Газодинамическое напыление металла выполняется с целью придания поверхностям металлических и неметаллических изделий необходимых свойств. Это может быть повышение электро- и теплопроводности, прочности, защита от воздействия коррозионных процессов, восстановление геометрических размеров и т. д. При этом в зависимости от конкретной задачи, зависящей от металла изделия, подбирается необходимое оборудование, расходные материалы и технология выполнения напыления. Чаще всего поверхности подлежат металлизации, при этом наносимое покрытие имеет высокую адгезию с материалом, на которую оно наносится, а изделие получается механически прочным. Напыляться могут чисто металлические порошки или смеси, в состав которых, помимо металлической составляющей, вводится керамический порошок в определенных количествах. Это значительно удешевляет технологию получения порошкового покрытия и не сказывается на его свойствах.
Суть и назначение технологии газодинамического напыления
Сущность метода холодного газодинамического напыления заключается в нанесении и закреплении на поверхности изделия или детали твердых частиц металла или смеси материалов размером от 0,01 до 50 мкм, разогнанных до необходимой скорости в воздухе, азоте или гелии. Такой материал называют порошковым. Это частицы алюминия, олова, никеля, баббиты разных марок, смесь алюминиевого порошка с цинком. Среда, с помощью которой осуществляют перемещение материала, может быть холодной или подогреваться до температуры не выше 700 °C.
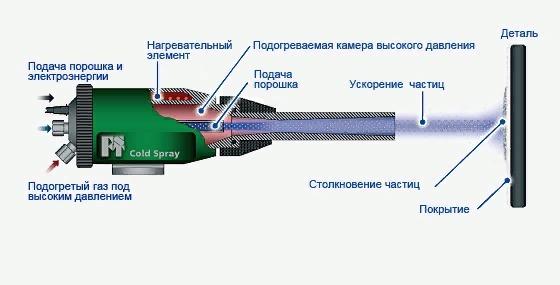
При контакте с поверхностью изделия происходит трансформация пластического типа, а энергия кинематического вида переходит в адгезионную и тепловую, что способствует получению прочного поверхностного слоя металла. Порошок может наноситься не только на металлические поверхности, но и на выполненные из бетона, стекла, керамики, камня, что значительно расширяет область применения способа создания поверхностей с особыми свойствами.
В зависимости от давления различают такие виды холодного газодинамического напыления:
- высокого;
- низкого.
В первом случае в качестве рабочей среды, перемещающей порошковый материал размером от 5 до 50 мк, используют гелий и азот. Частицы металла, если они движутся, имеют давление больше 15 атм. Во втором случае используется сжатый воздух, который подается под давлением, не превышающим 10 атм. Различаются эти виды еще и такими показателями, как мощность подогрева и расход рабочей среды.
Этапы напыления следующие:
- подготовка поверхности изделия к напылению механическим или абразивным способом;
- нагревание рабочей среды (воздух, азот, гелий) до установленной в технологическом процессе температуры;
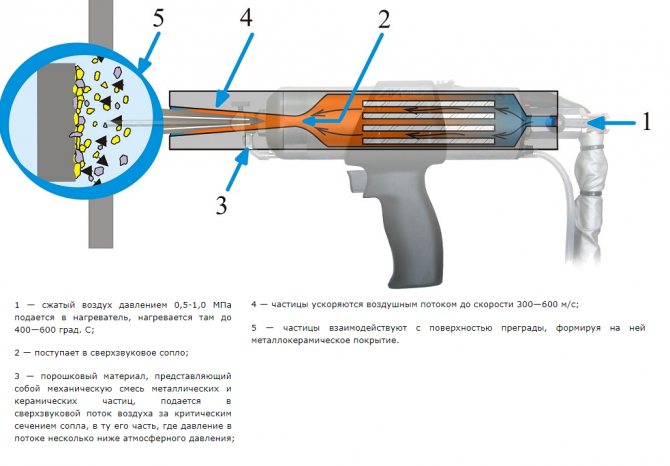
- подача нагретого газа в сопло оборудования вместе с порошком под необходимым давлением.
В результате порошок разгоняется в потоке до сверхзвуковых скоростей и соударяется с поверхностью детали или изделия. Происходит напыление слоя металла толщиной, величина которой зависит от температуры нагрева подаваемого газа и давления.
Подготовку поверхности изделия абразивным способом выполняют, применяя само оборудование для нанесения газодинамического напыления простой сменой параметров режима.
Область применения этого вида напыления довольно обширная. С помощью метода осуществляют герметизацию течей в емкостях и трубопроводах, ремонт деталей и отливок из легких сплавов, наносят электропроводящие, антикоррозионные и антифрикционные покрытия, устраняют механические повреждения, восстанавливают посадочные места в подшипниках.
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Появилось понятие порошковой металлизации с добавлением в металлический порошок мелкодисперсионной керамики либо частиц твердого металла. Используется для работы с алюминием, никелем, медью.
Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.

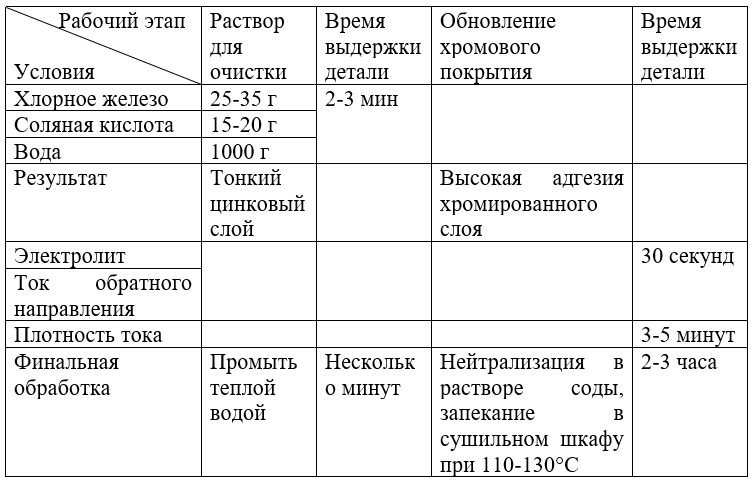
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
Лазерная сварка (2 видео)
Процесс напыления и рабочие установки (24 фото)
Главные плюсы метода
К преимуществам технологии относят:
- выполнение работ при любых климатических условиях (давлении, температуре, влажности);
- возможность применения оборудования стационарного и переносного типа, что в последнем случае позволяет осуществлять работы по месту их проведения;
- возможность нанесения покрытия на локальные участки (дефектные места);
- возможность создания слоев с разными свойствами;
- возможность создания слоя необходимой толщины или разных по толщине в многослойных покрытиях;
- процесс не оказывает влияния на структуру изделия, на которое наносится напыление, что является важным преимуществом;
- безопасность;
- экологичность.
К недостатку этого вида напыления относят только один факт. Слои можно наносить на пластичные металлы, такие как медь, цинк, алюминий, никель и сплавы на их основе.
Производители разных стран выпускают оборудование стационарного и переносного типа для ручного и автоматизированного нанесения покрытий разной производительности на разные металлы.
Напыление алюминия в домашних условиях
Процесс меднения металлических изделий называется гальваностегией. Он основан на осаждении на поверхность деталей другого металла, растворимого в специальной жидкости.
Технология омеднения включает изготовление раствора и создание разноименных электродов. В процессе гальваностегии, ионы меди, растворенные в электролите, притягиваются отрицательным полюсом (обрабатываемая деталь) на свою поверхность.
Омеднение различных деталей в промышленных масштабах применяется не только, как конечный процесс обработки поверхности металлических изделий. Он может использоваться для подготовки деталей к следующей операции, например, никелированию, серебрению или хромированию изделий.
Эти металлы плохо осаждаются на поверхность стальных деталей, а на омедненную поверхность ложатся очень хорошо. В свою очередь медь, осевшая на стальные детали, держится прочно и способствует выравниванию различных дефектов на ее поверхности.
Меднение деталей в растворе с электролитом
Для металлических деталей можно выполнить меднение в домашних условиях. Рассмотрим меднение, с опусканием детали в раствор с электролитом. Для этого необходимо иметь:
- небольшие медные пластины,
- несколько метров токопроводящей проволоки;
- источник тока, с напряжением до 6 В;
- рекомендуется также использовать реостат, для регулирования тока и амперметр.
Порядок работы
- В качестве жидкости, хорошо растворяющей медь, применяется обычный электролит. Его можно купить или приготовить в домашних условиях. Для этого потребуется 3 мл
серной кислоты,
на каждые 100 мл дистиллированной воды
. Необходимый раствор, можно получить, добавив в полученный электролит до 20 гр. медного купороса. - Перед началом процесса меднения детали, ее необходимо очистить наждачкой, чтобы снять оксидную пленку с поверхности.
- Затем, деталь обезжиривается горячим содовым раствором, и промывается чистой водой.
- В стеклянную емкость, нужного объема, наливается приготовленный раствор электролита.
- Затем, туда опускаются две медные пластины, на токопроводящих проводах. Между двумя медными пластинами подвешивается, предназначенная для меднения в домашних условиях деталь, на аналогичном проводе. Необходимо проследить, чтобы медные пластины и деталь были полностью залиты раствором электролита.
- На следующем этапе, концы проводов от медных пластин подсоединяются к плюсовой, а обрабатываемая деталь к минусовой клеммам источника тока. Последовательно, в созданную электрическую цепь нужно подсоединить реостат и амперметр. После включения тока в цепи, он реостатом устанавливается в пределах 15 мА на 1 см? площади поверхности детали.
- Выдержав, обрабатываемую деталь в растворе, в пределах 15-20 минут, нужно выключить электропитание и извлечь изделие из раствора. За этот непродолжительный промежуток времени, поверхность детали покроется тонким слоем меди. Толщина покрытия будет зависеть от продолжительности процесса меднения. Таким образом, можно достичь меднения поверхности любого изделия слоем в 300 мкм и более.
Меднение детали, без опускания в раствор
Второй способ меднения в домашних условиях металлических изделий, подразумевает выполнение этого процесса без опускания обрабатываемой детали в раствор электролита.
Этот вариант подходит для нанесения покрытия на цинковые и алюминиевые изделия.
Порядок работы
- Для этого способа меднения потребуется многожильный медный провод, с двух концов которого, необходимо снять изоляцию. С одной стороны мягкий провод нужно растеребить. Таким образом получается изделие в виде кисточки. Чтобы удобнее в дальнейшем было работать, к этому концу провода нужно привязать твердый предмет в виде рукоятки. Второй очищенный конец провода нужно соединить к положительной клемме источника электрического тока. Напряжение не должно превышать 6 В.
- Ранее описанным способом нужно приготовить электролит, размешанный с медным купоросом. В этом методе меднения деталей, раствор можно наливать в любую посуду. Рекомендуется выбрать широкую тару, чтобы было удобно макать медную кисточку из проволоки. Далее необходимо небольшую металлическую деталь положить в эту посуду, с невысокими краями. Предварительно ее нужно очистить, прокипятить в жидкости со стиральным порошком, и промыть. Эту деталь нужно соединить с помощью провода к отрицательной клемме источника тока, с напряжением 6 В.
- Процесс меднения происходит следующим образом. Растеребленный конец медной проволоки нужно периодически обмакивать в растворе электролита, с медным купоросом и проводить вдоль детали, не прикасаясь «кистью» к ее поверхности. Но нужно предусмотреть, чтобы между концом кисти и деталью был небольшой слой раствора (катод и анод должны быть всегда смочены электролитом). В процессе меднения отрицательно заряженная деталь притягивает ионы меди и ее поверхность покрывается небольшим красным слоем. После нанесения покрытия, изделие нужно высушить и натереть до блеска.
Таким меднением, без погружения изделия в электролит, чаще обрабатываются детали больших размеров. Они не вмещаются в подобранную посуду с электролитом, и поверхность обрабатывается кистью небольшими участками.
руководство по меднению деталей в домашних условиях
Гальваника в домашних условиях: суть метода, изготовление химических растворов, меднение изделий своими руками
Гальваника представляет собой раздел электрохимической науки, которая изучает осаждение некоторых элементов на любую поверхность.
С помощью гальваники в домашних условиях или в промышленности можно нанести на изделие тонкий слой металла, который будет выступать в роли защитного слоя или выполнять декоративные функции.
В последнее время декоративное покрытие набирает популярность у тех, кто хочет сделать оригинальный подарок своим друзьям и родным.
Покрытие гальваникой бывает технологическим или декоративно-защитным. Это тонкий металлический тонкий слой, который в зависимости от гальванических элементов может выполнять эстетические функции. Гальванопластика не увеличивает прочность изделия, поскольку в этом случае требуются большие производственные мощности, но для красоты и придания «свежести» вполне подойдет.
Гальванические реакции происходят с помощью постоянного электрического тока. В специальную емкость-диэлектрик наливают раствор — электролит, в который погружают два анода. Аноды должны быть изготовлены из металла, который будет осаждаться на покрываемом изделии.
Обрабатываемая деталь присоединяется к минусовому выводу и помещается между анодами. Она выполняет роль катода. Аноды, в свою очередь, присоединяются к плюсовому контакту источника питания.
Они становятся частью цепи, проводя ток в электролит и отдавая ему свои металлические элементы. Электролит передает необходимые частицы обрабатываемой детали, они постепенно обволакивают её тонким слоем.
Аноды по площади должны превышать в несколько раз размер заготовки.
Другими словами, гальванизация представляет собой перенос молекул металла раствора на изделие в момент протекания через них электротока.
Любой гальванический процесс можно разбить на общие этапы:
- Сборка гальванической установки.
- Подготовка электролитного раствора.
- Обработка и подготовка образца.
- Запуск гальванического процесса.
Необходимое оборудование
Оборудование можно подготовить самостоятельно. Сначала подбирается подходящий источник питания. Это может быть батарейка (для обработки изделий небольшого размера) или аккумулятор. Подойдет понижающий блок питания, который выдает на выходе постоянный ток до 12 вольт. Иногда используют инвертор от сварочного аппарата. Подбирается реостат для регулирования силы тока.
Из нейтрального, устойчивого к химически агрессивным веществам материала подбирается широкая и глубокая ванночка. Надо учитывать, что электролитический раствор при гальваническом процессе может нагреваться до девяноста градусов по Цельсию.
Подготавливаются две пластины, которые будут токопроводящими анодами.
Для нагрева ёмкости с электролитом нужен электрический прибор с возможностью плавной регулировки температурного режима. Чаще всего используют подошву утюга или небольшую электроплитку. С их помощью происходит нагрев раствора до необходимой температуры и ускорение реакции.
Химические реактивы необходимо хранить в плотно закупоренной стеклянной посуде. Желательно каждый предмет подписывать.
Потребуются весы для точного измерения массы веществ, поскольку необходимая точность веса компонентов составляет один грамм. Такие весы можно приобрести, а можно сделать самостоятельно, используя вместо гирек старые советские монеты. Вес «желтых» монет точно соответствует их номиналу.
Подготовка материала
После того как собраны необходимые вещества, найдены ёмкости, собрана электрическая схема с питанием и подготовлена система подогрева, можно заняться чисткой заготовки.
Если недостаточно хорошо почистить деталь, гальваническое покрытие непрочно осядет или будет неравномерным. Иногда хватает простого обезжиривания предмета. Раствор ацетона или спирта может хорошо обезжирить поверхность, можно использовать бензин.
Некоторые мастера держат изделия из стали в разогретом до 90 градусов по Цельсию растворе фосфорнокислого натрия. Цветные металлы можно очищать в том же растворе, не нагревая его.
Если на изделии есть коррозия или другие изъяны, то поверхность заготовки шлифуется наждачной бумагой.
Техника безопасности
Иногда про технику безопасности при различных работах в домашних условиях рассказывают вскользь. Но при выполнении любых гальванических работ нужно строго соблюдать безопасность.
Опасность заключается в использовании токсичных химических веществ, высокой температуре нагрева раствора и повышенными рисками, которые сопровождают электрохимические реакции.
Лучше всего гальванические работы проводить в гараже или мастерской при обязательном проветривании или вентилировании помещения. Особое внимание следует уделить заземлению оборудования. Нужно соблюдать меры личной безопасности, а именно:
- Дыхательные пути следует защитить респиратором.
- Руки и запястья должны быть спрятаны в высокие и прочные резиновые перчатки.
- Обувь должна защищать от ожогов, а одежда прикрыта клеенчатым фартуком.
- Обязательно ношение специальных защитных очков.
Применяемое оборудование
Аппарат газодинамического напыления металла состоит из таких основных частей:
- емкости для порошка;
- системы подачи рабочей среды, включая баллон для сжатого газа и все необходимые комплектующие к нему;
- сопла (как правило, их несколько, они разной конфигурации и применяются для разных режимов напыления);
- пульта управления.

В РФ качественное оборудование для напыления газодинамическим способом выпускает центр порошкового напыления в Обнинске под товарным знаком «ДИМЕТ». Оно соответствует требованиям отечественных ГОСТов, сертифицировано и защищено патентами во многих странах, включая Россию.
Процесс ремонта детали газодинамическим напылением показан на видео:
Просим тех, кто работал с разными типами оборудования по газодинамическому напылению и разными металлами и типами порошков поделиться опытом в комментариях к тексту и рассказать, каким способом выполнялись подготовка поверхности и сам процесс напыления.
Технологические особенности химической металлизации
Химическая металлизация может проводиться с различными целями, основной из которых является улучшение декоративных характеристик обрабатываемого изделия. Кроме того, полученное методом химической металлизации покрытие позволяет скрыть такие дефекты обрабатываемой поверхности, как мелкие поры и микротрещины. В отдельных случаях данную технологию используют для того, чтобы выполнить восстановление поверхности.
Если обобщить цели применения данного метода обработки, то все они заключаются в том, чтобы улучшить характеристики материала, из которого изготовлено изделие. К таким характеристикам, в частности, относятся:
- декоративные свойства;
- коррозионная устойчивость;
- твердость;
- износоустойчивость и др.
При этом, нанося на поверхность металлический слой химическим способом, можно получить покрытие с требуемыми характеристиками.

Процесс химической металлизации разделяется на несколько этапов, легко осуществимых на любом лакокрасочном производстве
Основная задача, которую необходимо решить при выполнении хим металлизации, – это обеспечить оптимальные условия для протекания окислительно-восстановительных реакций. При обеспечении таких условий из состава химического вещества происходит вылет атомов, окислительно-восстановительный потенциал которых находится на более высоком уровне. Конечно, такой процесс сложно проконтролировать визуально, но его результат – изменение цвета обрабатываемой поверхности – будет заметен сразу.
Сама технология выполнения металлизации химическим способом заключается в следующем: на изделие наносятся специальные химические реагенты, которые начинают вступать между собой в реакции. В результате на обрабатываемой поверхности формируется тонкий слой металла. Металлическое покрытие, полученное химическим способом, может быть выполнено не только в определенном цвете, но и иметь несколько оттенков с плавными переходами между ними. Известный многим специалистам и домашним мастерам метод каталитического хромирования изделий, к слову, также выполняется по технологии химической металлизации.
Если наблюдать за выполнением химической металлизации на видео, можно обратить внимание на то, что данный метод не отличается сложностью. Со стороны данный способ нанесения металлического покрытия напоминает простую покраску поверхности.
Поверхности, пригодные для напыления
Для напыления пригодны любые предметы, способные выдерживать нагрев до 80 °С и воздействие специализированных лаков. Достоинством технологии является то, что для придания изделиям эффекта медных покрытий, зеркального хромирования, золочения, никелирования не нужно предварительно полировать поверхности. Чаще путем вакуумной металлизации покрывают детали из пластика, стекла, металлических сплавов, различные полимерные и керамические изделия. Реже, но все же технология используется для более мягких материалов, таких как древесина, текстиль, мех.
Смотрите также
Комментарии 51
Привет.Как там отражатели себя ведут ?Нет ли фото в сборе на машине ?
Привет! стыдно сказать — не ставил еще))) то одно, то другое…но у ребят, с которыми одновременно делали, нормально всё. Сейчас как раз вторая партия в Питере собирается, под восстановление.
А фотки — а что там смотреть? вистеон и вистеон… полный штат, выглядит как полный штат!=))
а есть там с кем скооперироваться можно ? Только мондисты или мерседес фары тоже можно ?
Да там без разницы, отражатели главное чтобы из металла были…ну и размером не с блюдце)) чтобы в камеру влезли
Напиши в личку Владу (aka Belumba), нынче он там банкет затеял) может еще успеешь присоединиться
Пластик в помойку! без вариантов((
Поздравлю. Пили отчёт по замене!
ещё дожить надо))
Машинка болеет)) надо сначала одно доковырять
Поздравлю. Пили отчёт по замене!
сегодня такие же поставил, правда светло на улице не понял ещё как светят