Приемы плоскостной разметки
К
атегория:
Разметка
Приемы плоскостной разметки
Далее: Накернивание разметочных линий
Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых рисок: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными.
Прямые риски наносят чертилкой, которая должна быть наклонена в сторону от линейки (рис. 1, б) и по направлению перемещения чертилки (рис. 1, а). Углы наклона должны соответствовать указанным на рисунке и не изменяться в процессе нанесения рисок, иначе риски будут не параллельными линейке. Чертилку все время прижимают к линейке, которая должна плотно прилегать к детали.
Риски ведут только один раз. При повторном проведении линий невозможно попасть точно в то же место, в результате получается несколько параллельных рисок. Если риска нанесена плохо, ее закрашивают, дают высохнуть и проводят вновь.
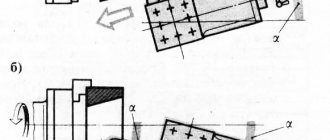
Перпендикулярные линии (не в геометрических построениях) наносят с помощью угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают .грузом, чтобы она не сдвигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности (рис. 2, а) разметочной плиты. Послеэтого угольник прикладывают полкой к боковой поверхности а (положение 11—11) и проводят вторую риску, которая будет перпендикулярна первой.
Параллельные риски (линии) наносят с помощью угольника (рис. 2, б), перемещая его на нужное расстояние.
Отыскание центров окружностей осуществляют с помощью центроискателей и центро-наметчиков. Простейший центроискатель (рис. 3, а) представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник-центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол (около 90°), проводят вторую прямую. На их пересечении и находится искомый центр.
При малом диаметре размечаемого торца центроискателями пользоваться неудобно. В этом случае используют кернер-центроиска-тель.
Нернер-центроискатель (рис. 3, б) применяется для нанесения центров на цилиндрических деталях диаметром до 40 мм. Он имеет обыкновенный кернер, помещенный в воронке (колоколе). В воронку вставлен фланец с отверстием, в котором легко скользит кернер. Разметка заключается в том, что воронку прижимают к торцу изделия и молотком ударяют по головке кернера. Под действием пружины, кернер всегда находится в верхнем положении.
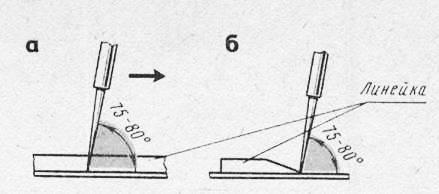
Рис. 1. Нанесение линий (рисок): а — наклон чертилки в сторону перемещения ее, 6 — наклон в сторону от линейки
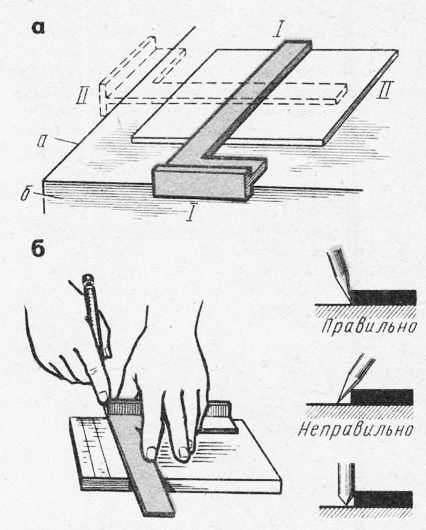
Рис. 2. Нанесение линий: а — перпендикулярных, б — параллельны
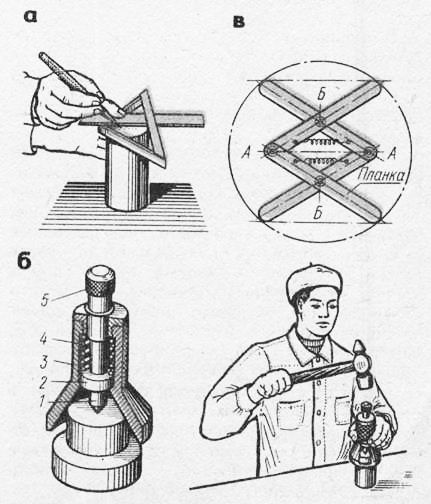
Рис. 3. Отыскание центров окружностей
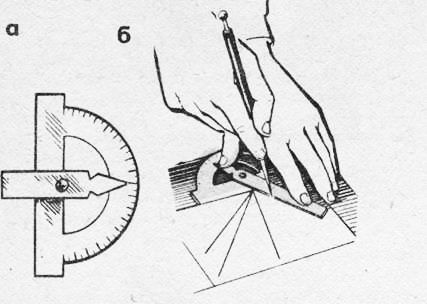
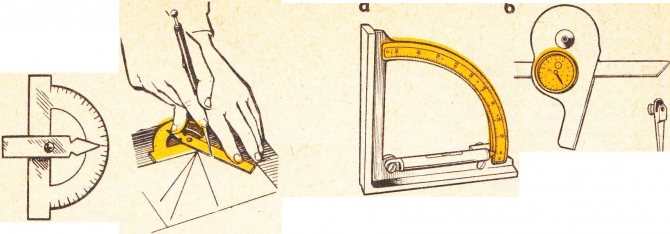
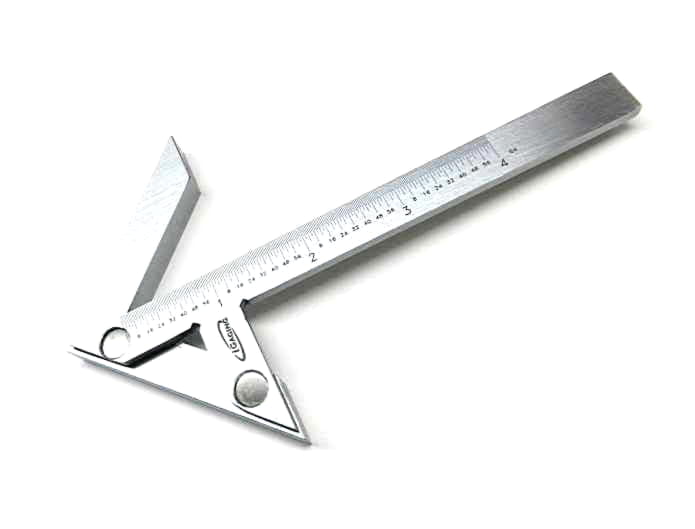
Рис. 4. Транспортир для разметки углов и уклонов (а) и его применение (б)
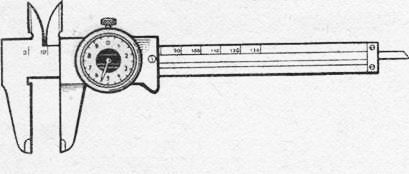
Рис. 5. Штангенциркуль карманный
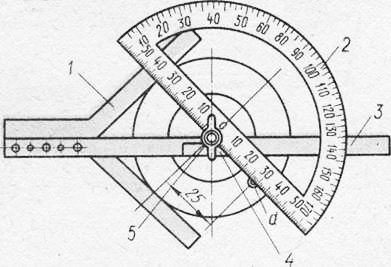
Рис. 6. Центроискатель-транспортир
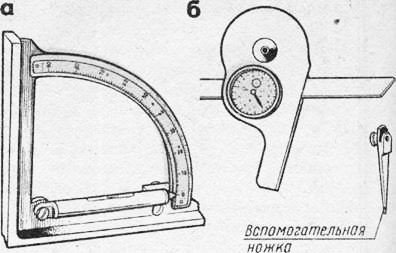
Рис. 7. Ватерпас с градусной шкалой (а) и угломер часового типа (б)
Шарнирный центроискатель К. ф. Крючека имеет преимущества перед другими центроискателями. С помощью его находят положение центровых линий не только цилиндрических, но и конических, прямоугольных и других отверстий. Центроискатель имеет четыре шарнирно связанные между собой планки, соединенные пружинами. При работе центроискателя пружины прижимают концы планок к стенкам отверстия. Точки А и Б, нанесенные на оси шарниров, указывают положение взаимно перпендикулярных линий.
Разметка углов и уклонов, производится с помощью транспортиров и угломеров. При разметке транспортир устанавливают на заданный угол, удерживая левой рукой основание его, а правой рукой, поворачивая широкий конец линейки до тех пор, пока конец линейки, имеющий форму с делением заданных градусов, нанесенных на основании. После этого линейку закрепляют шарнирным винтом, затем чертилкой наносят линии.
Штангенциркуль карманный с линейкой для измерения глубин производства ГДР вместо обычного нониуса имеет индикатор часового типа. Этот инструмент успешно используется разметчиками, так как уменьшает напряжение зрения при взятии отсчетов и обеспечивает достаточную точность. Цена деления круговой шкалы индикатора 1/10 мм, предел измерений — 135 мм, рабочие поверхности губок закалены по всей длине.
Центроискатель-транспортир отличается от обычного транспортира-центрои-скателя наличием транспортира, который при помощи движка может перемещаться по линейке и закрепляться на ней в нужном положении гайкой. Линейка прикреплена к угольнику. Транспортир дает возможность находить центры отверстий, расположенных на заданном расстоянии от центра цилиндрической детали и под любым углом. На рис. 50 найдено положение точки d, находящейся под углом 45° и на расстоянии 25 мм от центра.
Ватерпас с градусной шкалой и угломер часового типа, выпускаемые в ГДР, могут быть использованы для разметочных работ. Ватерпас рационально применять при измерении уклонов с точностью до 0,0015° и при установке деталей на плите в тех случаях, когда плоскость разметочной плиты строго выверена по уровню.
Угломер часового типа не требует большого напряжения зрения при установке угловых величин по шкале.
Цена деления круговой шкалы — угловых минут. Полный оборот стрелки соответствует изменению угла между линейками на 10°. В круглом отверстии циферблата отсчитывается цифра, соответствующая целому числу градусов. Вспомогательная ножка служит для измерения малых углов.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Разметка
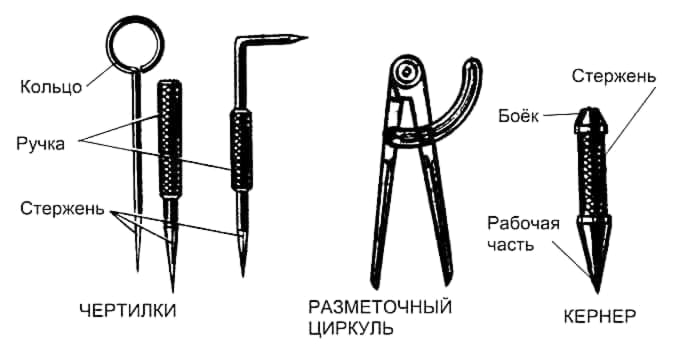
| Разметка — операция, при которой на изготовляемую (или ремонтируемую) деталь наносят контурные линии (риски и углубления), определяющие границы обработки. Разметка называется плоскостной, когда все ее линии лежат в одной плоскости, и пространственной, когда линии разметки наносятся в разных плоскостях. Для выполнения разметки необходимо иметь разметочную плиту и набор специальных инструментов и принадлежностей, в том числе: плиту угловую (установочный угольник), призмы, измерительные угольники, штангенрейсмас с принадлежностями или рейсмас обыкновенный, т. е. штатив с чертилкой, штангенциркуль с двухсторонними губками, штангенциркуль с односторонними губками, линейку измерительную, кронциркуль и нутромер, угломер, разметочный циркуль, кернер, винтовые домкратики, чертилку, плоские, призматические и клиновидные подкладки, молоток, струбцины. Для особо точных разметочных работ применяются также измерительные (плоскопараллельные) концевые плитки. |
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость. Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности. Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала.
- Удобство. Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое; · чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Что нужно знать о кернере
Выбирая керно нужно помнить несколько важных моментов об этом виде приборов.
Во-первых, совершенно не имеет значения какая форма сечения у стержня инструмента.
Гораздо важнее обратить внимание на другие его характеристики. Во-вторых, покупать прибор следует ориентируясь на диаметр и вид сверла совместно с которым он будет использоваться
Во-вторых, покупать прибор следует ориентируясь на диаметр и вид сверла совместно с которым он будет использоваться.
В-третьих, если планируется использовать кернер при работе с мягкими металлами, лучше выбрать такой, в котором угол заточки меньше и наоборот.
Этап 2. Сверление

Процесс сверления необходимо продумать, исходя из задачи и материала детали
Отверстия, намеченные керном, просверливают на сверлильных станках, а также коловоротами, трещотками (для большого диаметра), ручными и электродрелями.
На этом этапе важно помнить, что от трения сверла сильно нагреваются и могут сломаться или деформироваться. Для охлаждения при сверлении стали, латуни или меди используют минеральное масло или мыльную воду, для алюминия в нее добавляют керосин
При сверлении бронзы и чугуна охлаждение не требуется.
Чтобы избежать поломки сверла на выходе из отверстия, снижают число оборотов перед окончанием сверления. Если нужно высверлить отверстие с большим диаметром, сначала используют узкое сверло, затем широкое.
Применение
С помощью керна можно делать наметку на любых поверхностях. Целесообразно использовать его при работе с гладкими материалами. Это кафель, полированные поверхности. Чаще всего его применяют при сверлении металла. Поэтому керно чаще относят к слесарным инструментам.
Активно используют его и каменщики. Для этого созданы специальные кернеры каменщиков. Они мало чем отличаются от слесарных. Часто их окрашивают порошковой краской в яркий цвет, чтобы легче было найти в случае утери.
Плоскостная разметка – Слесарное дело
Плоскостная разметка может быть выполнена непосредственным вычерчиванием, по шаблону (заключается в накладывании шаблона на размечаемую деталь и вычерчивании по нему с последующим накерниванием контуров линий) и по образц у, который используют в качестве шаблона.
Пример 1.Разметка замковой шайбы к закрепительным втулкам для шарикоподшипников.
2. Зачистить одну из плоскостей, закупоросить места разметки.
3. Провести две осевые линии под прямым углом одна к другой. Накернить центр.
4. Из центра раствором циркуля на заданные окружности провести три окружности радиусами 15,5; 19,5 и 25 мм.
5. Построить центральные углы.
6. Разметить наружные шлицы.
7. Разметить внутренний шлиц.
8. Накернить контуры шайбы.
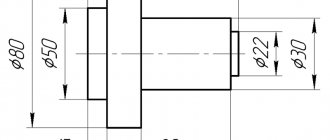
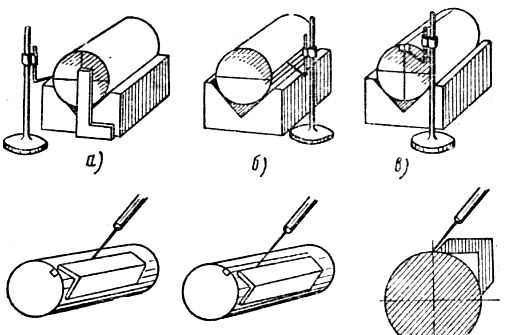
Пример 2. Разметка шпоночной канавки на валике.
1. Зачистить размечаемые места на валике.
2. Окрасить купоросом торец валика и часть боковой поверхности, на которой будут проводиться риски.
3. Найти центр на торце с помощью центроискателя.
4. Установить валик на призму и проверить его горизонтальность.
5. Нанести на торце валика рейсмасом горизонтальную линию, проходящую через центр.
6. Повернуть валик на 90° и выверить вертикальность прочерченной линии по угольнику.
7. Нанести на торце валика рейсмасом горизонтальную линию.
8. Прочертить рейсмасом линию на боковой поверхности валика.
9. Прочертить две линии на боковой поверхности, отвечающие ширине шпоночной канавки, а на торце — приблизительно на глубину канавки.
10. Повернуть валик шпоночными рисками вверх и прочертить на торце линию глубины шпоночной канавки.
11. Накернить контуры шпоночной канавки.
Разметка контуров плоских деталей | Слесарное дело
Учебно-производственная карта 3. Разметка контуров плоских деталей построением, отыскивание центров, разметка по шаблонам и накернивание разметочных рисок Учебная цель: научиться приемам разметки плоских деталей, отысканию центров и накерниванию разметочных рисок.
Объекты работ: А. Учебно-технические требования к работам: 1. Размер заготовки должен быть не менее 200X100 мм; 2—4 мм толщиной.
2. Поверхность заготовки должна быть ровной.
3. Детали должны иметь: а) сопряжение прямых линий под различными углами; б) сопряжение прямых линий с кривыми.
Б. Примеры работ: учебные плитки; ножки кронциркуля; гаечные ключи; шаблоны.
Оборудование и приспособления: заточный станок, разметочная плита.
Инструменты и материалы: линейки измерительные; чертилки; циркули; транспортиры; разметочные центроискатели; шаблоны; слесарные молотки массой 200 г, кернеры, молотки с лупой.
Упражнение 1. Нанесение прямых линий 1. Взять обработанный торец или ребро заготовки за начало отсчета — базу.
2. Наложить масштабную линейку на размечаемую поверхность, совместив деление отсчитываемого размера «а» с базой (нижняя и боковая стороны детали).
3. По нулевому делению линейки чертилкой нанести метку (рис. 9, а).
4. Нанести такую же метку и с другой стороны детали и соединить их прямой линией.
5. Через нанесенные метки по наложенной на деталь линейке провести чертилкой параллельные линии.
Рис. 9. Нанесение линий: а — нанесение прямых линий, б — нанесение параллельных линий, в—нанесение параллельных линий с помощью угольника, г — нанесение взаимно перпендикулярных линий
Упражнение 2. Построение прямых параллельных рисок. Проведение прямой линии параллельно заданной прямой АВ на определенном расстоянии L (рис. 9, б) 1. Из произвольных точек «а» и «b» на прямой АВ провести дуги радиусом L.
2. Прямая MN, касательная к этим дугам, будет параллельной к заданной прямой АВ и отстоит от нее на расстоянии L.
3. Наложить угольник на размечаемую поверхность так, чтобы полка его была прижата к обработанной стороне заготовки. Придерживая угольник левой рукой (рис. 9, в), провести риску, прижимая при этом чертилку к ребру угольника. Передвигая угольник вдоль обработанной стороны заготовки, проводить на ней параллельные риски.
Упражнение 3. Нанесение взаимно перпендикулярных рисок 1. Провести на размечаемой поверхности линию АВ произвольной длины (рис. 9, г).
2. На середине (примерно) риски АВ отметить точку 1, по обе стороны от которой раствором циркуля, установленном на одинаковый размер, сделать на риске АВ засечки 2 и 3 и накернить их.
3. Установить циркуль на размер больше половины размера между точками 1—2 и 1—3 и неподвижную ножку циркуля установить в точку 2 и провести дугу «аб», пересекающую риску.
4. Установить неподвижную ножку циркуля в точку 3 и нанести дугу «вг».
5. Провести через точки пересечения дуг и точку 1 риску «РС», которая будет перпендикулярна линии АВ.
www.stroitelstvo-new.ru
Характерности плоскостной маркировки
Назначение разного типа маркировки – это правильно, правильно и без огрехов перенести на заготовку размеры, требуемые во время изготовления детали. Разрешается погрешность при ее выполнении 0,2–0,5 мм.
Основная особенность плоскостной маркировки – сложность. По этому данную операцию лучше всего использовать в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной». Разметка наноситься разметочными рисками
Они собой представляют линии с особыми углублениями, сделанными методом накернивания
Разметка наноситься разметочными рисками. Они собой представляют линии с особыми углублениями, сделанными методом накернивания.
Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Практическое занятие №1 разметка плоских поверхностей
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №1
РАЗМЕТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
Цель занятия:
Приобрести практические навыки разметки плоских поверхностей деталей машин для последующей обработки их до требуемых размеров.
Задание:
Изучить приемы разметки плоских поверхностей; Ознакомиться с инструментом для разметки плоских поверхностей; На предложенной детали произвести разметку.
1. ОБЩИЕ СВЕДЕНИЯ
Плоскостная разметка.
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают.
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке. Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком.
Плоскостная разметка выполняется обычно на поверхностях плоских деталей и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приспособления для плоскостной разметки
| Разметочные плиты: а — на тумбах, б — на фундаменте | Для выполнения разметки используют различные приспособления: плиты разметочные, подкладки, поворотные приспособления, домкраты и т. д. На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Поверхность плиты всегда должны быть сухой и чистой. После работы плиту |
обметают щеткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Плиты размещают в наиболее светлой части помещения или в качестве дополнительного источника света пользуются светильником.
Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали.
Кернер — слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали. Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
| Чертилки. | Кернер. | Циркули слесарные |
Разметочный штангенциркуль. Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
| Разметочный штангенциркуль (рис. 40, а) предназначен для точной разметки прямых линий (рис. 40, б) и центров (рис. 40, в), служит для разметки окружностей больших диаметров. На рис. 42 показан усовершенствованный |
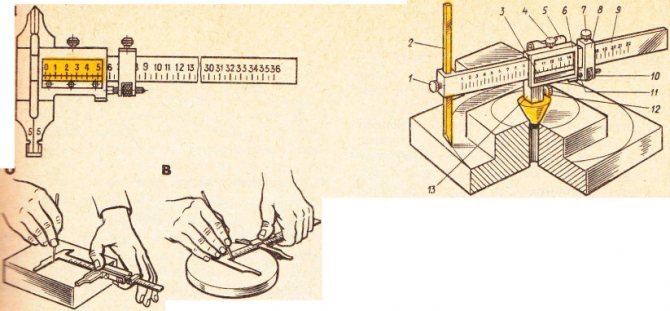
разметочный штангенциркуль для разметки плоскостей. Он имеет штангу 9 с утолщенным концом, в котором устанавливается резец 2. По штанге перемещается рамка 6 с нониусом 3. В нижней части рамки находится вставка 13, в отверстие которой вставляется сменная центрирующая коническая опора, закрепляемая зажимом 12.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливается резец. После этого проверяют горизонтальное положение штангенциркуля по уровню 5, закрепляют резец стопорным зажимом 1 и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания 2 (рис. 43, а), вертикальной стойки (штатива) 5, винта с гайкой 6 для крепления чертилки 4, установочного винта 3 для подводки иглы на точную установку размера, планки 1 и муфты 7.
Применение рейсмаса показано на рис. 43, б. Для более точной разметки применяют рейсмас с микрометрическим винтом.
| Рис. 43. Рейсмас и его применение. |
Подготовка к разметке
Перед разметкой необходимо выполнить следующее:
очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и др.;
тщательно осмотреть заготовку, все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение.
Окрашивание поверхностей. Для окраски используют различные составы.
Мел, разведенный в воде. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей. После добавления клея состав еще раз кипятят. Такой краской покрывают черные необработанные заготовки.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной.
Раствор медного купороса. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью или кусковым медным купоросом натирают смоченную водой поверхность, подлежащую разметке. Разметку делают после того, как купорос высохнет.
На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
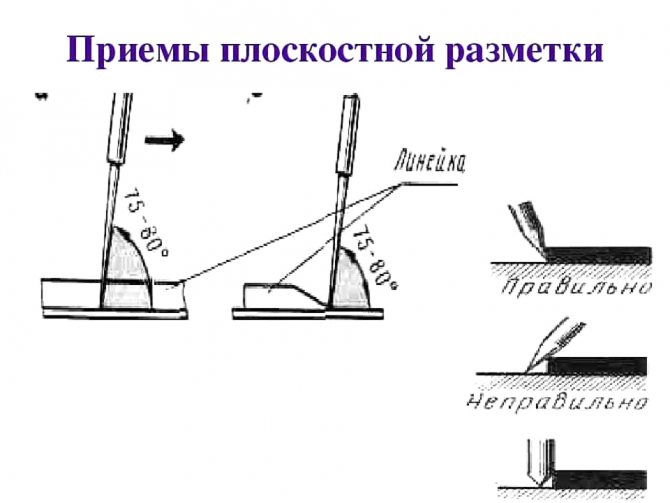
Приемы плоскостной разметки
Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после того — наклонные и последними — окружность, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямыx рисок: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными.
Прямые риски наносят чертилкой, которая должна быть наклонена в сторону от линейки рис. 45, б) и по направлению перемещения чертилки (рис. 45, а). Углы наклона должны соответствовать указанным на рисунке и не меняться в процессе нанесения рисок, иначе линии будут не параллельными линейке. Риски ведут только один раз.
| Рис. 46. Нанесение линий: А) перпендикулярных; б) параллельных. |
| Рис. 47. Отыскание центров окружностей. |
Перпендикулярные линии (не в геометрических построениях) наносят с помощью угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают грузом, чтобы она не двигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности 6 (рис. 46, а) разметочной плиты. После этого угольник прикладывают полкой к боковой поверхности и проводят вторую риску, которая будет перпендикулярна первой.
Параллельные риски (линии) наносят с помощью угольника (рис. 46, б), перемещая его на нужное расстояние.
Отыскание центров окружностей осуществляют с помощью центроискателей и центрометчиков. Простейший центроискатель (рис 47, а) представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник — центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол (около 90°), проводят вторую прямую. На их пересечении и находится центр.
При малом диаметре размечаемого торца центроискателями пользоваться неудобно, в этом случае используют кернер-центроискатель.
Кернер-центроискатель (рис. 47, 6) применяется для нанесения центров на цилиндрических деталях диаметром до 40 мм.
Разметка углов и уклонов, производится с помощью транспортиров (рис. 48, а) и угломеров. При разметке транспортир (рис. 48, б) устанавливают на заданный угол, удерживая левой рукой основание его, а правой рукой, поворачивая широкий конец линейки до тех пор, пока конец линейки, имеющий форму стрелки, не совпадет с делением заданных градусов, нанесенных на основании. После этого линейку закрепляют шарнирным винтом, затем чертилкой наносят линии.
Рис. 48. (слева) транспортир для разметки углов и уклонов и его применение. Рис.51. Ватерпас с градусной шкалой (а); угломер часового типа (б). |
| Рис. 49. Штангенциркуль карманный. Рис. 50. Центроискатель-транспортир. |
Штангенциркуль карманный (рис. 49) с линейкой для измерения глубин, вместо обычного нониуса имеет индикатор часового типа. Этот инструмент успешно используется разметчиками, так как уменьшает напряжение зрения при взятии отсчетов и обеспечивает достаточную точность.
Центроискатель-транспортир (рис. 50) отличается от обычного транспортира-центроискателя наличием транспортира 2, который при помощи движка 4 может перемещаться по линейке 3 и закрепляться на ней в нужном положении гайкой 5. Линейка прикреплена к угольнику 7. Транспортир дает возможность находить центры отверстий, расположенных на заданном расстоянии от центра цилиндрической детали и под любым углом. На рис. 50 найдено положение точки d, находящейся под углом 45° и на расстоянии 25 мм от центра.
Ватерпас с градусной шкалой и угломер часового типа (рис. 51), выпускаемые в ГДР, могут быть использованы для разметочных работ. Ватерпас (рис. 51, а) рационально применять при измерении уклонов с точностью до 0,0015° и при установке деталей на плите в тех случаях, когда плоскость разметочной плиты строго выверена по уровню.
Угломер часового типа (рис. 51, 6) не требует большого напряжения зрения при установке угловых величин по шкале.
Накернивание разметочных линий
Керном называется углубление (лунка), образовавшееся от действия острия (конуса) кернера при ударе по нему молотком.
Масса молотка должна быть соразмерна массе кернера.
| Рис.52. Накернивание разметочных линий: а — установка кернера, б – кернение. | Рис. 53.Разметочные молотки: а — , 6 — |
| Рис. 54. Разметка по шаблону: а — работа чертилкой и размеченная заготовка, б — работа чертилкой и накернивание. |
При работе кернер берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (рис. 52, а). Сначала наклоняют кернер в сторону от себя и прижимают к намечаемой точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком.
Керны для сверления отверстий делают более глубокими, чем остальные, чтобы сверло меньше уводило в сторону от разметочной течки.
Большое количество одинаковых деталей размечают по шаблону.
Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, иногда для разметки даже малых партий, но сложных изделий (рис. 54). Шаблоны изготовляют из листового материала толщиной 0,5 — 1 мм, а для деталей сложной формы или имеющих отверстия — толщиной 3 — 5 мм. При разметке шаблон накладывают на окрашенную заготовку (деталь) и проводят чертилкой риску вдоль контура шаблона (рис. 54,а), после чего риску накернивают. С помощью шаблонов удобно размечать отверстия для сверления, так как нет необходимость в геометрических построениях — деление отрезков и окружностей на части и пр.
Отверстия размечают по шаблону чертилкой или кернером (рис. 54, б).
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого шаблон накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона. Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка по образцу отличается от разметки по шаблону тем, что при этом не изготовляют шаблон. Этот способ широко применяют при ремонтных работах, когда размеры снимают непосредственно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ.
Разметку по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в каком они должны быть соединены.
Разметка карандашом производится, как и чертилкой, по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали с помощью чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точная разметка выполняется теми же правилами, как и обычная разметка, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется. При нанесении рисок пользуются штангенрейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору.
Разметка должна отвечать следующим основным требованиям:
точно соответствовать размерам, указанным на чертеже;
разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки заготовки;
не портить внешний вид и качество детали, т. е. глубина рисок и керновых углублений должна соответствовать техническим требованиям.
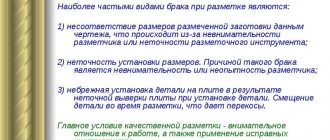
Брак при разметке. Частыми видами брака при разметке являются:
- несоответствие размеров разметочной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента; небрежная установка заготовки на плите в результате неточной выверки плиты; неточность установки рейсмаса на нужный размер. Причиной является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки.
Безопасность труда
- установку заготовок (деталей) на плиту и снятие с плиты необходимо выполнять только в рукавицах; заготовки (детали), приспособления надежно устанавливать не на краю плиты, а ближе к середине; перед установкой заготовок (деталей) на плиту следует ее проверить на устойчивость; во время работы на свободные (неиспользуемые) острозаточенные концы чертилок обязательно надевать предохранительные пробки или специальные колпачки; используемый для окрашивания медный купорос наносят только кисточкой, соблюдая меры предосторожности (он ядовит); следить за тем, чтобы проходы вокруг разметочной плиты были всегда свободны; следить за исправностью крепления молотка на ручке; удалять пыль и окалину с разметочной плиты только щеткой, а с крупных плит — метлой; промасленную ветошь и бумагу складывать только в специальные металлические ящики.
2. МЕТОДИКА ВЫПОЛНЕНИЯ И СОДЕРЖАНИЕ ОТЧЕТА
Используя плакаты и материалы, приведенные в данных методических указаниях, а также инструмент для проведения разметки, имеющийся в слесарной мастерской, произвести разметку на предложенной детали.
Ответить на контрольные вопросы.
КОНТРОЛЬНЫЕ ВОПРОСЫ
От него зависит выбор положения заготовки при разметке? Как установить на разметочной плите заготовку с обработанной поверхностью и заготовку, не имеющую такой поверхности? Чем плоскостная разметка отличается от пространственной? В каких случаях при пространственной разметке применяют координатно-разметочные машины?
ОТЧЕТ
По практическому занятию №1 «Разметка плоских поверхностей».
Работу выполнил, Работа принята и зачтена
(подпись студента) (фамилия, и., о. преподавателя)
« » 20___г. « » 20___г.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
РГППУ
Наименование
Способы плоскостной разметки листового материала.
Профессиональная область
Слесарные работы
5
–от базовой стороны заготовки на заданном расстоянии (А) проводят линию, перпендикулярную центровой;
–разводят губки циркуля на расстояние, равное половине размера (Б) и откладывают на базовой стороне в обе стороны от центровой линии риски, расстояние между которыми будет равно (Б).
–разводят губки циркуля на расстояние, равное половине размера (В) и откладывают на перпендикулярной линии в обе стороны от центровой линии риски, расстояние между которыми будет равно (В).
Инструменты для плоскостной маркировки
Работы необходимо выполнять на ровной и удобной поверхности. Для этой цели применяют разметочные столы:
- древесные;
- железные.
Ключевые условия к качеству и конструкции столов:
- Крепость и стойкость.Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется ставить на домкратах.
- Достаточная площадь поверхности для работы.Обычные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Поверхностную площадь стола должна подходить габаритам листов, лент, полос материала.
- Удобство.Столы оснащаются разными устройствами:
- грузами для фиксирования листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления листов металла;
- прямоугольными и клиновидными прокладками для установки профилей и остальных деталей.
Место работы должно быть гарантировано всеми нужными для плоскостной маркировки инструментами. В таблице приведен список нужных инструментов и определенные советы по работе с ними.
| Инструмент | Функция | Требования к конструкции | Советы по применению | ||
| Чертилка | вычерчивание размеченных линий на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твёрдое и острое; · чертилку во время работы отклоняют от линейки по направлению ее перемещения, она должна регулярно острием прижиматься к линейке | ||
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется | ||
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» | ||
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите | ||
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом | ||
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку | ||
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах | ||
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке | ||
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Что представляет собой разметочная операция?
Сразу следует определиться, что разметка – это не обязательно фиксация расстояния от одной точки до другой при устройстве той или иной конструкции. По мере усложнения производственных и строительных нормативов повышается и технологичность разметочных процессов. В ходе этого действия мастер на стройплощадке или оператор на производственной линии может определять параметры заготовки, характеристики ее расположения относительно других объектов и т. д. Современный инструмент для разметки позволяет фиксировать такие показатели, как длина, ширина, высота и угол. Некоторые модели типа угольников также ориентированы на изначальное определение, насколько объект, его параметры или расположение соответствуют требованиям. Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Выполнение разметки – Слесарное дело
Разметочные линии (риски) наносят чертилкой. Риски должны быть как можно тоньше, это повышает точность разметки. При проведении разметочной линии чертилка должна иметь двойной наклон: один в сторону от линейки, другой — по направлению своего перемещения. В обоих случаях угол наклона 75—80°. Разметочную риску следует проводить четко, с одного раза. Для сохранения следов разметки в процессе механической обработки разметочные линии накернивают, т. е. с помощью кернера наносят вдоль рисок небольшие конические углубления. Для этого кернер берут тремя пальцами левой руки и с наклоном от себя плотно прижимают к точке на разметочной линии так, чтобы острие кернера совпало с серединой риски. Затем быстро поворачивают кернер в вертикальное (отвесное) положение и наносят легкий удар молотком весом 100 г.
Прежде чем приступить к разметке, следует определить или нанести базовые линии (базы).
Такими линиями при плоскостной разметке могут быть осевые линии, а также кромки полосового или листового металла.
После нахождения баз рекомендуется следующий порядок нанесения разметочных линий: сначала наносят все окружности, дуги, наклонные и криволинейные линии, затем горизонтальные линии, после них вертикальные (в зависимости от конкретных условий разметки это правило в отдельных случаях может нарушаться).
Для разметки окружностей в деталях с центром, расположенным в отверстии, туда (в отверстие) вставляется свинцовая или деревянная планка.
Центр окружности находится и накернивается на этой пластине и из центра заданным радиусом прочерчивается окружность при помощи циркуля.
При разметке отверстий обычно наносят две окружности, вторая из них, так называемая контрольная, очерчивается размером несколько большим. Основная окружность накернивается достаточно густо, а на контрольной ставят керны только в точках пересечения с осями или вовсе не ставят их. После изготовления отверстия концентричность его по отношению к контрольной окружности определяет правильность расточки (или сверления).
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Инструменты для нанесение разметки
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Центроискатель
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.

Разметочный транспортир
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Этап 3. Нарезание внутренней и внешней резьбы

В слесарных работах чаще всего резьбу наносят вручную
Нарезание резьбы – процесс получения винтовых канавок на внутренней или внешней поверхности заготовки.
Резьба состоит из таких элементов, как:
- Профиль – форма сечения части резьбы (витка), образующаяся при полном обороте.
- Шаг – расстояние между витками.
- Высота – расстояние между крайними точками резьбы.
- Угол – определяется между двумя боковыми сторонами профиля.
- Наружный диаметр – наибольший диаметр резьбы в верхней точке.
- Средний диаметр – расстояние между двумя линиями, которые идут параллельно оси болта, на разных точках от дна резьбы до вершины витка.
- Внутренний диаметр – наименьшее расстояние между противоположными основаниями резьбы. Измеряется в направлении, перпендикулярном оси резьбы.
Различают также 3 типа профилей резьбы:
- треугольную или крепежную;
- трапецеидальную;
- прямоугольную.
Первая нарезается на гайках, болтах или шпильках для скрепления деталей между собой. Вторая и третья – на подъемниках, домкратах и винтах для передачи движения вдоль оси.
Внешнюю резьбу нарезают вручную с помощью плашек, воротков и клупп, а также на станках. Смазанную маслом деталь зажимают в тисках, на ее конец накладывают клупп с плашками, которые врезаются в заготовку на глубину 0,2–0,5 мм. Затем клупп поворачивают на 1–2 оборота вправо и влево по длине детали. На последнем этапе резьбы клупп возвращают в исходное положение, плашки врезают еще глубже и наносят окончательную нарезку.
Для нанесения внутренней резьбы используют цилиндрический или конический метчик – стальной винт с канавками для создания режущих кромок. Деталь закрепляют в тисках, а метчик помещают в вороток, который вращают по часовой стрелке с периодическим нажимом.
Разметочные плиты
Разметочные плиты имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе.
Рабочие поверхности разметочных плит должны быть точно обработаны. Во избежание деформаций плит в процессе их эксплуатации отливки между черновой и чистовой обработкой подвергают старению (выдержке на воздухе длительное время).
На верхней поверхности разметочной плиты (рис. 1, а), при отсутствии станочных пазов, прострагивают продольные и поперечные канавки глубиной и шириной 1-2 мм так, чтобы вся поверхность плиты оказалась разделенной на квадратные участки.
html для плоскостной маркировки
Работы выполнять необходимо на ровной и удобной поверхности. Для цели этой применяют разметочные столы:
- древесные;
- Ключевые.
железные условия к качеству и конструкции столов:
- стойкость и Крепость. Для обеспечения прочности ножки соединяются стола горизонтальными брусьями. Масштабные разметочные рекомендуется плиты ставить на домкратах.
- Достаточная площадь для поверхности работы. Обычные столы имеют длина: размеры 2000–3000 мм; ширина 4000–высота мм; 5000 700–1000 мм. Поверхностную площадь должна стола подходить габаритам листов, лент, материала полос.
- Удобство. Столы оснащаются разными грузами:
- устройствами для фиксирования листов легкого призмами;
- материала для установки труб;
- струбцинами закрепления для листов металла;
- прямоугольными и клиновидными для прокладками установки профилей и остальных деталей.
работы Место должно быть гарантировано всеми для нужными плоскостной маркировки инструментами. В таблице список приведен нужных инструментов и определенные советы по ними с работе.
| Инструмент | Функция | Требования к конструкции | применению по Советы | ||
| Чертилка | вычерчивание размеченных линий на тонкий | · заготовках стержень из стали; · один конец под затачивается 45 градусов, второй – согнут в кольцо; · конец острый закаливают | · для получения тонких острие рисок должно быть твёрдое и острое; · время во чертилку работы отклоняют от линейки по направлению ее она, перемещения должна регулярно острием прижиматься к Очертка | ||
| линейке | нанесение контуров, параллельных кромкам материал | · листа: медь или сталь; · наличие в части рабочей графитового карандаша | Рейсмус | · проверка заготовок расположения; · проведение параллельных рисок | · стойка с нужной на зафиксированной высоте чертилкой; · высота фиксации угольником отмеряется |
| Кернер | · построение центров окружностей отверстий или; · нанесение лунок на разметочные линии | · твердая — материал сталь; · размеры: диаметр 8-13 мм, длина 90-конец мм; · 150 затачивается под 60 градусов; · бывают автоматические и ручные (выставляют отметки одинакового размера) | работы для автоматического кернера удар молотком не Слесарный | ||
| требуется молоток | ударный инструмент для применяют | накернивания молотки весом 50 — 200 г | работа легкими выполняется движениями, сообщаемыми изгибом кисти «от Угольники» | ||
| плеча | · построение и контроль углов; · восстановление предпочтительный | перпендикуляров материал — металл | · целесообразно иметь углами с угольники 30, 45, 60 градусов; · угольник с полкой используется проверки для корректности размещения деталей на плите | ||
| угломером с Транспортир | разметка углов и проверка сопряжения предпочтительный | рисок материал — металл | зафиксировать положение шарнирным можно винтом | ||
| Циркуль | · построение окружностей, перенос; · дуг размеров с линейки на заготовки | ножки рекомендуется циркуля закалить | острие циркуля устанавливается накерненную в строго лунку | ||
| Разметочная плита | · служит поверхностью рабочей; · используется для хранения оборудования | · горизонтально располагается; · должна быть чистой и сухой | тумбах на размещается, подставках с ящиками, столах | ||
| Шаблоны, упрощение | трафареты и ускорение разметки однотипных деталей | стальные долговечны шаблоны | обеспечить плотное прилегание заготовке к шаблона | ||
| Тиски | инструмент для закрепления деталей мелких | обеспечение плавности усилий при при | затяжке тонких работах рекомендуется мелкий при, шаг грубом зажиме – широкий |