Главная / Техника сварки
Назад
Время на чтение: 6 мин
0
9252
Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
Что можно предпринять в случае обнаружения дефектов шва? Уходит ли деталь в утилизацию? Нет. Если проверка обнаружила у сварочных соединений недоработки, их вполне можно исправить.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
- Разновидности сварочных ошибок
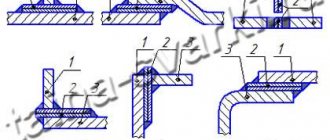
- Наружные изъяны Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Горячие либо холодные трещины
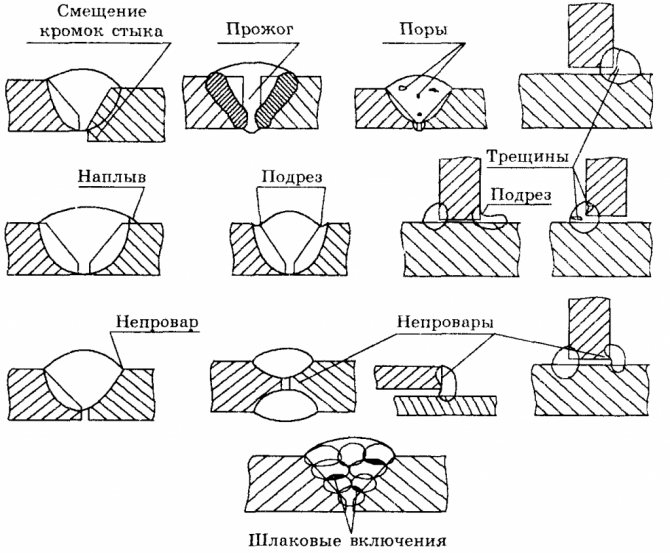
Наружные изъяны
Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
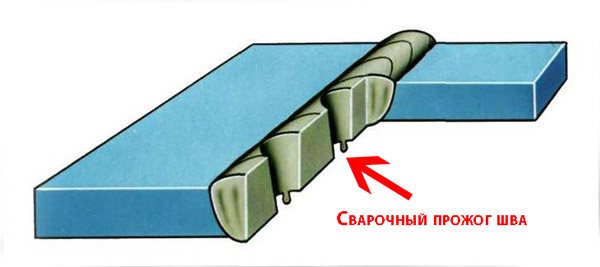
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
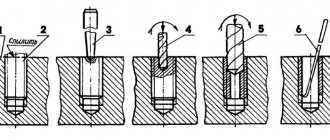
Заварка дефектных мест
Технология, рекомендуемая для исправления дефектов сварных соединений аргонодуговой сваркой, следующая:
- подобрать соответствующий режим сварки;
- сварочную дугу возбуждать на технологической пластине и после нагрева электрод переносить на место заварки;
- в процессе заварки и при возбуждении сварочной дуги не допускать соприкосновения конца вольфрамового прутка со сварочной ванной или присадочной проволокой;
- присадочную проволоку подавать только после оплавления кромок разделки и образования сварочной ванны;
- заварку дефектов производить в нижнем положении и под углом не более 30°;
- при многослойной заварке после наложения каждого слоя очищать наплавленный металл шва стальной щеткой;
- вылет вольфрамового электрода по отношению к нижней кромке газового сопла должен составлять 3 … 8 мм;
- горелку следует держать под углом 60 … 80° к поверхности детали в месте заварки дефекта;
- присадочную проволоку держать под углом к оси электрода горелки и вводить в сварочную ванну равномерными возвратнопоступательными движениями часто и небольшими порциями;
- заварку дефектов во всех случаях заканчивать с образованием усиления шва высотой 3 … 5 мм;
- наконечник горелки и вольфрамовый электрод периодически очищать от брызг металла;
- при случайных обрывах дуги ее повторное зажигание производить на шве на расстоянии 30 мм от места обрыва;
- длину дуги поддерживать в пределах 2,5 … 3,0 мм, обрыв дуги производить постепенным ее увеличением;
- процесс заварки начинать с предварительного местного подогрева дефектного места до оплавления кромок.
Если толщина материала детали более 15 мм, заварку дефектного участка следует производить многослойным швом. В этом случае высота наплавленного металла над поверхностью детали должна быть не менее 3 мм.
Для ответственных конструкций допускаются две подварки одного и того же дефектного участка, поскольку при большем числе подварок наблюдается существенное снижение механических свойств металла в этих зонах.
367
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.
Поры
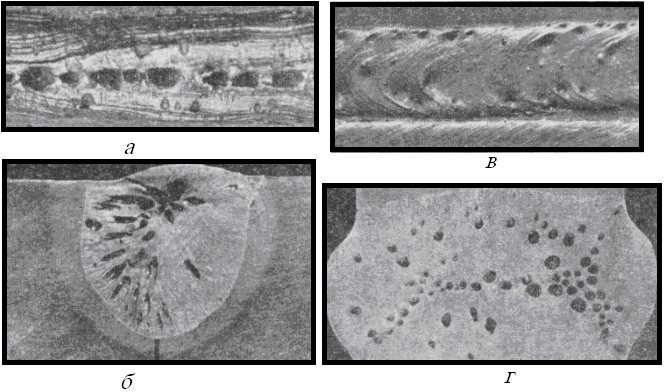
Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Классификация

Кстати, а как их можно разделить? Все дефекты сварного шва делятся на три большие группы:
- Наружные.
- Внутренние.
- Сквозные.
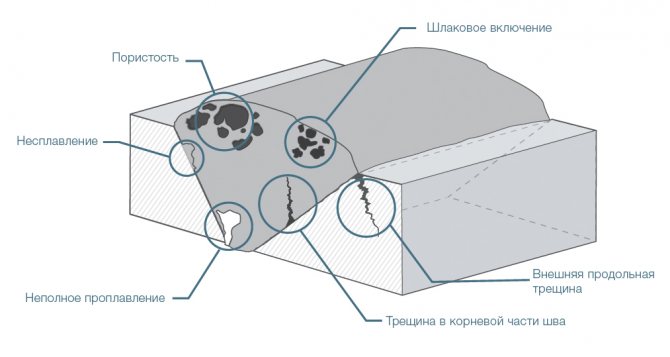
Наружные дефекты сварного шва зачастую являются наиболее многочисленной категорией. В нее входят: излишне малые размеры, а также смещение линии шва, различные наплывы, «надрезы», раковины усадки и не заделанные в процессе сварки кратеры, пористость или трещины. Неравномерная ширина шва также относится к этой разновидности. Считается, что внешние дефекты сварных швов относятся к наименее опасной категории.
Соответственно, к внутренним относятся: поры, многочисленные включения шлака, не полностью проваренные места, а также трещины в толще сваренного металла. Что касается сквозных дефектов, то это свищи, проходящие через всю толщину детали трещины, а также пережог.
Исправление прочих разновидностей

Проще всего исправлять наплывы и механическую неравномерность шва. В таком случае место соединения просто зачищают (о чем мы уже писали). Об исправлениях подрезов мы уже говорили выше, но еще раз заметим – с такими дефектами деталь более целесообразно сразу выбраковать, так как ее эксплуатация может быть опасна!
Если имеется прожог (что встречается не так часто), то устранение дефектов сварных швов провести довольно просто: сперва поверхность как следует зачищается, а затем ее повторно проваривают. Приблизительно так же поступают и с кратерами.
Группа 2. Поры
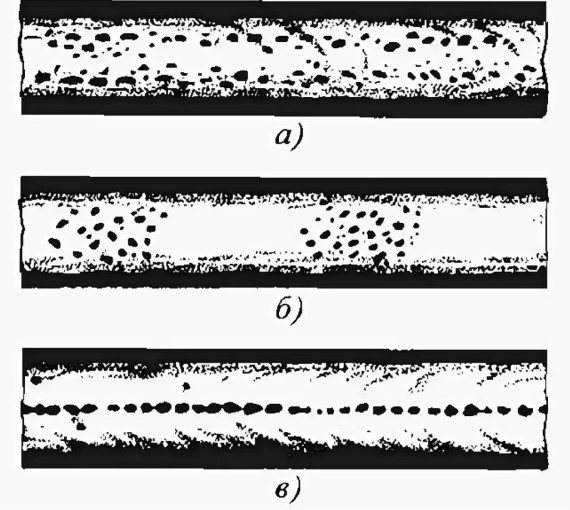
Поры в металле представляют собой полости, которые заполнены газом. Они начинают образовываться, когда металл находится в жидком состоянии. В это время наблюдается процесс газообразования, но только часть пузырьков выходят наружу. Размер полости варьируется от микрометров до нескольких миллиметров. Иногда наблюдаются целые скопления пор, образующие раковины. Обычно полость имеет округлую форму.
Поры могут появляться по ряду причин. Первая из них – низкое качество очистки поверхностей от загрязнений. На кромках могут оставаться частички ржавчины, окалины, масла. При большой скорости сварки газ просто не успевает выйти из жидкой субстанции, оставаясь в ней в виде пузырьков. Как было уже отмечено, тенденция к образованию пор особенно выражена при работе с углеродистыми сталями.
Нарушение технологии сварки приведет к негативным последствиям. Особое внимание следует обратить на климатические условия. Повышенная влажность влияет на состояние флюса. Возникновение пор приводит к тому, что после предварительной строжки поверхности приходится зачищать и сварку повторять.
Полость (200; А) может быть произвольной формы со скругленными углами. Внутри пузырька содержится водород, азот или окись углерода. Постепенно металл застывает и образуется пора. Зачастую разделяют эти два понятия, так как пора имеет сферическую форму, а полость – неправильную. Но в данной классификации эти дефекты идентичны. Серия пор, распределенных равномерно (2012) – дефект, наблюдаемый при работе с цветными металлами. Его разновидностью является цепочка (2014) и скопление пор (2013).
Частным случаем поры выступает свищ (2016; Ab). По индексу видно, что это дефект того же типа, однако свищ представлен трубчатой полостью, пронизывающей шов насквозь. Причина его возникновения заключается в повышенной влажности. Форма свища зависит от выделившегося газа. Иногда свищ возникает при перегреве металла или случайном КЗ, вызванном соприкосновением вольфрамового электрода с поверхностью. Исправлять такой дефект приходится полным удалением металла с последующей переваркой.

Кратер, маркирующийся, как дефект 2024 или «К», образует раковину с одного края валика шва. Обычно появляется в результате резкого отрыва электрода. Если с виду кратер не имеет трещин, то при детальном рассмотрении они чаще всего проявляются, поэтому такой дефект приходится устранять.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Образование кратера – результат неумелых действий сварщика.
Подрезы
Как мы уже и говорили, дефекты сварных швов и соединений крайне опасны. Нетрудно представить себе, что произойдет в случае, если они будут иметься в детали, предназначенной для установки, к примеру, в опорную конструкцию железнодорожного моста. Особенно они опасны в случае сварки деталей из легированной стали, которые будут эксплуатироваться в условиях постоянных перепадов температур.
Наиболее опасными являются подрезы, так как они являются естественным «аккумулятором» напряжений, которые будут концентрироваться в наиболее слабом месте шва. Кроме того, они значительно уменьшают его рабочее сечение, что также крайне отрицательно сказывается на прочности всего соединения.
Как правило, эти наружные дефекты сварных швов в большинстве случаев не исправляются. Связано это с тем, что металл (чаще всего) все равно будет иметь малозаметный брак, который может привести к весьма существенным последствиям.
Основные условия «косметического ремонта»
При устранении дефектов нужно соблюдать определенные технологические условия. Во-первых, нужно следовать простому правилу: длина дефектного участка должна соответствовать его ширине, плюс 10-20 мм стоит оставить «на всякий случай».
Важно! Ширина сварочного шва после его повторной проварки не должна превышать двукратного его размера до начала работ. Не ленитесь перед исправлением огрехов хорошо подготовить поверхность. Во-первых, это предотвратит попадание в металл кусочков шлака. Кроме того, данная нехитрая мера поможет ускорить работу и повысить качество ее результатов.
Очень важно подготовить выборку под вновь заделываемый участок. Если вы используете УШМ («болгарку»), то лучше взять диск самого маленького диаметра. Боковые грани выборки нужно делать как можно более ровными, без заусениц и прочих выступающих частей, которые в процессе сварки могут превратиться во все тот же шлак.
Если речь идет о соединениях алюминия, титана, а также сплавах этих металлов, то к делу стоит подойти еще более ответственно. Во-первых, при устранении дефектов в этом случае допускается использовать только (!) механические методы, применение же дуговой сварки недопустимо. Предпочтительнее всего вырубать испорченный участок, зачищать и заново заваривать шов.
Трещины
Бывают поперечными и продольными, идущими как по самому шву, так и по металлу вдоль или около него. Они крайне опасны тем, что в некоторых случаях снижают механическую и вибрационную прочность изделия практически до нуля. В зависимости от свойств свариваемого материала, трещина может как сохранять свою изначальную локализацию, так и распространиться на всю длину обрабатываемой детали за очень короткое время.
Неудивительно, что это наиболее опасные дефекты сварных швов. ГОСТ в большинстве случаев требует немедленной отбраковки таких деталей вне зависимости от ее предназначения (за исключением совсем уж маловажных изделий).
Неравномерность швов
Так называется грубое несоответствие геометрических параметров соединений требуемым в нормативных документах характеристикам. Проще говоря, если сварка идет «змейкой», наискосок и т. п., речь как раз идет о подобном типе дефектов.
Чаще всего они появляются при работе неопытных сварщиков, а также при значительных скачках напряжения, некачественном оборудовании и банальной спешке. Опасен этот дефект тем, что зачастую комбинируется с недоваром, который уже куда опаснее. Если отклонение от осевой линии соединения незначительно и не вызывает снижения прочности изделия, деталь может быть допущена к эксплуатации.
В этом случае всегда следует помнить одну простую вещь: чем меньше угол перехода от основного металла к слою наплавления, тем хуже становится механическая прочность свариваемого изделия. Конечно же, при изготовлении каких-то бытовых конструкций (каркас теплицы, к примеру) в условиях недостаточного напряжения обойтись без неравномерности швов просто нереально. Впрочем, в таком случае они и не представляют особой опасности.
Немаловажное замечание
Даже начинающим сварщикам прекрасно известно, что для обеспечения максимальной прочности шов должен иметь небольшое усиление высотой порядка 1-2 мм. В то же время те же сварщики нередко допускают грубую ошибку, когда делают усиление высотой 3-4 мм. В принципе, в простых случаях ничего страшного в этом нет, но не тогда, когда дело касается изделий, постоянно находящихся в состоянии динамической нагрузки. Все это приводит к концентрации напряжений и резкому повышению вероятности поломки.