Отливка и получение гипсовых моделей
Для получения гипсовой модели необходимо собрать слепок, точно уложить его части в ложку, а затем склеить их между собой и с ложкой расплавленным воском.
К собиранию слепка приступают не ранее чем через 30—40 минут после извлечения его из полости рта, чтобы влага, находящаяся на поверхности слепка, могла испариться.
Перед укладкой частей слепка в ложку надо очень тщательно очистить их поверхность, прилегающую к ложке, а также внутреннюю поверхность ложки от мелких частиц гипса, мешающих точному составлению слепка.
Сначала укладывают наиболее крупные части слепка, а затем мелкие. Все части слепка должны быть точно уложены в ложку так, чтобы между ложкой и наружной поверхностью слепка нигде не было просвета. На внутренней же поверхности слепка, между его частями не должно быть щелей. Наружные края собранного слепка приклеивают к оттискной ложке горячим воском. Заливка воска в пределах протезного поля не допускается; малейшая неточность, допущенная во время склейки слепка, приводит к искажению модели.
Методика получения гипсовой модели заключается в заливке слепка или оттиска жидким гипсом, почему этот процесс и назван отливкой модели.
Для более легкого отделения слепка от модели его необходимо покрыть изолирующим веществом. В этих целях применяют ряд веществ, которые наносят на поверхность слепка. Для этого предложен мыльный спирт, керосин со стеарином и ряд других веществ. Однако практика показала, что любое изолирующее вещество оставляет на слепке слой, вследствие чего получается неточная модель. Поэтому склеенный слепок лучше опустить на 6—8 минут в холодную воду; она заполняет все поры, благодаря чему гипс модели не соединяется с гипсом слепка.
Для большей прочности модели гипс, которым заливают слепок, должен иметь консистенцию сметаны.
Слепок начинают заливать небольшими порциями гипса, причем наливают его сначала на самую выпуклую часть слепка. Слепок все время встряхивают для удаления пузырьков воздуха. Это повторяют до тех пор, пока весь слепок не будет заполнен гипсом.
Когда весь слепок заполнен, делают из остатков гипса холмик, который накладывают на слепок; последний переворачивают вниз и вместе с холмиком придавливают к гладкому предмету (стеклу, металлической пластинке и т. д.); в результате получаются модели с широким основанием-подставкой, удобной для работы. Таким образом, модель состоит из двух частей:
- 1) рабочей части, соответствующей протезному полю, т. е. месту расположения будущего протеза,
- 2) подставки, служащей для устойчивости модели.
Следует учесть, что высота подставки должна быть не менее 2—2,5 см; особенное значение это имеет при глубоком небе, так как утончение модели в этом месте может привести к тому, что сна продавится во время прессовки под давлением пресса.
Края модели после затвердевания гипса обрезают шпателем (рис. 14).

Отделение слепка от гипсовой модели. Слепок отделяют от гипсовой модели через 8—10 минут после отливки, т. е. когда гипс модели начинает выделять тепло. Это является наиболее благоприятным хмоментом для отделения частей слепка от модели. Отделение слепка производится очень осторожно во избежание порчи модели. Прежде всего следует освободить зубы, руководствуясь зубной формулой, в которой указано, где и какие зубы расположены. Для отделения пользуются зуботехническим шпателем, вводя его неглубоко по линии излома слепка, и рыча-гообразным движением отделяют части последнего от модели. Когда все зубы освобождены, роговым или металлическим молоточком поколачивают по слепку до тех пор, пока не появится специфический глухой звук пустоты, означающий, что между слепком и моделью образовалась щель; после этого модель полностью отделяется от слепка. Если при отделении слепка от модели отламывается зуб, который сохранил четкие контуры линии излома, можно склеить его с моделью при помощи специального жидкого клея (раствора целлулоида в ацетоне). Цементом склеивать не рекомендуется ввиду того, что он препятствует точному прилеганию зуба к модели.
При более серьезном повреждении модели, например, отрыве части альвеолярного отростка, переломе модели, царапинах в области протезного поля и др., слепок следует переснять.
Отделение оттискной массы от модели. При отливке модели по оттиску не требуется изолирующего вещества для того, чтобы оттиск легко отделился от гипсовой модели. После затвердевания гипса оттиск с моделью опускают на несколько минут в горячую воду; оттискная масса при этом размягчается и легко отделяется от модели.
Изготовление мастер-модели под литье гипсом на FDM принтере [КЕЙС]
Всем привет! На связи Артём Родин aka Articoon и в этой статье я поделюсь с вами опытом одного заказа на печать и постобработку. Так как в последнее время пишу довольно редко, кейс, на мой взгляд, выделяется сложностью среди прочих наших работ. Речь идет о создании мастер-модели из пластика по технологии FDM под литье гипсом.
Данный проект выполнен совместно с творческой мастерской ХНУМ. Печать проводилась в Студии 3D-печати RODINLABS.
Однако с первого раза выполнить задуманное не получилось и речь пойдет как раз о том, как мы вышли из ситуации…
В нашу мастерскую поступил запрос на изготовление бюста Нефертити для украшения частного дома.
Оригинал бюста находится в Новом музее (Берлин), и по стечению обстоятельств, уже существует freescan модели в хорошем качестве — https://www.myminifactory.com/object/3d-print-bust-of-nefertiti-at-the-egyptian-museum-berlin-2951
Для большей тактильной схожести с оригиналом, заказчиком было принято решение исполнить бюст из гипса. И мы принялись за печать мастер-модели…
Поскольку проект состоял из нескольких технологических операций, мы совместно искали способы снизить конечную стоимость, так как бюджет на проект ограничен.
Первым делом, напечатали полномерный бюст из PLA пластика на разработанном 3D-принтере Виталия по нашему заказу — https://foxprinters.ru/professionalnye-3d-printery/3d-printer-bigfarm-1000
Материал — PLA, слой 0.25 мм, сопло 1 мм, время печати ~ 42 часа, объем пластика ~ 1800 см3.
Результат первой печати оказался удовлетворительным для нас, но не удовлетворительным для мастерской, поскольку слоистость, швы и артекфакты от слайсера искажали реальные дефекты подлинника. Другими словами, сложно было отличить — где оригинальный дефект бюста, а где их добавил 3D-принтер. Первый блин — комом отправляется в мусорку.

Свою ошибку поняли после увиденного результата — бюст печатался оболочкой с 0% заполнением и очень высокой скоростью. Не первый взгляд не хватило жесткости стенок и на большой высоте они просто потеряли устойчивость… Хотя в данной ситуации на результат больше всего повлияла спешка.
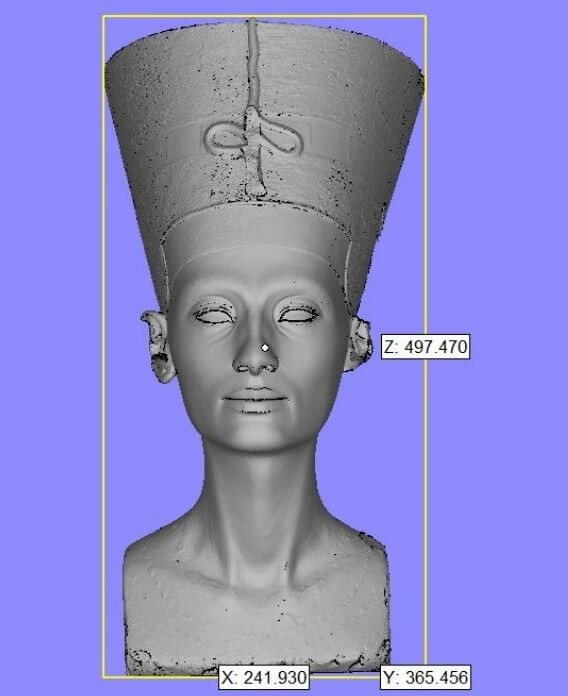
На данном этапе, решили поменять и оборудование и материал для изготовления. Тогда было принято решение напечатать бюст из угленаполненого пластика (ForMAX), который практически не оставил следов печати на модели. Принтер выбрали PICASO Designer XL, поскольку модель проходила по габаритам, и как говорит «человек с зелеными волосами»:
принтер печатает долго, дорого, офигенно!)
Впрочем, результат можете оценить сами:
Печать заняла по времени больше 100 часов. Материал — Formax, принтер — PICASO Designer XL, Слой 0.25 мм, на этот раз заполнение выбрали порядка 10% (чтобы наверняка).
Следующий этап – литье.
Напечатанную мастер-модель из ForMAX довели до гладкого состояния (обработка данного пластика является одним из преимуществ) и сделали по ней форму. Далее Бюст уже отлили из гипса с сохранением всех точеных оригинальных дефектов.

На фото — отливка по мастер-модели из ForMAX.
Финал. Художники воссоздали образ Нефертити при помощи покраски:
*** Друг, если статья была интересна для тебя — ставь ‘палец вверх’ и подписывайся на меня в социальных сетях. Буду рад любому комментарию 
***
Искренне Ваш, Артём Родин, Лаборатория прототипирования RODINLABS.
Больше интересных проектов- Instagram
Добавляйся в ВК —
***
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.

Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон. Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.

Опока из жесткого картона для литья из гипса
Понадобятся также:
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.

Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Что такое мастер-модель
Мастер-моделью называют образцовую деталь или изделие, которая используется для последующего ее копирования.
Например, вы решили украсить дом десятью фигурками. Можно десять раз вырезать их из дерева или слепить из пластилина, но, во-первых, это долго, во-вторых, крайне сложно сделать десять одинаковых фигурок. Гораздо проще сделать одну и затем скопировать ее.
Вот эта первая, «идеальная» фигурка и называется мастер-моделью.
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники

Небольшие украшения из гипса

Игрушки из гипса Статуэтки из гипса

Авторские элементы декора помещений
Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.