- Доклады и сообщения
- География
- Литье металлов
Металл, как известно многим, способен принимать ту форму, которую предложит ему человек. Этот факт был замечен ещё в древние времена. Возможность использовать железо для плавления различных фигурок, состоялось благодаря метеоритом. Метеоритное железо осени мягкое и легко подвергайся обработке, поэтому основы литья были изучены уже очень давно.
В России, литьём из металла занимаются одни из самых почетных жителей. Таким образом, к этому ремеслу были приписаны такие грандиозные сооружения как «Царь-колокол», «Царь-пушка». Оба памятника, несмотря на свои названия, никогда не были замешаны в боевых делах.
Металл, подходящий для литья:
Важнейшее свойство для металла, которое необходимо присутствовать — текучесть. Из одной ёмкости в следующую, расплавленный металл должен перетекать с легкостью, заполняя все пространство. Если металл не будет обладать таким свойством, то мастерам будет намного сложнее справиться с ним. Он просто не будет успевать заполнять все промежутки, находящиеся в форме и будет застывать. Одним из самых «удобных» металла является чугун. Этот сплав обладает идеальной текучестью.
Начало:
Для начала, необходимо расплавить чугунные заготовки в особых печах. Если требуется единственная форма, то сплав в неё заливают особым ковшом. Если же необходим большой объём фигурок, то для этого используют ленту, которая автоматически продвигается. После процесса, в дело приступают шлифовальные машины при помощи которых снимаются окалины.
Литье под давлением:
Во-первых, для осуществления данного способа литья, необходимы специальные формочки. Во-вторых, будет нужно нагнетающее оборудование. Один из главных плюсов способа — повышенная производительность. Количество товара расходуется намного меньше, чем во время использования обычной техники. Сложность метода заключается в том, что во время отделения самого изделия от фигуры, возможна техническая травма. И ещё, минус присутствует в том, что нельзя создавать изделия с тонкими стенками. Причина заключается в том, что большой слой не сможет застыть равномерно.
Вариант №2
Литье металлов не простой, но весьма интересный процесс. Его суть в том, что бы расплавленный металл заливать в специальные формы. По мере того как металл охлаждается, он затвердевает и приобретает форму готового изделия.
Любой металл, возможно, расплавить и использовать для литья, но далеко не все металлы обладают одинаковыми литейными свойствами. Эти свойства напрямую зависят от структуры металла и его химического состава.
Основные литейные свойства металлов.
Жидкотекучесть – это способность жидкого металла заполнить литейную форму и воспроизвести ее контуры и поверхность
Кристаллизация — переход металла из жидкого состояния в твердое, с образованием структуры. Этот процесс напрямую зависит от формы, температуры заливки и структуры металла.
Усадка. Свойство металла заключается в том, что после охлаждения и затвердевания он уменьшает свои размеры и объем.
Существует следующие виды литья:
Один из самых древних способов – это литье в землю. Считается, весьма, трудоемким, но при этом дешевым способом. Изготавливается специальная деревянная модель будущей отливки и формовочная смесь, которая содержит землю. В готовую литейную форму заливается расплавленный металл. Остывшую заготовку отделяют от формы и шлифуют.
Литье в кокиль. Этот способ состоит в том, что в особую форму заливается металл, где он достаточно быстро остывает и можно в короткие сроки получить готовое изделие. Литейная форма называется кокиль, и состоит из двух частей, которые соединяются стержнем. Этот способ удобно использовать для металлов с высокой жидкотекучестью.
Литье под давлением. Литейная форма заполняется металлом с помощью поршня, либо под высоким давлением воздуха. Такой способ позволяется изготавливать достаточно точные изделия, которые требуют в дальнейшем минимум шлифовки.
Статическая заливка. Расплавленный металл заливается в неподвижную форму и находится там до полного затвердения.
В наше время литье металлов стало автоматизированным процессом и широко использующимся в производстве. Литье используется для изготовления, как крупных, так и мелких деталей, как с простыми, так и сложными формами изделий. Этот процесс довольно популярен в силу возможности его всестороннего применения и использования в массовом производстве.
Области применения
Технологический процесс литья металлов отличается востребованностью, так как его применение позволяет производить разнообразную продукцию высокого качества, не прибегая к громоздкому оборудованию и огромному количеству работников.
Этот способ производства используется для создания и выпуска различных металлических изделий, которые, в свою очередь, широко применяются в следующих отраслях:
- автомобилестроительной;
- авиационной;
- машиностроительной;
- электротехнической;
- медицинской (в частности — стоматологической и ортопедической);
- ювелирной и т. д.
На современном рынке металлопромышленности эта производственная технология пользуется высочайшим спросом. Более того, литье металлов входит в топовую десятку лучших мировых технологий, наиболее эффективных и самых применяемых.
Доклад на тему Литье металлов по физике
Металлы благодаря своим свойствам пользуются спросом в промышленности. Для того, чтобы уменьшить процесс окисления, они применяются в виде сплавов с добавлением элементов, которые придают им дополнительные свойства: пластичность, нужную структуру, вес, плотность, долговечность: сурьма, магний, сера, фосфор, хром, никель, ванадий, алюминий, кремний. В производстве используются в основном чугунный сплав, состоящий из железа с углеродом более чем 2,14%, и сталь, в состав которой входит железо не менее 45% и углерод до 2,14%. Различное процентное содержание состава сплава определяется необходимыми свойствами получаемых деталей.
Используются в:
- автомобилестроении,
- машино- и приборостроении,
- стоматологии.
Изготовлении деталей методом литья:
- Статический, при котором расплавленный металл заполняет закрепленную форму. При охлаждении застывает и вынимается. Получаются отливки простейшей конфигурации.
- В металлические формы (кокиль);
- Отливка под давлением,
- В оболочковые формы,
- В выплавляемые модели.
Кокильное литье.
Технологический процесс состоит из заливки металла при температуре плавления в форму кокиль без принудительного давления. Форма состоит из двух частей, которые соединяются замками. Внутренняя полость кокиля очищается и покрывается слоем огнеупорной краски, для предохранения внутренней поверхности от соприкосновения с расплавами. В конце процесса, чтобы вынуть готовое изделие форма охлаждается либо естественным путем, либо принудительно. Все элементы конструкции чугунные или стальные.
Достоинства метода:
- стабильные характеристики свойств отливок.
- доступно получение сложных конфигураций изделий.
- реальное создание автоматизированного процесса из-за редкой замены кокиля. Не тратится время на операцию.
- достаточно экологически чистое производство.
Недостатки:
- Быстрота охлаждения не подходит всем изготовляемым деталям.
- Выгодно использовать процесс только для больших объемов выпускаемых изделий, чугунный кокиль 20 крупных и 400 небольшого размера изделий за год.
Отливка под давлением.
Принцип процесса – формирование отливки под давлением в интервале 7 – 700 МПа. Пресс-поршень двигает горячий сплав в полость формы. Затем отливки затвердевают и выталкиваются. Детали получаются с характеристиками, близкими к заданным значениям.
Преимущества метода:
- Большой выпуск изделий за единицу времени.
- Удешевление производства за счет длительного использования одной формы. Отработанные части конструкции подвергаются переплавке. Получается работа без отходов.
Недостатки:
- Нельзя выполнять изделия сложной конструкции, при вынимании из рабочей камеры, они деформируются.
- Невозможность сделать отливки больших размеров.
Литье в выплавляемые модели.
В технологическом процессе используются одноразовые формы из керамики или неметаллов парафина и стеарина. Кокиль делается по модели, которая растворяется или выжигается.
Форма нагревается до высокой температуры и наполняется сплавом. По окончании операции готовые детали выбиваются специальным толкателем.
Достоинства:
- Получение изделий из любых сплавов, разных размеров, с заданной точностью.
- Небольшое количество потерь металлов, снижение материалоемкости.
- Используется в небольших производствах.
Недостатки:
- Необходимость применения ручного труда.
- Разнообразие применяемых материалов.
Литье в оболочковые формы.
Принцип метода:
На нагретую чугунную модель с температурой 230-315 градусов накладывается приготовленная смесь различных элементов.
Элементы спекаются и получается форма, которая освобождается от модели специальным толкателем.
Оболочки либо скрепляются между собой зажимом или склеиванием для совместного использования. Могут применяться в единичном варианте.
Достоинства метода:
- Уменьшение затрат труда.
- Можно сократить расходы материалов, металла.
- Небольшой процент брака на выходе.
Недостатки:
- Форма предназначена только на одно литье.
- Дорогая формовочная смесь.
- Большой процент выделения вредных газов.
8 класс
Оборудование и формы
В качестве плавильного оборудования в литейных производствах предусматриваются дуговые или индукционные электропечи. Вид оборудования определяется металлами, с которыми работает литейный цех/участок: электродуговые печи идеально подходят для работы со сталью или чугуном, в то время как литейный цех, специализирующийся на меди, с большей вероятностью использует индукционную печь. Печи могут варьироваться в размерах: от небольшого настольного оборудования до тех, что весят несколько тонн.
Современные литейные производства механизированы. Механизации подвергаются практически все операции цикла: от производства стержней до собственно литья. Формовочные машины применяют при серийном производстве отливок. Ручная формовка распространена лишь в малых ремонтных производствах.
В состав основного оборудования включают:
- Плавильные печи;
- Заливочные ковши;
- Загрузочно-транспортное оборудование — погрузчики, краны, конвейеры и пр.
- Средства управления и автоматики.
Электродуговая печь работает по принципу периодического плавления. Металл расплавляется путем подачи электрической энергии внутрь печи через графитовые электроды. Дополнительная химическая энергия подается кислородно-топливными горелками. Кислород вводят для удаления примесей и другого растворённого газа. Когда металл расплавляется, шлак образуется и плавает к верхней части расплава; шлак, который часто содержит нежелательные примеси, удаляется перед выводом.
Индукционная печь передает электрическую энергию методом индукции, когда высоковольтный электрический источник индуцирует низкое напряжение при большом токе во вторичной катушке. Индукционные печи способны работать при минимальной потере сырья, однако больше используются при производстве отливок из цветных металлов и сплавов.
Все литейное оборудование специально разрабатывается для надежной работы при повышенных температурах. Доминирующими тенденциями при производстве данной техники являются масштабность, автоматизация, оперативная отделка отливок, повышенные безопасность и эффективность.
Какие смазочные материалы применяются? Выбор зависит от марки материала и метода литья. Исходный концентрат в жидком виде должен быть водорастворимым, а в твёрдом виде используются термостойкие пасты.
Популярные темы сообщений
- Интерьер кухни
Каждый человек после напряженного учебного или рабочего дня спешит к себе домой, чтобы отдохнуть и заняться ежедневными делами. Одно из помещений, которое имеет место в каждой квартире, имеет особое назначение. - Мама
Мамочка… Это слово излучает доброту и нежность. Оно такое теплое, как мягкий плед в холодную пору, как чашечка горячего чая после долгой зимней прогулки. Мамочка — это самый родной мне человечек. Она для меня самая добрая, - Потребности семьи
У каждого человека есть потребности, потребность в пище, общении и так далее. Однако рассматривал ли кто-нибудь каждую потребность отдельно? Что может быть, если отказаться от одной из потребностей не без известного треугольника Маслоу?
Подбор специалистов
Эта профессия предполагает производство чугунных, стальных или цветных металлических деталей различными процессами литья, а также периодическое проведение испытаний материалов с целью обеспечения качества. Специалист современного литейного цеха – обрубщик, плавильщик, формовщик — должен знать различные типы пресс-форм и материалов, обработку литейных инструментов, химические процессы, происходящие во время литья.
Профессиональная подготовка включает в себя:
- Теоретическое профессиональное обучение;
- Практику в компании непосредственно на рабочих местах;
- Стажировку или прохождение курсов переподготовки.
Последний этап предназначается для специалистов литейного производства, желающих повысить свою квалификацию. Среди них могут быть операторы производства, инженеры, менеджеры, металлурги, персонал подразделений, обеспечивающих качество, специалисты по охране труда.
В обязательную программу подготовки или переподготовки входят:
- Основы металлургических процессов (материалы, термодинамика).
- Виды оборудования.
- Вторичные металлургические процессы (заливка, перемешивание металла, охлаждение).
- Пресс-формы, их проектирование и обслуживание.
- Дефекты литья.
- Моделирование литейных процессов.
Откуда идут поставки сырья и оборудования
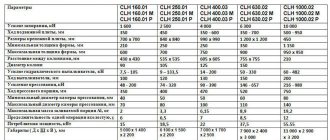
В качестве основных химических компонентов применяются ферросплавы, соли щелочных металлов, борная кислота, бентонит и др. Основные поставщики и условия поставки представлены в таблице:
| Поставщик | Наименование сырья | Ориентировочная цена |
| МПИ (Челябинск) | Ферросплавы | 45…80 руб/кг |
| DOMINIK GEORG LUH TECHNOGRAFIT GMBH (Германия), Екатеринбург | Графитовые электроды | 400…600 руб/т |
| BW KUNSTSTOFFE E.K. (Германия), Бийск, белгород | Литейные электропечи | По запросу |
| SMO Crl (Италия) | Пресс-формы | 20000…30000 |
| SBM InfiSPA (Италия) | Механическое и загрузочное оборудование | 80000…120000 |
Используется отечественное сырьё, а также поставляемое из Китая, Швеции, Украины.