Методом литья изготавливают блоки двигателей, головки цилиндров, поршни и поршневые кольца, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков и прокатных станов, турбинные лопатки, гусеничные траки, ковши экскаваторов и другие детали, которые затруднительно или невозможно получить другими методами обработки металлов (в частности, давлением и резанием).
Технология литья позволяет:
1) получать изделия сложной формы и различных размеров (блоки цилиндров ДВС, станины металлорежущих станков, фасонное художественное литье);
2) изготавливать изделия с минимальными припусками на обработку (детали фотоаппаратов, поршни ДВС). При этом коэффициент использования металла (КИМ) составляет не менее 70 %, а при литье под давлением — 95 %;
3) изготавливать изделия из сплавов с низкой пластичностью и низкой обрабатываемостью резанием (ковши экскаваторов, траки и т. д.).
Для изготовления отливок применяют литье в песчаноглинистые формы и специальные способы (литье по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением, центробежное литье и др.).
При выборе способа литья учитывают объем производства, требования к геометрической форме изделия и чистоте поверхности, химический состав заливаемого металла, форму отливки, экономические соображения и другие факторы.
Независимо от способа литья во всех случаях для получения отливки нужна литейная форма. Литейная форма
представляет собой конструкцию, состоящую из элементов, образующих рабочую
полость, заполнение которой расплавом обеспечивает получение отливки заданных размеров и конфигурации.
При изготовлении отливок литейная форма является основным инструментом. Форма обеспечивает, во-первых, необходимую конфигурацию и размеры отливки, во-вторых, заданную точность и качество ее поверхности, в-третьих, определенную скорость охлаждения залитого металла, способствующую формированию требуемой структуры и соответствующих свойств отливки.
Литейные формы подразделяют по количеству заливок на разовые и многократные, по материалу — па песчаные, песчаноцементные, гипсовые, металлические, из высокоогнеупорных материалов и др.
Основными операциями технологического процесса изготовления отливок являются: изготовление литейной формы, плавка металла и заливка в форму, извлечение отливок из формы.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.
Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.

Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.
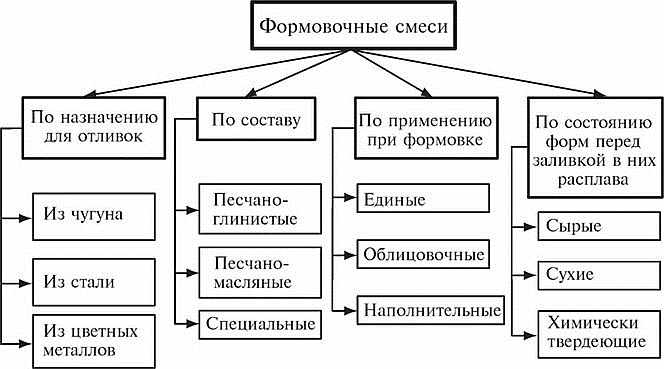
Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.
Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.
Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.В процесс производства литейной формы из песка входят следующие основные этапы.
- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
Сборка песчаной литейной формы
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.

Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.
Заливка форм
Перед заливкой металла в форму ее собирают. Сначала сжатым воздухом из формы выдувают пыль и сор. Устанавливают стержни. Нижнюю полуформу накрывают верхней. Опоки скрепляют друг с другом или на верхнюю опоку устанавливают груз, после чего форма готова к заливке.
Заливка в зависимости от технологического процесса производства отливок может производиться в неподвижную форму или форму, движущуюся по конвейеру. На движущемся конвейере заливку осуществляют со специальной платформы, которая движется синхронно и параллельно с конвейером. Жидкий металл заливают в форму из литейных ковшей, как правило, чайникового типа или через заливочно-дозирующие устройства.
В зависимости от размера отливаемых деталей ковши имеют емкость: ручные до 60 кг, монорельсовые до 1 т, крановые 3 – 100 т. На рис. 153 представлена схема поворотного ковша ручного типа.
Рисунок 153 — Литейный ковш чайникового типа
Ковш подвешен на траверзе подъемного устройства, которое перемещает ковш от плавильной печи к участку заливки. Ковш имеет носок 1, через который струя металла поступает в форму. Наклон, поворот ковша осуществляется с помощью ручного штурвала 2 с червячным самотормозящимся механизмом 3. Для того чтобы задержать при разливке шлак и не допустить попадания его в форму, перед носком в ковше устанавливают перегородку, задерживающую шлак.
На рис. 154 представлена схема стопорного ковша. Такие ковши могут иметь значительную емкость. В днище ковша установлен стопорный стакан с отверстием 2, на стопорном стержне 3, защищенном от воздействия расплава огнеупорными стопорными катушками, на конце навинчивается стопорная пробка 1, достаточно плотно притертая к стопорному стакану.

При нижнем положении стопорное отверстие плотно закрыто и не допускает вытекания жидкого металла. При подъеме стопорного стержня вверх, который осуществляется вручную с помощью рычажного механизма 4, открывается проход для расплава, и металл поступает из ковша в форму.
При разливке из стопорного ковша в форму поступает струя металла без шлака, так как шлаковый слой располагается над металлом. Еще более совершенным является ковш с шиберным затвором, располагающимся под днищем ковша. Основой шиберного затвора являются две огнеупорные плиты, одна из которых неподвижная, другая подвижная. В одном положении отверстия в плитах не сообщаются друг с другом и затвор в этом случае закрыт, в другом случае отверстия сообщаются друг с другом и затвор открыт. Подробнее об устройстве такого ковша сказано в разделе сталеплавильного производства (разливка стали). При производстве мелкого литья на конвейере металл из печи выпускают в раздаточный ковш большой емкости, а из него уже по мере надобности переливают в разливочные небольшие ковши.
Небольшие ковши емкостью до 500 кг футеруют обмазкой огнеупорным составом из кварцевого песка и глины или из кварцевого и шамотного порошка и глины. Ковши большей емкости футеруются шамотным кирпичом.
Автоматические заливочно-дозирующие устройства
Эти устройства одновременно выполняют заливку металла и дозирование порции расплава. В электромеханических устройствах дозирование порций металла регулируют наклоном ковша или открыванием стопора или шибера. В пневматических устройствах порцию расплава вытесняют из промежуточного ковша-копильника сжатым воздухом. Изменяя давление газа, регулируют объем заливаемого в форму металла, рис. 155.
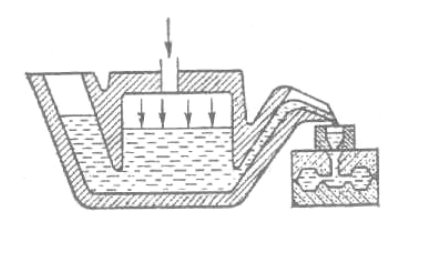
Рисунок 155 — Заливочно-дозирующий агрегат с пневмоустройством для выдачи порции металла
Большое значение при заливке металла имеет температура расплава. Заливаемый в формы металл всегда перегрет над температурой ликвидуса, т.е. температурой начала кристаллизации. Величина перегрева зависит от его влияния на структуру и механические свойства готового металла, от толщины стенок и размера отливки, свойств материала формы, жидкотекучести сплава. Основное требование состоит в том, чтобы расплав заполнил все полости формы. Для низкоуглеродистых и углеродистых сталей достаточен перегрев в 30 – 60 °С, для тонкостенных отливок он увеличивается до 100 °С, еще выше перегрев для высоколегированных сталей. В среднем температура заливки стали изменяется от 1520 °С до 1620 °С.
При отливке чугунных деталей температура разливки 1300 – 1450 °С, перегрев составляет сотни градусов; при отливке деталей из ковкого и высокопрочного чугуна перегрев выше на 60 – 70 °С. Латунные и бронзовые отливки отливают из металла, перегретого на 100 – 200 °С при 1000 – 1200 °С, а алюминиевые и магниевые сплавы при 700 – 800 °С.
Ювелирное литье в домашних условиях для новичков
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо. Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое – сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу. После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.
И на самом деле, вышло неплохо. Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками. Теперь следует наиболее ответственный момент – момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.
По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
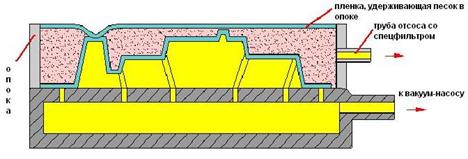
Литьё в оболочковые формы
Для литья металлов данным способом готовят состав из песка и порошкообразного связующего, чаще всего фенолформальдегидных смол.
Модель, или макет нагревают до 300 °C и обсыпают подготовленной смесью. За короткое время (около минуты) на поверхности макета запекается упрочненный слой. Излишки смеси убирают.
Иногда плакированную смесь задувают в промежуток между разогретой моделью и фигурной опокой. Следующий этап — обжиг при температуре 650 °C для окончательного набора прочности. После извлечения макета половинки матрицы соединяют вместе – и она готова к отливке. Для того чтобы матрица не деформировалась весом поступающего в нее расплава, ее окружают металлическим ящиком, который заполняют дробью. Дробь улучшает также и график остывания изделия.
Литьё в оболочковые формы
Основные преимущества метода:
- существенное снижение трудоемкости и времени подготовки формы по сравнению с литьем в землю
- контроль режима остывания изделия
- процесс поддается механизации
Обработка отливок
После застывания металла опоку разбирают или разбивают в зависимости от сложности. Отливку очищают от остатков формовочной смеси, выбивают стержни. После очистки отрезается или отбивается (для чугуна) литниковая система, срезаются прибыли, облой и отливка направляется для последующей обработки.
Технологические особенности литья заготовок с учетом последующей обработки заключаются в том, чтобы, по возможности, размещать обрабатываемые поверхности в нижней части отливки либо вертикально. Такое расположение поверхностей требуется для получения их максимальной чистоты, поскольку сор, шлак или иные посторонние включения обычно скапливаются в верхней части.
Характеристики литейного песка
Качество песка, который применяется для изготовления литейных форм, сильно влияет на качество отливки. Качество песка как формовочного материала для литейных форм определяют следующие пять основных его характеристик:
- прочность;
- газопроницаемость;
- термическая стабильность;
- способность к просадке;
- повторное применение .
Газопроницаемость
Способность песка пропускать сквозь себя захваченные расплавом газы, которые выделяются при затвердевании. Высокая проницаемость может снизить пористость отливки, а низкая проницаемость может дать лучшее качество поверхности. Степень газопроницаемости зависит от размера и формы песчинок.
Термическая стабильность
Способность песка сопротивляться повреждениям, например, растрескиванию, под воздействием тепла расплавленного металла.
Процесс литья
Литье в песчано-глинистые формы включает в себя несколько последовательных этапов:
- Разработка литейной формы, расчет технологии ее изготовления, выполнение чертежей.
- Изготовление натурной модели детали в соответствии с чертежами. Изготовление сопутствующей оснастки.
- Изготовление составляющих частей формы, стержней с применением соответствующих смесей.
- Сборка конструкции и установка стержней, литниковой системы, выполнение прибылей.
- Заливка расплавом металла, выдержка времени на затвердевание и остывание металла.
- Освобождение заготовки, очистка поверхности от остатков формовочной смеси.
- Удаление литников, зачистка облоя, обработка необходимых поверхностей.