электронной почте.

YG-RT40A Удлиненная версия намоточного станка для арматуры

YG-RT40E Версия для продольной резки арматуры
Получить бесплатное предложение
,
Сведения о производителе резьбонарезного станка 5993
Производителем резьбонарезного станка 5993 — Читинский станкостроительный завод, основанный в 1957 году.
Завод производил следующее оборудование:
- универсально-заточные станки модели 3640, 3В641
- хонинговальный станок модели 3833М
- алмазно-заточной станок модели 3Б632В
- резьбонарезные полуавтоматы 5Д07 (1960-1982 гг), 5991, 5992, 5993, 5994 (1977 г), 5А993, ЧС 5А100С
- магнитные плиты, магнитные патроны, синусные плиты и другая магнитно-технологическая оснастка на постоянных магнитах — всего около 46 видов.
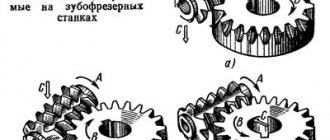
Станки, выпускаемые Читинским станкостроительным заводом
- 3В641
— станок заточной универсальный Ø 250 х 650 - 5Д07
cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 39 х 320 - 5993
cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 42 х 280
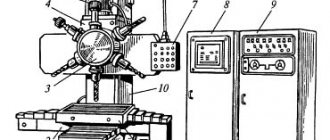
Конструкция станка
Отрезное оборудование может быть промышленным или портативным для частных мастерских, домашнего производства. Оно состоит из нескольких основных элементов:
- Рамы, изготовленной из металлических уголков, швеллеров. Должна быть устойчивой, чтобы резы получились ровными, машина не двигалась при включении двигателя.
- Рабочего стола. На нём могут быть зажимы для заготовок, рулетка, угломер.
- Электродвигателя. Передаёт вращательное усилие на режущий диск.
- Привода, подающего рабочую часть станка к заготовке.
Электродвигатель передаёт усилие на оснастку с помощью передач. Их бывает два типа:
- Ременная — устанавливается на промышленном оборудовании. Позволяет работать с машиной длительное время без перерывов. Издаёт минимум шума при работе.
- Зубчатая — устанавливается на компактных моделях отрезных станков. Занимает мало места, что подходит для небольших мастерских.
Оборудование применяется для разрезания различных материалов. Для безопасной работы с ним производители устанавливают на режущие диски защитные кожухи, которые открывают рабочую часть незадолго до соприкосновения с заготовкой.
Указания по заточке и установке резьбонарезных гребенок
Заточку и промер гребенок для головок винторезных самооткрывающихся типоразмеров 2651-0021 (1КА-25); 2651-0022 (2КА-30); 2651-0024 (ЗКА-40); 2651-0026 (4КА-70) и 2651-0028 (5КА-70) по ГОСТ 21760—76 производить в соответствии с инструкцией по эксплуатации этих головок, прилагаемой к станку.
Заточку плоских гребенок для резьбонарезных головок 1T, 2T, 3Т можно производить по ГОСТ 2287—61 по двум формам: форме I и форме II в приспособлении для заточки, рис. 13 (узел 5993.98.000), поставляемом за отдельную плату. При этом форма 1 заточки рекомендуемая.
Геометрия заточки показана на рис. 28. Рекомендуемые углы заточки в зависимости от обрабатываемого материала приведены в таблице на рисунке. Установка вылета гребенок, режимы резания и применяемая смазочно-охлаждающая жидкость приведены в руководстве по эксплуатации резьбонарезных головок 1T, 2T и 3Т.
Резьба метрическая и дюймовая
В мире существует огромное количество резьб, но самыми распространенными стали метрическая и дюймовая.
Дюймовая намного старше метрической. Ее разработали в Великобритании, в конце XVIII века во времена промышленной революции.
Метрическую разработали во Франции, историческом конкуренте Великобритании. Она была намного проще и удобнее, так как за основу были взяты целые числа, в отличии от дюймовой.
В России в машиностроении применяется метрическая, а дюймовую нарезают на трубах, переходниках и штуцерах для водо- и газоснабжения.
Метрическая резьба выигрывает большей вариативностью. Помимо номинала (диаметра), указывается еще и шаг. Шаг резьбы – расстояние между двумя одноименными точками профиля.
Профилем резьбы называется правильный (равносторонний) треугольник, в таком треугольнике все углы имеют значение 60 градусов. Высота профиля равно 0,86 шага резьбы.
Основные виды
В зависимости от конструкции резьбонарезных гребенок головки могут быть:
1. С плоскими радиальными гребенками. 2. С плоскими тангенциальными гребенками. 3. С круглыми радиальными гребенками.
Изделия с круглыми радиальными гребенками являются самыми популярными. Это обусловлено тем, что они:
• отличаются длительным сроком службы, так как могут перетачиваться; • являются максимально стойкими к агрессивным воздействиям; • экономичны в работе; • позволяют получать круглые гребенки шлифованием.
Головки с круглыми радиальными гребенками могут быть:
1. Невращающимися
. При работе головок деталь вращается. Сама головка перемещается вдоль ее оси. Раскрывание головок в конце и закрывание в начале процесса обеспечивается с помощью специальной рукоятки. 2.Вращающимися
. Такие головки применяются на сверлильных станках, токарных автоматах и полуавтоматах. Сама головка обеспечивает рабочее вращение и движение подачи. Деталь, в свою очередь, может вращаться в том же направлении. Это позволяет обеспечить нужное сокращение скорости резания. Раскрывают и закрывают головку два упора. 3.
Специальными невращающимися
. Такие головки используются для создания резьбы небольшого диаметра (4-10 мм). Устанавливаются резьбонарезные изделия на токарных автоматах. Открывание головок обеспечивается автоматически, а закрывание происходит при повороте револьверной головки с помощью упора и изогнутого рычага.
При нарезании наружной резьбы обычно применяются головки с круглыми гребенками. Такие изделия отличаются:
• простой конструкцией; • возможностями для работы с большим количеством переточек; • большей стабильностью.
Резьбу нарезают с принудительной подачей головки. Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками. Режущие кромки инструмента располагаются на одном диаметре и имеют заходной конус. Число гребенок в комплекте зависит от размера резьбонарезной головки. В комплекте гребенки смещены относительно друг друга в соответствии с углом подъема винтовой линии.

Нарезание резьбы на трубе с помощью ручного клуппа.
При нарезании длинных винтов и червяков применяют резцовые головки. Такие головки резьбонарезные устанавливаются на суппорте станка. Резцовая головка конструктивно состоит из корпуса, который вращается от отдельного привода. В корпусе закрепляются резцы (от 1 до 4). Их профиль соответствует профилю резьбы.
Технические данные и характеристики резьбонарезного станка 5993
| Наименование параметра | 5993 | 5Д07 |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Производительность при нарезке коротких резьб, шт/ч | 500 | |
| Диаметр нарезания резьбы метрической, мм | 12..42 | 10..39 |
| Шаги нарезаемой метрической резьбы, мм | 1,75..4,5 | |
| Диаметр нарезания резьбы дюймовой, мм | ¼..1¼ | |
| Шаги нарезаемой трубной (дюймовой) резьбы, ниток на дюйм | 19..11 | |
| Наибольшая длина нарезаемой резьбы, мм | 280 | 320 |
| Наибольший и наименьший установочный диаметр изделия, мм | 12..56 | |
| Диаметр внутреннего отверстия головки, мм | 45 | |
| Диаметр сквозного отверстия в шпинделе, мм | 49 | |
| Количество скоростей шпинделя | 6 | 6 |
| Пределы частоты вращения шпинделя, об/мин | 0,75..4,16 | 63, 90, 125, 180, 250, 355 |
| Привод зажима детали | Электромех | |
| Привод перемещения каретки | Гидро | |
| Длина перемещения каретки, мм | 400 | |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 4 | |
| Электродвигатель привода шпинделя, кВт (об/мин) | 3,0 | 3,0 (1420) |
| Электродвигатель гидропривода, кВт (об/мин) | 2,2 | 1,1 (930) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 | 0,125 (2800) |
| Электродвигатель зажимного устройства, кВт | 0,8 | |
| Общая установленная мощность всех электродвигателей, кВт | ||
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 1980 х 1095 х 1125 | 1500 х 725 х 1140 |
| Масса станка, кг | 1550 | 1150 |
- Резьбонарезные полуавтоматы 5991, 5992, 5993. Руководство по эксплуатации 5993.00.000 РЭ, 1983
- Колев Н.С. Металлорежущие станки.
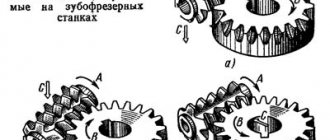
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Писманик К. М., Шейко Л. И., Денисов В. М. Станки для обработки конических зубчатых колес, 1993
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Станок для нарезания спиральнозубых конических колес модели 528с. Руководство к станку, ЭНИМС, МЗКРС 1956 год.
- Инструкция по расчету наладочных установок зуборезных станков модели 525 и 528 для нарезания конических колес со спиральными зубьями, ЭНИМС, МЗКРС.
- Руковдство по расчету геометрических размеров гипоидных зубчатых колес и наладок для их нарезания на станках моделей 528с, 528с, 5а27с1, Саратовский завод тяжелых зуборезных станков, 1967 год.
- Руковдство по расчету наладок станков 528с, 525 и 5а27с4п для нарезания конических колес методом обкатки, Саратовский завод тяжелых зуборезных станков, 1969 год.
Список литературы
Список литературы для настройки станка
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики зубообрабатывающих станков
- Как покупать станок для производства
- Зубофрезерные станки для цилиндрических колес
- Встречное фрезерование. Попутное фрезерование при нарезании зубчатых колес на зубофрезерном станке
- Коническое зубчатое колесо. Термины и определения
- Испытания и проверка металлорежущих станков на точность
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
- Обозначения кинематических схем металлорежущих станков
- Справочник зубообрабатывающих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Описание и особенности агрегата
Востребованностью в промышленном секторе пользуется гидравлический резьбонакатный станок. Его область применения — обрабатывание округленных поверхностей, например, шпилек. В результате воздействия создаются различные резьбовые плоскости. Если углубляться в частный случай, то применяют резьбонакатный станок для труб. Обработка (накатка) выгодно отличается от нарезания, так как деталь обладает высококачественными характеристиками и экономно возделывает металл.
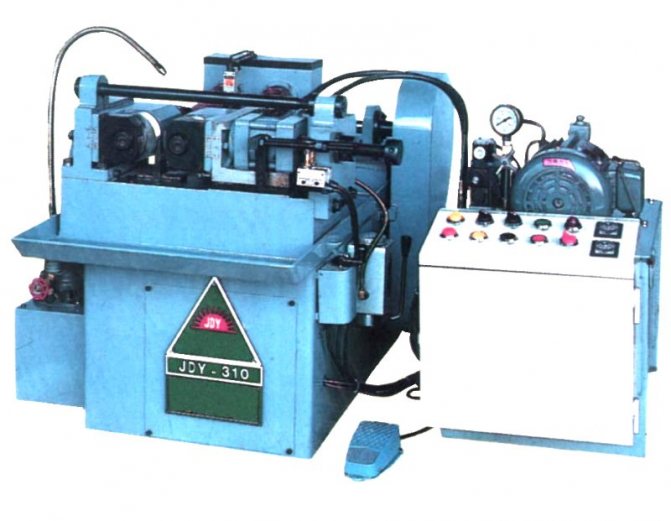
Станок для накатки резьбы DJY
Гидравлические резьбонакатные системы производственной серии JDY имеют рабочие валы с одной мобильной шпиндельной бабкой. Они применяются для резьбовой накатки и профилей на целостных болванках. Давление накатки в устройствах этой серии варьируется в пределе 4-40 тонн. Если потребитель нуждается в большей нагрузке на обрабатываемое изделие, то по заказу производитель пересмотрит максимально возможные параметры наката.
Несущая станина резьбонакатного станка модели JDY спроектирована с использованием способа конечных компонентов. Путем совмещения литой, а также сварной формы приобретается предельно возможная жесткость, но при этом область для работы свободна для оператора оборудования.
Ходовой шпиндельный узел металлообрабатывающего станка передвигается по роликовым опорам качения. Установка предназначается для накатки резьбового соединения радиальным способом, иногда его называют врезным вариантом. Длина рабочих роликов характеризуется превышением протяженности создаваемой резьбы на незначительное расстояние. Подобное оснащение работает в нескольких режимах: с плоскими плашками, эксплуатацией без отведения резьбонарезной головки на упоре, наладочном, в полу- и автоматическом порядках.
Технические характеристики некоторых моделей станков с ЧПУ фирмы JDY сведены в таблицу:
| Серия оборудования | JDY- 50 | JDY- 30A | JDY- 3T |
| Наружный диаметр резьбы, мм | 6-80 | 8-40 | 2-12 |
| Шаг резьбового соединения, мм (на дюйм) | 1-6 | 0,5 – 2,5 | 0,4 – 1,5 |
| Частота накатки, об/мин | 10-38 | 250-500 | 40 |
| Допустимое сечение накатных плашек: внутреннее наружное, мм | 180 54 | 80 25,4 | 90 50,4 |
| Количество выпускаемых саморезов и аналогичных материалов, шт/мин | 4-30 | 4-30 | 24-40 |
| Двигатель шпиндельного узла | 10 НР | 2НР | 1НР |
| Масса станка, кг | 2700 | 520 | 280 |
| Параметры астройства | 1800x1500x1300 | 1150x920x1360 | 800x600x750 |
Полный технический паспорт рассматриваемых моделей резьбонакатных станков можно найти на просторах Интернета.