Сведения о производителе хонинговального станка 3К833
Производители хонинговального станка 3К833 — Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла - 278
— станок отделочно-расточной вертикальный 500 х 1000 - 2733П
— станок отделочно-расточной вертикальный 630 х 1250
Основные преимущества хонинговальных станков с ЧПУ
К основным достоинствам оборудования относят:
- Очень высокую производительность.
- Возможность работы автономно или в производственной линии.
- Точность, надежность и безопасность.
- Возможность обработки всех видов прецизионных отверстий.
- Широкий выбор зернистости инструмента.
- Удобное и простое задание параметров, а также встроенный графический «справочник», который облегчает коррекцию погрешностей формы отверстия.
- Возможность запрограммировать в одном производственном цикле две различных глубины для глухих отверстий.
- Простота в эксплуатации, обслуживании в сочетании с производственной гибкостью.
Чтобы купить хонинговальный станок в Москве, Санкт-Петербурге, Екатеринбурге и других городах, обратитесь по указанному на сайте телефону. 100% сотрудников отдела продаж — технические специалисты. Они помогут определиться с выбором оборудования, подходящего вам по функциональности, стоимости и комплектации, а также проконсультируют по способу оплаты и доставки.
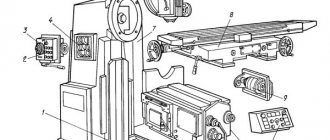
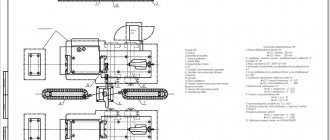
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.10.000
- привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833.30.000
- механизм управления станком — 3К833.40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Принцип работы
Хонинговальное оборудование сейчас специализировано под узкий профиль, универсальность ушла в прошлое. Станок может иметь горизонтальное или вертикальное расположение шпинделя, каждый из них имеет свое назначение в зависимости от проводимой работы. Необходимую шероховатость и точность отверстия обеспечивает особенность конструкции. Во время обработки заготовка неподвижна, а шпиндель с закрепленной хонинговальной головкой вращается. При этом инструмент движется вверх, вниз, а также вокруг своей оси, что позволяет обрабатывать поверхность равномерно.
Вертикальные станки востребованы в крупносерийном и массовом производстве, поскольку их легко встроить в автоматизированную линию. Их используют для обработки деталей с вертикальным расположением отверстий, небольшой глубиной и диаметром, которые удобнее всего расположить вертикально. Горизонтальные модели применяют для длинных заготовок, обработка которых затруднительна из-за высокого соотношения длины и диаметра, например: труб для гидроцилиндров и пневмоцилиндров.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Виды станков

В зависимости от конструкции и других технических характеристик, хонинговальный станок может быть:
- с горизонтальным и вертикальным размещением шпинделя;
- одно или двухшпиндельным, а также с несколькими шпинделями;
- для внешней и внутренней обработки, а также комплексным (для внешней и внутренней обработки одновременно);
- с механическим (ручным), полуавтоматическим и автоматическим управлением (станки с ЧПУ).
Самыми распространенными моделями считаются: 3Г833, 3А833 (вертикально-хонинговальные станки), СС 740В, СС 743 (хонинговальные станки с ЧПУ), 3К833 (полуавтомат).
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Полуавтомат хонинговальный вертикальный 3К833. Руководство по эксплуатации 3К833.00.000 РЭ, 1991
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Справочник плоскошлифовальных станков
- Статьи по теме
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители