Сведения о производителе вертикального зубофрезерного станка полуавтомата 5К324
Производитель вертикального зубофрезерного полуавтомата 5К324 Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
- 5А12
— станок зубодолбежный вертикальный полуавтомат Ø 208 - 514
— станок зубодолбежный вертикальный полуавтомат Ø 500 - 5А140П
— станок зубодолбежный вертикальный полуавтомат Ø 500 - 5Б150
— станок зубодолбежный вертикальный полуавтомат Ø 800 - 532
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 750 - 5Д32
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800 - 5Е32
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800 - 5К32
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800 - 5К324
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500 - 5К32А, 5К324А
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800 - 5К328А
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1250 - 53А11
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 1250 - 53А50
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 500 - 53А80
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 800 - 5310
— станок зубофрезерный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 200 - 5В833
— станок зубошлифовальный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 40..320 - 5Д833
— станок зубошлифовальный вертикальный для цилиндрических зубчатых колес полуавтомат Ø 40..320
5к324 Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
Станок зубофрезерный вертикальный полуавтомат 5К324 предназначен для фрезерования цилиндрических зубчатых колес, а также червячных колес радиальным методом в условиях единичного, мелкого и среднесерийного производства.
Нарезание зубчатых колес производится по способу обкатки фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка 5к324 предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
При обработке прямозубых колес в станке 5К324 должны осуществляться следующие движения:
- главное движение
- вертикальная подача суппорта
- вращение стола и установочные перемещения суппорта
При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются:
- главное движение
- радиальная подача и установочные перемещения стола
Станок 5К324 работает по полуавтоматическому циклу.
Станок 5к324 выполнен в соответствии с нормами точности по ГОСТ 659—67.
Конструкция зубофрезерного полуавтомата 5к324
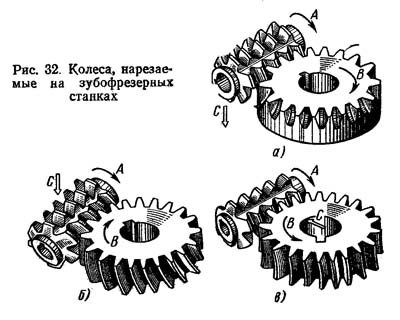
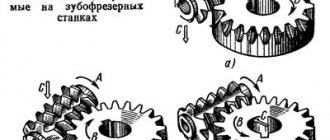
Виды нарезаемых колес на зубофрезерном станке 5к324
На станках 5к324 можно нарезать:
- цилиндрические прямозубые колеса (рис. 32, а)
- косозубые (рис. 32, б)
- червячные колеса методами радиальной (рис. 32, в) и осевой подач
При методе радиальной подачи заготовка может подаваться на фрезу или наоборот. По методу обкатки можно также фрезеровать шлицевые валы, многогранники, нарезать зубья на цепных звездочках, храповых колесах и т. д. Для всех видов указанных специальных зацеплений применяют червячные фрезы соответствующих профилей.
Нарезание цилиндрических прямо- и косозубых колес, а также червячных колес методом радиальной подачи — это основные виды работ, к которым станок наиболее приспособлен.
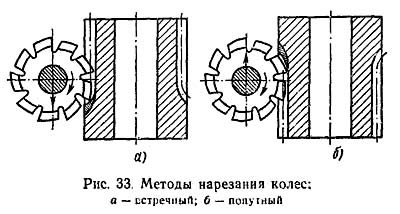
Методы работы на зубофрезерном станке 5к324. Рис. 33.
Нарезание колес может осуществляться как встречным методом, при котором вертикальная подача фрезы происходит сверху вниз (рис. 33, а), так и попутным методом, при котором вертикальная подача фрезы происходит снизу вверх (рис. 33, б). При попутном зубофрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом при одновременном уменьшении шероховатости поверхности зуба.
На этом станке можно нарезать цилиндрические колеса диаметром до 800 мм (при модуле до 10 мм и вертикальном перемещении фрезы — — 360 мм). Наибольший диаметр червячной фрезы, устанавливаемой во фрезерном суппорте, 180 мм при длине 175 мм. Степень точности обработки соответствует 7-му классу по ГОСТ 1643—72.
В конструкции станка предусмотрены механизмы, обеспечивающие прогрессивные методы зубофрезерования: радиальное врезание инструмента в заготовку, диагональную подачу, встречное и попутное фрезерование, возможность применения фрез большого диаметра, длины и т. п. Повышенные частота вращения фрезы и подача, значительное увеличение мощности главного привода в сочетании с высокой жесткостью станка допускают работу на повышенных режимах резания и позволяют применять острозаточенные и твердосплавные червячные фрезы.
Вертикальное расположение оси нарезаемого колеса при неподвижной суппортной стойке и подвижном столе обеспечивает необходимую жесткость и устойчивость в работе. Массивная задняя стойка, жестко соединенная со столом, обеспечивает надежную работу станка без дополнительного крепления к суппортной стойке верхней траверсой. Цикл работы станка автоматизирован. Все рабочие и вспомогательные движения: быстрый подвод заготовки к инструменту, зубонарезание, быстрый отвод колеса и инструмента в исходное положение и остановка станка — осуществляются автоматически. Уборка стружки осуществляется шнековым транспортером, расположенным внутри станины. Для зажима заготовки станок можно снабжать гидромеханическим устройством, монтируемым в столе.
Основные характеристики зубофрезерного станка полуавтомата 5к324
Производитель: Егорьевский станкостроительный завод.
- Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°), мм — 500 мм
- Наибольший модуль нарезаемого колеса — 8 мм
- Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°) — 300 мм
- Частота вращения фрезы — 50..310 об/мин
- Электродвигатель привода шпинделя — 7,5 кВт; 1460 об/мин
- Вес станка — 6,4 т
Зубофрезерные станки серии К
- 5К324, 5К324П, 5К324А — диаметр нарезаемого колеса — 500 мм, нарезаемый модуль — 8 мм
- 5К32, 5К32П, 5К32А — диаметр нарезаемого колеса — 800 мм, нарезаемый модуль — 10 мм
- 5К328, 5К328П, 5К328А — диаметр нарезаемого колеса — 1250 мм, нарезаемый модуль — 12 мм
Универсальный зубофрезерный станок 5к32 является базовым станком серии К на основе которого выполняют универсальные станки упрощённой конструкции, станки повышенной точности; станки с многозаходными делительными парами; специализированные и специальные станки.
Эти станки по своим техническим характеристикам и по механизмам, обеспечивающим прогрессивные методы зубофрезерования, отвечают мировым стандартам. Зубофрезерные станки базовых мод. 5К324, 5К32, 5К328 предназначены для использования в условиях единичного, мелкосерийного и серийного производства.
В станках 5К324, 5К32, снабженных шестеренными коробками с электромагнитными муфтами, для изменения частоты вращения фрезы и величины подачи используют ползунковые переключатели на пульте управления, которые осуществляют включение электромагнитных муфт. Это дает возможность осуществить автоматический двухпроходный цикл зубофрезерования с автоматическим переключением скоростей и подач перед вторым рабочим ходом, что сокращает вспомогательное время.
Для условий серийного производства станки 5К324 и 5К32 изготовляют с коробками скоростей и подач, настраиваемых с помощью сменных колес. В станке мод. 5К328 для изменения скоростей и подач служат скользящие блоки зубчатых колес.
Зубофрезерные станки универсального типа 5К324А и 5К32А упрощены; в них вместо, непрерывного осевого перемещения фрезы предусмотрено автоматическое периодическое перемещение в конце каждого цикла нарезания. Станки предназначены для работы в условиях серийного и массового производства.
Зубофрезерные станки повышенной точности 5К324П и 5К32П предназначаются для нарезания колес высокой степени точности. Высокая точность зубонарезания достигается при увеличении в 2 раза передаточного отношения делительной червячной пары стола и более точного изготовления деталей и узлов станка, точность которых влияет на точность нарезаемых колес. Эти станки используют для чистовых операций.
Описание кинематической схемы зубофрезерного полуавтомата 5К328А
Ha станке (рис. 132) можно нарезать червячной фрезой цилиндрические колеса с прямыми и винтовыми зубьями с продольной, радиальной и диагональной подачей и червячные колеса с радиальным, тангенциальным и диагональным врезанием. Наибольший диаметр нарезаемого колеса 1250 мм, наибольший модуль 12 мм.
Станок имеет три ходовых винта:
- вертикальный винт ВВ
- радиальный винт ВР
- тангенциальный винт ВО для перемещения фрезы вдоль ее оси
Эти винты могут быть включены или поочередно, или попарно, или все вместе в зависимости от способа нарезания и формы зубьев нарезаемого колеса. Полностью структура станка обычно не используется. Почти полностью она используется лишь в случае нарезания цилиндрического колеса с винтовым зубом с диагональной подачей.
В этом случае, как уже было сказано выше, к двум движениям формообразования Фv(В1В2) и Фs1(П3В4) добавляется третье движение Фs2(П5В6), где П5 — осевое перемещение фрезы для возможности постепенного ввода всех ее режущих кромок в работу во время нарезания заготовки, что увеличивает стойкость фрезы.
Первая кинематическая группа — группа движения скорости резания Фv(В1В2) состоит из внутренней связи в виде кинематической цепи, связывающей шпиндель фрезы со столом через центральные конические колеса дифференциала и гитару ix, и внешней связи, через которую движение от двигателя Д1 передается во внутреннюю цепь. Движение скорости резания Фv(В1В2) настраивается по двум параметрам: на траекторию — гитарой iх и на скорость — гитарой iv.
Вторая кинематическая группа — группа движения продольной подачи Фs1(П3В4) состоит из внутренней кинематической связи в виде кинематической цепи, связывающей через дифференциал и гитару iy вертикальный ходовой винт ВВ со столом. Внешняя связь этой группы передает движение от двигателя Д1 во внутреннюю цепь и соединяется с последней через коническое колесо z40, сцепляющееся с двумя коническими колесами z36. Движение Фs1 настраивается по всем пяти параметрам: на траекторию (шаг винтовой линии) — гитарой iy, на путь и на исходное положение — передвижными упорами на суппорте (на схеме не показаны), на скорость — гитарой подачи is1 и на направление — реверсом Р1, расположенным на выходном валу гитары подач.
Третья кинематическая группа создает сложное движение тангенциальной подачи Фs2(П5В6), которое также используется для образования профиля зуба нарезаемого колеса. Следовательно, профиль зуба создается двумя движениями: Фv(В1В2) и Фs2(П5В6).
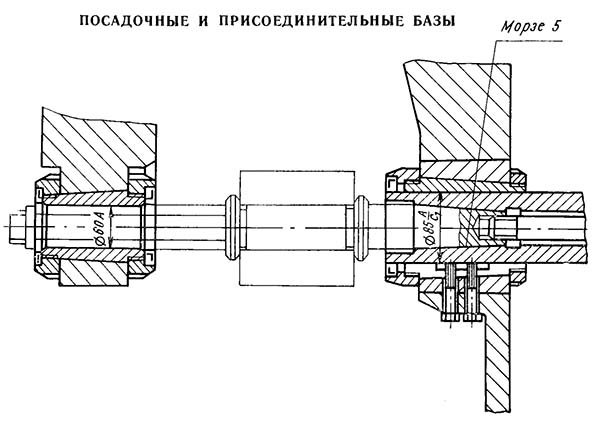
Посадочные и присоединительные базы полуавтомата 5к324
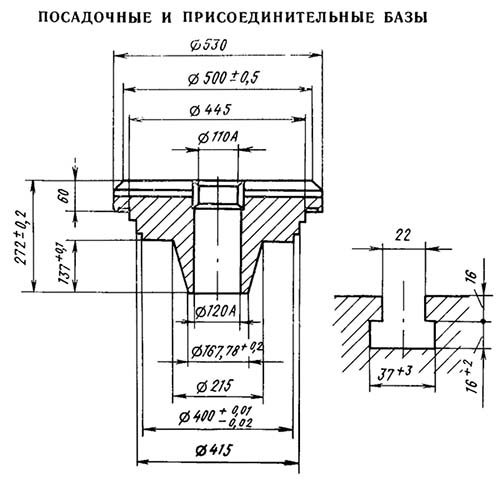
Посадочные и присоединительные базы полуавтомата 5к324
Посадочные и присоединительные базы полуавтомата 5к324
Расположение органов управления станком полуавтоматом 5к324
Расположение органов управления станком 5к324
Перечень органов управления станком полуавтоматом 5к324
- Переключатель метода фрезерования («Попутного» или «Встречного»)
- Выключатель освещения
- Выключатель охлаждения
- Переключатель циклов
- Лампочка- вертикальная подача включена
- Переключатель вращения фрезы
- Лампочка — радиальная подача выключена
- Лампочка — станок «Включен»
- Кнопка «Пуск» гидронасоса
- Кнопка «Стоп» гидронасоса
- Кнопка «Пуск» главного привода
- Кнопка «Стоп» главного привода
- Кнопка «Пуск» цикла
- Кнопка «стоп» цикла
- Кнопка ускоренного подвода стола
- Кнопка ускоренного отвода стола
- Кнопка включения ускоренного хода суппорта «Вверх»
- Кнопка включения ускоренного хода суппорта «Вниз»
- Лампочка- передвижка фрезы включена
- Кнопка «Пуск» передвижки фрезы
- Кнопка «Стоп» передвижки фрезы
- Рукоятка включения и выключения вертикальной подачи
- Манометр
- Винт зажима стола
- Аварийный упор
- Упор выключения ускоренного отвода стола
- Квадрат для натягивания ременной передачи главного привода
- Винт зажима дифференциала при обработке прямозубых и червячных колес
- Аварийный упор
- Упор выключения ускоренного подвода стола
- Квадрат для ручного перемещения упора
- Рукоятка фиксирования положения упора стола
- Квадрат для ручного перемещения стола
- Кран управления
- Линейный выключатель
- Рукоятка крепления кронштейна контрподдержка
- Упор автоматического управления работой станка по циклу 37А — Винт зажима каретки суппорта
- Упор автоматического управления работой ставка по циклу
- Линейка с нониусом для поворота суппорта на угол
- Квадрат для ручного поворота суппорта на угол
- Квадрат для ручного перемещения суппорта
- Квадрат для ручного поворота шнека транспортера стружки
- Квадрат подъема и опускания шнека
- Винт зажима стола
- Сменные шестерни для нарезания простых чисел зубьев
- Аварийный упор
- Квадрат шомпола крепленая оправки фрезы
- Аварийный упор
- Кран охлаждения
- Аварийный упор
Примечание. Для избежания аварии при обработке спиральных колес необходимо аварийные упоры 46, 48, ограничивающие вертикальные перемещения каретки фрезерного суппорта, устанавливать по фактически возможному ходу суппорта. Винт зажима дифференциала 28 должен бить освобожден.
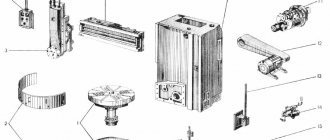
Перечень составных частей зубофрезерного станка 5к324
- Гр.11 — Станина
- Гр.16 — Транспортер
- Гр.22 — Коробка привода
- Гр.32 — Суппортная стойка
- Гр.З6 — Каретка суппорта
- Гр.42 — Коробка распределения
- Гр.44 — Коробка подач
- Гр.52 — Суппорт
- Гр.61 — Стол
- Гр.71 — Контрподдержка
- Гр.75 — Гидропривод
- Гр.76 — Кран управления
- Гр.81 — Охлаждение
- Гр.84 — Электрошкаф
- Гр.85 — Электропривод
- Гр.92 — Принадлежности
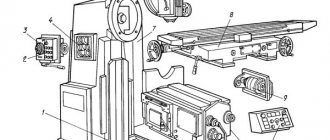
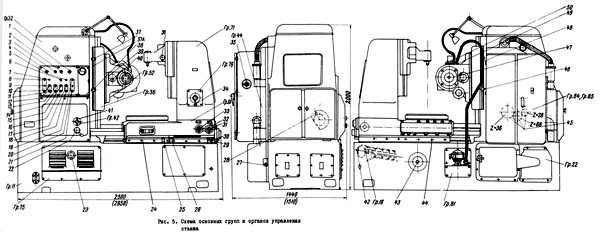
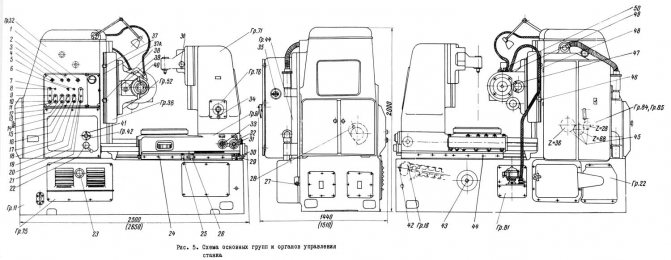
Расположение составных частей и органов управления зубофрезерного станка 5к324
Расположение составных частей и органов управления станка 5к324
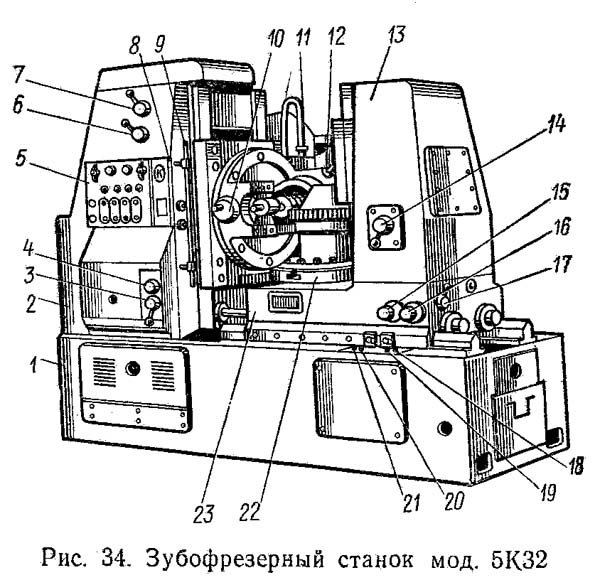
Рассмотрим основные узлы и органы управления вертикального зубофрезерного полуавтомата 5к324 (рис. 34). На горизонтальных направляющих станины 1 устанавливают салазки 23 стола 22. По этим направляющим салазки со столом перемещаются в радиальном направлении. К станине станка прикреплена передняя стойка 2. На вертикальных направляющих установлен суппорт 10 с фрезерной, головкой 11, которые перемещаются в вертикальной плоскости с помощью ходового винта, расположенного вертикально и включаемого рукояткой 3. Ручное перемещение суппорта осуществляют от рукоятки, надеваемой на квадрат 4. Наличие поворотного круга у суппорта дает возможность поворачивать оправку фрезы вместе с фрезерной головкой в вертикальной плоскости на заданный угол и закреплять ее в этом положении. Стол находится на кольцевых направляющих и центрируется коническим выступом. К столу прикреплено червячное колесо, приводимое во вращение червяком. От степени точности изготовления этой червячной пары зависит в основном степень точности нарезаемых на станке зубчатых колес. Сочетание высокооловянистой бронзы делительного (червячного) колеса со шлифовальным стальным азотированным червяком дает хорошие результаты по сохранению точности делительной пары.
Для регулирования зазора в делительной паре червяк изготовляют с переменной толщиной витка (двухшаговый). Это означает, что шаг по левому профилю червяка равен 19,132 мм, а шаг по правому профилю равен 18,566 мм.
В радиальном направлении стол перемещают ходовым винтом, гайка которого прикреплена к салазкам станка. Для ручного перемещения стола на квадрат 15 надевают рукоятку, а на квадрат 16 — рукоятку для ручного перемещения упора включения радиальной подачи. По вертикальным направляющим задней стойки 13 перемещается кронштейн 12, поддерживающий верхний конец оправки, что предохраняет ее от деформации, вызываемой силами резания. Кронштейн перемещается гидравлически включением рукоятки 14. Рукоятками 6 и 7 управляют осевой подачей фрезы, а упоры 8 и 9 служат для выключения перемещения суппорта. Рукоятка а на квадрат 16 — рукоятку для ручного перемещения упора включения радиальной подачи. По вертикальным направляющим задней стойки 13 перемещается кронштейн 12, поддерживающий верхний конец оправки, что предохраняет ее от деформации, вызываемой силами резания. Кронштейн перемещается гидравлически включением рукоятки 14. Рукоятками 6 и 7 управляют осевой подачей фрезы, а упоры 8 и 9 служат для выключения перемещения суппорта.
Рукоятка 17 служит для фиксирования установки упоров. Упоры служат для аварийного быстрого подвода стола 18, выключения быстрого подвода стола 19, останова стола быстрого отвода 20 и аварийного 21. При срабатывании аварийного упора обеспечивается вся электросхема станка и возможны только ручные перемещения. На пульте управления 5 расположены кнопки включения и выключения гидронасоса, пуск и. останов главного электродвигателя, быстрого подвода — отвода стола, суппорта, а также переключатели метода фрезерования (попутное или встречное), освещения, цикла.
Настройка станка для нарезания цилиндрических прямозубых колес. При нарезании цилиндрических прямозубых колес фрезе сообщают вращательное движение в направлении стрелки А (см. рис. 32). Если фреза левозаходная, то обрабатываемое колесо должно вращаться в направлении, указанном стрелкой В; если же фреза правозаходная, то в направлении, противоположном стрелке.
5К32А Расположение составных частей полуавтомата
Расположение составных частей зубофрезерного станка 5к32а
Станок служит для фрезерования зубьев цилиндрических прямозубых и косозубых, а также червячных колес методом обкатки зубьев червячной фрезы и обрабатываемой заготовки. Станок также может быть использован для фрезерования шлицев.
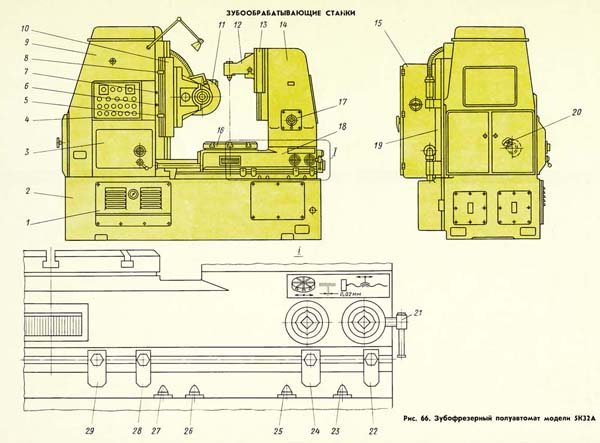
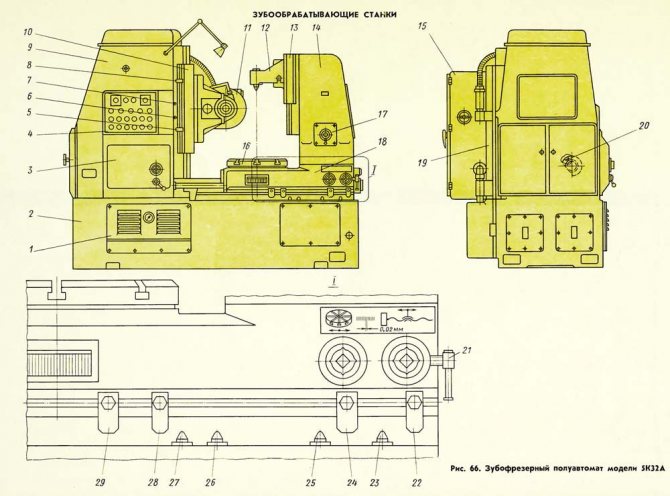
Общий вид и компоновка станка показаны на рис. 66.
Основные узлы станка: станина 2, суппортная стойка 9, каретка 10, суппорт 11, контрподдержка 14, панель управления 4, коробка распределения движений 3, коробка подач 19, гидропривод 1 и электрошкаф.
Схема кинематическая зубофрезерного станка 5к324
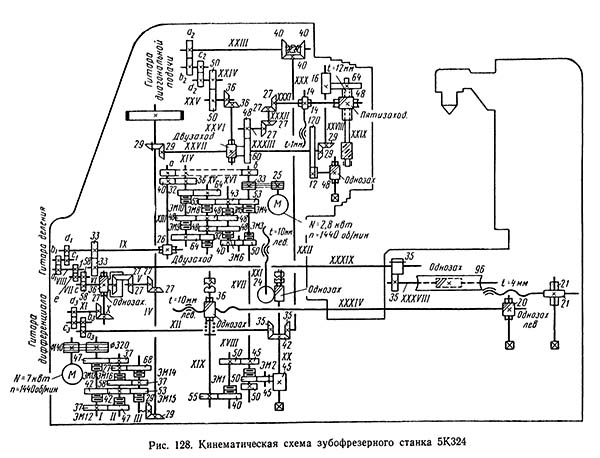
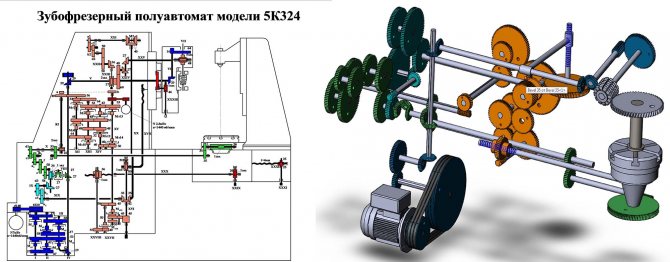
Кинематическая схема зубофрезерного станка 5к324
Движения в станке. Главное движение — вращение фрезы. Подачи: вертикальная — суппорта 3, радиальная — стола 5. Делительное вращение стола и заготовок. Ускоренные перемещения: суппорта, стола, передвижение фрезы, вращение стола 4.
При обработке прямозубых колес в станке должны осуществляться следующие движения: главное движение, вертикальная подача суппорта, вращение стола и установочные перемещения суппорта. При автоматических циклах, кроме того, совершаются радиальная подача и установочные перемещения стола. При обработке косозубых колес необходимо еще дополнительное вращение стола для обработки зубьев, расположенных по винтовой линии.
При обработке червячных колес методом радиальной подачи в станке совершаются: главное движение, радиальная подача и установочные перемещения стола.
Для нарезания прямозубых цилиндрических колес в станке предусмотрены следующие кинематические цепи:
- Главного вращательного движения фрезы
- Делительная, согласующая вращательные движения червячной фрезы и нарезаемого колеса
- Вертикальной подачи червячной фрезы
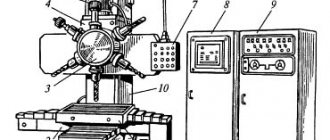
Общий вид и общее устройство станка 5К328а

Фото зубофрезерного станка 5к328а

Фото зубофрезерного станка 5к328а

Фото зубофрезерного станка 5к328а
Перечень оборудования системы смазки зубофрезерного станка 5к324
- Резервуар системы смазки и гидросистемы
- Резервуар для охлаждающей жидкости
- Фильтр пластинчатый Г41-II
- Обратный клапан Г51-22
- Подвод масла из гидросистемы к системе смазки
- Подвод масла к ванне 15 стойки и к суппорту
- Шестерни, электромагнитные муфты и подшипники в коробке распределения движений
- Распределитель смазки коробки распределения движений
- Подшипник и конические шестерни дифференциала, конические шестерни с подшипниками коробки привода, расположенные в станине
- Ванна смазки гитарного механизма стойки
- Червячная пара
- Подвод смазки к распределителю коробки распределения движений
- Подвод смазки к ванне гитарного механизма
- Подшипники вертикального вала
- Ванна стойки
- Подшипники в каретке суппорта
- Подвод смазки к маслоприемнику каретки суппорта
- Подшипники каретки суппорта
- Подвод смазки к распределителю в суппорте для смазки механизма суппорта
- Направляющие стойки
- Суппорт
- Червяк тангенциальной подачи
- Глазок контроля смазки суппорта
- Съемный подшипник
- Слив из суппорта
- Направляющие станины
- Направляющие контрподдержки
- Ось кронштейна
- Втулка кронштейна
- Трубка контроля смазки кольцевых направляющих стола
- Пробки заливки масла в стол
- Подвод смазки в коробку подач
- Шестерни и подшипники коробки диагональных подач
- Подвод смазки к глазку контроля наличия смазки суппортной стойки
- Стол
- Регулятор смазки кольцевых направлявших стола
- Подвод смазки к кольцевым направляющим стола
- Окно контроля смазки стола
- Механизмы стола и направляющие станины
- Подшипники, пальцы и шестерни гитарного механизма
- Ванна смазки коробки подач
- Подшипники, электромагнитные муфты и шестерни коробки подач
- Подвод смазки в ванну коробки привода
- Ванна смазки коробки привода
- Подшипники и шестерни коробки привода
- Слив излишков масла из стола в стойку
Технические характеристики зубофрезерного станка 5к324
| Наименование параметра | 5к32 | 5к324 |
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса, мм | 10 | 8 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°), мм | 800 | 500 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 500 | 400 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 350 | 300 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (60°), мм | 120…250 | 120…250 |
| Наибольший диаметр нарезаемых червячных колес, мм | 800 | 500 |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 350 | 300 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 200 | 200 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (45°), мм | 150 | 150 |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 130 | 130 |
| Наименьшее число нарезаемых зубьев | 12 | 12 |
| Стол | ||
| Диаметр стола, мм | 630 | 500 |
| Расстояние между осями стола и фрезы, мм | 80…500 | 60…350 |
| Расстояние от плоскости стола и оси фрезы, мм | 210…570 | 210…570 |
| Ускоренное перемещение стола, мм/мин | 170 | 170 |
| Ручное перемещение стола за один оборот лимба, мм | 0,5 | 0,5 |
| Суппорт | ||
| Наибольшее перемещение суппорта, мм | 360 | 360 |
| Ускоренное перемещение каретки суппорта, мм/мин | 550 | 550 |
| Наибольший диаметр режущего инструмента, мм | 200 | 200 |
| Наименьшая длина режущего инструмента, мм | 200 | 200 |
| Диаметры фрезерных оправок, мм | 32; 40 | 32; 40 |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | 130 | 130 |
| Расстояние от оси шпинделя до направляющих суппорта, мм | 319 | 319 |
| Наибольший угол наклона зубьев нарезаемого колеса, град | ±60 | ±60 |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 1` | 1` |
| Конусное отверстие шпинделя | Морзе 5 | Морзе 5 |
| Наибольшее осевое перемещение фрезы, мм | 80 | 80 |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 5…310 | 5…310 |
| Число ступеней оборотов фрезы | 9 | 9 |
| Пределы продольных подач, мм/об | 0,8…5,0 | 0,8…5,0 |
| Пределы радиальных подач, мм/об | 0,3…1,7 | 0,3…1,7 |
| Пределы тангенциальных подач, мм/об | 0,17…3,7 | 0,17…3,7 |
| Число ступеней подач | 7 | 7 |
| Привод и электрооборудование станка | ||
| Электродвигатель главного привода, кВт/ об/мин | 7,5/ 1460 | 7,5/ 1460 |
| Электродвигатель ускоренного хода, кВт/ об/мин | 3/ 1430 | 3/ 1430 |
| Электродвигатель привода гидронасоса, кВт/ об/мин | 1,1/ 930 | 1,1/ 930 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,15/ 2840 | 0,15/ 2840 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2550 1510 2000 | 2500 1440 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 7200 | 6400 |
- Универсальные зубофрезерные станки повышенной точности 5К324, 5К32. Руководство,
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики зубообрабатывающих станков
- Как покупать станок для производства
- Зубофрезерные станки для цилиндрических колес
- Встречное фрезерование. Попутное фрезерование при нарезании зубчатых колес на зубофрезерном станке
- Коническое зубчатое колесо. Термины и определения
- Испытания и проверка металлорежущих станков на точность
- Производители фрезерных станков в России
- Заводы производители металлорежущих станков в России
- Справочник зубообрабатывающих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
5К32А характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 5к32а предназначены для нрезания цилиндрических и червячных колус в условиях среднего и крупносерийного производства
Наибольший модуль нарезаемого колеса, мм 8 Наибольший диаметр нарезаемых червячных колес, мм 500 Наибольший диаметр нарезаемых цилиндрических колеса, мм — Прямозубых 500 — Косозубых, при угле наклона: — 30о 400 — 45о 300 — 60о (При диаметре фрезы 180 мм) 120…250 Наибольшая длина нарезаемых цилиндрических колес, мм — Прямозубых 300 — Косозубых, при угле наклона: — 30о 200 — 45о 150 — 60о 130 Наименьшее число нарезаемых зубьев 12 Расстояние между осями стола и фрезы, мм — Наименьшее 60 — Наибольшее 350 Расстояние от плоскости стола до оси фрезы, мм — Наименьшее 210 — Наибольшее 570 Диаметр стола, мм 500 Ускоренное перемещение стола, мм/мин 170 Ручное перемещение стола на один оборот, мм 0,5 Наибольшие размеры режущего инструмента, мм — Диаметр 180 — Длина 200 Наибольшее перемещение суппорта, мм 360 Ускоренное перемещение каретки суппорта, мм/мин 550 Диаметр фрезерных оправок, мм 32, 40 Скорость перемещения шпинделя вдоль оси, мм/мин 12 Расстояние от оси шпинделя до направляющих суппорта, мм 319 Наибольший угол наклона зубьев обрабатываемого зубчатого колеса, градус +-60 Поворот на одно деление шкалы: — Линейка, градус 1 — Нониус, минута 5 Автоматическая осевая передвижка фрезы Имеется Автоматический останов станка в конце цикла Имеется Автоматический возврат инструмента в исходное положение Имеется Предохранение от перегрузки Имеется Конусное отверстие суппорта Морзе 5 Наибольшее осевое перемещение фрезы, мм 80 Мощность главного электродвигателя, кВт 7,5 Число оборотов в минуту 1480 Пределы чисел оборотов фрезы в минуту 50…310 Число ступеней оборотов фрезы 9 Пределы подач, мм/об — Продольной 0,8…5,0 — Радиальной Число ступеней подач 0,3…1,7 Габаритные размеры станка, мм — Длина 2500 — Ширина 1440 — Высота 2000 Масса станка, кг 6400
Купить этот станок без посредников:
mashinform.ru