Токарный станок позволяет точить детали различной геометрии. Однако лучше всего начинать с создания конуса. Для этого потребуется:
- сам токарный станок;
- упорный резец;
- поворачиваемый суппорт точной продольной подачи.
Естественно, стержень-заготовка (ёлочка) уже должна быть должным образом подготовлена для проточки головки на конус. Работу рекомендуется выполнять на исправном оборудовании. В Интернете можно найти интересные предложения по продаже (цена договорная) — https://stankosib.ru/b-u-stanki-prodazha.
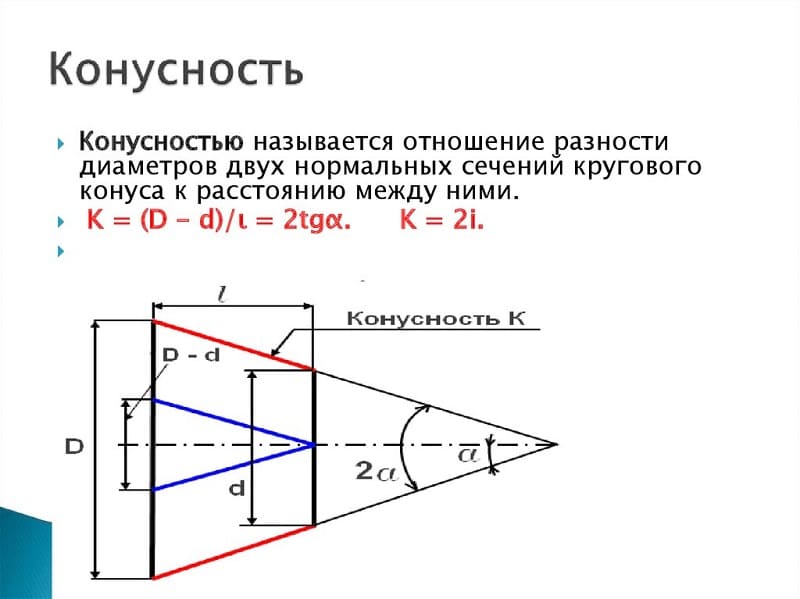
Значение конусности
Рассматривая конусность следует учитывать, что этот показатель напрямую связан с уклоном. Этот параметр определяет отклонение прямой лини от вертикального ил горизонтального положения. При этом конусность 1:3 или конусность 1:16 существенно отличается. Определение уклона характеризуется следующими особенностями:
- Под уклоном подразумевается отношение противолежащего катета прямоугольного треугольника к прилежащему. Этот параметр еще называют тангенс угла.
- Для расчета примеряется следующая формула: i=AC/AB=tga.
Рассчитать этот показатель можно самым различным образом, наибольшее распространение получила формула K=D/h. В некоторых случаях обозначение проводится в процентах, так как этот переменный показатель применяется для определения всех других параметров.
Пример нарезания конической резьбы
Пример нарезания конической резьбы с G33
N10 G50 S800 T0100 N20 G97 S800 M03 N30 G00 X90.0 Z5.0 N40 X22.026 N50 G32 X49.562 Z-71.5 F3.0 N60 G00 X90.0 N70 Z5.0 N80 X21.052 N90 G32 X48.588 Z-71.5 N100 G00 X90.0 N110 Z5.0 N120 X150.0 Z150.0 N130 M30
Вот только два прохода конической резьбы в этом примере программирования с ЧПУ, но вы можете повторять проходы резьбы столько, сколько вам нужно.
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок. Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
Что значит конус 7 24?
Основное назначение инструментального конуса 7:24 – станки с ЧПУ оснащённые узлом для автоматической смены инструмента. Данный тип конуса лишён недостатков присущих конусу Морзе, который фиксируется самозаклиниванием, что представляет сложность для автоматической установки в шпиндель станка.
Интересные материалы:
Что такое сложное предложение с сочинительной и подчинительной связью? Что такое служба войск? Что такое служебный контракт и каковы его формы? Что такое смерч его характеристики и последствия? Что такое смежные? Что такое смиренномудрие в Библии? Что такое со Омвд? Что такое собственно лексические архаизмы? Что такое соленость вод Мирового океана? Что такое солевой никотин?
Елки из горшков
Простейшие новогодние поделки. Понадобятся только:
- цветочные горшочки разных размеров;
- краска;
- мелкие игрушки для декора – звездочки, цветочки, пр.
Окрашиваем горшочки – не обязательно зеленой краской, ведь елочка декоративная. Когда краска высохнет, приклеиваем декор. Чтобы повысить устойчивости елочек, можно продеть через дренажные отверстия в них какой-нибудь штырь или тонкую круглую палочку.
Если мастерить ничего не хочется (или нет на это времени), используем горшочек, как емкость, в которую сажаем еловую ветвь. Достаточно будет украсить верхушечку маленького новогоднего дерева звездочкой.
Как выточить конус на токарном станке
Токарные станки применяются для точения заготовок во время ее точения путем использования специальных резцов. При наличии определенного опыта выточить можно не только детали обычной формы, но и, к примеру, коническую поверхность. Для создания конуса следует иметь определенные навыки работы на токарном станке.

Точение конуса
Поворот верхних салазок суппорта
Провести процесс точения конуса можно, воспользовавшись следующей рекомендацией:
- Берем заготовку и закрепляем ее в шпинделе, а также задней бабкой. Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы.
- Обработка может проводиться только при соблюдении техники безопасности путем использования средств индивидуальной защиты.
- Выбираем скорость резания на токарном станке. Обработка конических поверхностей может проводиться со скоростью, которая выбирается в зависимости от стойкости режущей кромки и твердости материала. Если точных данных, которые позволяют рассчитать скорость резания нет, следует идти испытательным путем – от меньших значений к большим.
- Установленной заготовке нужно придать цилиндрическую форму. Для этого используется проходной резец, сначала ведется черновая обработка для снятия большого количества ненужного металла. Обработка возле кулачков проводится отогнутым резцом.
- Изготовление точных деталей происходит в два прохода: черновая и чистовая обработка. На токарном станке чистовое точение проводится специальным режущим инструментом при определенной скорости и подачи.
- Для создания небольших конических поверхностей верхняя часть суппорта поворачивается на определенный угол, который должен быть равен половине угла конуса у вершины.
Подобным образом можно провести создание конических поверхностей без использования специального приспособления.
Метод смещения относительно оси центров
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей. К достоинствам рассматриваемого способа можно отнести:
- Есть возможность сделать длинный конус морзе.
- Используется механическая подача суппорта, что обуславливает возможность применения обычных моделей токарных станков.
Смещение оси центров
К существенным недостаткам можно отнести:
- Невысокую точность, с которой можно сделать деталь.
- В процессе получения конуса происходит перекос центровых отверстий.
Показатель величины смещения задней бабки во время создании конических поверхностей определяется при помощи прямоугольного треугольника.
Конусная линейка
Некоторые токарные станки оснащаются специальными конусными линейками. Подобное приспособление позволяет проводить обработку наружных и внутренних поверхностей, когда угол наклона не превышает 12 градусов. Сделать конусную форму в этом случае можно путем сочетания продольной и поперечной передачи.
https://youtube.com/watch?v=HysW_hx6pZ0
При использовании линейки можно подобрать угол, который будет создан при одновременном движении суппорта в продольном и поперечном направлении. Правильный угол выдерживать на протяжении всего времени позволяет специальная линейка.
Использование широкого углового резца
Довольно простым способом, при помощи которого на токарном станке можно получить конусную поверхность, является использование углового резца. При его помощи можно создать конус небольшой длины, режущая кромка должна быть прямой. Угол конуса можно корректировать путем заточки кромки или установки его под определенным углом к заготовке.
Точение конуса резцом
Все вышеприведенные способы требуют наличия определенных навыков работы на токарном станке. В некоторых случаях, для крупносерийного производства, изготавливают специальные копиры. Для мелкосерийного производства подойдет способ, в котором используется линейка или поворот салазок токарного станка, смещение бабки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
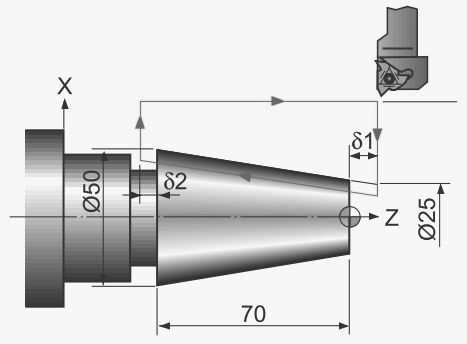
НАСТРОЙКА ТОКАРНОГО СТАНКА НА ТОЧЕНИЕ КОНУСА
Конус — геометрическое тело, которое получается путем вращением прямой линии (образующей конуса), расположенной под углом к оси вращения. Расчитать угол конуса можно на этой странице . Не смотря на то, что на чертежах обозначают конусность, на станке выставляют уклон (то есть угол равный половине конусности). Например, у конусности 1 : 100 угол конуса 0° 34′ 22.6″, но на станке следует выставлять 0° 17′ 11.3″. Конечно на токарном станке такой угол не выставить из-за грубой градуировки шкалы (цена деления 1°). Более надежным будет установить индикатор в резцедержатель, образец с такой конусностью установить в патрон. Выставить образец по индикатору, а потом выставить резцедержатель на нужный угол с проверкой индикатором при поперечном перемещении верхних салазок суппорта.
Рисунок 1 — Методы обработки конусов.
Способы обтачивания наружных конических поверхностей. В зависимости от длины конусной части и угла уклона конические поверхности можно обтачивать широким резцом, поворотом верхней части суппорта, поперечным смещением корпуса задней бабки, при помощи копирно-конусной линейки.
Широким резцом (рис. 1, а) обтачивают, если заготовка очень жесткая и длина образующей конуса не превышает 15…18 мм. Главную режущую кромку резца при этом способе затачивают и устанавливают в резцедержателе под заданный угол уклона. Поворотом верхней части суппорта обтачивают (рис. 1, 6) короткие конические поверхности с любым углом уклона. Верхнюю часть суппорта устанавлuвают на рассчитанный или заданный угол по градусным делениям, нанесенным по окружности опорного фланца суппорта (минуты устанавливают на глаз). Поперечным смещением корпуса задней бабки (рис. 1, в) пользуются для получения длинных и с небольшим углом уклона конических поверхностей. При этом способе обтачивания резец движется так же, как при обработке цилиндрической поверхности. В результате смещения оси заднего центра заготовки получают коническую поверхность. Так, при смещении корпуса задней бабки, а следовательно, и диаметр D большого основания конуса образуется на правом конце заготовки, а при смещении «на себя» — на левом. Величина поперечного смещения корпуса задней бабки (мм):
Если вся деталь коническая, то L = l. И
Если известны К или α, то:
Величину смещения корпуса задней бабки устанавливают, используя деления на торце ее плиты или при помощи линейки, измерив смещение вершин центров. При помощи копирно-конусной линейки (рис. 1, г) обтачивают конические поверхности, когда требуется высокая производительность (например, при изготовлении большого числа конических деталей в массовом производстве). При работе с конусной линейкой, винт поперечной подачи заменяют гладким валиком. Например, станок 1А625 позволяет точить конуса с углом до 20° и длиной до 540 мм. На станке 1М63 реализован метод точения конуса двумя подачами (продольной подачей и подачей верхних салазок с разворотом их на определенный угол). Методика расчета наладки описана в паспорте станка. Растачивают конические отверстия так же, как и цилиндрические отверстия. Все расчеты для обтачивания наружных конических поверхностей справедливы и для внутренних.
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем
Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
- Отображается диаметр большого основания. Рассматриваемая фигура образуется телом вращения, которому свойственен диаметральный показатель. В случае конуса их может быть несколько, а изменение показателя происходит плавно, не ступенчато. Как правило, у подобной фигуры есть больший диаметр, а также промежуточной в случае наличия ступени.
- Наносится диаметр меньшего основания. Меньшее основание отвечает за образование требуемого угла.
- Рассчитывается длина конуса. Расстояние между меньшим и большим основанием является показателем длины.
- На основании построенного изображения определяется угол. Как правило, для этого проводятся соответствующие расчеты. В случае определения размера по нанесенному изображению при применении специального измерительного прибора существенно снижается точность. Второй метод применяется в случае создания чертежа для производства неответственных деталей.
Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.
Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
- Угол может указываться в градусах дробью или в процентах. Выбор проводится в зависимости от области применения чертежа. Примером можно назвать то, что в машиностроительной области указывается значение градуса.
- В машиностроительной области в особую группу выделяют понятие нормальной конусности. Она варьирует в определенном диапазоне, может составлять 30, 45, 60, 75, 90, 120°. Подобные показатели свойственны большинству изделий, которые применяются при сборке различных механизмов. При этом выдержать подобные значения намного проще при применении токарного оборудования. Однако, при необходимости могут выдерживаться и неточные углы, все зависит от конкретного случая.
- При начертании основных размеров применяется чертежный шрифт. Он характеризуется довольно большим количеством особенностей, которые должны учитываться. Для правильного отображения используется табличная информация.
- Для начала указывается значок конусности от которого отводится стрелка и отображается величина. Особенности отображения во многом зависит от того, какой чертеж. В некоторых случаях наносится большое количество различных размеров, что существенно усложняет нанесение конусности. Именно поэтому предусмотрена возможность использования нескольких различных методов отображения подобной информации.
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.
Читать также: Не является составной частью металлического рубанка
Настройка станка для проточки конуса
В зависимости от ТЗ станок настраивается на конкретный угол. Делается это при помощи ослабления гаек крепления. Как правило, на станке уже имеется необходимые насечки, которые позволят выставлять угол быстро и точно.
После завершения настройки станка гайки необходимо снова максимально затянуть. Это сделать необходимо, так как в противном случае в местах сочленения будут возникать негативные вибрации, которые осложнять процесс изготовления.
Если Вы решили выточить конус на заводском станке, весьма вероятно, что суппорт будет двигаться очень нехотя. Это происходит из-за того, что клинья вставлены в упоры. Опять же подобное решение применяется для минимизации негативных вибраций во время работы станка.
Внутренний и внешний конус на токарном станке по металлу — это просто
На сегодняшний день, при помощи современных токарных станков, возможно создавать разнообразные детали даже очень сложных форм. Для выполнения этих работ, кроме токарного агрегата необходим квалифицированный и опытный токарь и различные резцы, которыми мастер и осуществляет обработку заготовки.
На токарном станке удобно вытачивать и геометрические тела вращения цилиндрической или конической форм. Конус является телом вращения, которое образовано путем вращения прямоугольного треугольника вокруг одной из своих сторон. Для того, чтобы создать конус на токарной машине существует несколько методов.
Конусная линейка для токарного станка принцип работы
Частные токарные работы по металлу в Москве на заказ, а так же токарные работы по обработке изделий из капролона, меди, аллюминия и нержавеющей стали путем токарной обработки металла на токарных станках – основное направление деятельности Apex M. Мы принимаем заказы на выполнение работ любой сложности в Москве и Московской области.
Предприятие изготавливает детали в соответствии с нормативами ГОСТ на токарные работы. Заказы могут быть выполнены по чертежам заказчика или по образцу детали Клиента. При отсутствии чертежей или образцов имеется возможность разработки чертежей на основании технического задания Клиента. Изготавливаемые изделия могут быть из различных типов сталей и сплавов, а так же меди, капролона и дюрали.
Токарные работы по металлу – это порцесс механической обработки вращающихся поверностей. Поверхности могут быть как внутренними, так и внешними. По форме различют цилиндрические и конические поверхности. По типу мехобработки токарные работы делятся на следующие виды – торцевание, прорезание и проточка канавок, нарезание наружных и внутренних резьб, снятие фасок, отрезание заготовки, снятие фасок, точение и др. Вращение заготовки в токарном станке называтся главным движением резания, а поступательное движение режущего инструмента(резца) — движением подачи. Конусная линейка для токарного станка принцип работы. Так же существуют вспомогательные движения, которые не не относятся к процессу резания нарпямую, но обеспечивают закрепление и транспортирование заготовки на станке, его включение и изменение скорости вращения заготовки или скорости поступательного движения резца и т.д.
работа на токарном станке токарь часовщик услуги
Токарные работы в Москве. Конусная линейка для токарного станка принцип работы
Апекс М работает с единичными и оптовыми заказами. Вы можете обратиться к нам, когда:
- понадобилась деталь которую невозможно приобрести, снята с производства к примеру
- срочно нужен специалист, способный аккуратно расточить цилиндры, отшлифовать тормозные колодки, восстановить слизанную резьбу. Работаем быстро и всегда укладываемся в сроки, оговоренные на этапе заключения договора на оказание услуг.
- необходима доработка детали
- если нужно изготовить нестандартное изделие
Цена натиповые токарные работы у нас фиксированная, нестандартные заказы считаем от выработки. Конусная линейка для токарного станка принцип работы. Штучны заказ не всегда обходится дороже, чем оптовый. В токарном деле громадное влияние на результат оказывает профессионализм токаря-фрезеровщика, который работает за станком. Время его работы стоит одинаково, независимо от объёма партии. Экономить на объёмах получается, когда возможно автоматизировать часть процессов.
токарные работы в зао москва
Формула для определения конусности
Провести самостоятельно расчет конусности можно при применении различных формул. Стоит учитывать, что в большинстве случаев показатель указывается в градусах, но может и в процентах – все зависит от конкретного случая. Алгоритм проведения расчетов выглядит следующим образом:
- K=D-d/l=2tgf=2i. Данная формула характеризуется тем, что конусность характеризуется двойным уклоном. Она основана на получении значения большого и меньшего диаметра, а также расстояния между ними. Кроме этого определяется угол.
- Tgf=D/2L. В данном случае требуется протяженность отрезка, который связывает большой и малый диаметр, а также показатель большого диаметра.
- F=arctgf. Эта формула применяется для перевода показателя в градусы. Сегодня в большинстве случаев применяются именно градусы, так как их проще выдерживать при непосредственном проведении построений. Что касается процентов, то они зачастую указываются для возможности расчета одного из диаметров. К примеру, если соотношение составляет 20% и дан меньший диаметр, то можно быстро провести расчет большого.
Как ранее было отмечено, конусность 1:5 и другие показатели стандартизированы. Для этого применяется ГОСТ 8593-81.
На чертеже вычисления не отображаются. Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
Коническая резьба
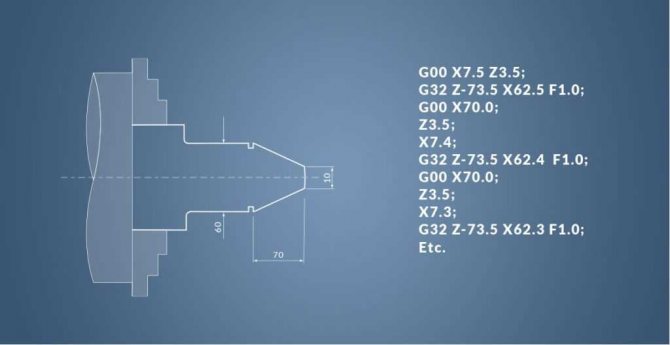
Коническая резьба
G00 X7.5 Z3.5; G32 Z-73.5 X62.5 F1.0; G00 X70.0; Z3.5; X7.4; G32 Z-73.5 X62.4 F1.0; G00 X70.0; Z3.5; X7.3; G32 Z-73.5 X62.3 F1.0;
Использование G32 для создания резьбы на конусе, аналогично нарезанию резьбы на цилиндре. Различия в том, что мы должны вычислить начальную и конечную позиции и задать размер.
G00 X7.5 Z3.5; Когда мы рассчитываем нашу начальную позицию, мы должны учитывать угол конуса. Здесь и пригодятся наши уроки тригонометрии.
G32 Z-73,5 X62,5 F1.0; Когда мы дойдем до блока G32, он будет точно таким же, но мы также дадим размер X для конечной позиции нашего потока. Я прошел за конечную точку на 3,5 мм и рассчитал положение X, чтобы сохранить правильный угол конуса, чтобы обеспечить выход при резке.
Способы точения конуса, обработка фасонных поверхностей
Точение конусаФасонное точение
Обработка конических поверхностей на токарных станках производится тремя способами.
Первый способ
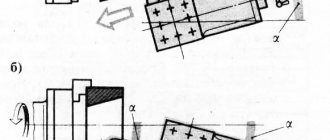
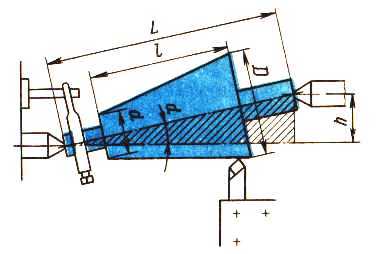
Первый способ заключается в том, что корпус задней бабки смещают в поперечном направлении на величину h (рис. 15, а). Вследствие этого ось заготовки образует определенный угол а с осью центров, а резец при своем движении обтачивает коническую поверхность. Из схем видно, что
h = L sin a; (14)
tgα=(D-d)/2l; (15)
Решая совместно оба уравнения, получим
h=L((D-d)/2l)cosα. (16)
Для изготовления точных конусов этот способ непригоден вследствие неправильного положения центровых отверстий относительно центров.
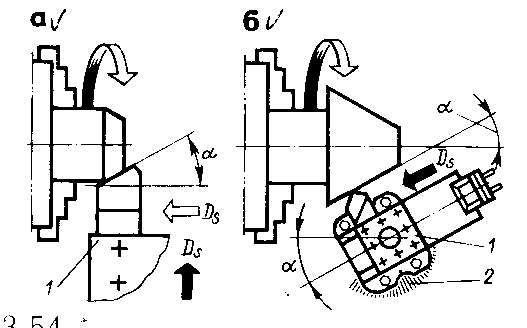
Второй и третий способ
Второй способ (рис. 15, б) заключается в том, что резцовые салазки поворачивают на угол а, определяемый уравнением (15). Так как подача в этом случае осуществляется обычно вручную, данный способ используют при обработке конусов небольшой длины. Третий способ основан на применении специальных приспособлений, имеющих копировальную линейку 1, укрепленную на задней стороне станины на кронштейнах 2 (рис. 15, в). Ее можно устанавливать под требуемым углом к линии центров. По линейке скользит ползун 3, соединенный через палец 4 и кронштейн 5 с поперечной кареткой 6 суппорта. Винт поперечной подачи каретки разобщен с гайкой. При продольном перемещении всего суппорта ползун 3 будет двигаться по неподвижной линейке 1, сообщая одно-
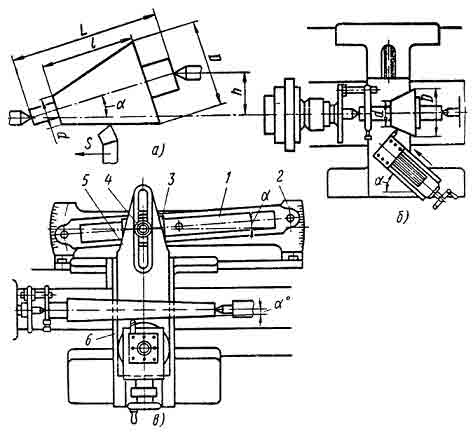
Рис. 15. Схемы обработки конических поверхностей
временно поперечное смещение каретке 6 суппорта. В результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки, определяемого уравнением (15). Этот способ обеспечивает получение точных конусов любой длины.
Обработка фасонных поверхностей
Если в предыдущем копировальном устройстве вместо конусной линейки установить фасонную, то резец будет перемещаться по криволинейной траектории, обрабатывая фасонную поверхность. Для обработки фасонных и ступенчатых валов токарные станки иногда оснащают гидравлическими копировальными суппортами, которые располагают чаще всего на задней стороне суппорта станка. Нижние салазки суппорта имеют специальные направляющие, расположенные обычно под углом 45° к оси шпинделя станка, в которых и перемещается копировальный суппорт. На рис. 6, б была показана принципиальная схема, поясняющая работу гидравлического копировального суппорта. Масло от насоса 10 поступает в цилиндр, жестко связанный с продольным суппортом 5, на котором находится поперечный суппорт 2. Последний соединен со штоком цилиндра. Масло из нижней полости цилиндра через щель 7, находящуюся в поршне, поступает в верхнюю полость цилиндра, а затем в следящий золотник 9 и на слив. Следящий золотник конструктивно связан с суппортом. Щуп 4 золотника 9 прижимается к копиру 3 (на участке ab) при помощи пружины (на схеме не показана).
При этом положении щупа масло через золотник 9 поступает на слив, а поперечный суппорт 2, вследствие разности давлений в нижней и в верхней полостях, перемещается назад. В тот момент, когда щуп окажется на участке be, он под действием копира утапливается, преодолевая сопротивление пружины. При этом слив масла из золотника 9 постепенно перекрывается. Так как площадь сечения поршня в нижней полости больше, чем в верхней, давление масла заставит перемещаться суппорт 2 вниз. На практике встречаются самые различные модели токарных и токарно- винторезных станков, от настольных до тяжелых, с широким диапазоном размеров. Наибольший диаметр обработки на советских станках колеблется от 85 до 5000 мм при длине заготовки от 125 до 24 000 мм.
Тонкости выбора
Если работа с деревом – лишь приятное хобби и в вашем распоряжении нет целой мастерской с полным арсеналом всех инструментов, то выбор станка критически важен
Есть ряд параметров, обратив внимание на которые, вероятность неудачного выбора снизится в разы
На что следует обратить внимание при выборе
Чаще всего для удовлетворения творческого зуда приобретаются весьма компактные устройства настольные токарные станки. Конечно, по точности и мощности двигателя они не сравнятся с мощными промышленными аналогами, зато цена таких устройств приемлемая.
При выборе внимание стоит обратить на такие параметры станка как:
максимально допустимые габариты обрабатываемой заготовки. В документации на станок обязательно указывается диаметр обточки (максимальный размер заготовки в поперечном направлении) и длина станины (предельно допустимая длина заготовки);
Компактный токарный станок не сможет обработать длинную заготовку
- мощность – грубо говоря, чем устройство мощнее, тем лучше, но с ростом мощности растут и габариты станка. Так что нужно найти золотую середину;
- материал, из которого изготовлена станина, а также материал рамы. С точки зрения устойчивости оптимальными можно считать модели с рамой из стали и станиной из чугуна. Правда, вес таких станков довольно велик, так что если планируется его частое перебазирование, то лучше выбрать более легкую модель;
Основные элементы промышленного станка
Что касается устройства, то ключевыми элементами токарного станка можно назвать:
- держатель резца – позволяет надежно зафиксировать резец и во время работы перемещать его в 2 направлениях (вдоль заготовки и в поперечном направлении);
- передняя бабка – в обычных станках она расположена слева (если токарь правша). В ее состав входят такие элементы как приводной механизм и шпиндель, центр которого при работе вращается, заставляя вращаться и заготовку.
Читать также: Схемы антенн для приема телевидения
Слева направо: передняя бабка, резцедержатель, задняя бабка
Какие понадобятся резцы
Даже для того, чтобы изготовить такой простой элемент как точеные ножки для стола из дерева понадобится несколько разных типов резцов.
Желательно, чтобы в арсенале токаря-любителя были:
полукруглые резцы – они понадобятся для обработки начерно, например, для того, чтобы заготовку в виде параллелепипеда превратить в цилиндрическую. Также полукруглые резцы могут использоваться и для чистовой обработки, резцы небольшой ширины (не более 20 мм) могут использоваться для создания декоративных канавок в заготовке, а широкие модели (до 50 мм) используются для обработки крупных вогнутых поверхностей;
Форма режущей части
- плоский резец может использоваться для снятия фаски, обработки закруглений. Режущая часть имеет 2-стороннюю заточку, образует с боковой гранью угол до 70ᵒ;
- для обработки внутренних поверхностей (такие изделия как точеные вазы из дерева без этого изготовить невозможно) понадобятся фасонные резцы;
- также могут применяться резцы в виде крючков.
Если же подходящего резца нет под рукой, его всегда можно изготовить самостоятельно из старого напильника или обычной стамески по дереву. Ошибка в пару градусов при заточке серьезно на результате работы не скажется.
Иногда приходится вручную дорабатывать покупные резцы. Например, когда необходимо сделать прорезь в заготовке, то при использовании обычного резца боковые внутренние части получаются довольно грубыми. Исправить это можно довольно просто – достаточно просто сделать заточку по бокам резца.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.
Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.
Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру .
https://youtube.com/watch?v=evWPoMxRr-Q
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.
Елки из картона
Маленькие настольные картонные елочки – отличный новогодний декор. Чтобы упрочнить поделки, можно сделать их, склеив 2-3 слоя картона. Процесс работы – по тому же принципу, что и с елками из фанеры, только вместо электролобзика или пилы используем ножницы. Украшаем деревца миниатюрными игрушками, ленточками, бантиками, пр.

Обмотка шпагатом – простой декор. На обратную сторону поделки можно прикрепить магнитик.
Елочки из картона, оклеенные мешковиной. Украшения – бусины, кружевные ленточки, букетики искусственных цветов. Треугольник крепим к ровной ветке, которая будет имитировать ствол. Сажаем елочку в горшочек.

Можно обтянуть новогодние деревца тканью любого цвета
Важно, чтобы украшения были контрастными к фону

Вариант декора картонной елочки – ватное папье маше. Все просто: на основу-картонку слоями наклеиваем вату, используя клей ПВА.
G32 Режим нарезания винта
G00 X8.0 Z5.0; X4.9; G32 Z-15.0 F0.8; G00 X8.0; Z5.0 X6.0; X4.8; G32 Z-15.0 F0.8; G00 X8.0; Z5.0 X6.0; X4.75; G32 Z-15.0 F0.8;
Прежде чем мы рассмотрим нарезание конической резьбы, давайте посмотрим, как G32 работает со стандартной последовательностью нарезания резьбы. Вот часть программы, использующей эту комнду.
Не стесняйтесь скачать инфографику на этой странице в качестве справки.
Давайте посмотрим на каждый блок, чтобы увидеть, что происходит.
G00 X8.0 Z5.0; Ускоренный переход в безопасное стартовое положение при условии, что точка привязки находится на передней поверхности детали.
X4.9; Все еще в быстром режиме с активным G00, мы спускаемся на глубину первого реза, беря глубину 0,1 мм.
G32 Z-15.0 F0.8; Здесь мы говорим станку заблокировать вращение шпинделя на скорости подачи, чтобы мы могли каждый раз нарезать резьбу в одном и том же месте. С этого момента каждый раз, когда мы вызываем G32, машина будет обрезать нить по тому же пути, что и предыдущая. Расстояние Z — это конец резьбы, а F — шаг. Мы нарезаем резьбу M5 с шагом 0,8 мм.
G00 X8.0; После первого прохода мы программируем точки отвода. Увеличение до X8,0 мм дает нам некоторый зазор, когда мы вернемся к началу резьбы.
Z5.0 X6.0; При желании мы можем перемещаться по нескольким осям, чтобы ускорить процесс. Перемещение на 5 мм вправо от передней грани даст нам возможность войти в резьбу, чтобы устранить любой люфт, который может присутствовать.
4.8; Теперь мы готовы сделать следующий проход глубиной 0,1 мм. Мы можем контролировать глубину каждого прохода и уменьшать ее по мере приближения к конечной глубине.
G32 Z-15.0 F0.8; G32 заблокирует нашу револьверную головку и шпиндель в том же месте, что и раньше, поэтому следующий проход резьбы будет проходить поверх последнего. Затем мы просто повторяем это, опускаясь по X, пока не достигнем конечной глубины резьбы.
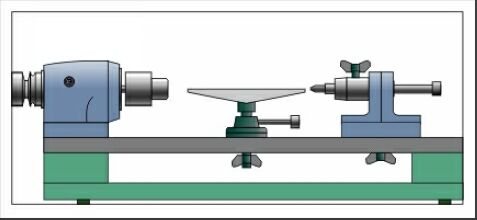
Контроль конических поверхностей
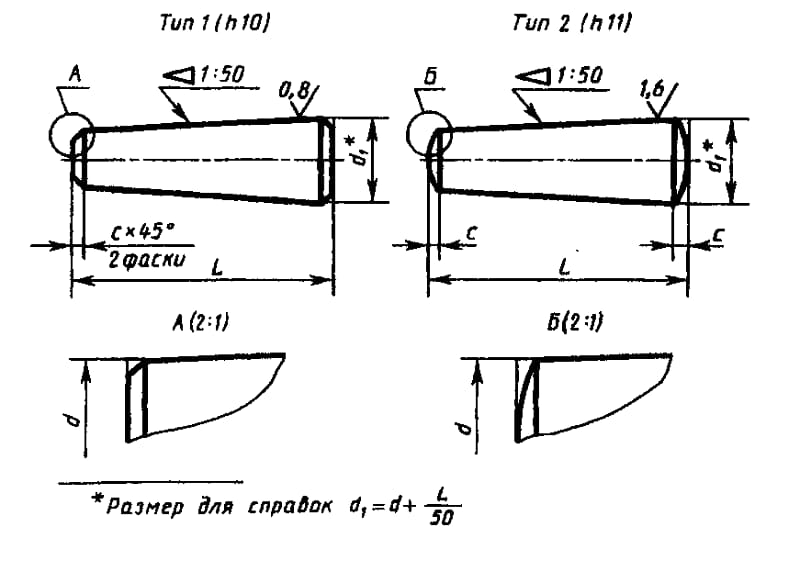
Конусность наружных поверхностей измеряют шаблоном или универсальным угломером. Для более точных измерений применяют калибры-втулки (рис. 4.38), с помощью которых проверяют не только угол конуса, но и его диаметры. На обработанную поверхность конуса карандашом наносят две-три риски, затем на измеряемый конус надевают калибр-втулку, слегка нажимая на нее и поворачивая ее вдоль оси. При правильно выполненном конусе все риски стираются, а конец конической детали находится между метками А и В.
При измерении конических отверстий применяют калибр-пробку. Правильность обработки конического отверстия определяется (как и при измерении наружных конусов) взаимным прилеганием поверхностей детали и калибра-пробки. Если тонкий слой краски, нанесенный на калибр-пробку, сотрется у малого диаметра, то угол конуса в детали велик, а если у большого диаметра — угол мал.
Нарезание резьбы с помощью G-кода G33 / G32
G33 используется для нарезания резьбы, но с ним мы можем сделать только одно нарезание резьбы. Все это означает, что всю работу по установке резьбонарезного инструмента вы должны делать сами.
Последовательность работы для G-кода G33 / G32
Вот последовательность операций по нарезанию продольной резьбы с помощью G33.
- Подведите резьбонарезной инструмент к начальной точке. (G00)
- Сделайте нарезание резьбы с помощью G32.
- Верните инструмент обратно по оси x (G01 или G00)
- Выполните ускоренный ход по оси Z к начальной точке резьбы (G00).
- Переместите резьбонарезной инструмент по оси x немного глубже (G01)
- Сделайте второе нарезание резьбы с помощью G32.
- И снова и снова последовательность повторяется до тех пор, пока глубина резьбы не будет полной.
Данный цикл резьбы позволяет нам полностью контролировать каждую точку позиционирования, мы склонны называть его циклом, на самом деле он является модальным, поскольку он блокирует вращение шпинделя на скорости подачи, как это делает ручной токарный станок. Это дает нам возможность нарезать винт при программировании от точки к точке.
Как сделать внутренний конус на токарном.
Как сделать внутренний конус на токарном. Помогите неопытному токарю! Надо сделать копию шкива, посадочное место с конусом. Оригинал лежит на столе и никак не могу понять, как сделать такой же конус. градусамеров нету, да и градус на станке наверное не точный будет. Может есть какие то приемы скопировать конус?
Как сделать внутренний конус на токарном.
я б выточил ответную часть притиркой по исходному отверстию, а потом спокойно точил новый примеркой по выточенному конусу
Как сделать внутренний конус на токарном.
Zuvs, правильно.
Как сделать внутренний конус на токарном.
Зажать образец в патрон конусом наружу. Поставить на малую продольную рычажный индикатор. Разворачивать малую продольную и гонять индикатор туда- сюда по внутренней поверхности конуса, пока не настроите движение малой продольной параллельно образующей исходного конуса. А потом точить новый конус.
Как сделать внутренний конус на токарном.
https://www.internet-law.ru/gosts/gost/17554/ это скорее всего стандартный конус с конусностью 1/10
Как сделать внутренний конус на токарном. Извините за незнание, кто нибудь может дать ссылку или фото как выглядит рычажный индикатор?Конус садится на коленвал двигателя уд-2 Как сделать внутренний конус на токарном. Как сделать внутренний конус на токарном. Вот. Как сделать внутренний конус на токарном.
Понял, надо будет обзавестись таким!
Как сделать внутренний конус на токарном.
ильфат (12 April 2012 — 21:12) писал:
Понял, надо будет обзавестись таким!
если на станке есть конусная линейка- то советую точить по ней, а не поворотом верхних салазок Как сделать внутренний конус на токарном.
Я слышал про конусную линейку, но не видел как она выглядит, если кому не трудно покажите пожалуйста фото.
Как сделать внутренний конус на токарном. Фото из интернета.
Прикрепленные изображения
Как сделать внутренний конус на токарном. спасибо!
Как сделать внутренний конус на токарном.
ильфат (12 April 2012 — 19:51) писал:
земерить длину конуса, меньший и больший диаметр. Нарисовать на бумаге, высчитать угол. Как сделать внутренний конус на токарном.
есть формула д большое минус д малое (диаметры ) делённое на 2 л тоесть длинну конуса умноженную на 2 ,получаемое значение ищем в таблице тангенсов ….. там полученный грудус настраиваешь резцедержатель …. сообразишь есть конечно ещё геометрический способ ну я думаю с этим разберёшься
Как сделать внутренний конус на токарном.
МТЗ-80, размеры конуса коленвала УД-2: D=31,8; d=28; l=32. Конусность по формуле: tg2α=(D-d)/2l=(31,8-28)/64=0,0594. Угол α=1,7о
Как сделать внутренний конус на токарном. МТЗ-80, приизготовлении детали прилегание может быть чуть плотнее по большему диаметру но никак не по меньшему —проверяется по отпечатку. Как сделать внутренний конус на токарном.
Yugra (10 December 2022 — 20:09) писал:
размеры конуса коленвала УД-2: D=31,8; d=28; l=32
А откуда сведения? Тырнет говорит что 32,5х28,5х40 Это больше на правду походит, так как гостовский 1:10 получается. Как сделать внутренний конус на токарном. МТЗ-80, ИМХО не заморачивайтесь ни линейкой, ни формулами, лучше чем по индикатору все одно не выйдет, тем более там и станок наверняка не повышенной точности. Обязательно возьмите магнитную стойку к индикатору, или сразу комплект. типа такой: Уж и не знаю как вы без нее работаете. Самая нужная вещь! Точите малой подачей, она у вас наверняка меньше изношена. Точнее будет. Измерять нужно строго на уровне резца которым будете обрабатывать. При измерении вначале убедитесь, что конус не бьет в патроне ни по заднему краю ни по переднему. Удачи.
Сообщение отредактировал Mixxp: 11 December 2022 — 05:06
Как сделать внутренний конус на токарном.
Кувалдыч, если растачиваем шкив по таким размерам — упираемся ступицей в болты крышки. В свое время приходилось частенько такой работой заниматься.
www.chipmaker.ru
Обработка конусов при помощи конусной (копирной) линейки
При изготовлении больших партий деталей конические поверхности целесообразно обрабатывать при помощи конусной или копирной линейки (рис. 15). Конусная линейка 6 располагается на плите, закрепленной на кронштейне сзади станка, и может поворачиваться на некоторый угол, который отсчитывают по угловой шкале 7. Поперечные салазки 10 отсоединяют от своего винта и специальной тягой 2, гайкой 3 и ползуном 4 присоединяют к конусной линейке. При продольной подаче поперечные салазки суппорта под действием линейки смещаются в поперечном направлении. Резец движется под углом к оси заготовки, совершая одновременно продольное и поперечное движения, и обрабатывает коническую поверхность. Резец подаётся на требуемую глубину резания вращением рукоятки 8 винта верхних салазок, разворачиваемых на 90о от обычного положения.
Рис.15. Обтачивание конических поверхностей
с помощью конусной линейки.
ПОРЯДОК ВЫПОЛНЕНИЯ практической части РАБОТЫ.
ОФОРМЛЕНИЕ ОТЧЁТА
Каждый студент выполняет работу индивидуально или в составе бригады из двух-трёх человек. После изучения теоретической части (разделы 1-6):
1) Непосредственно на станке каждая бригада студентов изучает органы управления станком и производит его настройку (без включения) на минимальные, максимальные и указанные преподавателем частоты вращения шпинделя и подачи.
2) В присутствии преподавателя (лаборанта) станок включается и производится:
а) включение вращения шпинделя в прямом и обратном направлении;
б) включение подачи суппорта во всех направлениях;
в) включение быстрого перемещения суппорта во всех направлениях;
г) соединение задней бабки и суппорта замком и включение механического перемещения задней бабки;
д) включение винторезной подачи;
3) Выполняются четыре индивидуальных задания и составляется отчёт по работе.
А. Задания:
Задание №1. Записать основные узлы станка.
Задание №2. Составить уравнение кинематического баланса цепи главного движения, обеспечивающей частоту вращения шпинделя ____ об/мин.
Задание №3. Составить уравнение кинематического баланса цепи подачи, обеспечивающей ____________ подачу ____ мм/об.
Задание №4. Произвести расчёт настройки и наладки на обработку со скоростью резания vр=___ м/мин и подачей Sр=___ мм/об конуса детали по рис. 16,__, имеющей размеры (мм): D=___, d=___, L=___, l=___.
Конкретные (числовые) данные для заданий №№ 2,3,4 студент выбирает из соответствующих граф табл. 3 по назначенному преподавателем номеру варианта.
Таблица 3
| Задание | №2 | №3 | №4 | |||
| № варианта | Частота вращения шпинделя об/мин | Подача, мм/об (поперечная, винторезная) | Деталь, её размеры и расчётные режимы резания для обработки детали | |||
| Эскиз — рис.16 | D, мм | d, мм | L, мм | l, мм | vр, м/мин | Sр, мм/об |
| Sп=1,04 | а | 0,15 | ||||
| Sп=0,87 | а | 0,2 | ||||
| Sп=0,78 | а | 0,25 | ||||
| 31,5 | Sвинт=16 | б | 0,3 | |||
| Sп=0,61 | а | 0,35 | ||||
| Sп=0,52 | а | 0,4 | ||||
| Sвинт=10 | б | 0,15 | ||||
| Sп=0,07 | б | 0,2 | ||||
| Sп=0,075 | а | 0,25 | ||||
| Sвинт=1 | б | 0,3 | ||||
| Sп=0,085 | б | 0,35 | ||||
| Sп=0,11 | б | 0,4 | ||||
| Sвинт=5 | а | 0,15 | ||||
| Sп=0,12 | а | 0,2 | ||||
| Sп=0,13 | а | 0,25 | ||||
| Sвинт=20 | б | 0,3 | ||||
| 630 — зуш | Sп=0,195 | б | 0,35 | |||
| 630 — напр | Sп=0,15 | а | 0,4 | |||
| Sвинт=3 | а | 0,15 | ||||
| Sп=0,15 | б | 0,2 | ||||
| Sп=0,24 | а | 0,25 | ||||
| Sвинт=24 | б | 0,3 | ||||
| Sп=0,26 | б | 0,35 | ||||
| 12,5 | Sп=0,28 | б | 0,4 |
Пояснения по выполнению заданий приводятся ниже.
Б. Отчёт составляется на отдельных листах или в тетради. В верхней части первого листа записывается:
————————————————————————————————————-
| ТулГУ | Студент___________________ Группа__________ |
| Кафедра АСС | Дата_____________ Проверил ________________ |
| Лабораторная работа №3 | |
| Настройка и наладка токарно-винторезного станка модели 1К62 |
Далее записывается текст задания (без слов «Задание №», «Записать», «Составить», «Произвести») и его выполнение. Задания №№ 2-4 записываются с данными из табл. 3. Эскиз детали в задании №4 не зарисовывается.
В. Пояснения по выполнению заданий
Уравнения кинематического баланса по заданиям №2 и №3 записываются без сокращений, полностью. Просчитываются и записываются к отчёт фактические значения частоты вращения шпинделя и подачи.
конкретная деталь (рис. 16,а или 16,б) для расчёта настройки и наладки на точение конической поверхности указана соответствующей буквой (а или б) в первой графе задания №4 табл. 3.
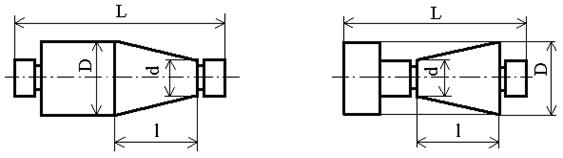
а) б)
Рис. 16. Эскизы обрабатываемых деталей
При выполнении этого задания считать, что заготовка имеет диаметр D. Проведение обработки должно вестись способом смещения задней бабки. Порядок расчёта настройки и наладки следующий:
а) определить конусность k и угол уклона конуса α;
б) определить величину смещения Н корпуса задней бабки; указать, в какую сторону должен быть смещён корпус;
в) выбрать, каким способом будет контролироваться смещение корпуса задней бабки, и выполнить упрощенно соответствующий эскиз;
г) выбрать требуемую частоту вращения шпинделя, для чего:
— определить по заданной расчётной скорости резания vр расчетную частоту вращения nр: nр=1000 vр /(p×d);
— выбрать ближайшую к nр частоту вращения шпинделя nj (j=1-23) из обеспечиваемых в станке мод. 1К62; должно быть nj ≤ nр, но можно принять и nj > nр, если это превышение не превосходит 5-10 % ;
— записать уравнение кинематического баланса цепи главного движения (без сокращений), обеспечивающей частоту вращения шпинделя nj и определить фактическое значение этой частоты n;
— определить скорость резания v, которая будет обеспечиваться при частоте n:
v=π·d·n/1000;
д) выбрать ближайшую к заданной расчётной Sр продольную подачу из числа обеспечиваемых станком; записать уравнение кинематического баланса цепи (без сокращений), обеспечивающей такую подачу и определить фактическое значение подачи S. В обязательном порядке необходимо удостовериться, что требуемая подача осуществима при выбранной частоте вращения шпинделя.
4) Подготавливаются (устно) ответы на контрольные вопросы и работа защищается перед преподавателем.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие работы выполняются на токарно-винторезном станке?
2. Каково устройство станка модели 1К62?
3. Из каких узлов состоит суппорт?
4. Какие данные принимаются в качестве основных параметров токарно-винторезных станков
5. Какие механизированные движения могут осуществляться в станке?
6. Какие движения могут осуществляться в станке вручную?
7. Какой режущий инструмент применяется на станке и где устанавливается?
8. В каких приспособлениях могут устанавливаться на станке обрабатываемые детали?
9. Какими рукоятками включается вращение шпинделя, какая муфта при этом срабатывает?
10. Для чего предназначена муфта обгона?
11. Для чего предназначена предохранительная муфта, находящаяся в фартуке суппорта?
12. Как записываются расчётные перемещения конечных звеньев цепи главного движения?
12. Как записываются расчётные перемещения конечных звеньев цепи продольной подачи?
13. Какие способы обработки конических поверхностей на токарных станках существуют, в чём заключаются их отличия?
14. Включение подач производится «мнемонической» рукояткой. Как это понять?
15. В чём заключается настройка станка?
16. В чём заключается наладка станка?
17. Возможно ли на станке одновременное включение винторезной подачи и продольной от ходового вала?
18. Возможно ли на станке одновременное включение винторезной подачи и поперечной от ходового вала?
19. В каких единицах задаётся скорость резания при точении на станке мод. 1К62?
20. В каких единицах задаётся подача при точении на станке мод. 1К62?
| РАБОТА СЧИТАЕТСЯ ВЫПОЛНЕННОЙ И ПРИНИМАЕТСЯ ПРЕПОДАВАТЕЛЕМ после просмотра им полностью оформленного бланка и получения правильных ответов на контрольные вопросы и вопросы о порядке выполнения работы |
* Принято говорить о продольном и поперечном перемещении суппорта
, хотя в поперечном направлении перемещаются
поперечные салазки
суппорта со смонтированными на них частями.
Точение конуса на токарном станке
1. Точение конической поверхности при повороте поперечногосуппорта
при ручной подаче, как показано на рисунке 20а. Угол поворота определяют по формуле:
tg = (D – d)/2l, где D и d – диаметры конуса, мм; l – длина конуса, мм. Этим методом обрабатываются как наружные, так и внутренние конические поверхности.
2. Точение конусов широким резцом
при поперечной подаче (рисунок 20б). Этот способ применяется при обработке конических поверхностей небольшой длины. Ширина резца должна немного превышать длину обрабатываемой поверхности.
3. Точение конусов при поперечном смещении корпуса задней бабки
показано на рисунке 20в. Таким способом обрабатываются длинные детали с небольшой конусностью ( 8 о ). Величина смещения задней бабки от оси
h = L(D – d)/2l, где l – длина детали, мм.
4. Точение конусов при помощи копировальной
(конусной)линейки
показано на рисунке 20г. Таким способом обрабатываются конусные детали большой длины. Для этого на кронштейне, прикреплённом к станине, располагают линейку с ползуном, которая кинематически связана с поперечным суппортом станка.
Рисунок 20 – Способы обработки конических поверхностей.
Точение конической поверхности с поворотом поперечного суппорта и ручной подачи (а)
1 – ось поворота поперечного суппорта; 2 – рукоятка ручной подачи.
Точение конусов широким резцом (б). Точение конусов при поперечном смещении корпуса задней бабки (в). Точение конусов при помощи копировальной (конусной) линейки (г)
1, 5 – болты крепления линейки; 2 – кронштейн; 3 – копировальная линейка; 4 – ползун; 6 – тяга; 7 – станина; 8 – деталь; 9 – поперечный суппорт
Кинематическая схема токарно-винторезного станка 1к62
При анализе кинематических схем металлорежущих станков различают главное рабочее движение
идвижение подачи
.
Главное рабочее движение
. Привод главного движения – коробка скоростей имеет 6 валов. Вал I (рисунок 21) приводится в движение электродвигателем
(N = 10 кВт, n = 1450 об/мин) через клиноремённую передачу со шкивами диаметром 142 и 254 мм. На этом валу размещается пластинчатая фрикционная муфта М1, переключение которой реверсирует вращение шпинделя. При включении муфты влево вращение с вала I на вал II передаётся через шестерни 56 – 34 или 51 – 39, а при включении муфты вправо – через шестерни 50 – 24 и 36 – 38. В последнем случае передача движения осуществляется через блок промежуточных (паразитных) шестерён 24 – 36, которые изменяют направление движения вала II, и, следовательно, направление вращения шпинделя.
При включении муфты влево обеспечивается прямое вращение шпинделя – по часовой стрелке при взгляде с его нерабочей стороны, при включении вправо – обратное вращение. Реверсирование движения шпинделя необходимо для проведения тяжёлых отрезных работ (большие диаметры, твёрдые материалы) при обратном вращении шпинделя, а также для извлечения инструмента, закреплённого в задней бабке, при обработке отверстий. В дальнейшем будет рассматриваться только прямой рабочий ход.
С вала II на вал III вращение передаётся через шестерни 29 – 47; 21 – 55; 38 – 38. С вала III движение может непосредственно передаваться через шестерни 65 – 43 на вал VI – шпиндель, обеспечивая таким образом, 6 самых высоких частот его вращения.
С другой стороны, движение с вала III может передаваться на вал IV через шестерни 22 – 88 или 45 – 45, а с вала IV на вал V через шестерни 22 – 88 или 45 – 45 и далее 27 – 54 на шпиндель. Валы IV и V являются системой перебора. Благодаря этой системе шпиндель получает ещё 24 частоты вращения, итого – 30.
Фактически станок имеет 23 частоты вращения, так как при некоторых передачах скорости дублируются.
Уравнение кинематической цепи главного движения в общем виде выглядит так:
где nшп – частота вращения шпинделя, об/мин; nэд – частота вращения электродвигателя, об/мин; dэд – диаметр шкива на валу I, мм; — коэффициент проскальзывания клиноремённой передачи ( 0,01 0,015); i – передаточное отношение передачи с одного вала на другой.
Движение подачи
содержит:
— звено увеличения шага;
Обработка конических поверхностей на токарных станках
Способы получения конических поверхностей на токарном станке
На токарном станке обработка конических поверхностей производится одним из следующих способов:
а) поворотом верхней части суппорта;
б) поперечным смещением корпуса задней бабки;
в) с помощью конусной линейки;
г) с помощью широкого резца.
Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном станке коротких наружных и внутренних конических поверхностей с большим углом уклона нужно повернуть верхнюю часть суппорта относительно оси станка под углом α уклона конуса. При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Обработка конических поверхностей способом поперечного смещения корпуса задней бабки
Для получения конической поверхности на токарном станке необходимо при вращении заготовки вершину резца перемещать не параллельно, а под некоторым углом к оси центров. Этот угол должен равняться углу α уклона конуса. Наиболее простой способ получения угла между осью центров и направлением подачи — сместить линию центров, сдвинув задний центр в поперечном направлении. Путем смещения заднего центра в сторону резца (на себя) в результате обтачивания получают конус, у которого большее основание направлено в сторону передней бабки; при смещении заднего центра в противоположную сторону, т. е. от резца (от себя), большее основание конуса окажется со стороны задней бабки
. Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. Схема обработки конуса с применением конусной линейки приводится.
К станине станка прикреплена плита 11, на которой установлена конусная линейка 9. Линейку можно поворачивать вокруг пальца 8 под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4 и 10. По линейке свободно скользит ползун 7, соединяющийся с нижней поперечной частью 12 суппорта при помощи тяги 5 и зажима 6. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 3, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если сообщить каретке продольную подачу, то ползун 7, захватываемый тягой 5, начнет перемещаться вдоль линейки 9. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 9. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 1 верхней части 2 суппорта. Эта часть суппорта должна быть повернута на 90° относительно нормального положения, т. е. так, как это показано на рис. 209.
Обработка конических поверхностей широким резцом
Обработку конических поверхностей (наружных и внутренних) с небольшой длиной конуса можно производить широким резцом с углом в плане, соответствующим углу α уклона конуса (рис. 210). Подача резца может быть продольная и поперечная.
Способы получения конических поверхностей на токарном станке
На токарном станке обработка конических поверхностей производится одним из следующих способов:
а) поворотом верхней части суппорта;
б) поперечным смещением корпуса задней бабки;
в) с помощью конусной линейки;
г) с помощью широкого резца.
Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном станке коротких наружных и внутренних конических поверхностей с большим углом уклона нужно повернуть верхнюю часть суппорта относительно оси станка под углом α уклона конуса. При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Обработка конических поверхностей способом поперечного смещения корпуса задней бабки

Для получения конической поверхности на токарном станке необходимо при вращении заготовки вершину резца перемещать не параллельно, а под некоторым углом к оси центров. Этот угол должен равняться углу α уклона конуса. Наиболее простой способ получения угла между осью центров и направлением подачи — сместить линию центров, сдвинув задний центр в поперечном направлении. Путем смещения заднего центра в сторону резца (на себя) в результате обтачивания получают конус, у которого большее основание направлено в сторону передней бабки; при смещении заднего центра в противоположную сторону, т. е. от резца (от себя), большее основание конуса окажется со стороны задней бабки
. Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. Схема обработки конуса с применением конусной линейки приводится.
К станине станка прикреплена плита 11, на которой установлена конусная линейка 9. Линейку можно поворачивать вокруг пальца 8 под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4 и 10. По линейке свободно скользит ползун 7, соединяющийся с нижней поперечной частью 12 суппорта при помощи тяги 5 и зажима 6. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 3, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если сообщить каретке продольную подачу, то ползун 7, захватываемый тягой 5, начнет перемещаться вдоль линейки 9. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 9. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 1 верхней части 2 суппорта. Эта часть суппорта должна быть повернута на 90° относительно нормального положения, т. е. так, как это показано на рис. 209.
Обработка конических поверхностей широким резцом
Обработку конических поверхностей (наружных и внутренних) с небольшой длиной конуса можно производить широким резцом с углом в плане, соответствующим углу α уклона конуса (рис. 210). Подача резца может быть продольная и поперечная.