Плазму часто называют четвертым состоянием вещества. Как и другие состояния она имеет свои уникальные свойства. Также, как и большинство веществ при охлаждении плазма станет твердой, а любое вещество будучи нагретым до определенной температуры превратится в плазму. В плазме электроны отделены от атомов, образуя субстанцию, напоминающую газ, но при этом проводящую электрический ток. В природе плазма образуется в пламени, электрических разрядах, молнии и Северном Сиянии.
Flame Spray Technologies (FST) использует этот вид материи, создавая плазму при прохождении электрического тока через газ, например аргон или азот. Это приводит к образованию плазменной струи с температурой до 15000 ºC под высоким давлением, которая нагревает и ускоряет частицы к поверхности напыляемой детали. Использование данной технологии позволяет напылять практически любой металл или керамику на широкий диапазон материалов с большой адгезией без нагрева напыляемой поверхности.
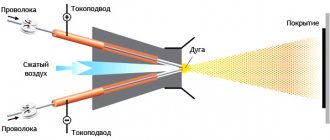
Основным компонентом, образующим плазменную струю, является плазматрон, схема работы которого показана на изображении выше. Принцип работы плазматрона заключается в следующем. Плазменной газ (например, аргон) подается в кольцевой зазор между электродом и анодом. При подведении тока высокой частоты или высокого напряжения между анодом и электродом загорается дуга, ионизирующая газ. При увеличении тока происходит утолщение дуги и увеличение степени ионизации. Это приводит к увеличению мощности и, за счет расширения газа, к росту его скорости.
Если в качестве плазменного газа используется только аргон, то для создания необходимой мощности для плавления большинства материалов потребуется очень большой ток (от 800 до 1000 А). При таком токе скорость газа может быть слишком большой, чтобы расплавить материал с высокой температурой плавления. Таким образом, для увеличения мощности до уровня, необходимого для плавления керамических материалов, необходимо менять термодинамические и электрические свойства газа. Это достигается путем добавления в плазмообразующий газ вторичного газа (как правило, водорода). После образования плазменной струи с нужными характеристиками в плазматрон подается напыляемый материал в виде порошка.
Основные типы покрытий
- Керамики
- Карбиды и керметы
- Сплавы на основе железа, никеля и кобальта
- Прирабатываемые материалы
Основные применения
- Износостойкость (абразивная, скользящая, эрозионная)
- Коррозионная защита
- Термобарьерные покрытия
- Комбинированные покрытия
Компания FST предлагает полный спектр оборудования для плазменного напыления:
Отличительные особенности диффузного напыления
При работе с металлическими поверхностями часто возникает необходимость придать конечному продукту дополнительные характеристики, чтобы расширить область применения детали. Можно защитить металлическую поверхность от воздействия влаги, высокой температуры и агрессивной химической среды. Плазменное напыление имеет ряд особенностей, которые отличают процесс металлизации от других вариантов обработки металлических поверхностей:
- Ускоренный процесс нанесения покрытий благодаря высокотемпературному воздействию на обрабатываемую поверхность – порядка 5000-6000° C. Технологически напыление может длиться доли секунд для получения необходимого результата.
- Плазменная обработка металлов позволяет создать на поверхности комбинированный слой. Диффундировать можно не только металлические частицы, но и элементы газа из плазменной струи. В итоге металл насыщается атомами нужных химических элементов.
- Традиционная металлизация протекает неравномерно и характеризуется длительностью технологического процесса и возможными окислительными реакциями. Струя высокотемпературной плазмы создает равномерную температуру и давление, обеспечивая высокое качество финальных покрытий.
- При помощи плазменной струи перенос частиц металла и атомов газа происходит мгновенно. Процесс относится к области сварки с применением порошков, стержней, прутков и проволоки. Перенесенные частицы образуют слой толщиной от нескольких микрон до миллиметров на поверхности твердого тела.
Современная диффузная металлизация предполагает использование более сложного оборудования, чем в случаях, когда применяют газоплазменное оборудование. Для организации процесса диффузной обработки требуется одновременно наличие газовой и электрической аппаратуры.
Свойства плазменного напыления
Работая с металлоконструкцией, порой надобно дополнить ее дополнительными свойствами, чтоб можно было использовать в любой сфере.
Таким образом поверхность станет еще больше резистентной к влаге, высокой температуре и химии.
Диффузная металлизация обладает многими особенностями, которые делают ее уникальной среди других видов обработки металла.
- В силу воздействия высоких температур (пять-шесть тысяч градусов) в разы ускоряется процедура обработки поверхности. Сам процесс происходит за доли секунд, и получается отличный результат.
- В результате получается комбинированный шар. Наносить можно не только элементы металла, то и газовые частицы из струи плазмы. Таким образом металлическая поверхность покрывается атомами определенных элементов металла.
- Если проводить классическое металлическое напыление, то нанесение происходит неравномерно, весьма долго и с окислительными процессами. А вот с помощью горячей плазмы получается правильная температура и давление, из-за которых формируется высококачественное покрытие.
- Плазменная струя переносит частицы металла и газов со скоростью света, что вы даже ничего не поймете. Так, происходит сварка с порошками, стержнями, прутками и проволоками. После образуется слой в несколько микрон-одного миллиметра на основании конструкции.
«Для совершения диффузной металлизации, применяется сложная аппаратура, в отличие от газоплазменного оборудования. Чтоб провести плазменную металлизацию, надобно использовать газовое и электроприспособление.»
Оборудование для диффузного воздействия
Ионно-плазменное напыление по поверхности металлов проводится с использованием высокотемпературной технической плазмы – совокупности большого количества частиц (квантов света, положительных ионов, нейтральных частиц, электронного газа). Под воздействием высокой температуры за счет электрических разрядов в газах происходит интенсивная термоионизация частиц, которые сложно взаимодействуют друг с другом и окружающей средой. Благодаря этому различают плазму, ионизированную слабо, умеренно и сильно, которая, в свою очередь, бывает низкотемпературной и высокотемпературной.
Создать необходимые условия для протекания процесса плазменной ионизации и обработки металлических покрытий помогает специальное оборудование – плазменные установки. Обычно для работы используется дуговой, импульсный или искровой электрические разряды.
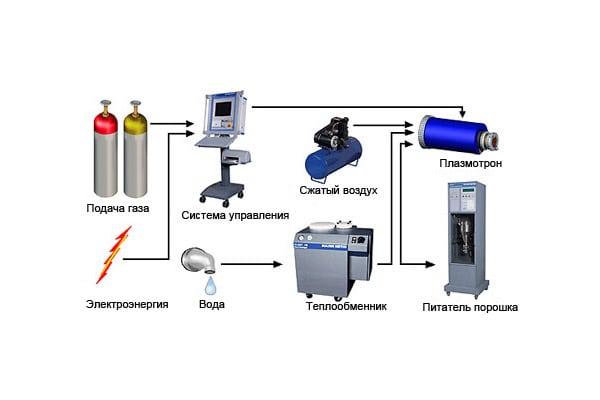
Схема газотермического напыления
Для реализации технологического процесса требуются следующие установки:
- Генератор высокочастотного типа (можно использовать сварочный преобразователь) – служит источником разряда.
- Герметизированная камера, в которую помещают детали для нанесения покрытий методом плазменного напыления.
- Газовый резервуар. В его атмосфере выполняется ионизация частиц под действием электрического разряда.
- Установка, создающая давление газа. Можно использовать вакуумную или насосную аппаратуру.
- Система, при помощи которой можно качественно изменять токовые характеристики, давление, напряжение, тем самым увеличивая или уменьшая толщину напыляемых покрытий.
Как происходит плазменное напыление: в герметизированной камере фиксируют обрабатываемую деталь, создают электрический разряд, прокачивают рабочую среду с необходимым давлением и напыляемыми порошковыми элементами. Образуется высокотемпературная плазма, которая переносит частицы порошков вместе с газовыми атомами на поверхность некоторой детали. При проведении диффузной металлизации в вакууме, в атмосфере инертного газа или при пониженном давлении можно увеличить скорость движения частиц и получить боле плотный и высокоадгезивный тип покрытий.

Установка ионно-плазменного (магнетронного) напыления. Часть 1
Здравствуйте беспокойные умы. Сегодня речь пойдет об установке магнетронного напыления, полностью спроектированной и изготовленной своими руками.
Для начала я вкратце постараюсь ответить, для чего нужны подобные установки и что же такое, ионно-плазменное распыление.
Мишень — это тот материал, который распыляется. Подложка — это, то на что происходит напыление.
Установки такого рода позволяют формировать на подложках тончайшие слои токопроводящих материалов (в основном металлов). В качестве подложек может использоваться как токопроводящий, так и диэлектрический материал. А для того чтобы сформировался нанослой, например какого либо металла на подложке, требуется сначала хорошенько атаковать металл плазма-образующими ионами, для этого используют зажжение плазмы тлеющего разряда при пониженном давлении и магнетрон в качестве ловушки для электронов.
Давайте рассмотрим простейшую схему магнетрона и его работу, и вы поймете, почему он является ловушкой (постараюсь без особой научности, но думаю, что многие будут против, так как некоторые моменты без этого не объяснить, но я постараюсь).
Классический тлеющий разряд загорается при постоянном токе, и ток течет от анода к катоду. Катодом является плоская мишень, под которой находится кольцевой магнит. Электроны летящие от катода, ионизируют газ в объеме, ионы которого попадают в мишень, из нее выбивают атомы которые вновь сталкиваются с электронами, тем самым их часть ионизируется… В общем образуется электронная лавина, которая закручивается магнитным полем и не дает им после столкновений улететь, тем самым магнит удерживает электроны и при этом увеличивается образование атомов, которые осаждаются на подложке, тем самым формируя пленку.
А теперь от теории к практики. Так как я занимаюсь различными плазмохимическими технологиями при атмосферном давлении, то через какое-то время возник интерес и к пониженному давлению. Источник питания тлеющего разряда у меня уже имелся в наличии, его я сделал давно. И после покупки вакуумного насоса, начались эксперименты, которые выявили некоторые трудности при работе с пониженным давлением.
Подводя итоги этой части статьи, можно сказать, что работа движется, получается немалый опыт и дополнительные знания. На данный момент, готов корпус в железе, он будет покрашен, после чего начнется сборка.

Статью специально не стал раздувать, потому что в роликах многие вопросы освещены, а если нет, то в комментариях я постараюсь на все ответить.
Где используют плазменную металлизацию
Поскольку напыляемым материалом может служить практически любой сплав или металл, ионно-плазменное напыление широко используют в различных отраслях промышленности, а также для проведения ремонтно-восстановительных работ. Любой металл в виде порошков подается в плазменные установки, где под воздействием высокотемпературной плазмы расплавляется и проникает в обрабатываемую металлическую поверхность в виде тонкого слоя напыления. Сферы применения диффузной металлизации:
- детали для авиационной, космической и ракетной промышленности;
- машиностроительное оборудование и энергетическая отрасль;
- металлургическая и химическая отрасль промышленности;
- нефтедобывающая, нефтеперерабатывающая и угольная отрасль;
- транспортная сфера и производство приборов;
- ремонт и реставрация машин, оборудования, изношенных деталей.
Когда струя плазмы и порошков проходит по электродуге и осаживается на обрабатываемой поверхности, образованный слой приобретает важные качественные и эксплуатационные характеристики:
- жаростойкость;
- жаропрочность;
- коррозийную устойчивость;
- электроизоляцию;
- теплоизоляцию;
- эрозийную прочность;
- кавитационную защиту;
- магнитные характеристики;
- полупроводниковые свойства.

Ввод напыляемых порошков в установки осуществляется с плазмообразующим или транспортируемым газом. Плазменное напыление позволяет получать различные типы покрытий без ограничения по температуре плавления: металлы, комбинированные сплавы, карбиды, оксиды, бориды, нитриды, композит. Материал, который обрабатывается в установках, не подвергается структурным изменениям, но поверхность изделия приобретает необходимые качественные характеристики. Напылять можно комбинированные слои (мягкие и твердые), тугоплавкие покрытия, различные по плотности составы.
Варианты плазменной металлизации
Для нанесения на металлическую поверхность некоторого слоя напыления в условиях высокотемпературной плазменной среды в качестве формирующих покрытий используют не только порошковые составы. В зависимости от того, какими свойствами должна обладать обработанная поверхность, используют следующие особенности плазменной металлизации:
- Наплавление высокоуглеродистой или легированной проволокой под флюсом. Для восстановления поверхностей используют наплавку в установках стержневым или пластинчатым электродом.
- Наплавка по порошковому слою под флюсом используется для реставрации деталей с обширными деформациями по окружности с толщиной слоя более 2 мм.
- Установки для напыления пропускают в качестве плазмообразующих газов аргон, азот, водород, гелий либо их смеси. Необходимо обеспечить отсутствие кислорода, чтобы исключить окисление наплавляемых покрытий.
Наиболее часто этот вид обработки используют для восстановления различных деталей при ремонте автомобильных двигателей. Так, при помощи диффузной металлизации удается восстановить отверстия коренных опор в блоках цилиндров (распространенная поломка), устранить износ головок цилиндров, реставрировать поршни из алюминиевого сплава, коленчатые валы из высокопрочного чугуна, ролики, катки.

При использовании ионно-плазменного напыления значительно возрастает износостойкость сложных узлов оборудования, механизмов и установок. Диффузная металлизация – это эффективный метод реставрации изношенного и усталого металла, а также оптимальный процесс для задания металлическим поверхностям необходимых прочностных и эксплуатационных характеристик.
Плазменная наплавка, упрочнение и выбор способа восстановления деталей машин
Библиографическое описание:
Бафаев, Д. Х. Плазменная наплавка, упрочнение и выбор способа восстановления деталей машин / Д. Х. Бафаев. — Текст : непосредственный // Технические науки в России и за рубежом : материалы VI Междунар. науч. конф. (г. Москва, ноябрь 2016 г.). — Москва : Буки-Веди, 2016. — С. 65-68. — URL: https://moluch.ru/conf/tech/archive/228/11192/ (дата обращения: 06.03.2022).
В данной статье приведены материалы по плазменной наплавке, упрочнению и выбору эффективного способа восстановления деталей технологических машин.
Ключевые слова:восстановление, ремонт, способы восстановления, плазменная обработка, упрочнение
Понижение работоспособности технологических машин характеризуется систематическим появлением брака, уменьшением производительности, увеличением расхода электроэнергии, возникновением специфических шумов и пр. Износ деталей и их сочленений является причиной неполадок в машинах.
Большинство металлических деталей ремонтируемых машин выбраковывают при уменьшении массы деталей на 1–2 % в результате износа рабочей поверхности. В результате теряется много металла. Между тем, большинство изношенных деталей поддаются восстановлению и повторному исользованию. Мало того, во многих случаях восстановленные детали оказываются более долговечными, чем новые [2].
Детали сочленения, потерявшие свои полезные качества (нарушение размеров, икажение формы, изменение зазоров, поверхностные повреждения, поломки и пр.), можно снова их использовать после их восстановления.
Восстановлению поддаётся любая деталь с любыми дефектами. Однако ремонтируют не все дефектные детали. Решающим здесь является экономический фактор. Чем деталь дороже, тем целесообразнее её восстанавливать. Исключение может быть сделано для деталей, которые по каким-либо причинам трудно изготовить (в частности, для импортного оборудования).
Основой ремонтного производства является восстановление деталей. От правильного выбора способа восстановления в значительной мере зависят технические и экономические показатели ремонта.
Плазменная обработка является одним из передовых методов восстановления и упрочнения деталей машин. В последнее время плазменную обработку все шире применяют для восстановления и упрочнения изношенных деталей. Высокотемпературный и сильно ионизированный газ, образующий плазму (аргон, азот), пропускают через узкий канал, в котором действует дуговой разряд между двумя электродами, из которых один не плавящийся (из вольфрама). Столб электрический дуги сжимается газом, что способствует подъему его температуры до 16000–17000 0С и более. Благодаря тому, что в малом пространстве выделяется большое количество тепла, происходит ионизация плазмообразующего газа. Плазменную струю получают в специальной плазменной горелке, или, иначе, плазмотроне.плазменной струе присуща не только высокая температура факела, но и концентрация большой тепловой мощности в малых объемах, благодаря чему участки перегрева в 3–5 раза меньше, чем при электродуговой сварке, и в 10–30 раз меньше, чем при газовой сварке [1].
В результате зоны термического влияния при плазменной обработке соответственно меньше, чем при электродуговой и газовой сварке, в 3–5 раз. Все это позволяет получить наплавленный слой толщиной от 0,1 мм до нескольких миллиметров.
Кроме указанных достоинств плазменная обработка имеет и другие. Плазменная струя может расплавить любой из известных материалов: применяемые газы — негорючи; процесс протекает с большой скоростью и производительностью и может выполняться в различных средах, в том числе и под водой. В качестве присадочного материала чаще всего используюутся тугоплавкая высокотвердая проволока (пруток) или порошок, обеспечивающие получение изностойких покрытий [2].
Присадочный материал вводят в поток плазмообразующего газа (порошок) через канал плазмотрона или за срезом его медного сопла, здесь он расплавляется и сжатым воздухом направляется на поверхность частицы, деформируется, взаимодействует и формируется в слой покрытия.
Установка для плазменной обработки состоит из плазмотрона, системы его электрообеспечения, подачи присадочного материала, управления, газоснабжения, водоохлаждения электродов и контроля.
На рис.1 показана схема установки для плазменного напыления порошковым материалом.
Для плазменной наплавки выпускают установки УПУ-3Д и УМП-6, в состав которых входит плазмотрон ПП-25. Универсальная плазменная установка УПУ-3Д служит для нанесения износо-коррозиестойких и изоляционных покрытий из проволочного или порошкового материала. Толщина наносимого покрытия 0,1–2,0 мм, сила тока 300–400 А, напряжение 85–90 В. Наплавку ведут на прямой полярности. Электропитание осуществляется от преобразователей типа ПС-500, ПСО-500 и ИПН-160/600. Установка плазменного напыления УМП-6 предназначена для нпнесения износостойких, жаростойких, электроизоляционных и других покрытий из металлических и керамических порошковых материалов. На этой установке детали покрывают такими материалам, как оксид алюминия, вольфрам, никелехромоборокремниевый (“самофлюсующийся”), и другими сплавами, обеспечивающими износостойкие покрытия [2].
Установку УМП-6 в необходимых случаях можно оснащать плазмотроном для нанесения покрытия на внутреннюю поверхность детали. Деталь, подлежащую плазменному наращиванию, очищают от загрязнения. Плазменное покрытие зачищают, а при необходимости шлифуют.
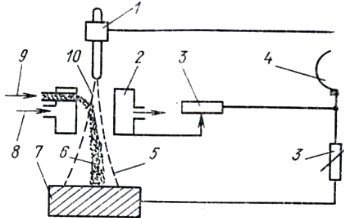
Рис. 1. Схема установки для плазменной наплавки порошковым материалом: 1 — вольфрамовый электрод; 2 — сопло плазмотрона; 3 — электросопротивление; 4 — источник электропитания; 5 — плазменная струя; 6 — плазменный факел;газ и частицы присадочного материала; 7 — восстанавливаемая деталь; 8 — система подачи воды для охлаждения электродов; 9 — газ, транспортирующий порошок; 10 — плазмообразующий газ.
Восстановление изношенного вала плазменным напылением с последующим оплавлением (рис. 2) наиболее эффективно для таких валов, толщина покрытия которых должна быть в пределах 0,1–1,0 мм. Изношенный вал 8 напыляют плазмотроном 4, в сопло которого из питателя 3 по трубопроводу 7 поступает гранулированный порошок наносимого металла. Электрическая дуга возбуждается между вольфрамовым неплавящимся электродом и водоохлаждаемым каналом. Балластный реостат 2 включают в цепь источника электрического питания 1.
Восстановления ведут в две стадии: напыляют слой необходимой толщины, после чего подачу порошка прекращают и, приблизив плазмотрон к поверхности вала, оплавляют плазменной струёй напыленный слой. В результате получается весьма качественное покрытие с однородной структурой, повышенной прочностью и ровной поверхностью, часто не требующей последующей черновой механической обработки. Твёрдость покрытия довольно высокая. Так, нанося на изношенный вал слой из порошка сормайт и оплавляя его плазменной струёй, получают покрытие твёрдостью 45–60 HRC. В табл. 5 приведены данные о режимах плазмотронного напыления и оплавления.
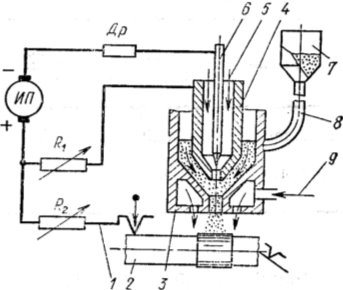
Рис. 2. Восстоновление изношенных валов наплавкой: 1-станок; 2-восстанавливаемый вал; 3-наружное сопло плазмотрона; 4- медное сопло; 5- плазмо-образующий газ; 6- вольфрамовый катод; 7- питатель для подачи порошка; 8- транспортирующий газ; 9-защитный газ; ИП- источник электрического питания: R1 и R2- реостаты; Др- дроссель.
Обычно для упрочнения трущуюся поверхность вала закаливают токами высокой частоты (ТВЧ) или газовым пламенем. Для применения ТВЧ требуется дорогое оборудование и индукторы для каждого размера и конфигурации вала. При применении газового пламени для поверхностного нагрева и закалки трудно контролировать и регулировать температуру и глубину закалки, поэтому наблюдается перегрев поверхностных слоёв вала. В этих условиях процесс трудно автомотизировать и даже механизировать.
Плазменное упрочнение вала поверхностной закалкой свободно от указанных недостатков, присущих другим способам. Плазменное поверхностное закаливание ведут по схеме, изображённой на рис.3. Здесь используют плазмотрон 3, укреплённый на каретке станка. Ему придают продольное перемещение (слева направо). Упрочняемый вал 1, закреплённый в центрах станка, имеет вращательное движение. С плазмотроном на каретке укреплён разбрызгиватель воды 2, который перемещается вместе с плазмотроном, охлождает и закаляет нагретую поверхность вала [2].
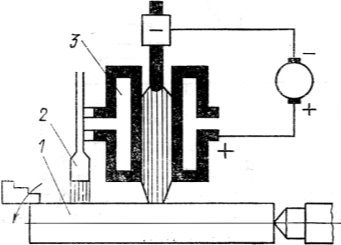
Рис. 3. Схема установки для упрочнения ремонтируемых валов плазменным способом: 1 — вал; 2 — разбрызгиватель воды; 3 — плазмотрон
Современная технология позволяет восстановить любую деталь с любой неисправностью. Всё дело в том, насколько это экономически выгодно. В общем случае деталь выгодно восстанавливать, когда соблюдается следующее условие:
где затраты на изготовление новой детали; затраты на восстановление неисправной детали; срок службы соответственно новой и востановленной деталей.
Затраты на восстановление неисправной детали
где остаточная стоимость восстанавливаемой детали; заработная плата рабочего (с начислениями), занятого восстановлением детали; затраты на материалы, расходуемые при восстановлении детали (например, электродов, проволоки и др.); накладные расходы (в долях от заработной платы рабочего), включающие в себя затраты, вызванные применением приспособлений, приборов, инструментов и др.
Литература:
- Малаховский В. А. Плазменная сварка. М., 1987.
- Худых М. И. Ремонт текстильных машин. М., “Легпромбытиздат”, 1991.
Основные термины
(генерируются автоматически)
: плазменная обработка, деталь, присадочный материал, изношенный вал, плазменная наплавка, плазменная струя, плазменное напыление, плазмообразующий газ, порошковый материал, схема установки.