К
атегория:
Токарное дело
Режущий инструмент токарных станков
Далее: Контрольно-измерительный инструмент
Для изготовления режущего инструмента применяют следующие инструментальные материалы (рис. 92): углеродистые, легированные, быстрорежущие стали; твердые сплавы; минералокерамику; искусственные алмазы; синтетические материалы (композиты, гек-сомиты) и др.
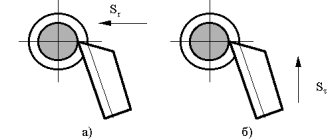
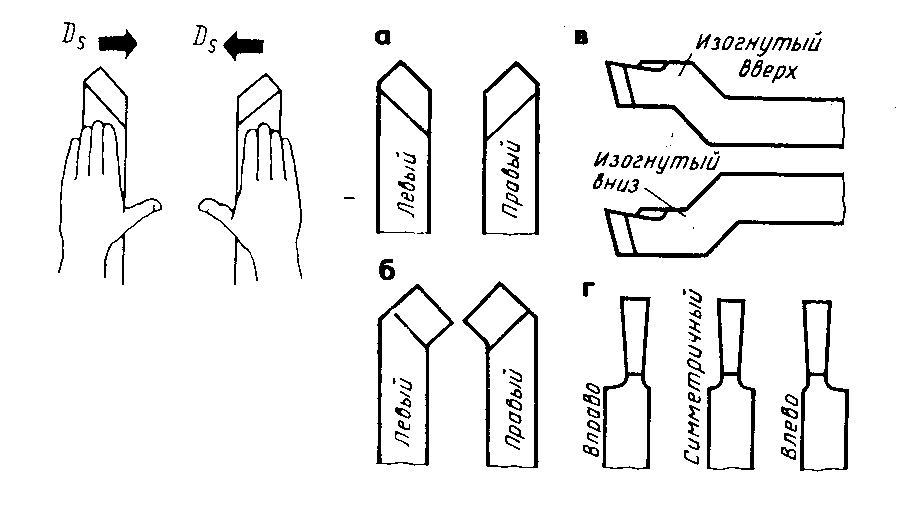
Резцы. Наиболее распространенным видом режущего инструмента, применяемым на токарных станках, являются резцы. По конструкции резцы разделяют на прямые правые и левые и отогнутые (рис. 93). Для определения направления режущей кромки резца кладут ладонь на его поверхность так, чтобы пальцы были направлены к вершине резца. Левым называют резец, главная режущая кромка которого окажется со стороны большого пальца левой руки (рис. 94, а), а правым, режущая кромка которого окажется со стороны большого пальца правой руки (рис. 94, б). Правые и левые отогнутые резцы показаны на рис. 94, в.
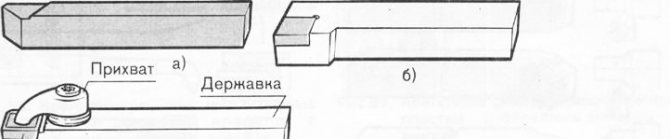
Рис. 93. Цельный (а), напайной (б) и сборный (в) резцы
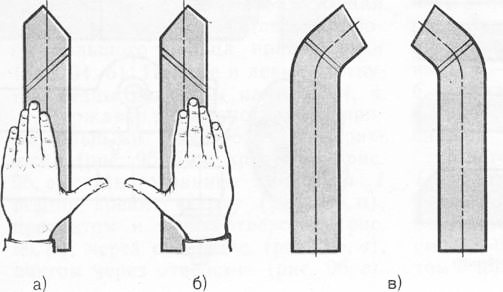
Рис. 94. Виды резцов
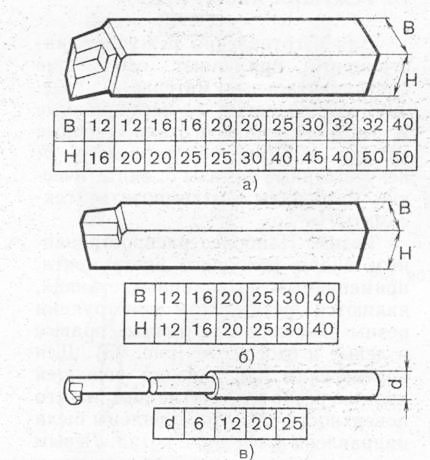
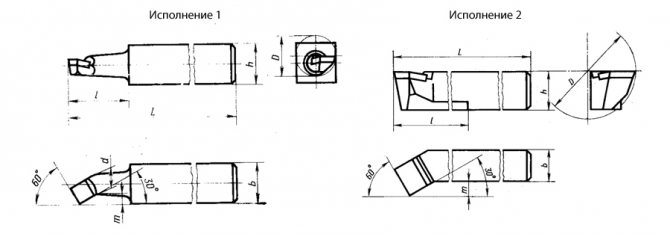
Рис. 95. Державни резцов
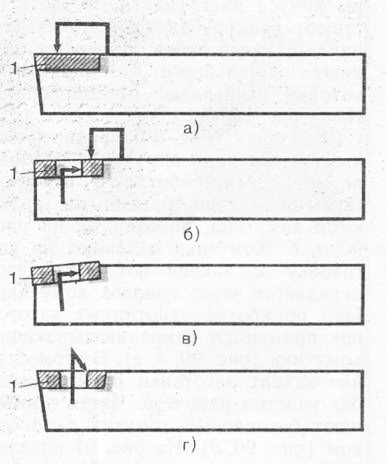
Рис. 96. Крепление многогранных режущих пластин
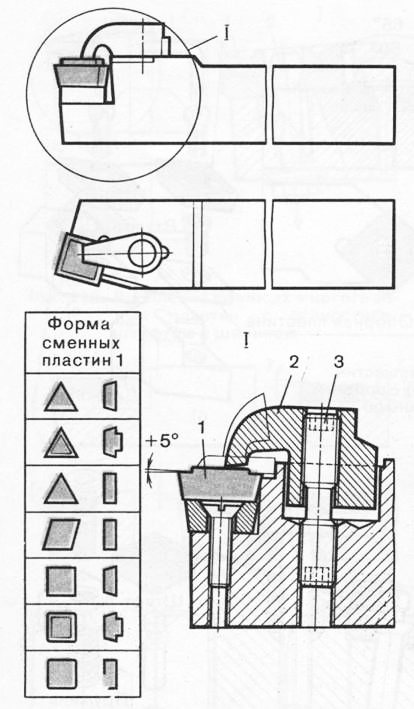
Рис. 98. Крепление сменных многогранных пластин прихватом и винтом с разнонаправленной резьбой

Рис. 99. Крепление сменных многогранных пластин L-образным рычагом и винтом
Державки резцов могут быть прямоугольными (рис. 95, а), квадратными {рис. 95, б) и круглыми (рис. 95, в). Многогранные пластины резцов крепят сверху (рис. 96, а), прихватом и через отверстие (рис. 96,6), через отверстие (рис. 96, в), винтом через отверстие (рис. 96,г).
По назначению резцы (рис. 97) разделяют на 1 — проходные; 2 — проходные отогнутые; 3 — подрезные; 4 — отрезные; 5 — расточные; 6 — канавочные; 7 — резьбовые; 8— фасонные; 9 — фасонные виброга-сящие.
Многогранные сменные пластины крепят прихватом (рис. 98) и винтом 3 с разнонаправленной резьбой, пластины (рис. 99) с отверстием — L-образным рычагом и винтом пластины с фасонным отверстием — винтом (рис. 100), пластины с отверстием — клином-прихватом и винтом (рис. 101), пластины с отверстием — штифтом и шариком (рис. 102), пластины — прихватом и винтом (рис. 103).
Передняя поверхность (рис. 104) бывает: 1 — плоская с положительным передним углом; 2 — плоская с отрицательной фаской; 3—плоская с отрицательной фаской и припайным стружколомателем; 4 — криволинейная с отрицательной фаской;
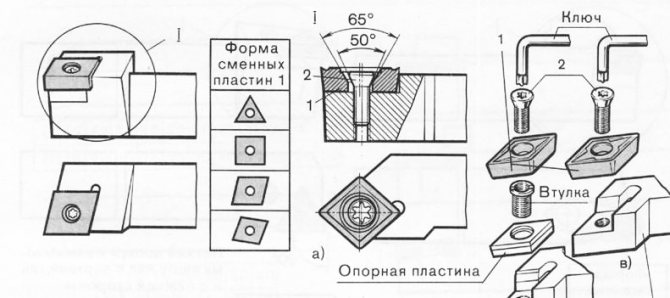
Рис. 100. Крепление сменных многогранных пластин с фасонным отверстием винтом(а) с опорной пластиной (б) и без опорной пластины (в)
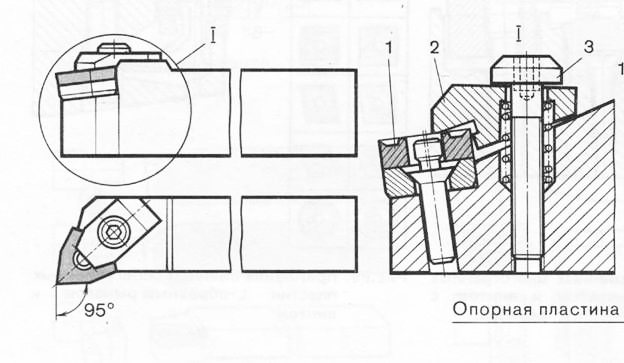
Рис. 101. Крепление сменных многогранных пластин с отверстием нлином-прихватом и винтом
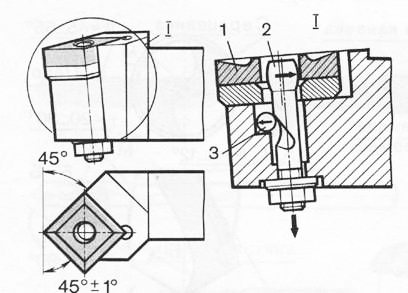
Рис. 102. Крепление сменных многогранных пластин с отверстием штифтом и шариком
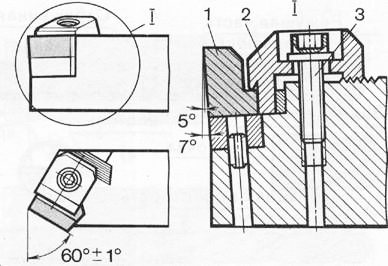
Рис. 103. Нрепление ступенчатых пластин прихватом и винтом
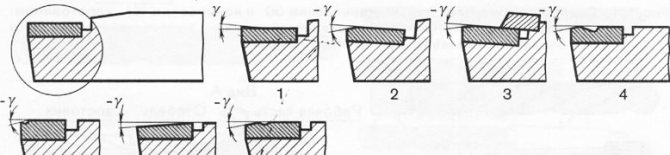
Рис. 104. Форма передней поверхности резца
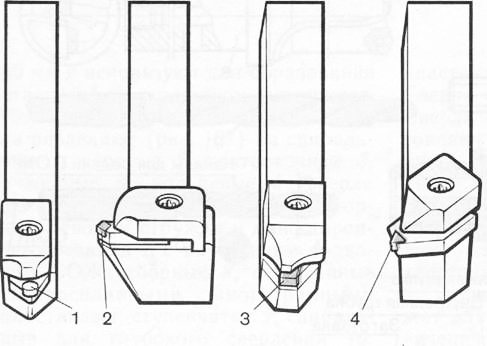
Рис. 105. Резцы, оснащенные пластинами из сверхтвердых номпозиционных материалов
Резцы, оснащенные пластинами из сверхтвердых композиционных материалов (рис. 105),— качественно новая группа инструментов, позволяющая обрабатывать с высокой скоростью резания. Пластины изготовляют круглой, ромбической, квадратной и трехгранной формы.
Сверла являются режущим инструментом, состоящим из рабочей части и хвостовика (рис. 106). Их изготовляют диаметром от 0,1 до 80 мм и используют для образования пластинами из твердого сплава (5).
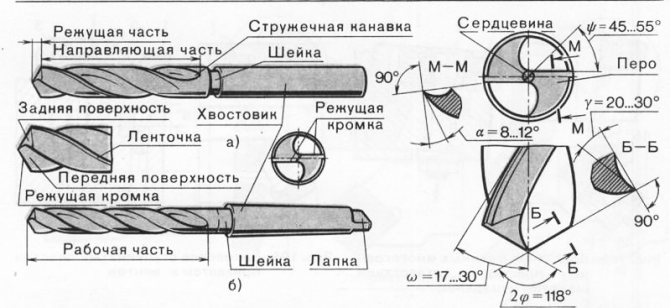
Рис. 106. Сверло спиральное с цилиндрическим (а) и ионическим (б) хвостовиком: а — задний угол; ф — угол наклона поперечной кромки; у—передний угол; “—угол наклона винтовых канавок; 2(0 —угол при вершине
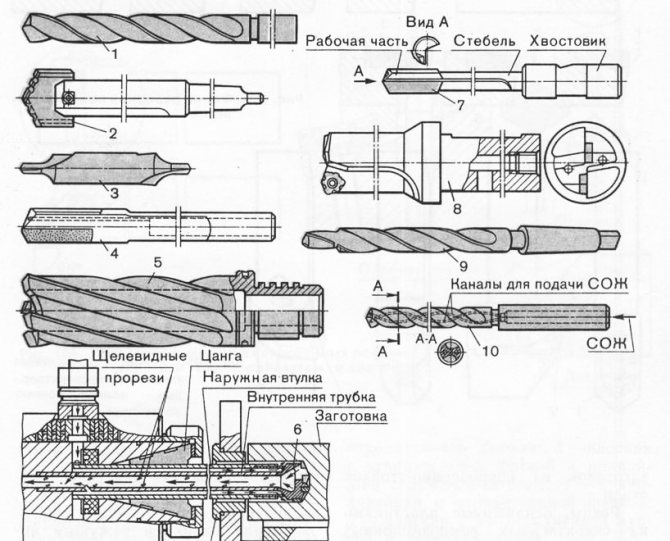
Рис. 107. Виды сверл
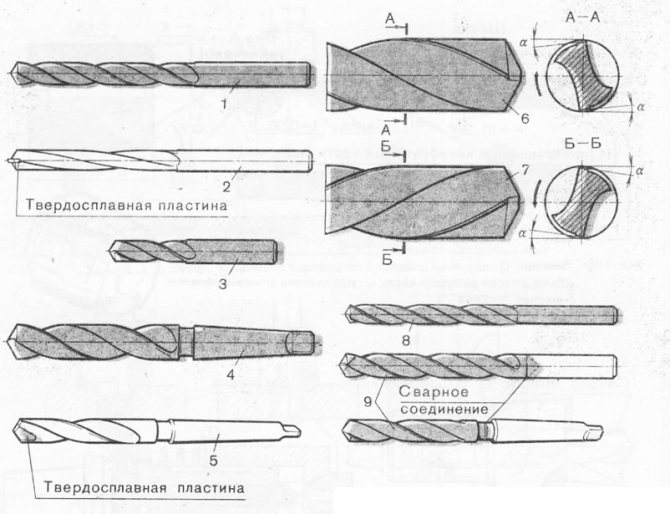
Рис. 108. Виды спиральных сверл

Рис. 109. Зенкер: D-наружный диаметр; d-внутренний диаметр; z-число зубъев; <�р – угол режущей части; ш-угол найлона винтовых канавок; f-ширина ленточни
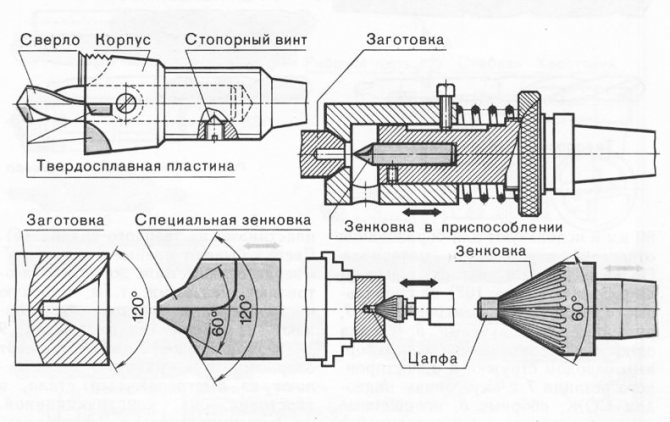
Рис. 110. Зенковни
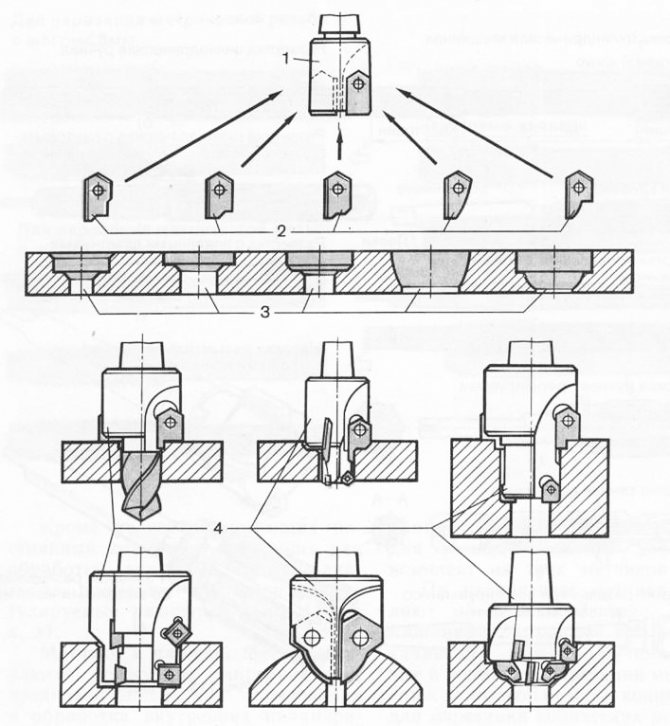
Рис. 111. Примеры применения зенновок: 1— корпус; 2 — сменные ноши; 3 — отверстия; 4 — переналаживаемые зенковки
Рис. 112. Развертки
Развертки с цилиндрическим (рис. 112, а) и коническим (рис. 112,6) хвостовиками предназначены для чистовой обработки сквозных и глухих отверстий. По конструкции развертки разделяют на цельные и составные с цилиндрическим и коническим хвостовиками, насадные. По назначению развертки бывают ручные и машинные. По форме рабочей части их делят на цилиндрические (рис. 113, а—г) и конические (рис. 113, д). Стружечные канавки развертки могут быть с прямым или винтовым расположением. Развертки бывают неразъемными с впаянными пластинами (рис. 113, е) и разъемными со вставными ножами (рис. 113, ж, з).
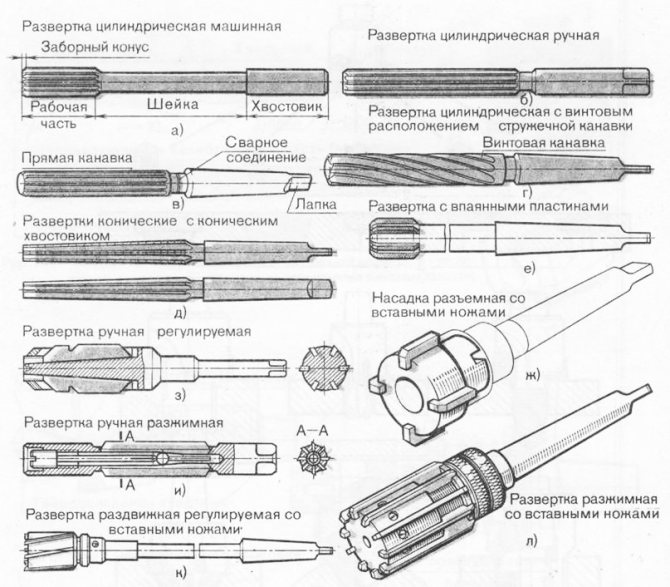
Рис. 113. Развертки
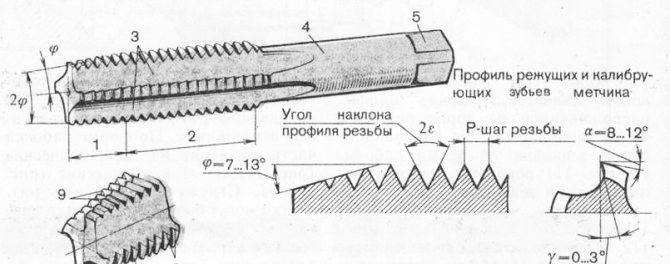
Рис. 114. Конструктивные элементы метчика
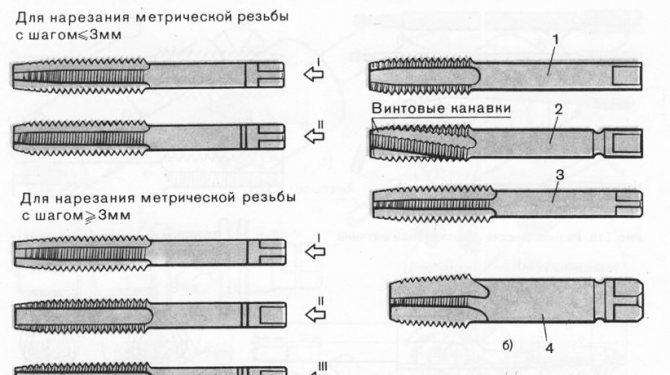
Рис. 115. Виды метчинов
Кроме разверток, имеющих постоянный диаметр и служащих для обработки отверстия одного диаметра, применяют разжимные и регулируемые развертки (рис. 113, и, к, л).
Метчики и плашки. Метчики являются режущим инструментом, предназначенным для образования и обработки внутренних цилиндрических и конических резьб (рис. 114). Они имеют коническую заборную часть 1 и калибрующую часть 2, стружечные канавки и хвостовик с квадратом. Передняя поверхность зуба метчика представляет собой плоскость, плавно сопрягающуюся с дном стружечной канавки. Задняя поверхность зуба бывает затылованной и незатыло-ванной, когда задняя поверхность цилиндрическая. Главная режущая кромка, срезающая стружку, наклонена к оси метчика под углом ср. Вспомогательная режущая кромка 8 формирует профиль резьбы. Для нарезания метрической резьбы (рис. 115, а) с шагом 3 мм применяют комплект из двух метчиков / и //, для резьбы с шагом ^3 мм — комплект из трех метчиков I—III.
По назначению метчики разделяют на ручные (рис. 115,6), машинные с прямой или винтовой канавками, машинно-ручные правые и левые для нарезания метрической и дюймовой резьбы, конические для нарезания конических резьб. На рис. 116 показаны гаечные прямые метчики для нарезания резьбы в гайках, гаечные изогнутые для нарезания резьбы в гайках на автоматах. Для нарезания резьб в глухих отверстиях применяют метчики с короткой заборной частью; для нарезания резьб в сквозных отверстиях — метчики с длинной заборной частью.
По профилю резьбы метчики разделяют: на метчики с метрической резьбой с углом профиля 60° и метчики с дюймовой резьбой с углом профиля 55° (рис. 117). Конструкция бесстружечного метчика показана на рис. 118.
Круглые плашки (рис. 119) предназначены для образования и обработки наружных цилиндрических и конических резьб. Конструктивно круглые плашки представляют собой кольцо с режущими кромками и отверстия для выхода стружки. Плашки бывают с метрической 4 и дюймовой 5 резьбой, цельные и разрезные. Износ осевого и резь-бообразующего инструмента указан в прилож.
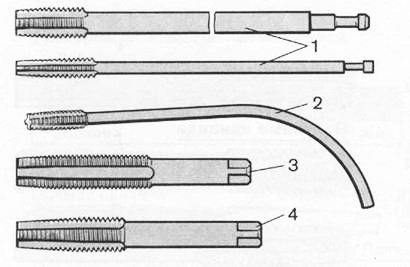
Рис. 116. Разновидности хвостовинов метчика
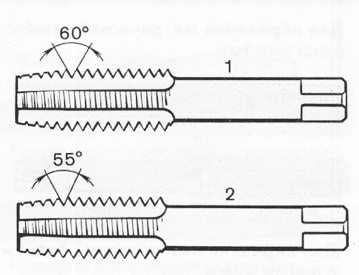
Рис. 117. Метчинидля нарезания метрической и дюймовой резьбы
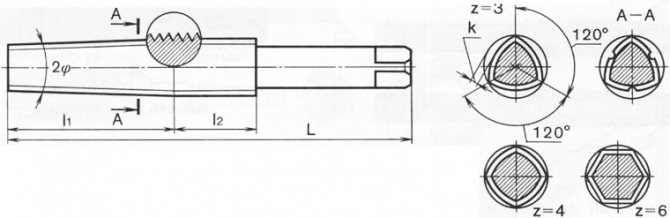
Рис. 118. Конструкция бесстружечного метчика
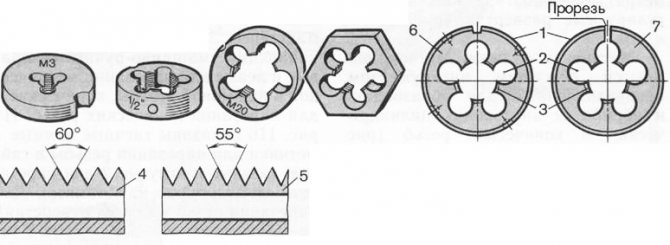
Рис. 119. Круглые плашки
Резьбонарезные головки применяют для нарезания наружных и внутренних резьб. Они бывают с круглыми гребенками невращающие-ся (рис. 120, а) и вращающиеся (рис. 120,6); с тангенциальными плоскими гребенками (рис. 120,в); для внутренней резьбы (рис. 120, г); тангенциальные (рис. 120, д). Наружные резьбы накатывают резьбо-накатными роликами (рис. 120, е). Хвостовик крепят в суппорте продольного перемещения.
Резьбонакатная головка накатывает резьбу двумя роликами, которые вращаются на двух осях, установленных на рычагах, поворачивающихся вокруг центральной оси . Межцентровое расстояние резьбонакатных роликов регулируют винтами. Плунжер и упорный болт служат для выбора боковых зазоров в зубчатой“передаче головки.
Изнашивание инструмента. В процессе резания в результате трения инструмент изнашивается как по передней, так и по задней поверхностям. При чистовой обработке и толщине стружки 0,1 мм и средней скорости резания — по передней и задней поверхностям (рис. 121,6). При высокой скорости резания и толщине стружки >0,1 мм инструмент изнашивается там, где край лунки сливается с изношенной задней поверхностью (рис. 121, в).
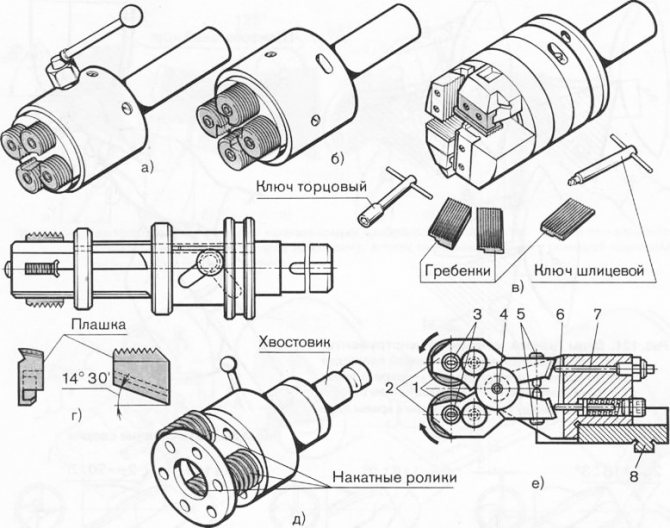
Рис. 120. Невращающиеся и вращающиеся головки для нарезания резьб
Затачивают инструмент на заводах-изготовителях инструмента. При эксплуатации после достижения критического значения износа инструмент затачивают вновь. Сверла затачивают по задней поверхности (рис. 122).
Разновидность заточки и формы подточки показаны на рис. 123, а…ж.
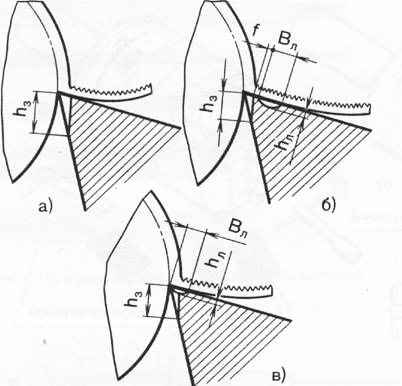
Рис. 121. Виды износа режущего инструмента

Рис. 122. Затачивание сверла
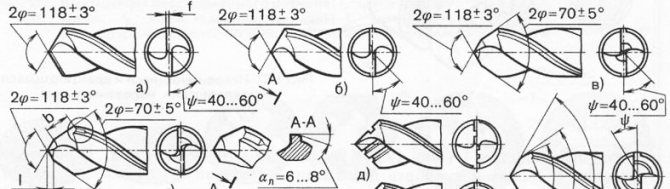
Рис. 123. Форма подточки спиральных сверл:
Контроль заточки сверл осуществляют шаблонами и угломерами (рис. 124).
Резцы затачивают как по задним, так и по передним поверхностям (рис. 125). Если главную режущую кромку 2 (рис. 126, а) затачивают наклонно вниз относительно вершины /, при обработке заготовки из мягкого и вязкого металла стружка 3 направлена в сторону обрабатываемой поверхности. Главную режущую кромку 2 (рис. 126, б) затачивают горизонтально относительно вершины 1. При обработке заготовки из материалов средней твердости образуется стружка скалывания. Если главную режущую кромку 2 затачивают наклонно вверх относительно вершины 1 (рис. 126, в), стружка 3 направлена в сторону обработанной поверхности.
Для затачивания резцов в основном применяют точила и специализированные станки ЗД642Е и ЗА641Е. Фаски и вершину головки резца 1 (рис. 127, а) доводят вручную мелкозернистым карборундовым или алмазным бруском 2. После затачивания резцы проверяют шаблоном и угломером (рис. 127,6).
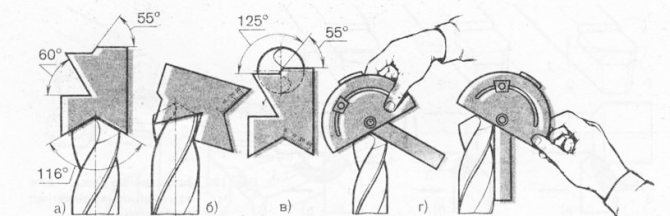
Рис. 124. Контроль заточни сверл комплексным шаблоном и угломером: а—угла при вершине и длины режущих кромок; б—угла заострения; в—угла между поперечной и режущей кромками; г-угл а наклона режущей кромки
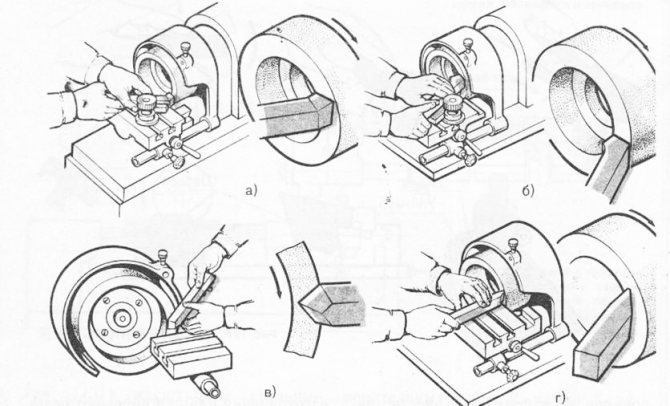
Рис. 125. Затачивание резца по главной задней (а), вспомогательной задней (б), передней поверхности (в) и радиуса закругления вершины резца (г)
Развертки затачивают и доводят по передней поверхности при базировании их в центрах. Качество заточки зубьев развертки контролируют шаблонами и на приспособлениях с часовыми индикаторами.
Метчики затачивают по передней поверхности при базировании его в центрах. Для затачивания метчиков применяют приспособление, фиксирующее положение метчика упором. Для контроля метчиков ими нарезают резьбу и затем контролируют ее резьбовыми калибрами. Круглые плашки затачивают на специальных станках МФ-4А (рис. 130). Для проверки качества изготовления плашки нарезают резьбу на контрольном винте, затем резьбу проверяют резьбовыми калибрами.
Конструкция токарного резца
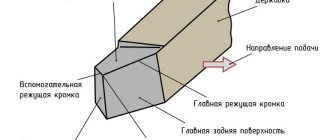
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
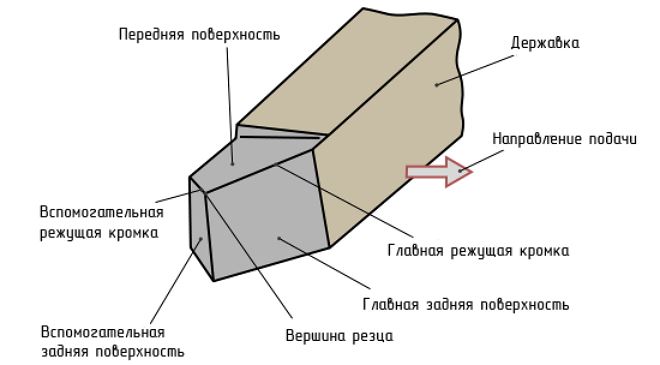
Изображение №1: конструкция токарного резца
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
— Резцы делятся на правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Выбор токарных резцов
Токарный резец, являясь на первый взгляд сравнительно простым инструментом, требует к себе серьезного подхода. Для качественной обработки металла к нему предъявляется ряд требований:
- Правильный подбор материала и геометрических размеров режущей части инструмента.
- Достаточная виброустойчивость державки.
- Соответствие пластины инструментального материала для конкретного вида обработки: форма и размер, способ крепления. Выбор геометрии и конструкции места для крепления пластины.
- Способ стружколомания.
Все эти факторы определяют качество будущей детали, скорость выполнения операций.
Геометрические размеры резцов должны обеспечивать:
- Максимальное время работы режущей части до величины максимального износа — стойкость инструмента.
- Сохранение всех первоначальных настроек. Это особенно актуально при работе станков-автоматов.
- Качество обрабатываемой поверхности.
- Недопущение чрезмерного уровня вибраций.
Точного соблюдения всех условий и параметров достичь невозможно. Поэтому для обработки конкретных изделий проводится оптимизация всех критериев, в результате чего готовая деталь должна соответствовать заданным размерам и шероховатостям.
Заточка резцов

Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Заточка резца осуществляется в строгой последовательности. Сначала доводится главная поверхность с переходом на заднюю и вспомогательную плоскость. Затем получают ровную режущую кромку передней поверхности.
Резцы из быстрорежущей стали затачиваются электрокорундовым шлифовальным кругом. Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
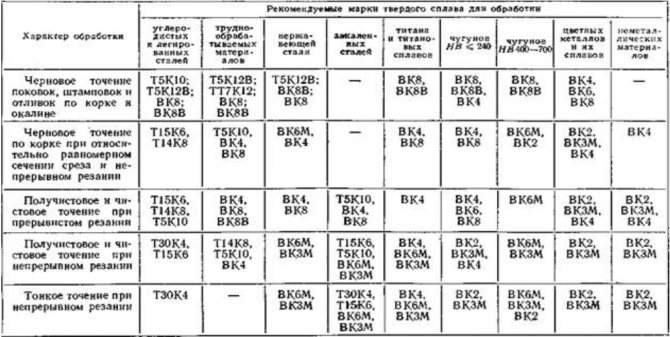
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Режущие инструменты для токарных станков
» Инструмент и оснастка » Режущие инструменты для токарных станков
В силу своей почти безграничной универсальности токарные станки предрасположены к применению практически всего широкого спектра металлорежущего инструмента. При установке на токарный станок соответствующих приспособлений на них можно выполнять операции шлифования, сверления, протяжки и даже фрезерования. Другое дело целесообразность таких нестандартных процессов – как правило, они используются в штучном производстве.
Основным режущим инструментом токарных станков являются всевозможные резцы – их достаточно много и применяются они для выполнения определённых операций. Существует пять основных видов резцов для токарной обработки – это проходные резцы, расточные, отрезные, резьбовые и фасонные.
В свою очередь каждый из этих видов инструмента может разделяться на отдельные группы. Проходные резцы могут быть левыми, правыми, упорными и наклонными; расточные разделяются на упорные и сквозные; отрезные и резьбовые классифицируются на наружные и внутренние; а различие в фасонных инструментах заключается в их назначении.
Вид используемых в токарной обработке резцов обуславливается их задачами. Так, проходные резцы используются для наружной и внутренней проточки заготовки с целью достижения необходимого диаметра. Расточные резцы применяют для увеличения внутреннего диаметра отверстия и придания ему специфических форм.
В задачи отрезных резцов входит не только порезка заготовки – с их помощью создаются всевозможной формы кольцевые пазы, вроде посадочных углублений для стопорных колец. Также к их помощи прибегают для обработки валов сложной формы.
С резьбовыми резцами понятно всё и без слов, их применяют для нарезания внутренней и наружной резьбы большого диаметра и разной конфигурации.
Фасонные резцы являются наиболее интересным вариантом для токарной обработки – своеобразной формы твердосплавные головки могут устанавливаться практически на все типы резцов. Их прямое назначение – изготовление деталей, имеющих сложную геометрическую форму поверхности.
Кроме основных режущих инструментов на токарных станках используется и другая оснастка – при использовании дополнительных приспособлений на станках этого типа можно выполнять сверлильные, шлифовальные операции и даже осуществлять протяжку прямоугольных отверстий. С одинаковым успехом (опять же при наличии определённых приспособлений) на токарных станках можно использовать резьбонарезные плашки и метчики, фрезы и даже полировочные заточные и шлифовальные круги.
Расточные резцы для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Токарные резцы — основной рабочий инструмент дерево и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры. Классификация токарных резцов выполняется по таким факторам как назначение, тип обработки, способ подачи и крепления, о чем мы детальнее поговорим в данной статье.
В публикации рассмотрены виды токарных резцов и их конструкция, приведены рекомендации по выбору инструмента и технологии его установки, а также представлена инструкция, следуя которой вы сможете правильно заточить резец своими руками.
Сборные резцы
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Классификации
Существуют классификации по конструкции, способу изготовления, сечению стержня, обработки, установки.
По конструкции выделяют:
- прямые – составляющие расположены на одной оси, на двух параллельных;
- изогнутые – изогнутая форма державки;
- оттянутые – шириной рабочей головки больше ширины державки;
- отогнутые – рабочая головка отогнута от оси.
По способу изготовления:
- несъемные (приваренные) – самые распространенные;
- цельные;
- сборные (универсальные) – съемные пластины закрепляются винтами (прижимами), выполняют разные функции.
По типу обработки заготовки:
- отрезные – торцевание, разрезание заготовок;
- проходные – обработка наружных поверхностей конических, цилиндрических форм;
- расточные – есть проходные и упорные, выполняют растачивание сквозных, глухих отверстий;
- прорезные (канавочные) – наружные, внутренние канавки цилиндрических изделий, разрезка под прямым углом;
- фасонные – обтачивание фасонных поверхностей, формирование фасонных канавок, выступов;
- резьбовые – оснащение внутренней, наружной резьбой;
- фасочные – снятие фасок (обработка кромок);
- галтельные – обработка желобков, выемок.
По сечению: квадратные, прямоугольные, круглые.
По установке: радиальные (перпендикулярно к обрабатываемой площади), тангенциальные (автоматы, полуавтоматы – касательное расположение).