Литье алюминия под давлением является одним из востребованных процессов обработки металла, из которого с помощью воздействия высоких температур создают изделия любой нужной (даже самой сложной) конфигурации. Алюминиевое литье под давлением используется на производстве для создания качественных, прочных и надежных деталей, отличающихся неповторимыми свойствами.
Описываемый процесс относится к числу полностью механизированных манипуляций, в ходе которых расплавленный металл подается в специальную разъемную форму под искусственно созданным давлением с помощью поршня, движущегося с достаточно большой скоростью.
Такой способ отливки гарантирует отсутствие усадки и высокий уровень точности выполнения работ. В процесс такого создания деталей практически исключено существование бракованных изделий. Это является одним из важнейших преимуществ описываемого процесса. Созданные таким образом детали и другие изделия нашли применение в:
- приборостроение;
- машиностроение;
- авиастроение.
Алюминий – мягкий, но весьма прочный металл, которые сложно поддается различным видам обработки, но отличается довольно низкой температурой плавления, позволяющей заниматься его литье даже в домашних условиях или в условиях небольшой мастерской. Конечно наиболее точный налаженный процесс возможен при использовании профессионального оборудования, установленного в производственных цехах.
Преимущества алюминиевого литья
Преимущества литья алюминия, изделий, полученных за счет этого метода, ориентированы на особенные характеристики алюминиевого материала. Благодаря его мягкости, податливости при обработке, высоким данным по антикоррозийной стойкости, образованию оксидной пленке (наделяет антикоррозийными свойствами) при взаимодействии с воздухом, литые алюминиевые изделия обретают следующие преимущества:
- сравнительно небольшую массу;
- безопасность, в том числе и экологическую;
- стойкость к температурным перепадам;
- возможностью использоваться в средах с разным уровнем агрессивности, нагружаемости;
- достаточный коэффициент на звукопоглощающие свойства;
- долговечность.
Характеристики продукции корректируются за счет добавления разнотипных добавок с примесями. Изделия получаются с достаточно сложными формами, разного качества, зависящего от технологических характеристик и особенностей метода исполнения литья.
Литье алюминия и сплавов алюминия под давлением
Литье под давлением позволяет получать тонкостенные отливки различной формы и конфигурации с качественным рельефом поверхности практически не требующим механической обработки. Высокая скорость теплоотдачи от отливки к пресс-форме обусловливает необходимость быстрого заполнения (менее 0,1 с.) последней. Такое заполнение обеспечивают специальные литейные машины А711А08, которыми оснащено производство «РОСАЛ». В данных машинах залитый в камеру прессования расплав алюминия под большим давлением (30…100 мн.) и с высокой скоростью (до 100 м/с.) запрессовывается в пресс-форму. Высокие скорости впускного потока способствуют качественному оформлению рельефа отливки.
- Минимальная допустимая толщина стенок алюминиевых отливок – 0,8-1,2 мм;
- Масса производимых алюминиевых отливок – от 5 г до 12 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 3,2-10 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 3-8.
На нашем производстве мы используем различные сплавы алюминия, каждый из которых обладает своими особенными характеристиками и требует соблюдения определённых правил литья. Сплавы на основе алюминия представляют собой сложные системы из двух и более металлов. В алюминиевых сплавах может присутствовать кремний, медь, магний, цинк. Ниже указаны примеры сплавов алюминия, которые могут использоваться для производства разных деталей:
Сплав – система алюминий-магний: АМг6л, АМг7 (АЛ29); Сплав – система алюминий-кремний-магний: АК7, АК12, АК7ч (АЛ9), АК8л, АК9ч; Сплав – система алюминий-медь-магний: Д16 (дюралюминий); Сплав – система алюминий-кремний-медь: АК5М, АК6М2; Сплав – система алюминий-медь: АМ5 (АЛ5);
Возможно изготовление изделий из сплавов алюминия, предложенных заказчиком. Для моделирования литейных процессов используются программы SolidWorks и Pro/ENGINEER. Отливки запускаются в производство только после получения результатов моделирования, подтверждающих, что разработанная литейная технология гарантирует отсутствие каких-либо литейных дефектов.
Для литья применяются алюминиевые сплавы в чушках с гарантированным химическим составом ГОСТ 11069-2001, ГОСТ 1583-93; Во время плавления сплавов алюминия производится очистка специальными флюсами, рафинирование спец присадками, и осуществляется продувка инертным газом. Основные процессы производственного цикла литья автоматизированы, что исключает ошибки ручного производства.
Методы алюминиевого литья
Методы алюминиевого литья очень схожи с литьем из др. цветных металлов. Позволяют получить продукцию с высоким качеством, надежностью. Современная промышленность, совершенствуя навыки, приспособилось использовать следующие 4-е наиболее эффективных метода литья:
- Под высоким давлением. Это самый продуктивный и чаще используемый метод. Проходит под организацией процесса литья под давлением от поршневых машин. Позволяет отливать качественные, прочные алюминиевые изделия. При помощи гидравлических прессов либо поршней, воздействием давления от вырабатываемого устройствами сжатого газа нагнетается необходимый уровень давления в пределах 200 атм. Произведенные отливки с ровной поверхностью, не требуют шлифовки, полировки и прочих дополнительных обработок. Для осуществления процесса задействуют специальные формы с разъемной конструкцией. Так при необходимости достигается отливка деталей с самыми сложными геометрическими формами с высокими техническими характеристиками;
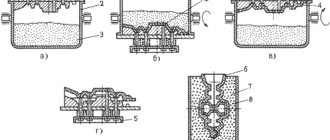
- В кокиль (формы из металла). Этот метод с использованием кокиля — металлоформ с разной конструкцией — разъемной или нет. Формы используются многоразово. Неразъемные подходят для получения изделий с простыми формами. С разъемной конструкцией — вертикальной, криволинейной либо горизонтальной применяются, чтобы отливать детали сложных форм. При этом каждая из частей таких форм соединена друг с другом для обеспечения безопасной подачи алюминия;
- Центробежное. Суть процесса в воздействии центробежных сил, формирующих отливки во время свободной заливки расплавленного алюминия. В качестве форм применяют вращающиеся изложницы с горизонтальной либо вертикальной осью перемещения. Плюсом метод — получение отливок с правильной геометрической свободной поверхностью;
- В гипсовые формы. Это метод с применением макетов из парафина либо пенопластов. Макеты, заливаемые гипсом, после при высоких температурах высушиваются, расплавляются, сливаются в отверстия.
Каждый из методов с достаточной экономичностью, своей целесообразностью. Отличаются друг от друга скоростью получения отливок, надежностью, точностью.
Точность отливок
Способ литья подбирается в зависимости от производственных условий. В первую очередь учитываются характеристики от заказчика изделия к его качеству. Кроме того, в учет берут технические возможности того или иного метода, производственные мощности с экономической целесообразностью. Примерно процентов 70-80 всех изготавливаемых отливок выполнены либо литьем в кокиль, либо под давлением. Эти методы с меньшими затратами на сырьевой материал, экономически обоснованы, целесообразны с точки зрения производства деталей с более оптимальными показателями на точность.
Чтобы методы литья алюминия были наиболее точными, технологии предусматривают конкретные типы контроля. На его характеристики влияют 3-и категории на ответственность. Первая — для изделий продолжительных сроков эксплуатации. Их применяют в неблагоприятных условиях, подвергают значительным силам нагрузок, включая напряжение. Такая продукция проходит строгий в индивидуальном порядке контроль по качеству. Вполне возможны: рентгенопросвечивание, флуоресцентный мониторинг или вихретоковый осмотр. Вторая категория для продукции, работающей в средах с меньшими значениями нагруженности. Они изготавливаются под эксплуатирование с нормальными условиями. Проходят выборочный контроль, например, на допустимую прочность с использованием рентгенопросвечивания. Третья категория для эксплуатации в средах, оказывающих небольшую нагрузку. Детали контролируют лишь по твердости без просвечивания рентгеном.
Литьё алюминия и алюминиевых сплавов в кокиль
Кокиль представляет собой форму многоразового использования (до 10 000 заливок) и идеально подходит для организации серийного и крупносерийного производства. Основные операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200—300°С, покрытие рабочей полости новым слоем облицовки, установка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление готовой отливки.
Общие требования к отливкам, получаемых в кокилях, — это обтекаемая конфигурация без острых углов, резких переходов от одной поверхности к другой, без высоких ребер и выступов, глубоких отверстий и карманов.
- Минимально допустимая толщина стенок алюминиевых отливок – 3 мм;
- Масса производимых алюминиевых отливок – от 20 г до 50 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 4 — 20 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 6-10.
Виды литейных алюминиевых сплавов
Все литейные сплавы алюминия можно условно разделить на несколько основных групп:
- Высокопрочные и жаропрочные сплавы. Наиболее распространенным материалом из этой группы можно назвать алюминиевый сплав АЛ19. Его легируют путем добавления титана, за счет чего придаются более высокие механические свойства. Добавление легирующих элементов может проводится при низких или комнатных температурах. Жаропрочность определяет то, что механические свойства и линейные размеры остаются неизменными даже при нагреве состава до температуры 350 градусов Цельсия. Сплавы этой группы хорошо свариваются, а также обладают высокой обрабатываемостью. Стоит учитывать, что за счет легирования коррозионная стойкость относительно невысокая. Существенно повысить прочность можно путем закалки или старения. Подобные марки литейных алюминиевых сплавов широко используются при литье крупногабаритных отливок по песчаной форме.
- Конструкционные герметичные алюминиевый сплав обладают более высокими литейными свойствами. Распространенные марки: АЛ4 и АЛ9. Также следует отметить достаточно высокую коррозионную стойкость. Стоит учитывать тот момент, что термическая обработка в этом случае не проводится. При закалке или старении эксплуатационные качества не улучшаются. Хороший комплекс технологических свойств определяет популярность алюминиевого сплава.
- Коррозионностойкие металлы. К данной группе относится маркировка АЛ27 и АЛ8. Следует учитывать, что подобный тип металла обладает высокой стойкостью к воздействию повышенной влажности. Высокая коррозионная стойкость во многих агрессивных средствах существенно расширяет область применения металла. Кроме этого, структура определяет хорошую свариваемость и обрабатываемость резанием. Однако отметим, что металл обладает низкой жаропрочностью – структура не может выдержать воздействие температуры выше 80 градусов Цельсия. За счет легирования снижаются и литейные свойства. Исключением можно назвать сплав АЛ24, основные свойства которого сохраняются при температуре до 150 градусов Цельсия.
Последняя группа сплавов получила достаточно широкое распространение при изготовлении корпусов и деталей, на которые оказывается воздействие морской воды. Из-за высокой концентрации соли на поверхности довольно часто образуется коррозия.
К литейным сплавам принято относить составы, в которых есть от 10 до 13% кремния. Довольно часто в состав добавляются магний, медь и другие присадки, способные существенно повысить прочность. Также в состав добавляют титан и цирконий. В свою очередь, марганец может существенно повысить антикоррозионные свойства.
Несмотря на то, что в большинстве случаев железо и никель считаются вредными примесями, в данном случае они добавляются для существенного повышения жаропрочности.
Рассматривая маркировку отметим, что для этого применяется обозначение от АЛ2 до АЛ20. Эти материалы сегодня еще называют силуминами. Их химический состав, от которого зависят механические качества, может существенно отличаться. Именно поэтому следует подробно рассматривать состав каждой марки.
Устройства
Машины для литья алюминия под давлением отличаются рядом особенных технических характеристик. Зная некоторые параметры и выбирают наиболее подходящее оборудование, на котором предстоит работать:
- Производительность. Стоимость машины для литья алюминия под давлением напрямую зависит от того, сколько деталей она способна изготовить за один час и при использовании в производственном режиме за 8–10 рабочего времени. Чем выше производительность, те выше стоимость машины.
- Масса отливок. Этой характеристики зависит и то какими насосами, двигателями поршнями с наконечниками должно быть укомплектовано устройство.
- Габариты и вес оборудования. Выбор полностью зависит от размера производственного помещения и общих производственных площадей.

Машины, предназначенные для литья алюминия под давлением, имеют непосредственное отношение к крупногабаритной производственной технике, хотя современные производители предлагают и оборудование, созданное для использования на мини-заводах. Большую роль в выборе играет стоимость машины. Она основана на совокупности всех выше перечисленных качеств, которыми должно обладать оборудование, используемое как в производстве, так и в условиях небольшой мастерской.
Большинство современных моделей машин для литья алюминия под давлением оснащены компьютерным блоком, многочисленными датчиками, способными считывать и анализировать данные о выполнении операций, высококлассной гидравлической системой. Сделать правильный выбор можно только сопоставив возможности приобретаемого оборудования и потребности пользователя.