Способы обработки наружных конических поверхностей
К
атегория:
Токарное дело
Способы обработки наружных конических поверхностей
Далее: Обработка конических поверхностей при помощи копировальной (конусной) линейки
Обработка конических поверхностей широким резцом. Конические поверхности длиной 20—25 мм обрабатывают широким резцом. Для получения необходимого угла применяют установочный шаблон, который прижимают к заготовке, а к его наклонной рабочей поверхности подводят резец, затем шаблон убирают и резец подают к заготовке. Обработка конических поверхностей при повернутых верхних салазках суппорта. Поворотная плита суппорта вместе с верхними салазками может поворачиваться относительно поперечных салазок, для этого освобождают гайки винтов крепления плиты. Контроль угла поворота с точностью до одного градуса осуществляют по делениям поворотной плиты. Поворотную плиту суппорта точно настраивают на требуемый угол поворота при помощи индикатора по предварительно изготовленной детали — эталону. Индикатор закрепляют в резцедержатель, а наконечник индикатора устанавливают точно по центру и подводят к конической поверхности эталона вблизи меньшего сечения, при этом стрелка индикатора ставится на нуль; затем суппорт перемещают так, чтобы штифт индикатора касался заготовки, а стрелка все время находилась на нуле. Положение суппорта фиксируют зажимными гайками. Достоинства способа: возможность обработки конусов с любым углом уклона, простота наладки станка.
Недостатки способа: невозможность обработки длинных конических поверхностей так как длина обработки ограничена длиной хода верхних салазок суппорта (например, у станка 1К62 длина хода 180 мм); обтачивание ведут при ручной подаче, что снижает производительность и качество обработки. Обработку конических поверхностей при повернутых верхних салазках суппорта можно механизировать, применив приспособление. Гибкий вал получает вращение от ходового винта или от ходового вала станка через спиральные зубчатые колеса и передает вращение на рукоятку винта верхних салазок.
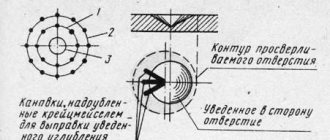
Некоторые токарные станки (16К20, 163 и др.) имеют механизм передачи вращения на винт верхних салазок суппорта. На таком станке независимо от угла поворота можно получить автоматическую подачу верхних салазок. Если наружная коническая поверхность вала и внутренняя коническая поверхность втулки должны сопрягаться, то конусность сопрягаемых поверхностей должна быть одинакова. Чтобы обеспечить одинаковую конусность, обработку таких поверхностей выполняют без переналадки положения поворотной плиты. При этом для обработки конусного отверстия применяют расточный резец с головкой, отогнутой вправо от стержня, а шпинделю сообщают обратное вращение. Обработка конических поверхностей способом смещения задней бабки. Длинные наружные конические поверхности обрабатывают способом смещения корпуса задней бабки. Заготовку устанавливают в центрах. Корпус задней бабки при помощи винта смещают в поперечном направлении так, что заготовка становится «на перекос». При включении подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность.
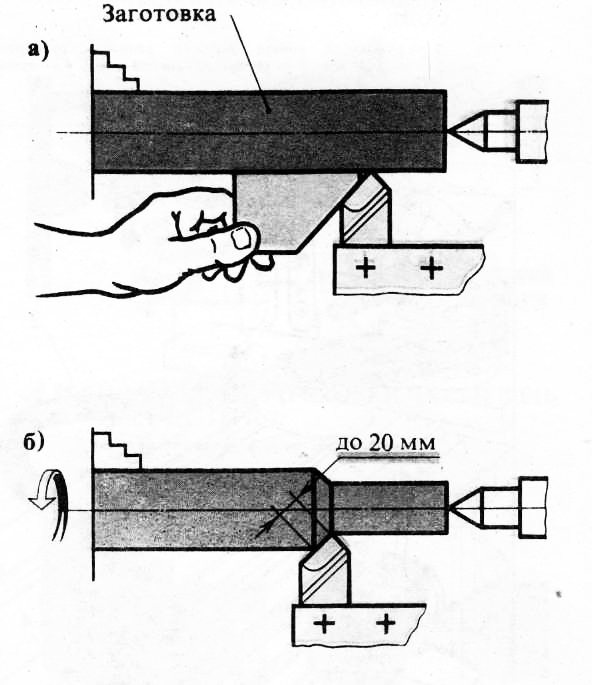
1. ОБРАБОТКА КОНИЧЕСКОЙ ПОВЕРХНОСТИ КОНУСА ШИРОКИМ РЕЗЦОМ: а — установка резца по шаблону, б — схема обработки
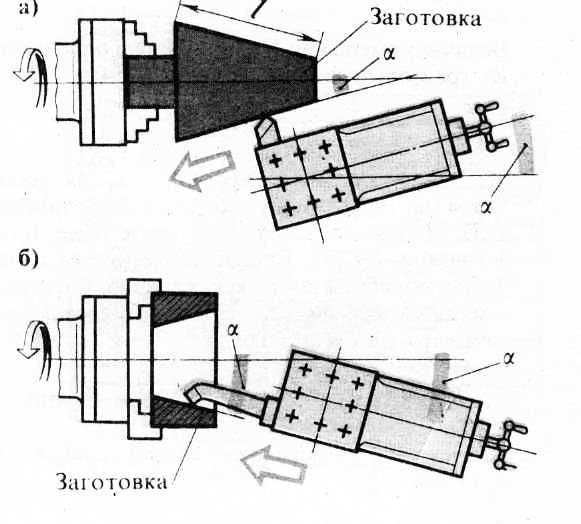
2. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) ПРИ ПОВЕРНУТЫХ ВЕРХНИХ САЛАЗКАХ СУППОРТА: а обтачивание наружной поверхности, б — растачивание внутренней поверхности, а — угол уклона конуса
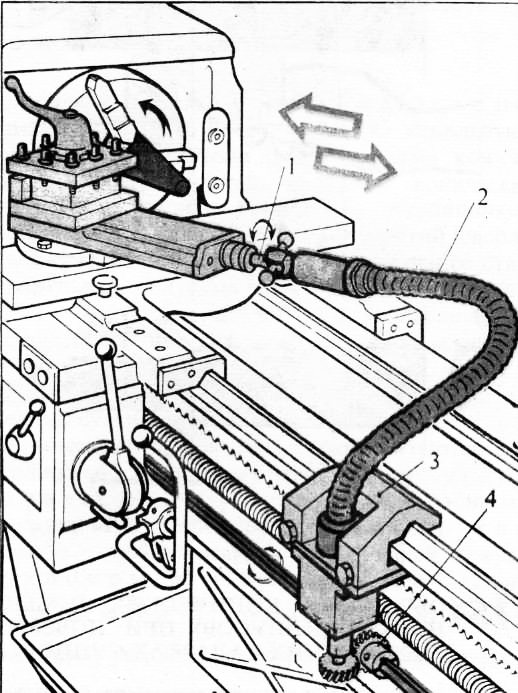
3. ПРИСПОСОБЛЕНИЕ С ГИБКИМ ВАЛОМ ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ВЕРХНИХ САЛАЗОК ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ): 1 — рукоятка винта верхних салазок, суппорта, 2 — гибкий вал, 3 — корпус приспособления. 4 — зубчатая передача
Величину смещения Н задней бабки определяют из треугольника ЛВС:
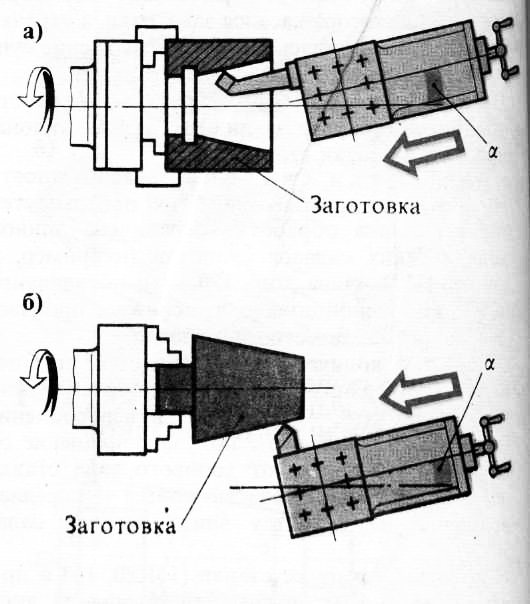
4. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) БЕЗ ПЕРЕНАЛАДКИ ВЕРХНИХ САЛАЗОК СУППОРТА
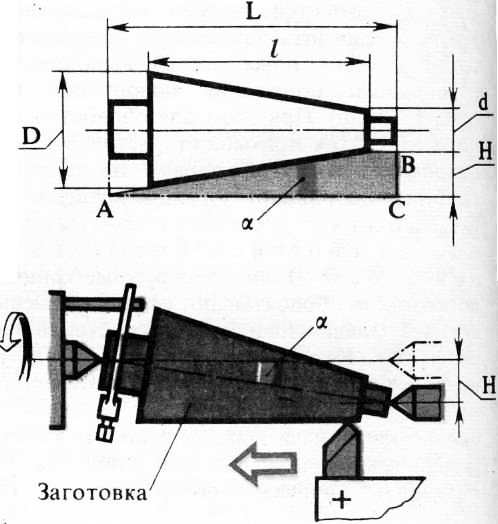
5. ОБРАБОТКА НАРУЖНОЙ КОНИЧЕСКОЙ ПОВЕРХНОСТИ (КОНУСА) СПОСОБОМ СМЕЩЕНИЯ ЗАДНЕЙ БАБКИ: Н — величина смещения задней бабки
Величину смещения корпуса задней бабки относительно плиты контролируют по делениям на торце плиты или при помощи лимба поперечной подачи. Для этого в резцедержателе закрепляют планку, которая подводится к пиноли задней бабки: положение фиксируется лимбом. Затем поперечные салазки отводят назад на расчетную величину по лимбу и заднюю бабку смещают до соприкосновения с планкой. Наладку станка на обтачивание конусов способом смещения задней бабки можно выполнять по эталонной детали, которую закрепляют в центрах и смещают заднюю бабку, контролируя индикатором параллельность образующей поверхности эталонной детали к направлению подачи. Контроль можно также осуществить при помощи резца и полоски бумаги: резец соприкасают с конической поверхностью по меньшему, а затем по большему диаметрам так, чтобы между резцом и этой поверхностью протягивалась полоска бумаги с некоторым сопротивлением. Чтобы во время вращения заготовки не повредилось центровое отверстие, применяют шариковый центр. Вращение заготовке должно передаваться только хомутиком: крепление в патроне недопустимо. Достоинства обработки конических поверхностей способом смещения задней бабки: возможность обработки длинных заготовок и возможность автоматической подачи суппорта.
Недостатки: невозможность обработки внутренних конусов и конусов с большим углом.
Общие понятия о конусности
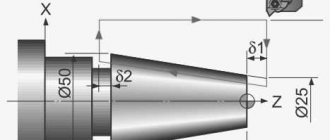
Поверхность конуса состоит из следующих величин (рис. 1): сечение D – большее и сечение d – меньшее. Между двумя поверхностями, образованными сечениями D и d, имеется расстояние I. α – угол уклона конуса, 2α – угол конуса.
Рис. 1. Геометрия конуса
Соотношение K=(D – d)/I показывает конусность предмета. При написании его обозначают со значком деления, либо десятичной дробью. Например: 1:20, 1:50 или 0,05, 0,02.
Соотношение Y=(D – d)/(2I) = tgα имеет название уклон.
Обработка поверхностей с конусностью
В производстве часто приходится производить обработку валов, у которых конструктивно заложены конические переходы между диаметрами шеек. При длине конусной поверхности не более 50 мм, ее протачивают широким резцом. Резец при этом должен быть с углом уклона режущей кромки, аналогичным углу уклона конуса на изготовленном изделии. Движение подачи с резцом – поперечное.
Чтобы снизить деформации плоскости, образующей конус, ликвидировать погрешности, влияющие на угол уклона конуса, кромку резания режущего инструмента закрепляют вдоль оси заготовки. Если режущая кромка резца имеет длину, превышающую 15 мм, при обработке появляются вредные вибрации.
Вибрации увеличиваются при следующих условиях:
- увеличение длины заготовки;
- уменьшение диаметра обрабатываемой детали;
- меньше угол уклона конуса;
- близкое расстояние конуса к центру заготовки;
- увеличение вылета резца;
- слабое закрепление резца в штатном положении.
Воздействие вредных вибраций негативно сказывается на качестве обработки. На поверхности возникают следы, неровности, шероховатости. Благодаря использованию резцов с широкой режущей частью вибраций удается избежать. В этом случае радиально направленное усилие при резании способно нарушить настройки резца, изменив угол уклона.
Конуса со значительными наклонами обрабатываются с поворотом верхних салазок суппорта и держателя резца на угол α (рис. 2). Он равняется углу конуса, который обрабатывается. Рукояткой салазок перемещается резец. Ручная подача имеет свои недостатки. Главный из них – неравномерность движения.
Иногда из-за этого на поверхностях возникают шероховатости. Чистота обработки зависит от квалификации исполнителя. Данный способ приемлем для конусов с длинами, равнозначными ходу верхних салазок.
Рис. 2. Обработка конической поверхности путем поворота верхних салазок суппорта:
2α – угол конуса; α – угол наклона конуса
Смещением задней бабки станка производится обработка конусных плоскостей с углом α=8…10˚ и увеличенными длинами (рис. 3).
Рис. 3. Обработка конической поверхности путем смещения задней бабки:
d и D – меньший и больший диаметры; l – расстояние между плоскостями; L – расстояние между центрами: h – смещение заднего центра; α – угол уклона конуса
H=Lsinα.
Если углы небольшие, sinα ≈ tgα.
h≈L(D-d)/(2I), где L – промежуток между центрами, D – большое сечение, d – малое сечение, I – промежуток между поверхностями.
В случае, если L=I, то h=(D-d)/2.
Сдвиг задней бабки контролируется по градуировке на краю плиты опоры напротив маховика. С торца задней бабки также имеются метки. Каждое деление равно 1 мм. Если шкала отсутствует, сдвиг рассчитывают по обыкновенной линейке, которую прикладывают к плите опоры.
Чтобы достичь соответствия конусности для потока изделий, которые обрабатываются данным методом, параметры деталей и отверстия для центровки должны иметь минимум погрешностей. Смещающиеся центры станка при работе провоцируют износ центровочных отверстий обрабатываемых деталей.
Рекомендуется сначала подвергнуть обработке плоскости конусов, после этого поправить отверстия для центровки. В конце окончательно проточить заготовку чистовым способом. Чтобы избежать разбивания отверстий для центровки и снижения износа центров, целесообразно работать, используя закругление вершин.
Регулярно использованным методом обработки конических плоскостей являются копиры. Плита 7 с копировальной линейкой 6 (рис. 4) закрепляется на станине. По линейке двигается ползун 4. Тягой 2 при помощи зажима 5 он подсоединен к суппорту 1. Чтобы суппорт без труда передвигался поперек, откручивается болт поперечной подачи.
От движения суппорта 1 вдоль станка резец приобретает двойное перемещение: поперек за линейкой-копиром и вдоль за суппортом. На движение в поперечном направлении влияет угол поворота линейки 6 по отношению к оси 5 поворота. Поворотный угол копира контролируют по шкале плиты 7, крепя линейку с помощью винтов 8.
Подачу резца на нужную глубину врезания осуществляют с помощью ручки передвижения салазок суппорта вверху. Внешние конические плоскости подвергают обработке проходными резцами.
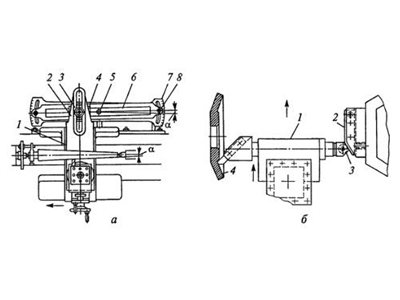
Рис. 4. Обработка конической поверхности с применением копирных устройств:
а – при продольном перемещении суппорта: 1 – суппорт; 2 – тяга; 3 – зажим; 4 – ползун; 5 – ось; 6 – копирная линейка; 7 – плита; 8 – болт;
б – при поперечном перемещении суппорта: 1 – приспособление; 2 – копир; 3 – копирный ролик; 4 – внутренняя коническая поверхность; α – угол поворота копирной линейки
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем
Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
- Отображается диаметр большого основания. Рассматриваемая фигура образуется телом вращения, которому свойственен диаметральный показатель. В случае конуса их может быть несколько, а изменение показателя происходит плавно, не ступенчато. Как правило, у подобной фигуры есть больший диаметр, а также промежуточной в случае наличия ступени.
- Наносится диаметр меньшего основания. Меньшее основание отвечает за образование требуемого угла.
- Рассчитывается длина конуса. Расстояние между меньшим и большим основанием является показателем длины.
- На основании построенного изображения определяется угол. Как правило, для этого проводятся соответствующие расчеты. В случае определения размера по нанесенному изображению при применении специального измерительного прибора существенно снижается точность. Второй метод применяется в случае создания чертежа для производства неответственных деталей.
Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.
Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
- Угол может указываться в градусах дробью или в процентах. Выбор проводится в зависимости от области применения чертежа. Примером можно назвать то, что в машиностроительной области указывается значение градуса.
- В машиностроительной области в особую группу выделяют понятие нормальной конусности. Она варьирует в определенном диапазоне, может составлять 30, 45, 60, 75, 90, 120°. Подобные показатели свойственны большинству изделий, которые применяются при сборке различных механизмов. При этом выдержать подобные значения намного проще при применении токарного оборудования. Однако, при необходимости могут выдерживаться и неточные углы, все зависит от конкретного случая.
- При начертании основных размеров применяется чертежный шрифт. Он характеризуется довольно большим количеством особенностей, которые должны учитываться. Для правильного отображения используется табличная информация.
- Для начала указывается значок конусности от которого отводится стрелка и отображается величина. Особенности отображения во многом зависит от того, какой чертеж. В некоторых случаях наносится большое количество различных размеров, что существенно усложняет нанесение конусности. Именно поэтому предусмотрена возможность использования нескольких различных методов отображения подобной информации.
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.
Читать также: Не является составной частью металлического рубанка
Методы изготовления внутренних конусных плоскостей
Внутри детали выборка конических плоскостей 4 (рис. 4) осуществляется с помощью копира 2, который закрепляется в пиноль задней бабки либо в револьверную головку. В держателе резца поперечного суппорта крепится устройство 1, имеющее ролик для копирования и проходной резец с остроконечным профилем.
Когда суппорт передвигается в поперечном направлении, ролик для копирования 3, соответствующий профилю копира 2 перемещается в продольной плоскости. Через устройство 1 движение передается на резец. Внутри конических поверхностей обработка производится с помощью расточных резцов.
Чтобы получить отверстие с конической конфигурацией в металле со сплошной структурой, в заготовке сверлят, растачивают, развертывают отверстия. Комплектами конических разверток производят дальнейшую обработку. Сечение заранее заготовленного отверстия должно быть меньше на 0,5…1 мм, чем заходное сечение развертки.
Изготавливая высокоточное коническое отверстие, перед осуществлением развертки производится обработка коническим зенкером. С этой целью в металле со сплошной структурой просверливается отверстие сечением на 0,5 меньше готового сечения конуса и обрабатывается зенкером. Припуск для зенкера уменьшают использованием ступенчатых сверл с различными сечениями.
Как обрабатывают центровые отверстия
Цикл изготовления и ремонта валов предусматривает наличие центровальных отверстий на их торцах. Эти технологические углубления необходимы для качественного крепления и избежание биений при вращении вала. Центровальные отверстия изготавливаются особо тщательно, с соблюдением высоких технологий.
Отверстия для центровки располагаются строго на одной оси. Оба конусных отверстия на их торцах должны быть абсолютно одного размера, какими бы ни были сечения шеек на краях вала. В противном случае снижается качество обработки и повышается износ отверстий для центровки.
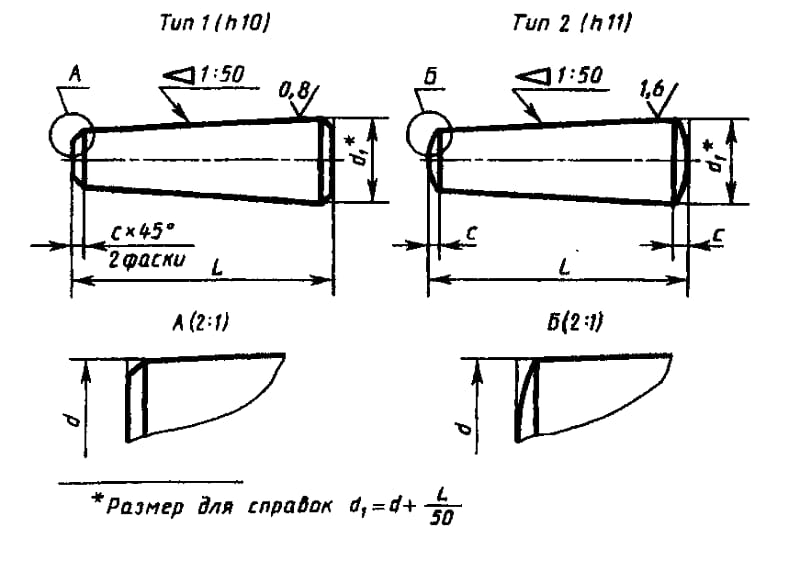
Рис. 5. Центровые отверстия:
а – незащищенные от повреждений;
б – защищенные от повреждений
Образец центровальных отверстий показан на рис. 5. Максимальную популярность получили центровки, где угол конуса равняется 60˚. При изготовлении тяжелых валов применяют отверстия с углами 75˚ либо 90˚. Во избежание упирания вершины центра в обрабатываемую деталь, в центровальных отверстиях вытачивают цилиндрические выточки диаметром d.
Фаска, выполненная под углом 120˚, защищает центровые отверстия, используемые много раз, от повреждений и забоев (рис. 5, б). Центровые отверстия небольших деталей обрабатывают различными способами. Заготовка вала крепится в патроне с самоцентровкой, в пиноль задней бабки помещают патрон для сверления, имеющий центровочный инструмент.
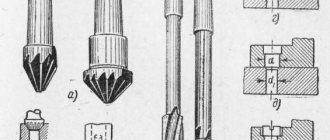
Сверлом для цилиндрических отверстий выполняют начальный этап изготовления центровых отверстий больших сечений (рис. 6, а). Последующие этапы обработки выполняются однозубой (рис. 6, б) либо многозубой зенковкой (рис. 6, в). Центровые отверстия сечением 1,5…5 мм изготавливаются с помощью комбинированных сверл. Они могут быть либо с предохранительной фаской, либо без нее (рис. 6, г, д).
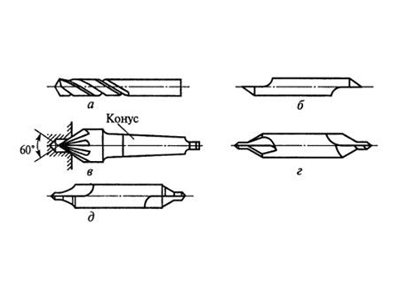
Рис. 6. Центровые инструменты:
а – цилиндрическое сверло; б – однозубая зенковка; в – многозубая зенковка; г – комбинированное сверло без предохранительной фаски; д – комбинированное сверло с предохранительной фаской
Обрабатывая вал на предмет изготовления центровых отверстий, его подвергают вращению. Подача осуществляется ручным способом. Предварительно подрезается с помощью резца обрабатываемый торец. Размер углубления для центровки контролируют инструментами: шкалой пиноли либо лимбом маховика задней бабки.
Предварительной разметкой на валу добиваются соосности изготавливаемых центровых отверстий. Если заготовка длинная, в момент зацентровки ее поддерживают с помощью люнета. Разметку центровых отверстий производят с помощью угольника. Разметив заготовку, накернивают места для центровых отверстий.
Валы с сечениями шеек, не превышающими 40 мм, накернивают при помощи специального устройства (рис. 7), не используя предварительную разметку. Корпус 1 одной рукой ставят на торец вала 3. Ударяя молотком по кернеру 2, получают отметку центра отверстия.
Рис. 7. Приспособление для накернивания центровых отверстий без предварительной разметки:
1 – корпус; 2 – кернер; 3 -вал
Центровые отверстия с неравномерным износом либо с повреждениями подвергаются исправлениям с помощью резца. Для осуществления операции каретка суппорта станка, находящаяся сверху, поворачивается на угол конуса.
Pereosnastka.ru
Обработка наружных и внутренних конических поверхностей
Категория:
Токарное дело
Обработка наружных и внутренних конических поверхностей
Если вращать прямоугольный треугольник АБВ вокруг катета АБ, то образующееся тело называют полным конусом, катет АБ — высотой конуса. Прямую АВ называют образующей конуса, а точку А — его вершиной. При вращении катета БВ вокруг оси АБ образуется поверхность, называемая основанием конуса. Угол между образующей АГ и осью АБ — есть угол а уклона конуса. Угол ВАГ между образующими АВ и АГ конуса называют углом конуса; он равен 2а. Если от полного конуса отсечь его верхнюю часть плоскостью, параллельной основанию, то полученное тело будет усеченным конусом (рис. 206,6), который имеет два основания — верхнее и нижнее. Расстояние 001 между основаниями — высота усеченного конуса. На чертеже обычно указывают три основных размера конуса (рис. 206, в): больший диаметр D, меньший диаметр d и высоту конуса.
Рис. 198. Применение сверл для Г обработни отверстий
Рис. 199. Приспособления для крепления сверл
Пользуясь формулой tga = =(D— d)/(2l), можно определить угол а наклона конуса, который на токарном станке устанавливают поворотом верхнего суппорта или смещением задней бабки. Иногда конусность задают так: K = (D — d)/l, т. е. конусность есть отношение разности диаметров к длине. На рис. 206, г показан конус, у которого К = = (100 —90)/100= 1/10, т. е. на длине 10 мм диаметр конуса уменьшается на 1 мм. Конусность и диаметр конуса связаны уравнением d = = D — Kl, откуда D = d + Kl.
Если взять отношение полуразности диаметров конуса к его длине, то получим величину, называемую уклоном конуса M = (D — d)/(2l) (рис. 206, д). Уклон конуса и конусность обычно выражают отношениями 1:10, 1:50 или 0,1:0,05 и т. д. На практике используют формулу
Рис. 200. Сверление глухих и глубоних снвозных отверстий
Рис. 201. Растачивание отверстий
В машиностроении распространены конусы Морзе и метрические конусы. Конус Морзе (рис. 207) имеет семь номеров: 0, 1, 2, 3, 4, 5 и 6. Каждому номеру соответствует определенный угол наклона: наименьший 0, наибольший 6. Углы у всех конусов разные. Метрические конусы имеют конусность 4; 6; 80; 100; 120; 160 и 200; у них угол уклона одинаков (рис. 208).
Обработка конических поверхностей отличается от обработки цилиндрических только углом подачи резца (рис. 209), что достигают настройкой станка. При вращении заготовки вершина резца перемещается под углом а (углом конуса). На токарном станке конусы обрабатывают несколькими способами. Обработка конуса с помощью широкого резца показана на рис. 210, а. При этом высота конуса должна быть не более 20 мм. Кроме того, режущую кромку резца устанавливают под углом а к оси вращения детали точно по высоте центров (рис. 210,6).
Наиболее простым способом для получения конических поверхностей является смещение линии центров. Этот способ применяют только при обработке поверхностей в центрах путем смещения корпуса задней бабки. При смещении корпуса задней бабки на рабочего (в сторону резцедержателя) образуется коническая поверхность, у которой большее основание детали направлено в сторону передней бабки (рис. 211, а). При смещении корпуса задней бабки от рабочего большее основание расположено в сторону задней бабки (рис. 211,6). Поперечное смещение корпуса задней бабки H = L — sina. При небольшом смещении угла наклона конуса а можно считать, что sinaa;tga, тогда H = L(D — d)/(2l). Смещение корпуса задней бабки измеряют линейкой (рис. 211, в), соосность центров также можно проверить линейкой (рис. 211, г). Однако при смещении корпуса задней бабки следует учитывать, что смещение допускается не более чем на 1/50 длины детали (рис. 211, д). При большем смещении образуется неполное прилегание центровых отверстий детали и центров, что снижает точность обрабатываемой поверхности.
Рис. 203. Индикаторный нутромер для измерения глубины отверстий: 1 —центрирующий мостин; 2—измерительный наконечник; 3—двух-ллечий рычаг; 4—регулируемый упор; 5—пружина, устраняющая зазор в передаточных элементах; 6—измерительный стержень индикатора
Рис. 204. Цельные и насадные зеннеры
Рис. 205. Развертни
Конусы с большим углом а и малой высотой целесообразно обрабатывать путем поворота верхнего суппорта. Этот способ используют при обработке наружного (рис. 212, а) и внутреннего (рис. 212,6) конуса. В этом случае ручную подачу осуществляют путем поворота рукоятки верхнего суппорта. Для поворота верхнего суппорта на требуемый угол при механической подаче используют деления, нанесенные на фланце поворотной части суппорта. Если угол а не задан на чертеже, его подсчитывают по формуле tga = (D — d)/(2l). Резец устанавливают строго по центру. Отклонение от прямолинейности образующей обрабатываемого конуса возникает при установке резца выше (рис. 213,6) или ниже (рис. 213,в) линии центра.
Для получения конических поверхностей с а^ 10…12° .применяют копировальную линейку (рис. 214). На плите 1 установлена линейка 2, которую поворачивают под требуемый угол а вокруг пальца 3 и закрепляют винтом 6. Ползун 4 жестко соединен с поперечной частью суппорта 8 с помощью тяги 7 и зажима 5. Копировальная линейка должна быть установлена параллельно образующей конуса, который необходимо получить. Угол поворота копировальной линейки определяют из выражения tga = (Z) — d)/(2l). Если деления на плите обозначены в миллиметрах, то число делений C — H(D — d)/(2l), где Я — расстояние от оси вращения линейки до ее конца.
Конус, у которого длина образующей больше длины хода верхней каретки суппорта, обтачивают путем применения продольной и поперечной подач (рис. 215). При этом верхнюю каретку необходимо повернуть на угол р относительно линии центров: sinp = tga(Snp/S„+ 1), где оПр и S„ — продольная и поперечная подачи. Для получения конусности требуемой формы резец устанавливают строго по центру.
Коническое отверстие обрабатывают в следующей последовательности. Сверлят отверстие несколько меньшего диаметра, чем диаметр меньшего основания конуса (рис. 216), затем рассверливают отверстие сверлом. После этого ступенчатое отверстие растачивают резцом. Другим способом получения конического отверстия является сверление отверстия (рис. 217, а), развертывание черновое (рис. 217,6), получистовое (рис. 217, в), чистовое (рис. 217,г).
Рис. 206. Геометричесние параметры нонуса
Конические поверхности контролируют угломерами (рис. 218, а), калибрами (рис. 218, б, в) и шаблонами (рис. 218, г). Конические отверстия проверяют по уступам и рискам, нанесенным на калибрах (рис. 219). Если конец конусного отверстия детали совпадает с левым торцом уступа, а наружный диаметр совпадает с одной из рисок или же находится между ними, то размеры конуса соответствуют заданным.
Рис. 207. Конус Морзе
Рис. 208. Метричесний нонус
Рис. 209. Схема обработки цилиндрической и нонической поверхностей: а—вершина резца перемещается параллельно оси центров; б—вершина резца перемещается под углом н оси центров
Обработка резьбовых соединений
Статьи по теме:
pereosnastka.ru