Катанка – это вид металлопроката, который представляет собой проволоку круглого сечения, изготовленную из углеродистых марок стали Ст0, Ст1, Ст2 и Ст3, в соответствие с ГОСТ 380, или из цветных металлов или сплавов цветных металлов в соответствие с принятым ТУ. Катанка из углеродистой стали выпускается с диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. При этом допускается отклонения в диаметре +/- 5%, а овальность катанки допускается не более 50% от ее диаметра. Катанка из цветных металлов (медь, алюминий) или их сплавов (бронза, латунь) изготавливается с диаметром от 1 до 16 мм. С большим диаметром проволоку изготавливают на заказ ограниченными партиями. Проволка и катанка -это два слова обозначающих один и тот же материал.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
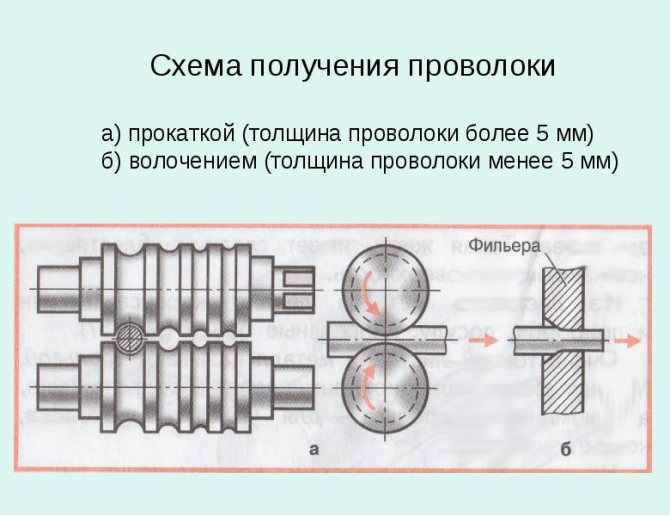
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Технические требования
5.1 Общие требования
Катанку изготовляют в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
Катанка должна быть изготовлена из меди таких качества и чистоты, которые обеспечивают свойства и характеристики катанки, установленные настоящим стандартом, и позволяют использовать катанку по ее назначению.
5.2 Характеристики
5.2.1 Требования к качеству поверхности
5.2.1.1 Катанка по всей длине должна иметь чистую и гладкую поверхность.
На поверхности катанки допускаются раковины, риски, вмятины, забоины и другие поверхностные дефекты, глубина которых при контрольной зачистке не превышает 0.2 мм. Допускаемые дефекты не должны препятствовать дальнейшей переработке катанки.
5.2.1.2 На поверхности катанки марок КМ и КМор диаметром до 18,0 мм включительно допускается окисленность поверхности (толщина окисной пленки): не более 1 • 10-7 м (1000 А*) — при электрохимическом методе измерения или не более 0.01% — при весовом методе измерения.
Окисленность поверхности катанки марки КМб всех диаметров и катанки марок КМ и КМор диаметром свыше 18.0 мм не нормируют.
По согласованию между потребителем и изготовителем допускается изготовление катанки марки КМ с окисленностью поверхности: не более 0,5 • 10-7 м (500 А*) — при электрохимическом методе измерения или не более 0.005% — при весовом методе измерения.
А — Ангстрем.
5.3 Требования к химическому составу
5.3.1 Катанка марки КМ по химическому составу должна соответствовать меди марок М001. М0, катанка марки КМб — меди марок М001б, М0б: катанка марки КМор — меди марки М1ор.
5.3.2 Химический состав меди марок МО, М0б по ГОСТ 859 и марок М001, М001б. М1ор по настоящему стандарту должен соответствовать указанному в таблице 2.
Таблица 2
| Элемент | Массовая доля, %, не более. для меди марок | |||||
| М001 | МО | М001б | М0б | М1ор | ||
| Примеси по группам: | ||||||
| 1 | Висмут Селен Теллур Сумма 1-й группы | 0.0002 0.0002 0.0002 0.0003 | 0.0005 — — — | 0.0002 0.0002 0.0002 0,0003 | 0.001 — — — | — — — — |
| 2 | Хром Марганец Сурьма Кадмий Мышьяк Фосфор Сумма 2-й группы | — — 0.0004 — 0.0005 — 0.0015 | — — 0.002 — 0.001 — — | — — 0.0004 — 0.0005 — 0.0015 | — — 0.002 — 0.002 0.002 — | — — — — — — — |
| 3 | Свинец | 0.0005 | 0,003 | 0,0005 | 0.003 | — |
| 4 | Сера | 0.0015 | 0,003 | 0,0015 | 0.003 | — |
| 5 | Олово Никель Железо Кремний Цинк Кобальт Сумма 5-й группы | — — 0.001 — — — 0,002 | 0.001 0.002 0,004 — 0.003 — — | — — 0.001 — — — 0.002 | 0.002 0,002 0.004 — 0.003 — — | — — — — — — — |
| 6 | Серебро | 0.0025 | — | 0,0023 | — | — |
| Сумма перечисленных примесей | 0.0065 | — | 0.0065 | — | 0.065 | |
| Кислород | 0,04 | 0.04 | 0.001 | 0.001 | 0.025 | |
Примечания: 1 — Массовую долю меди для меди марок М001, М001б определяют вычитанием суммы массовых долей примесей из 100 %. Массовая доля (медь + серебро) для меди марок: МО — не менее 99,93 %; М0б — не менее 99.97 %; М1ор — не менее 99.91 %. 2 — Допускается изготовление катанки из меди марок с массовой долей кислорода. М001, МО, М1ор — не более 0.065; М001б, М0б — не более 0.002 %. 3 — Знак «-» означает, что элемент не нормируется.
5.4 Требования к электрическим параметрам
5.4.1 Удельное электрическое сопротивление. Ом • м • 10-6, катанки или отожженной проволоки, протянутой из катанки, должно быть, не более:
- для катанки из меди марок М001. М001б — 0,01707;
- для катанки из меди марок МО, М0б, М1ор — 0.01718.
5.5 Требования к механическим параметрам
5.5.1 Временное сопротивление катанки должно быть не менее 160 МПа. относительное удлинение после разрыва катанки должно быть не менее 35 %.
5.5.2 Катанка всех марок должна выдерживать испытание на скручивание с последующим раскручиванием без разрушения и появления дефектов литья и прокатки, глубина которых при контрольной зачистке превышает 0.2 мм. Число скручиваний указано в таблице 3.
Таблица 3.
| Номинальный диаметр катанки, мм | Число скручиваний (в числителе) с последующим раскручиванием (в знаменателе) |
| 8.0 | 10/10 |
| Св. 8.0 до 13.0 включ. | 8/8 |
| » 13.0 » 16.0 и | 5/5 |
| » 16.0 | 3/3 |
5.5.3 Катанка всех марок должна выдерживать испытание на скручивание в одну сторону.
Число скручиваний в одну сторону до полного разрушения должно быть, не менее, для катанки диаметром: 8.0 мм — 50; свыше 8.0 мм до 13.0 включительно — 15; свыше 13.0 мм — 8.
5.5.4 При оформлении заказа допускается устанавливать дополнительные требования к катанке марок: КМ и КМор — на удлинение спирали: КМб — на стойкость против водородной хрупкости.
5.6 Маркировка
5.6.1 Маркировка катанки должна соответствовать требованиям ГОСТ 18690 с дополнениями по настоящему стандарту.
5.6.2 К каждой бухте катанки должен быть прикреплен ярлык, на котором должны быть указаны:
- наименование или наименование и товарный знак предприятия изготовителя:
- наименование страны изготовителя;
- условное обозначение катанки:
- дата изготовления (год, месяц, число);
- номер бухты;
- масса нетто бухты, кг;
- масса брутто бухты, кг;
- знак соответствия (при наличии сертификата);
- номер партии.
На ярлыке должен быть проставлен штамп технического контроля.
5.7 Упаковка
5.7.1 Упаковка катанки должна соответствовать требованиям ГОСТ 18690 с дополнениями по настоящему стандарту.
5.7.2 Катанку поставляют в бухтах одним отрезком. Массу нетто и массу брутто бухты устанавливают по согласованию потребителя с изготовителем.
5.7.3 Катанка должна быть намотана в бухты без перепутывания. перехлестывания витков, препятствующих свободной размотке при ее переработке. Плотность намотки должна обеспечивать целостность бухт при упаковывании и транспортировании.
Необходимо оставлять свободным нижний конец катанки для обеспечения непрерывности при ее переработке: длину свободного конца катанки устанавливают при оформлении заказа.
5.7.4 Каждая бухта катанки должна быть перевязана стальной упаковочной лентой или лентой из других материалов, пригодных для данного применения, не менее чем в трех местах, равномерно распределенных по окружности, для обеспечения целостности бухт.
5.7.5 Катанка должна быть упакована. Упаковка катанки должна защищать ее от загрязнения и атмосферных осадков.
5.7.6 По согласованию с потребителем катанку можно поставлять без упаковки.
Характеристики катанки стальной
Катанку по прочности классифицируют на два класса: В – обычная прочность и Б – повышенная прочность. Прочность проволоки определяется за счет применяемой марки стали и способа охлаждения. Например, если использовалась марка стали Ст0, то массовая доля углерода в ней не должна превышать 0,20%. То есть, данная проволока будет более гибкой, чем проволока из Ст1.
Согласно установленному ГОСТ 380, весь моток катанки должен быть скручен из цельной жилы, при этом по всей протяженности проволоки не должно быть отклонений от диаметра больше чем на 5%. Также по всей протяженности не должны присутствовать окалины, заусенцы и раскатанные трещины.
Средства и методы испытания готовой проволоки
Обязательная проверка для медной катанки:
- Испытания по Госстандарту 26877 на овальность сечения.
- По ГОСТу 6507 на отклонения от заявленных сечений. Инструментарий – штангенциркуль для крупномеров и микрометры (с делениями от 0,01 мм).
- Осмотр. При незначительных дефектах делают зачистку поверхности до момента приведения к допустимым величинам.
- Определении химического состава согласно ГОСТам 31382, 9717, 13938, 27981. При наличии на предприятии хорошо оснащённой химлаборатории допускается исследование химического состава меди в катанке иными методиками. Не вступающими в противоречие с существующими стандартами.
- По ГОСТу 7229 на определение сопротивления. Оборудование – микрометр и высокоточные весы.
- Испытание на проводимость и удлинение согласно ГОСТу 1497.
Сфера применения катанки стальной
Больше всего катанка стальная применяется при армировании монолитных бетонных конструкций. Например, при изготовлении арматурных каркасов, наборные хомуты квадратные, круглые или с формой в виде прямоугольника изготавливают непосредственно из катанки. При помощи арматурных каркасов армируют монолитные колонны, ригели, пояса, надпроемные перемычки и ленточные фундаменты. Помимо использования катанки в каркасах, ее также применяют при изготовлении сварной арматурной сетки с ячейкой 100х100 или 150х100 мм. Арматурную сетку используют при армировании монолитных плоскостей, например, бетонных полов, межэтажных перекрытий или стяжки.
В отличии от катанки арматура обладает более высокой прочностью, поэтому она является основным элементом бетонных конструкции. Более подробно об арматуре, её видах и характеристиках Вы можете прочитать в специальной статье: что такое арматура; как её выбирать; характеристики, гибка и вязка арматуры.
Катанка стальная также применяется при кладке несущих стен или простенков из кирпича, котельца, шлакоблока, пеноблока или газоблока. В зависимости от конкретно применяемого для кладки камня, стальную проволоку запускают в каждый 2 — 4 ряд раствора, тем самым усиливая общую прочность кладки.
Стальная проволока довольно часто применяется и сама по себе в качестве монтажного материала. Например, при установке деревянных столбов линий электропередач, вначале в грунт устанавливается бетонная свая с квадратным сечением – пасынок, а после к бетонной свае катанкой вяжут вертикальный деревянный столб. Довольно часто катанка используется для вязки мауэрлата к бетонному поясу при возведении двухскатной кровли.

Использовании катанки при установке деревянных столбов

алюминиевая катанка
Краткое описание свойств
Свойства материала, позволяющие использовать его во многих отраслях:
- Пластичность в сочетании с высокой прочностью. Такая комбинация физических свойств позволяет применять для обработки широкий спектр механических воздействий с последующим долгим сроком службы.
- Малое электросопротивление. Превосходит медь по этому параметру только серебро.
- Малый коэффициент сопротивления при повышении температуры металла. По крайней мере, в пределах температур от 20 до 100⁰С.
Проволока алюминиевая
Катанка алюминиевая представляет собой непрерывный и круглый в сечении прут диаметром от 1 до 16 мм. Изготавливают алюминиевую проволоку двумя разными способами. В первом случае изготовление производится прокаткой через вальцы заготовки большего сечения. Во втором случае применяют расплавленный алюминий. Расплавленный до жидкого состояния алюминий подается в кристаллизатор – большое вращающееся кольцо из тугоплавкого металла и имеющее водное охлаждение. В процессе вращения кристаллизатора расплавленный алюминий принимает форму стержня, который сразу же поступает на линию прокатных вальцов, где уже из стержня формируется алюминиевая катанка заданного диаметра. Алюминиевая катанка изготавливается в соответствие с ГОСТ 13843-78.
Ответственное охлаждение
После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т. Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку — но он менее надежен и выдает шероховатую поверхность.
Проволока медная
Медную катанку изготавливают способом непрерывного литья расплава меди с последующей раскаткой на валах прокатного станка, в соответствие с ГОСТ 546-2001. Медную катанку в зависимости от применяемой марки меди разделяют на три класса: А, В и С. Проволоку класса А и В изготавливают из меди марки М00к, тогда как катанку класса С производят из меди марки М0к.

медная катанка
Основная сфера применения медной катанки – это изготовление электрических проводов и кабелей, рассчитанных на большую нагрузку, чем способны выдерживать провода из алюминия. Удельное сопротивление меди в полтора раза меньше чем у алюминия, и при высокой нагрузке электросети, алюминиевый провод особенно в точке скрутки или разъема нагревается сильнее, что может привести к обрыву или замыканию. Медный провод в свою очередь способен выдерживать большую нагрузку.
Общие сведения о меди
Медь. Название в периодической системе элементов – Cuprum (Купрум) (Cu). Порядковый номер – 29. I группа или побочная подгруппа в таблице, в её 4-м периоде. Название произошло от названия острова Кипр, откуда в античные города-полисы Средиземноморья вывозили её для использования в быту, в хозяйстве и в войне.
В металлической фазе представляет собой вещество розово-красного цвета, мягкое и поддающееся ковке при нагреве до 700-800⁰С. Плавится при температуре 1084,5⁰ С. Поддаётся обработке давлением как в холодном, так и в горячем состоянии, а также всем видам пайки и литью в любую форму, а также резанию. После плавления, при достижении температуры расплава 2 560⁰С, начинается кипение жидкого металла.
Химический состав примесей и метод получения металла сказывается и на таких свойствах меди, как теплопроводность, удельная теплоёмкость, удельное сопротивление и связанная с ним электропроводность, упругость, твёрдость и предел прочности.
Марки меди
Классификация меди в России принята по ГОСТам 895-2001 и Р-53 803-2010 «Медь. Марки».
Применяя в электропроводящих сетях или в аппаратуре высокой точности катодные марки меди, их часто делят на подвиды МооК (катодная) и МооБ (бескислородная), имеющим чистоту 99,99 ( процент примеси посторонних веществ 0,001).
Акцент на бескислородность меди сделан не зря: кислород в составе металла не только является нежелательным окислителем, но и значительно уменьшает пластичность и прочность металла. Не меньший вред приносит присутствие в атмосфере молекул водорода, который при значительной термообработке меди (и не обязательно её расплаве) диффузионно проникает вглубь металла в его верхний пограничный слой и в нём восстанавливает до чистого металла и воды оксид меди. Молекулярная вода при повторных нагревах способна давать локальное высокое давления в кристаллической решётке, способное образовать разрывы, пористость и микротрещины в монолите.
Эти явления особенно вредны, если делается высокотемпературная пайка или сварка медных поверхностей, так как снижается прочность соединений.

Водородная болезнь
Впрочем, «водородная болезнь» характерна только для высокотемпературных сварок и паек. При «мягкой», ниже 400⁰С, пайке явлением водородной хрупкости можно пренебречь, атомы водорода ниже 400 градусов глубоко в металл не диффундируют – и чем больше температура пайки опускается ниже 400⁰С, тем меньше влияние этого восстановителя металла из окислов.
Для предупреждения окисления или влияния водорода металл плавят
- В вакууме.
- В атмосфере из инертных газов (аргон).
- Под слоем древесного угля.
Хотя самым общеупотребительным способом предотвращения «водородной болезни» является ввод в состав металла при плавлении присадки, связывающей кислород и не влияющей на физические параметры металла после отливок или протяжек. В качестве присадки используют фосфор.
Критерии качества, применяемые в России и в странах ЕС, почти одинаковы. Разница часто оказывается в требованиях контроля за количеством и качеством допустимых или специально введённых примесей. Так, российская М1Ф и Cu-DHP хоть и являются аналогами, но имеют разные примеси. На практике это выражается в том, что в России контроль примесей жёстче, а химический состав металла стабильнее по своим физическим характеристикам. В М1Ф ни в коем случае не допускается при выплавке использовать лом, особенно из рафинированных фрагментов меди. В Cu-DHP это норма.
Из-за этого часто возникают коллизии по цене этих металлов с разной степенью чистоты – притом цена более чистого российского М1Ф бывает заниженной на торгах при покупке её у нас. И, наоборот, при реверсных сделках для нас её завышают – что говорит о воздействии факторов, не имеющих никакого отношения к качеству или сложности производства.
Прочность, может характеризоваться тремя состояниями одной и той же марки: при пределе прочности в 210 Мпа медь «мягкая», при 250 Мпа – полутвёрдая, а при 280 Мпа – твёрдая. Соответственно М (зарубежный аналог R 220), ПТ (R 250) и Т (R – 280). Хотя, кроме Т, имеются и более прочные (твёрдые) состояния меди. Медь поддаётся даже закалке как способу повышения твёрдости – для этого её нагревают до 600⁰С и медленно остужают.

Советы по выбору при покупке катанки. Качество катанки
Как правило, обычные люди, да даже и различные строительные компании, с покупкой катанки из цветных металлов не сталкиваются. Проволоку из цветных металлов в основном приобретают заводы изготовители электрических кабелей.
В большинстве случаев при проведении строительных или монтажных работ возникает необходимость купить катанку стальную. Маркировка катанки стальной производится по ГОСТ 7566. продается стальная проволока в виде мотков, состоящих из 1 или 2 жил. Если в мотке только 1 непрерывная жила, то все технические характеристики проволоки можно узнать по прикрепленному ярлыку. Если же в мотке 2 жилы, то соответственно должно быть обязательно 2 ярлыка.
Покупая стальную катанку, маркировка на ярлыке выполняется следующим образом:
Катанка В-5,0 мм Ст3кп УО1 ГОСТ 30136-94
Это значит, что в моток скручена катанка обычной прочности, с диаметром 5 мм, изготовленная из марки стали Ст3кп с одностадийным ускоренным охлаждением и, материал соответствует указанному госту.
Помимо изучения информации на ярлыке мотка, так же стоит произвести визуальный осмотр жилы на наличие окалин, трещин и заусенцев. Кроме этого стоит обратить внимание на общий цвет жилы. Если цвет жилы не различается, то значит, такая проволока стальная на разных участках своей протяженности будет иметь различную гибкость и прочность.
Существует такой старый способ определения гибкости катанки “на глаз”. Для этого берется жила и изгибается в дугу. Свободным концом огибают основную жилу, и конец начинают изгибать по часовой стрелке. Качественная катанка должна гнуться вокруг стержня, равного своему диаметру, то есть, сама вокруг себя на 180 градусов. При этом в месте изгиба не должны образовываться трещины или разрывы.
Поставка и маркировка
Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
класс ВК — катанка канатная высококачественная;
класс ВД — катанка высокой деформированности;
класс КК-катанка канатная качественная;
класс ПД — катанка конструкционная.
Цена катанки. Вес катанки.
Стоимость катанки сопоставима со стоимостью материла из которого она изготовлена. Так например стальная катанка может стоить 20-30 рублей за кг, алюминиевая катанка стоит около 150 рублей за килограмм, медная — около 300 рублей за килограмм.
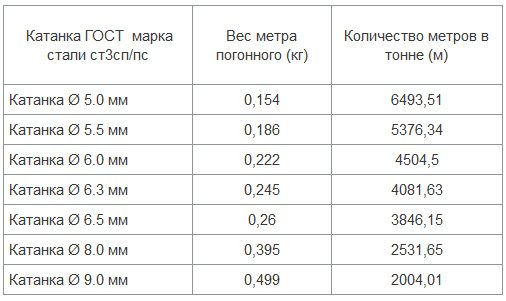
Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки зависит от его материала и диаметра. Для примера в таблице приведен вес стальной катанки в зависимости от диаметра. У медной проволоки примерно такой же вес. Алюминиевая проволока примерно в три раза легче стальной и медной.
МАРКИ И РАЗМЕРЫ
1. МАРКИ И РАЗМЕРЫ
1.1. Катанку изготовляют двух марок: КАС-1 и КАС-2.
1.2. Диаметры катанки, предельные отклонения по ним и овальность должны соответствовать указанным в табл.1.
Таблица 1
мм
Номинальный диаметр
| Катанка марок КАС-1 и КАС-2 | ||
| Предельные отклонения по диаметру* | Овальность, не более | |
| 9,0 | ±0,3 | 0,4 |
| 12,0 | ±0,5 | 0,6 |
________________ * Относятся к среднему диаметру, определенному по п.4.1.
Коды ОКП приведены в приложении 1.
Пример условного обозначения катанки марки КАС-1 диаметром 9 мм:
Катанка КАС-1-9 — ГОСТ 20967-75
(Измененная редакция, Изм. N 3).
Индивидуальные особенности катанки
В большинстве случаев катанка бывает круглого и овального сечения. В диаметре она может достигать 10 мм, однако наиболее востребованной является продукция сечением 5-8 мм, выполненная из стали. Что касается продукции из меди и других цветных металлов, то она имеет небольшое сечение, редко превышающее 1 мм. Готовая катанка применяется в качестве самостоятельного изделия, а также становится сырьём для производства другой сортовой продукции.
Все стадии процесса изготовления подвергаются тщательному контролю, что позволяет гарантировать высокое качество готового изделия. Параметры продукта сверяются с действующими стандартами. В частности, измеряется кривизна, овальность и прочие отклонения.
Почему катанку выгодно купить в РУМЕТАЛЛ?
- продукция соответствует международным стандартам и Гостам;
- осуществляется контроль качества предлагаемой продукции на складе;
- вся отпускаемая продукция гладкая, поверхность без дефектов;
- предлагаем самую низкую стоимость за метр, тонну;
- предлагаем дополнительные скидки постоянным клиентам.
Наше сотрудничество с поставщиками отработано до мелочей, в результате чего поставки продукции осуществляются стабильно, на регулярной основе.
Основной задачей РУМЕТАЛЛ является возможность предлагать своим клиентам эксклюзивные условия сотрудничества, максимально широкий ассортимент по вполне конкурентным ценам.
Сортамент металлопродукции этого типа проката и других типов всегда в наличии на складе компании в Москве. Реальная цена за тонну указана на сайте нашей компании. Работаем как с оптовыми покупателями так и с розницей, документы предоставляем. По поводу выгодной доставки рекомендуем связаться с менеджерами компании. Отгрузка товара производится 24 часа в сутки. В случае возникновения вопросов позвоните по номеру.
Правила приемки
6.1 Правила приемки катанки должны соответствовать ГОСТ 15.309 и требованиям настоящего стандарта.
6.2 Категории испытаний
Для проверки соответствия катанки требованиям настоящего стандарта назначают приемо-сдаточные испытания.
6.3 Катанку предъявляют к приемке партиями. За партию принимают катанку в объеме сменной выработки. Партия должна состоять из катанки одной марки, изготовленной из меди одной марки, одного номинального диаметра.
После проведения приемо-сдаточных испытаний на партию оформляют документ о качестве, содержащий:
- наименование или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение катанки;
- результаты механических испытаний;
- результаты электрических испытаний;
- химический состав;
- массу нетто партии;
- номер партии;
- дату изготовления (месяц, год. число);
- гарантийный срок хранения катанки.
Допускается проведение испытаний в процессе производства. При этом результаты испытаний, проводимых в процессе производства, являются результатами приемо-сдаточных испытаний.
6.4 Испытания должны проводиться в объеме технических требований и при объемах выборки, указанных в таблице 4. При получении неудовлетворительных результатов испытаний, хотя бы по одному из показателей, указанных в 4.2; 4.3; 5.2.1.2; 5.3.2; 5.4.1; 5.5.1 — 5.5.3. по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяют на всю партию.
Таблица 4
| Вид проверки или испытания | Подраздел. пункт. подпункт | Объем выборки | |
| технических требований | методов контроля | ||
| Проверка диаметра и овальности катанки | 4.2;4.3 | 7.2; 7.3 | Каждая пятая бухта, но не менее одной бухты от партии |
| Проверка качества поверхности | 5.2.1.1 | 7.4 | 100% бухт |
| Проверка окисленности поверхности | 5.2.1.2 | 7.5 | Каждая десятая бухта, но не менее двух бухт от партии |
| Проверка химического состава | 5.3.2 | 7.6 | Каждая десятая бухта, но не менее двух бухт от партии |
| Определение содержания кислорода | 5.3.2 | 7.6 | Каждая десятая бухта, но не менее двух бухт от партии |
| Проверка удельного электрического сопротивления | 5.4.1 | 7.7 | Одна бухта от партии не реже трех раз в сутки |
| Определение относительного удлинения после разрыва и временного сопротивления | 5.5.1 | 7.8 | Каждая десятая бухта, но не менее одной бухты от партии |
| Испытание на скручивание с раскручиванием | 5.5.2 | 7.9 | Каждая пятая бухта, но не менее одной бухты от партии |
| Испытание на скручивание в одну сторону | 5.5.3 | 7.9 | Каждая десятая бухта, но не менее двух бухт от партии |
| Проверка маркировки | 5.6 | 7.14 | 100% бухт |
| Проверка упаковки | 5.7 | 7.14 | 100% бухт |
| Определение массы нетто и массы брутто бухты | 5.7.2 | 7.13 | 100% бухт |
Где применяется катанка?
Прокатная проволока широко применяется в различных сферах деятельности. С её помощью упаковывают габаритные грузы, имеющие большой вес, изготавливают армированные каркасы, применяют для армирования железобетонных конструкций. Что касается характеристик ходового товара, то это медная, алюминиевая или стальная катанка, диаметром 6-8 мм.
Если использовать прокатную проволоку в качестве исходного сырья, то можно получить гвозди, стальные тросы, электроды, сетки и другую продукцию. Что касается ценовых характеристик, то самой доступной является катанка, имеющая диаметр 8 мм, что объясняется особенностями производственного процесса.









