Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье.
В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.
Внутренний брак литья
Если же дефект обнаружен при дальнейшей обработке — это внешний брак. По внешнему проявлению различают следующие основные виды дефектов отливок:
Пригар
Это слой формовочных материалов, спекшихся с металлом, прочно присоединенный к поверхности отливки.
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся

Внешние дефекты литья
- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают:
Трещины — деффект литья
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
Изменение структуры металла
Встречается при отливке чугуна, на поверхности детали формируется тонкое включение чугуна другого вида.
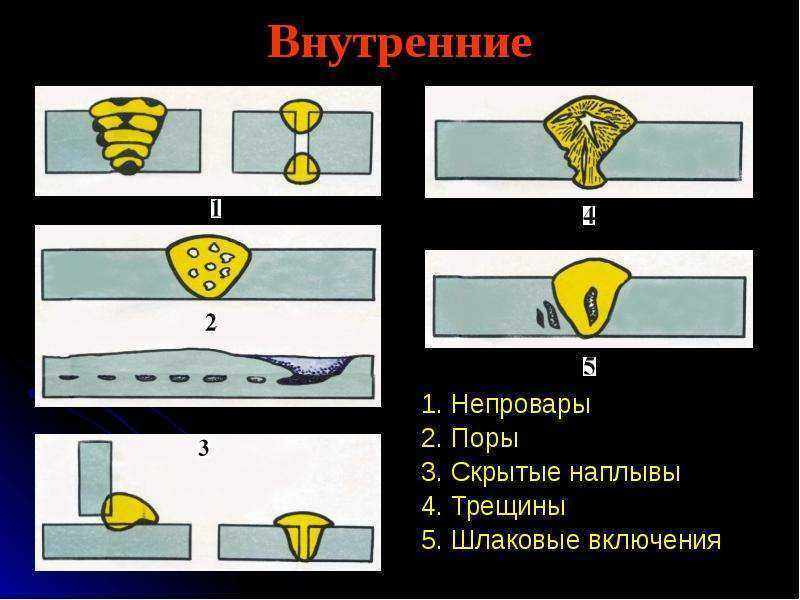
Внутренние дефекты
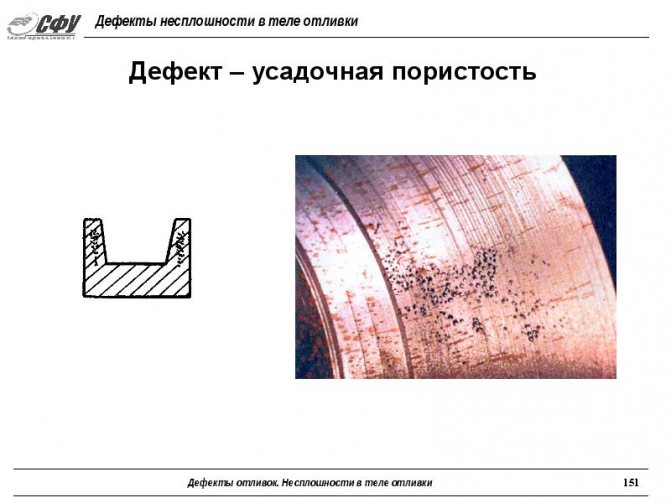
Усадочная пористость
Усадочные пороки возникают ввиду сжатия металла при смене им фазового состояния с жидкого на твердое.
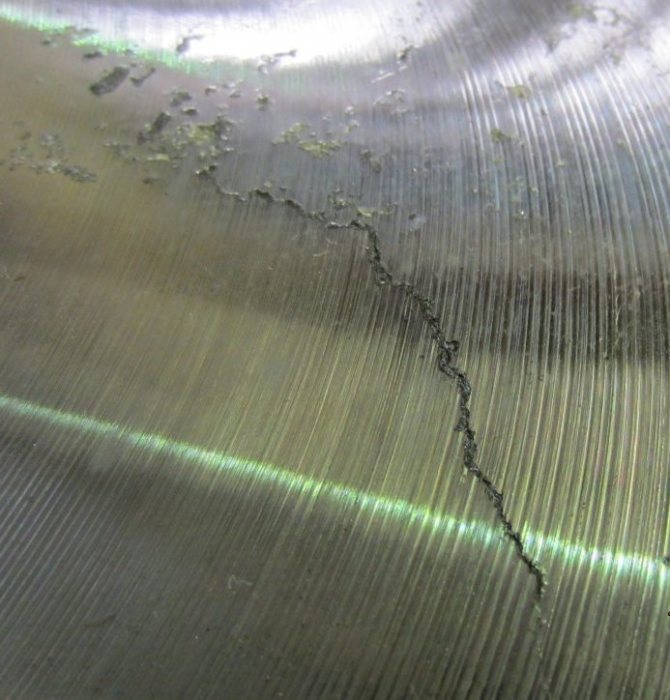
Трещины
Трещины бывают сквозные или несквозные, так называемые надрывы на поверхности отливок.
Отличительные признаки. Горячие трещины от внутренних напряжений образуются в то время, когда металл еще не остыл, за счет его повышенной усадки. Холодные трещины представляют собой разрыв металла в конце остывания за счет проявления внутренних напряжений, обусловленных усадкой. У горячих трещин, проявляющихся при высоких температурах, поверхность излома всегда бывает окислена, а у холодных — чистая поверхность или иногда покрыта легкими цветами побежалости.
Причины образования. Причинами образования трещин могут служить:
1. Неправильная конструкция самой отливки (резкие переходы в толщине, отсутствие галтелей или несоответствующий радиус их округлений).
2. Механическое сопротивление со стороны формы, стержней и каркасов, препятствующих свободной усадке.
3. Неправильная литниковая система (местный перегрев отливки).
4. Неправильные размеры и расположение холодильников, прибылей и выпоров.
5. Чрезмерно высокая температура заливки и вредные примеси в металле.
Иногда бывает достаточно даже легкого удара во время выбивки из опок, при обрубки или при небрежном обращении во время транспортировки, чтобы отливка дала трещину.
Меры предупреждения. Для устранения возможности возникновения трещин необходимо сводить к минимуму внутренние напряжение в отливке. Для этого нужно применять следующие меры.
1. Конструировать отливки так, чтобы они допускали по возможности свободную усадку по всем направлениям.
2. Стремиться заливать металл в сырую форму — более податливую, чем сухая.
3. Разница в толщинах сопрягающихся стенок должна быть минимальной.
Сложную отливку лучше составлять из нескольких частей, соединяемых затем в одно целое.
4. Радиус галтелей рекомендуется делать от 1/6 до 1/3 толщины соединяемых сечений. Размер радиусов галтелей следует выбирать равным 1; 2; 3; 5; 8; 10; 15; 20; 25; 30 и 40 мм.
5. В случае неизбежности неравномерного сечения в отливке ее следует конструировать так, чтобы массивные и тонкие части могли сокращаться при усадке, не мешая друг другу (например, следует применять пружинящие изогнутые спицы маховиков и зубчатых колес вместо прямых). Подводом металла в тонкие или в кварцевые части отливки можно выровнять скорость охлаждения их более массивных и центральных частей.
6. Применять металлические холодильники и холодильные формовочные смеси с повышенной теплопроводностью (хромистый железняк), способствующие предупреждению пороков усадочного характера. Смесью из хромистого железняка обкладывают те части формы (внутренние углы, стенки массивных частей), остывание которых нужно ускорить. Холодильная формовочная смесь удобнее металлических холодильников, так как ей легко придать любую форму при обкладывании моделей самой сложной конфигурации.
Меняя толщину слоя смеси, можно регулировать скорость остывания различных частей отливки как с наружной, так и с внутренней стороны.
7. Для борьбы с горячими трещинами от растягивающих усилий при усадки между смежными частями (например, фланцы, трубы, корпуса, краны паровой арматуры и т.п.) применять специальную высокоподатливую формовочную массу, а литниковую систему делать так, чтобы струя горячего металла не давала чрезмерных местных перегревов формы.
Причины возникновения дефектов
Основные причины возникновения брака при литье
- Несоблюдение технологии литья: режима заливки и охлаждения, состава шихты и земли, порядка изготовления форм и т.п.
- Усадка металла при кристаллизации
- Ошибки при проектировании формы в целом и литниковой системы в особенности
- Недостаточная газопроводимость формы и нарушение вентиляции отливки
Дефект при усадки металла при кристаллизации
При условии соблюдения норм проектирования, состава смесей и технологических режимов литья производство получит качественную отливку, сведя вероятность брака литья к минимуму.
Пригар
Другим видом брака является пригар. Отличительные признаки. Поверхность отливки бывает покрыта ошлакованной, оплавленной формовочной землей (химический пригар) и неошлакованной облицовочной землей с металлом, прониквшим в ее поры (механический пригар).
Причины образования. Низкая огнеупорность формовочной смеси создает условия для химического пригорания ее к отливке с образованием легкоплавких соединений с окислами железа, марганца и др. Легкоплавкие соединения проникают в глубь формовочной земли вследствие капиллярности. Такой пригар лишь с трудом удаляется пневмоническими зубилами и наждачными камнями.
Основными причинами механического пригара являются большая пористость облицовочной земли, вследствие которой в землю проникает жидкий металл, высокая температура металла при заливке формы и давление металла (напор) при заливке высоких отливок.
Методы контроля
Все сварные соединения обязаны проходить контроль. Особенно это касается конструкций, эксплуатация которых несет повышенную ответственность. Контроль с применением специального оборудования позволяет узнать, насколько серьезные изъяны имеются в сварных соединениях. Большинство дефектов приводит к уменьшению плотности. Последствием может служить наступившая неспособность выдерживать тяжелые нагрузки.
Чтобы обнаружить дефекты сварных швов и соединений применяют различные методы контроля:
- Визуальный осмотр. Является обязательным для первоначального выявления отклонений от нормы. Для более точного анализа применяют лупу с большим увеличением.
- Дефектоскопия. Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.
- Магнитный метод. Проходящие магнитные волны при встрече с дефектами искажаются. Измерение искажений позволит судить о наличии дефектов.
- Ультразвук. Дефектоскопы, основанные на использовании ультразвуковых волн, измеряют их отражение.
- Радиационный метод. Сварные швы просвечивают рентгеновскими лучами. Полученный снимок проявляют и подвергают расшифровке. Необходимо специальное оборудование. Оно может быть стационарным и мобильным. Недостатком является возможное влияние на здоровье сварщика. Требуется защита в виде специального костюма и маски.
Все применяемые способы контроля должны принадлежать к группе неразрушающих. Механические повреждения и разрушения не приемлемы. Допустимо использование не одного метода, а их совокупности.
При обнаружении брака, если имеется возможность, необходимо его исправить. Для этого используются такие способы:
- заварка способна убрать большие трещины;
- полной зачистке или вырубке подвергают находящиеся внутри небольшого размера трещинки, непроваренные участки и различные посторонние включения;
- наплавка устранит неполноту швов и подрезы;
- абразивом убирают наплывы;
- термическая обработка устранит негативные последствия перегрева металла.
Такими методами убирается практически неизбежное возникновение дефектов.
Серебристые полосы
При течении гигроскопичных полимеров, если они недостаточно хорошо высушены, на поверхности фронта потока или около его внутренней поверхности находятся пузырьки влаги.
После того, как пузырьки влаги достигли фронта потока, они начинают двигаться вместе с фронтом перпендикулярно основному потоку течения и доходят до стенок формы (см. раздел «Течение материала по форме»). На стенке формы пузырьки влаги расплющиваются и растягиваются по направлению течения материал. На поверхности изделия образуются характерные блески от влаги — серебристые полосы.
Для устранения серебристых полос на поверхности изделий материал перед переработкой нужно тщательно сушить для уменьшения в нем влаги.
Уменьшению «серебра» на поверхности изделий способствует понижение температуры материала Тл
и снижение скорости заполнения формы Q.
Виды дефектов при литье и способы их устранения
Центробежное и вакуумное (со стопорной разливкой) литье сплавов меди по выплавляемым моделям позволяет получать отливки ювелирных и сувенирных изделий, максимально приближенные к готовым по форме и размерам с минимальным припуском для механической обработки на последующих операциях. Качеству литых поверхностей в точном литье придается большое значение. Точное соблюдение технологии на всех стадиях изготовления отливок (получение восковых моделей, формовка, прокалка, литье), пооперационный контроль обеспечивают их высокое качество.
В точном литье по выплавляемым моделям основными видами брака являются деформация восковых моделей, пористость, облой, газовые раковины, усадочные раковины и рыхлота, шлаковые включения, засор формовочным материалом, горячие и холодные трещины.
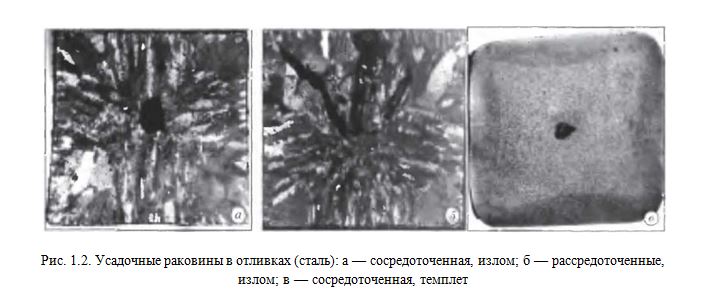
Усадочные раковины и пористость, рыхлота
По распространенности пористость представляет собой серьезную проблему при изготовлении изделий методом литья. Анализ многих данных показывает, что усадочные раковины и поры обусловлены рядом причин конструктивного и технологического порядка. Так, если конструкция модели не обеспечивает направленную и последовательную кристаллизацию отливки, а литниково-питающая система не обеспечивает заполнения полости расплавом в процессе затвердевания, то это неизбежно приведет к образованию пористости. Поэтому при разработке модели необходимо учитывать все факторы и для каждого шифра отрабатывать конструкцию и литниково-питающую систему. Модель изделия должна согласовываться со специалистами-литейщиками еще на стадии выполнения эскизов.
Визуальный осмотр пористых изделий и микроструктурный анализ показывают, что так называемый брак по пористости представляет собой междендритную усадку, которая образуется во время кристаллизации отливки. Недостаточное питание отливки и перегрев расплава приводят к резкому увеличению пористости. Пористость может проявляться и в случае заполнения форм недостаточно нагретым металлом, так как быстрый переход в жидко-твердое состояние в литниковой системе также приводит к образованию пор.
На образование усадочных явлений и рыхлоты существенное влияние оказывает состав сплава. При изготовлении массивных отливок сувенирно-подарочных и художественных изделий из бронзы (с широким интервалом кристаллизации) усадочные поры распределены по всему телу отливок. Заливка металла при температуре, близкой к температуре ликвидуса, в слабонагретые формы — существенный фактор в борьбе с усадочными порами и рыхлотой. Для получения качественной лицевой поверхности необходимо снижать температуру опоки и заливаемого металла. В этом случае усадочная пористость, неизбежно образующаяся при литье сплавов с широким интервалом кристаллизации, не проявляется на поверхности, что позволяет получать гладкие отливки; при этом уменьшается также рыхлота.
При использовании для литья сплавов с узким (β-латунь) и средним (нейзильбер) интервалом кристаллизации в отливках с местным утолщением наблюдается, как правило, образование усадочных раковин. В конструкциях изделий, имеющих массивные части, для ликвидации усадочных раковин в некоторых случаях необходимо применять дополнительные питатели, подводимые в утолщения. При этом, однако, следует учитывать соотношение площадей в других сечениях.
Разработка литниково-питающей системы и выбор места подвода литника к телу отливки имеют важное значение для получения качественного литья. Особенно это относится к моделям со сложной формой, резкими переходами по сечению отливок. Усадочные раковины и рыхлоту в деталях различной толщины можно устранить, если подвод литника сделать к тонкому участку. Сечение тонкого участка отливки до застывания в нем металла должно обеспечить заполнение металлом всей полости. Массивные детали можно отливать через тонкие щелевые литники, что предотвращает разогрев формы, но обеспечивает заполнение ее и устраняет образование рыхлоты.
Способы исправления литейного брака
Для исправления поверхностных дефектов применяется механическая обработка — токарная, фрезерная или зачистка.

Фрезерная обработка брака литья
Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.

Ультразвуковой неразрушающий метод контроля
Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Колебание веса изделий
Колебание веса изделий — разница веса отливок, получаемых от цикла к циклу на одной и той же форме.
Причинами колебания веса могут быть следующие факторы: выбор машины сделан неверно, машина неправильно отрегулирована, неисправности в рабочих узлах машины.
Машина может быть выбрана неправильно по объему отливки. Если объем отливки составляет менее 30% от номинального объема впрыска, погрешность
на точность хода шнека, которая есть на машине, может влиять на отклонения веса изделий.
Машина может быть выбрана неправильно по усилию запирания формы. Если усилие запирания недостаточно, то в различных циклах форма может по-разному увеличивать свой объем. Это является причиной колебания веса изделий.
Такой же эффект возникает, если усилие запирания отрегулировано неправильно — на меньшую величину по сравнению с паспортной характеристикой.
Колебание веса изделий может происходить в результате неисправностей клапана давления в гидросистеме литьевой машины. Если масло засорено или в масле есть вода то может происходить ржавление и заедание клапана. Давление литья Рл
от цикла к циклу может колебаться и в соответствии с этим будет колебаться вес изделия.
Окисление и насыщение водородом
В результате непрерывного окисления алюминиевого расплава и насыщения его водородом в алюминиевой отливке возникают следующие дефекты, которые являются причинами брака готовых отливок:
- поры;
- насыщение воздухом;
- включения;
- нарушение герметичности;
- поверхностные дефекты;
- низкая прочность;
- низкая пластичность.
Для предотвращения или ослабления влияния окисления и насыщения водородом принимают следующие меры:
- обработку металла в печи и его дегазацию;
- жесткий контроль температур плавления и литья;
- фильтрование расплава.
При переходе алюминия из жидкого в твердое состояние растворенный в нем водород выделяется и во взаимодействии с оксидами создает проблемы с пористостью в готовых отливках.
Главной задачей при обеспечении высокого качества алюминиевого расплава является поддержание скорости окисления расплава в определенных рамках. Для этого предпринимаются следующие действия:
- высокое качество исходных чушек;
- современное литейное оборудование и технологии литья;
- контроль загрузки шихты (сухая шихта, быстрое расплавление);
- контроль температуры при плавлении и литье;
- очистка расплава и контроль качества расплава;
- меры безопасности при обработке и транспортировке расплава и его разливке.
Пустоты
Пустоты представляют собой каверны и пузыри внутри изделия.
При образовании пустот необходимо проверить объем впрыска (ход
шнека
Н).
Если V
впр {Н}
окажется недостаточным, его следует увеличить.
Нужно также проверить работу клапана наконечника шнека. При впрыске материала в форму не должно быть утечек в обратном направлении (см. раздел «Рекомендации по организации процесса пластикации»).
На образование пустот оказывают влияние технологические параметры литья.
Для уменьшения пустот нужно увеличить подпитку материалом формы при охлаждении для компенсации усадки. Для этого повышают давление литья Рл
или давление формования
Рф,
если применяют режим формования со сбросом давления (см. раздел «Режимы со сбросом давления»), увеличивают время выдержки под давлением tвпд повышают температуру формы
Тф
.
Уменьшению пустот способствует снижение теплового сжатия материала при охлаждении в форме. Для этого уменьшают температуру материала Тл.
Увеличение размеров впуска улучшает подпитку материалом формы при охлаждении и уменьшает пустоты.
Волнистая поверхность
«Волнистая» поверхность обычно образуется на изделии, если форма заполняется на двух режимах (см. раздел «Режимы заполнения формы»).
Первый режим (I) — режим с постоянной объемной скоростью течения материала по форме. Он длится с момента начала заполнения и до момента достижения наибольшего (установленного) давления в гидроприводе Рmax. Заполнение формы в этом режиме обеспечивает хорошую внешнюю поверхность изделия.
Если установленного давления в гидроприводе не хватает для того, чтобы заполнить форму по всей длине на первом режиме, начинается второй режим убывающей скорости течения (II). При течении материала с убывающей скоростью на поверхности изделия становятся видны мелкие волны (следы течения), которые создают мутность и рябую поверхность. Это ухудшает внешний вид изделия.
Если внешний вид изделия имеет важное значение, заполнение формы необходимо осуществлять на первом режиме течения. Для этого нужно увеличить температуру материала Тл, повысить давление литья Рл,
увеличить объемную скорость впрыска Q и повысить температуру формы Tф.
Увеличить текучесть материала и обеспечить заполнение формы на первом режиме можно добавлением к основному материалу модифицирующих добавок.
Если есть возможность, то для устранения рассматриваемого дефекта нужно перейти на более низковязкую марку полимера.
Недоливы
Недоливами называют неполное заполнение формы.
Первая причина образования недоливов может заключаться в том, что неправильно подобрана марка полимера по вязкости, это встречается литье под давлением полиамида и других материалов. Для формования изделия требуется более низковязкая марка полимера с более высокой текучестью. В этом случае, если есть возможность, нужно перейти на более низковязкую марку полимера.
Вторая причина — высокое гидравлическое сопротивление затеканию материала в форму, например при литье под давлением полиамида. Для улучшения формуемости материала в форме используют регулирование технологических параметров литья. Повышают температуру материала Тл,
т.к. вязкость материала уменьшается и текучесть повышается. Улучшению формуемости материала способствует повышение температуры формы
Тф.
но в меньшей мере, чем повышение температуры материала
Тл.
Недоливы устраняют увеличением скорости впрыска Q, повышением давления литья Рл, увеличением хода шнека Н.
Третья причина образования недоливов — неисправности в литьевой машине, приводящие к недостаточной порции материала для полного оформления изделия. Например, недоливы могут быть при износе клапана наконечника шнека. В этом случае материал при перемещении шнека вперед при впрыске поступает не только в форму, но и течет по виткам шнека в обратном направлении.
Для устранения этого нужно заменить клапан наконечника шнека. Методика проверки клапана шнека дана в разделе «Рекомендации по организации процесса пластикации» .
Эффективным средством улучшения формуемости материала и устранения недоливов является применение модифицирующих концентратов.
Раковины песочные.
Песочные раковины — это закрытые или открытые раковины неправильной формы в различных частях отливки, заполненные частично или полностью формовочным материалом.
Образование песочных раковин вызывают следующие причины:
1. Повреждение песочной формы при извлечении из нее модели или сборке формы (накладывании верхней опоки).
2. Разрушения частей формы струей металла при заполнении формы.
3. Размывание металлом слабо набитых мест формы или пережженных в сушиле.
4. Механическое засорение готовой формы.
5. Неправильные формовочные уклоны модели.
6. Отсутствие галтелей (закруглений в углах модели), необходимой величины (вследствие чего земля с углов осыпается).
7. Несоответствие размеров и конструкций опоки размерам модели (в тесной опоке тонкий слой земляной формы может осыпаться от удара струи жидкого металла).
8. Применение неисправных опок, вызывающих повреждение формы.
9. Неудовлетворительное качество формовочных материалов, разрушаемых в форме металлом.
10. Неравномерное уплотнение в форме формовочной смеси.
11. Недостаточное упрочнение формы или отдельных частей ее каркасами, крючками, шпильками и др.
12. Неправильная установка стержней.
13. Резкие удары, толчки по форме при переворачивании, сборке, передвижении.
14. Неправильная, неизбежная установка груза, который накладывается на форму во избежание подъема верхней опоки металлом..
15. Неправильное направление струи металла и заливки формы с большой высоты.