Отливка — продукция, полученная способом заливки жидкого сплава в литейные формы, в которых, после охлаждения и затвердения, происходит формирование. Она может быть полностью законченным изделием либо требовать дальнейшей механической обработки.
Подразделяется на следующие виды:
- полуфабрикаты – это чушки, которые в дальнейшем требуют прохождения процесса переработки;
- слитки, обработка которых проводится давлениям;
- фасонные отливки – обрабатываются с помощью резания;
- готовая продукция, которая не требует никакой механической обработки, только очищается либо окрашивается декоративной краской.
Для получения отливок используется множество разновидностей металла и сплавов, стекло, пластмасса, воск и другой исходный материал. Около 80% заготовок получаются методом литья в песчаные формы, но полученная таким образом отливка перед отправкой заказчику требует обязательной обработки.
Литейное производство позволяет получить заготовки высокой точности даже с самой сложной конфигурацией, при этом пропуски, требующие обработку — незначительные. Технология получения отливок выбирается с учетом их размеров и способа производства.
Разделяют три группы получения отливок:
1) в разовых формах;
2) по растворяемым моделям;
3) отливка в формах полупостоянного и комбинированного типа, сделанных из огнеупорных материалов:
Это основные виды литья, но на практике применяются и комбинированные варианты.
Немного истории

Важнейшую особенность железа принимать, застывая, «предложенную» ему форму, человек заметил еще в древнейшие времена. Сегодня практически все ученые предполагают, что первоначальное знакомство человека с металлом состоялось благодаря метеоритам. Метеоритное железо было плавким, его было легко обрабатывать, так что основы литья некоторые зарождающиеся цивилизации изучали еще очень давно.
В нашей стране литье металла испокон веков было делом уважаемым и почетным, к этому ремеслу люди всегда относились с большим уважением. Широко известны «Царь-пушка» и «Царь-колокол», являющиеся шедеврами литейного мастерства русских мастеров, пусть даже один из них никогда не звонил, а второй – не стрелял. Уральские же литейщики в царствование Петра Первого приобрели особую известность в качестве поставщиков надежного оружия для армии. Впрочем, этот титул они вполне по праву носят и сейчас. Прежде чем мы рассмотрим основные виды литья металлов, необходимо сказать несколько слов о требуемых характеристиках сырья.
Каким должен быть металл для литья
Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.
Неудивительно, что именно чугун стал излюбленным материалом литейщиков. А все потому, что у этого сплава превосходная текучесть, из-за чего работать с ним относительно просто. Сталь далеко не столь текуча, а потому для полного заполнения формы (чтобы не было каверн и пустот) приходится прибегать к самым разным ухищрениям.

В простейшем случае, когда требуется домашнее литье металла, сырье расплавляют и маленькими порциям выливают в воду: так, в частности, можно изготовить грузила для рыбалки. Но данный метод сравнительно широко используется даже в оружейной промышленности! С вершины специальной башни, по очертаниям напоминающую градирню, также дозировано начинает выливаться расплавленный металл. Высота сооружения такова, что до земли долетает идеально сформованная капелька, уже остывшая. Именно так производится в промышленных объемах дробь.
«Земляной» метод литья
Наиболее простым и древним способом является литье металла в землю. Но «простота» его — относительно условное понятие, так как работа эта требует предельно кропотливой подготовки. Что под ней подразумевается?
Сперва в модельном цехе делается полноразмерная и максимально подробная модель будущей отливки. Причем размер ее должен быть несколько больше того изделия, которое должно получиться, так как металл при охлаждении будет оседать. Как правило, модель делают разъемной, из двух половинок.
Как только с этим покончено, готовят специальную формовочную смесь. Если у будущего изделия должны быть внутренние полости и пустоты, то придется готовить еще и стержни, а также дополнительный формовочный состав. Они должны временно заполнить те участки, которые в готовой детали «пустуют». Если вас интересует литье металлов в домашних условиях, обязательно помните об этом обстоятельстве, так как в противном случае уже заполненную опоку может попросту разорвать давлением, причем последствия этого могут оказаться самыми печальными.
Основные способы литья металлов
Литье в землю
Традиционный способ. Изготавливается простая или составная модель из дерева или других модельных материалов, потом по модели делается матрица из песчано-глиняной смеси. Подробнее об этом способе читайте в соответствующей статье.

Технология литья в землю
Модель извлекают из формы, части ее собирают вместе, создают литниковую систему. Форму накалывают тонкими острыми иглами, чтобы обеспечить газоотведение. Производят отливку, ждут ее остывания,
Литье в металлические формы
Разъемную форму, называемую кокилем, изготавливают из металлических деталей. Части матрицы получают путем отливки или, если требуется обеспечить высокое качество поверхности и точность размеров, путем фрезерования. Формы смазывают антипригарными составами и производят заливку.

Литье в металлические формы
После остывания кокили разбирают, извлекают отливки, очищают. Металлическая матрица выдерживает до 300 рабочих циклов.
Литье по газифицируемым моделям
Модель выполняется не из дерева или воска, а из легкоплавкого и газифицируемого материала, преимущественно полистирола. Модель остается в форме и испаряется при заливке металла.
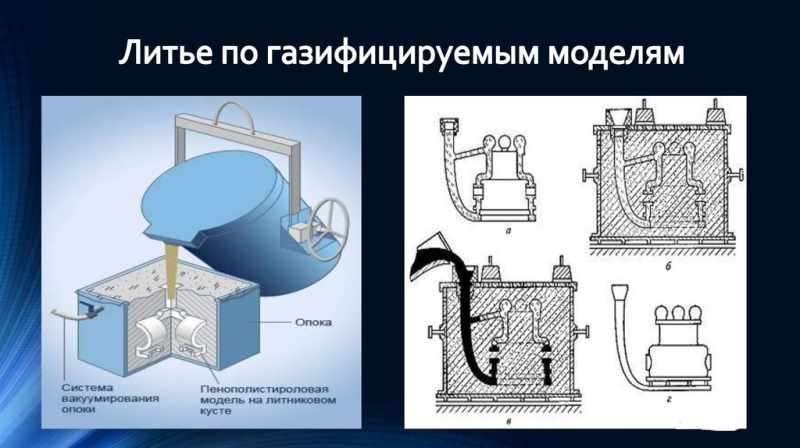
Литье по газифицируемым моделям
Преимущества способа:
- модель не требуется извлекать из матрицы;
- можно изготовлять модели сколь угодно сложных отливок, не нужны сложные и составные формы;
- существенно снижена трудоемкость моделирования и формования.
Литье по газифицируемым моделям приобретает большую популярность на современных металлургических производствах.
Из чего изготавливаются формовочные смеси?
Основой служат различные сорта песков и глин, а также связующие составы. В их роли могут выступать масла натуральные и синтетические, олифа, смола, канифоль, да хоть деготь.
Далее наступает время формовщиков, в задачу которых входит изготовление литейных форм. Если объяснять проще, то делается это так: берется деревянный ящик, в него кладется половинка от формы (она же разъемная), а промежутки между стенками модели и формы забиваются формовочным составом.
То же самое делают со второй половиной и скрепляют обе части штырями. Важно заметить, что в ту часть формы, которая при заливке окажется наверху, вставляют два специальных конуса. Один из них служит для заливания расплавленного металла, второй – для выхода расширяющихся газов.
Особенности литья металлов
По сравнению с другими материалами, такими, например, как воск или гипс, литье металлов отличается некоторыми особенностями. Первая из них — высокая температура перехода из твердое в жидкое состояние. Воск, гипс и цемент затвердевают при комнатной температуре. Температура плавления металлов гораздо выше — от 231 °C у олова до 1531 °C у железа. Перед тем, как приступить к литью металла, его необходимо расплавить. И если олово можно расплавить в глиняной плошке на простом костре из подобранных рядом сучьев, то для плавления меди, не говоря уже о железе, понадобится специально оборудованная печь и подготовленное топливо.

Олово

Свинец
Олово и свинец — самые мягкие и легкоплавкие металлы — можно отливать даже в деревянные матрицы.
Для литья более тугоплавких металлов потребуются формы из смеси песка и глины. Некоторые металлы, как, например, титан, требуют для литья металлические формы.
После заливки изделию требуется остыть. Многоразовые матрицы разбирают, одноразовые формы разрушают, и отливка готова к дальнейшей механической обработке или к использованию.
Окончание подготовительного этапа
А сейчас наступает время едва ли не для самой ответственной части операции. Опоки очень аккуратно разъединяют, стараясь не допускать нарушения целостности формовочной смеси. После этого в земле остаются два четких и подробных отпечатка будущей детали. После этого их покрывают особой краской. Делается это, чтобы расплавленный металл не вступал в непосредственное соприкосновение с землей формовочной смеси. Этого технология литья металлов допускать не должна, так как в противном случае качество готового изделия может значительно ухудшаться.
Если в этом есть необходимость, в это же время прорезается дополнительный литниковый проход, необходимый для заливки расплава. Опоки вновь складывают и максимально прочно соединяют. Как только формовочная смесь слегка подсохнет, можно приступать к литью.
Начало литья

Сперва в вагранках, то есть специальных печах, расплавляют чугунные заготовки. Если же требуется отливать сталь, то сырье плавят в доменных, мартеновских, инверторных и прочих печах. Чтобы привести в состояние расплава цветные металлы, используют специализированные плавильные устройства.
Все, можно приступать к литью. Если форма одна, то расплав туда вливают ковшом, в индивидуальном порядке. В остальных же случаях, как правило, организуется конвейер: или лента с заготовками идет под ковшом, или же ковш движется над рядами опок. Здесь все зависит исключительно от организации производства. Когда приходит время и металл остывает, его вынимают из формы. В принципе, этот метод идеален в тех случаях, когда требуется литье металлов в домашних условиях (для кузни, например). Чего-то более совершенного в таких условиях добиться все равно не получится.
Пескоструйными или шлифовальными машинами с готового изделия снимается окалина и приставшая формовочная смесь. Кстати говоря, этот метод активно применялся при производстве танков во время Великой Отечественной войны. Именно так производили литые башни, причем простота и технологичность данного процесса позволяла выпускать огромное количество боевых машин, которые были так нужны фронту. Какие еще существуют виды литья металлов?
Как рассчитывается цена кованых и литых дисков на металлолом?
Каждая компания по скупке цветмета устанавливает свои условия и правила приема штампованных, кованных и литых дисков на лом. Различается и ценовая политика. Но, несмотря на разницу, существуют и общие критерии, с учетом которых рассчитывается цена металлолома. Итак, факторы, которые могут повлиять на стоимость цветных металлов:
- процентное содержание алюминия, титана или магния в сплаве;
- наличие или отсутствие следов краски, горюче-смазочных материалов, резины и других загрязнений;
- общая ситуация на мировом рынке;
- объем партии.
Цена рассчитывается только после химического анализа лома литых дисков, который проводится специалистами пункта приема с помощью специальных инструментов, например анализаторов.
Литье в кокиль
Но ныне используют намного более совершенные и технологичные способы производства литой продукции. Например, литье металла в кокиль. В принципе, этот способ во многом напоминает описанный нами выше, так как и в этом случае используются литейные формы. Только при этом они металлические, что значительно упрощает процесс крупносерийного производства.
Итак, в две половинки вставляют конусы и стержни (для заливания металла и образования пустот), а затем накрепко скрепляют их друг с другом. Все, можно приступать к работе. Особенность данного способа в том, что здесь расплавленный металл чрезвычайно быстро застывает, есть возможность принудительного охлаждения форм, а потому и процесс выпуска идет значительно быстрее. При помощи одного только кокиля можно получить сотни, а то и тысячи, отливок, не тратя при этом много времени на индивидуальную подготовку форм и формовочных смесей.
Основы литейного производства
Литьё является одним из важнейших и распространенных способов изготовления заготовок и деталей машин. Масса литых деталей составляет около 60 % от массы тракторов и сельскохозяйственных машин, (70… 85) % от массы прокатных станов и металлорежущих станков.
Сущность процесса литья
заключается в том, что расплавленный металл определенного химического состава заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовки или готовой детали, называемые отливками, извлекают из формы.
Для получения отливок высокого качества литейные сплавы должны обладать определенными литейными свойствами: хорошей жидкотекучестью, низкой усадкой, иметь химическую однородность структуры, низкую температуру плавления и т.д.
Большую часть чугунных и стальных отливок получают методом литья в песчано-глинистые формы (до 60 % общего объема). Для получения отливок с высокой точностью (минимальными припусками на механическую обработку) и шероховатостью поверхности, однородной структурой металла применяют специальные способы литья: литье в металлические формы (кокили), центробежное литье, литье под давлением, литье по выплавляемым моделям, литье в оболочковые формы и т. д.
Основными преимуществами литья
перед другими способами получения заготовок и деталей являются:
а) возможность получения заготовок и деталей различной конфигурации, из различных металлов и сплавов;
б) возможность получения фасонных изделий сложной конфигурации (полых, объемных и т. д.), которые невозможно и экономически нецелесообразно изготавливать другими методами (например, резанием – большой расход металла в стружку, значительные затраты времени и др.);
в) универсальность технологий – возможность изготовления заготовок от нескольких граммов до сотен тонн;
г) возможность переработки отходов производства и брака:
д) относительная простота получения и низкая стоимость отливок.
Наряду с достоинства литье имеет и недостатки
:
а) трудность получения однородного химического состава отливки;
б) точность и качество поверхности детали ниже, чем при обработке её резанием или пластическим деформированием;
в) неоднородность состава и пониженная плотность материала заготовок, а следовательно, их более низкие, чем заготовок, полученных обработкой давлением, прочностные характеристики.
Основными направлениями развития литейного производства
являются: реконструкция и модернизация имеющегося оборудования; замена устаревшего оборудования высокопроизводительными литейными автоматами и полуавтоматами, робототехническими комплексами; снижение материалоемкости продукции машиностроительного комплекса путем увеличения доли литья из легированных сталей и высокопрочного чугуна, а также точного литья.
Основными технико-экономическими показателями работы литейных цехов являются: годовой выпуск отливок в тоннах; выпуск отливок на одного производственного работающего; съем литья с одного квадратного метра производственной площади цеха; выход годного металла; доля брака литья; уровень механизации и автоматизации; доля литья получаемого специальными способами; себестоимость одной тонны литья.
А) Литье в песчано-глинистые формы
Литейную форму, имеющую полость, в которую заливают расплавленный металл, изготавливают из формовочной смеси по модели. Модель — это приспособление для получения в форме рабочей полости будущей отливки. Модели могут изготавливаться из дерева, пластмассы или металла, размеры их должны быть больше размеров отливок на величину усадки металла и величину припуска для последующей механической обработки.
Формовочные смеси для литейных форм и стержней состоят из кварцевого песка, специальной глины, воды и ряда добавок (льняного масла, канифоли, декстрина, жидкого стекла, деревянных опилок или торфяной крошки), обеспечивающих газопроницаемость и пластичность смеси. При изготовлении формы формовочную смесь, увлажненную и тщательно перемешанную, засыпают в нижнюю опоку, предварительно установив модель отливки (рис.1). Затем смесь уплотняют вручную различными приспособлениями или на специальных формовочных машинах. После уплотнения смеси модель извлекают из нижней опоки. Аналогичным образом уплотняют смесь и в верхней опоки, предварительно установив в нее, помимо модели отливки, модель литниковой системы, образующую каналы для заливки жидкого металла в полость литейной формы. Литниковая система состоит из литниковой чаши, вертикального стояка, шлакоуловителя, питателя и выпора. Литниковая система должна обеспечивать плавное поступление расплавленного металла в форму и отвод газов из формы.
Затем, установив стержни в форму, производят её сборку: верхнюю опоку устанавливают на нижнюю и фиксируют опоки штырями. В таком виде (рис. 1) форма готова к заливке расплавом.
Плавку металла выполняют в различных плавильных устройствах. Чугун плавят в вагранках, сталь — в конверторах и электропечах, цветные металлы и их сплавы — в электрических печах и тиглях. Температуру расплавленного металла доводят до температуры заливки, т.е. на 100…150 С выше температуры плавления сплава.
После заливки расплава в литейную форму и его охлаждения, отливки выбивают из формы и очищают от формовочной смеси вручную, на вибрационных решетках или дробеструйных установках. Обрубку элементов литниковой системы выполняют дисковыми фрезами, ленточными пилами, на обрезных прессах, газопламенными или плазменными резаками. Зачистку отливок от заусенцев и заливов выполняют абразивными кругами.
Перед отправкой в механические цехи стальные отливки обязательно подвергаются термической обработке – отжигу или нормализации – для снятия внутренних напряжений и измельчения зерна металла. В отдельных случаях термической обработке подвергаются отливки и из других сплавов.
Преимуществом литья в песчано-глинистые формы является невысокая стоимость формовочных материалов и модельной оснастки. Однако этот способ литья является более трудоемким в сравнении с другими. Кроме того, литьё в песчано-глинистые формы обеспечивает малую точность размеров и большую шероховатость поверхности.
Б) Специальные способы литья
Специальные способы литья по сравнению с литьем в песчано-глинистые формы позволяют получать отливки более точных размеров с хорошим качеством поверхности, что способствует: уменьшению расхода металла и трудоемкости механической обработки; повышению механических свойств отливок и уменьшению потерь от брака; значительному снижению или исключению расхода формовочных материалов; сокращению производственных площадей; улучшению санитарно-гигиенических условий и повышению производительности труда.
К ним относят литьё: в постоянные металлические формы (кокиль); центробежное; под давлением; в тонкостенные разовые формы; по выплавляемым моделям; корковое или оболочковое; электрошлаковое литьё.
Литье в оболочковые формы.При этом способе литья применяют специальные оболочковые формы, изготавливаемые из кварцевого песка (92…95 %) и термореактивной синтетической смолы (5…8 %). Песчано-смоляную смесь готовят перемешиванием песка и измельченной порошкообразной смолы с добавкой растворителя (холодный способ) или при температуре 100…120 С (горячий способ), в результате чего смола обволакивает (плакирует) зерна песка. Затем смесь дополнительно дробиться до получения отдельных зерен, плакированных смолой, и загружается в бункер.
Изготовление оболочковых форм производят следующим образом (рис. 2.). Металлическую модель, нагретую до 200…300 С, покрывают слоем теплостойкой смазки (силиконовая жидкость) и помещают в бункер, затем засыпают формовочной смесью и выдерживают 10…30 с. За это время происходит предварительное спекание оболочки на модели. Потом с модели удаляют излишки сыпучей формовочной смеси и вместе с оболочкой выдерживают в печи 1…3 мин. при температуре 300…375 С. При этом происходит окончательное спекание оболочки толщиной 7…15 мм. После охлаждения, благодаря разделительному слою теплостойкой смазки, оболочка легко снимается с модели. Выполненные таким образом отдельные части формы и литниковую систему собирают, склеивая по плоскостям разъемов и скрепляя скобами или струбцинами. Изготовление и сборка оболочковых форм легко механизируется и автоматизируется.
В отличие от литья в песчано-глинистые формы литье в оболочковые формы обеспечивает большую точность размеров и меньшую шероховатость. Припуск на механическую обработку составляет 0,5…3 мм. Однако ограниченная масса отливок (до 250…300 кг) и более сложная технологическая оснастка являются недостатками этого способа литья. Поэтому литье в оболочковые формы используют в серийном и массовом производстве отливок малых и средних размеров.
Литье по выплавляемым моделям.Процесс получения отливок заключается в следующем. В пресс-форме из легкоплавкой смеси стеарина (50 %) и парафина (50 %) отливают модель отливки и элементов литниковой системы. Температура прессования смеси 42…45 С. Модель и литниковую систему собирают в блок, покрывают керамической оболочкой (толщиной 2…8 мм). Керамическое покрытие состоит из 60…70 % пылевидного кварца или тонко измельченного кварцевого песка и 30…40 % связующего вещества (раствор этилсиликата). Затем из керамической литейной формы водой, паром или горячим воздухом выплавляют модель. Освобожденные от модели формы помещают в опоки с песком, уплотняют и прокаливают при 900…950 С в течение 3…5 ч. При этом происходит выгорание остатков модельного состава и отжиг керамической формы. После прокаливания готовые формы поступают на заливку металлом.
Литье по выплавляемым моделям обеспечивает получение размеров отливки большей точности. Этим способом можно получить отливки самой сложной формы с толщиной стенок до 0,3…0,8 мм с минимальным припуском на механическую обработку (до 0,7 мм).
Недостатки – стоимость отливок, получаемых по выплавляемым моделям, выше, чем изготавливаемых другими способами литья.
Литье в металлические формы.Металлические литейные формы (кокили) изготавливают разъёмными и неразъёмными в основном из стали и чугуна. Для получения сложных полостей используют металлические и песчаные стержни.
Процесс литья в кокиль включает следующие операции: очистку кокиля, нанесение на его внутреннюю поверхность огнеупорной обмазки (из кварца, графита, асбеста и жидкого стекла), нагрев кокиля до 150…450 С, заливку расплавленного метала. Нанесение огнеупорной обмазки обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облечение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. После затвердевания отливку извлекают из кокиля при помощи выталкивателя.
Преимуществами литья в кокиль по сравнению с литьем в разовые песчано-глинистые формы являются: получение отливок более точных размеров и форм; мелкозернистой структуры металла и соответственно с лучшими физико-механическими свойствами; обеспечение высокой производительности труда; более низкой стоимости отливок; улучшения условий труда литейщика.
Недостатки способа — высокая стоимость кикилей; низкая газопроницаемость и податливость металлической формы, приводящая к образованию газовых раковин и трещин в отливках; быстрое охлаждение металла затрудняет получение отливок сложной формы, вызывает опасность появления у чугунных отливок отбеленных труднообрабатываемых поверхностей.
Литье под давлением. Сущность процесса литья заключается в том, что расплавленный металл заполняет пресс-форму под давлением поршня (рис.3а). После затвердевания металла форма раскрывается и отливка извлекается.
Перед началом работы пресс-форму подогревают до 150…400 С в зависимости от заливаемого сплава и смазывают смазкой на основе минеральных масел с графитом.
Производительность поршневых машин достигает 500 отливок в час. В условиях массового производства применение литья под давлением позволяет снизить трудоемкость получения отливок в 10…12 раз, а трудоемкость механической обработки – в 5…8 раз. За счет высокой точности изготовления и обеспечения повышенных механических свойств отливок, полученных под давлением, достигается экономия до 30…50 % металла по сравнению с литьем в разовые формы. Создается возможность полной автоматизации процесса.
Центробежный способ литья – высокопроизводительный способ изготовления полых отливок типа тел вращения (втулок, труб, гильз) из цветных и железоуглеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает. Неметаллические включения собираются на внутренней стороне отливки и удаляются при дальнейшей механической обработке (рис.3б). После охлаждения готовая отливка с помощью специальных приспособлений извлекается из формы.
Отливки получаются точной конфигурации, с малой шероховатостью поверхностей и имеют плотную мелкозернистую структуру металла.
Как и при кокильном литье, металлические формы перед заливкой жидкого металла подогреваются и на них наносятся защитные покрытия.
Центробежное литьё высокопроизводительно (за 1 ч. можно отлить 40…50 чугунных труб диаметром 200…300 мм), дает возможность получать полые отливки без применения стержней и биметаллические отливки последовательной заливкой двух сплавов (например, стали и бронзы), по сравнению с литьем в стационарные песчано-глинистые и металлические формы обеспечивает более высокое качество отливок, почти устраняет расход металла на прибыли и выпоры, увеличивает выход годного литья на 20…60 %.
К недостаткам способа следует отнести высокую стоимость форм и оборудования, ограниченность номенклатуры отливок.
Непрерывное литьё — это способ получения протяжных отливок постоянного поперечного сечения путем непрерывной подачи расплава в форму и вытягивания из нее затвердевшей части отливки. В зависимости от направления вытягивания различают вертикальное и горизонтальное непрерывное литье. Вертикальное литье обычно применяют для получения слитков и труб.
Схема горизонтального литья приведена на рис.4. Кристаллизатор 2, установленный в металлоприемник 1, изготавливается из меди, графита и, реже, стали. Он имеет внутреннюю полость, профиль которой соответствует поперечному сечению отливки. На выходной части кристаллизатора устанавливается рубашка водяного охлаждения 3. Слиток 6 вытягивается из кристаллизатора тянущими роликами 5 и разделяется на мерные куски с помощью пилы 7 или плазменной резки. Центральная часть слитка после его выхода из кристаллизатора остается жидкой, в связи с чем с целью ускорения затвердевания и исключения прорыва расплава через оболочку твердого металла устанавливается душевое устройство для охлаждения водой 4.
Непрерывным литьем получают заготовки постоянного сечения в виде круга, полосы или более сложного профиля. Недостатком этого метода литья является ограниченность номенклатуры отливок, связанная с невозможностью получения сложных по форме заготовок.
Литье вакуумным всасыванием — этим методом получают отливки типа втулок, колец, заготовок зубчатых колес, гильз и т.д. На поверхности расплава, находящегося в металлоприемнике 3, помещают плоское кольцо из огнеупорного материала 2, на которое сверху опускается металлическая водоохлаждаемая форма — кристаллизатор 1. Внутри формы насосом создается разряжение и расплавленный металл 4 втягивается в форму. Снимая разряжение в форме, можно удалять из неё расплав и получать полые отливки. За счет направленной кристаллизации от поверхности к центру и подпитки затвердевающей отливки из металлоприемника удается получить плотную отливку без усадочных дефектов и газовой пористости. Особенностью этого процесса является высокий выход годного металла, так как отсутствует необходимость в литниковой системе и прибылях.
Дефекты отливок— обусловлены неправильной конструкцией отливок, нарушением технологии литья или ошибками при её разработке. К основным дефектам относят раковины, трещины, дефекты поверхности и несоответствие конфигурации и размеров требованиям чертежа.
Литьё является одним из важнейших и распространенных способов изготовления заготовок и деталей машин. Масса литых деталей составляет около 60 % от массы тракторов и сельскохозяйственных машин, (70… 85) % от массы прокатных станов и металлорежущих станков.
Сущность процесса литья
заключается в том, что расплавленный металл определенного химического состава заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовки или готовой детали, называемые отливками, извлекают из формы.
Для получения отливок высокого качества литейные сплавы должны обладать определенными литейными свойствами: хорошей жидкотекучестью, низкой усадкой, иметь химическую однородность структуры, низкую температуру плавления и т.д.
Большую часть чугунных и стальных отливок получают методом литья в песчано-глинистые формы (до 60 % общего объема). Для получения отливок с высокой точностью (минимальными припусками на механическую обработку) и шероховатостью поверхности, однородной структурой металла применяют специальные способы литья: литье в металлические формы (кокили), центробежное литье, литье под давлением, литье по выплавляемым моделям, литье в оболочковые формы и т. д.
Основными преимуществами литья
перед другими способами получения заготовок и деталей являются:
а) возможность получения заготовок и деталей различной конфигурации, из различных металлов и сплавов;
б) возможность получения фасонных изделий сложной конфигурации (полых, объемных и т. д.), которые невозможно и экономически нецелесообразно изготавливать другими методами (например, резанием – большой расход металла в стружку, значительные затраты времени и др.);
в) универсальность технологий – возможность изготовления заготовок от нескольких граммов до сотен тонн;
г) возможность переработки отходов производства и брака:
д) относительная простота получения и низкая стоимость отливок.
Наряду с достоинства литье имеет и недостатки
:
а) трудность получения однородного химического состава отливки;
б) точность и качество поверхности детали ниже, чем при обработке её резанием или пластическим деформированием;
в) неоднородность состава и пониженная плотность материала заготовок, а следовательно, их более низкие, чем заготовок, полученных обработкой давлением, прочностные характеристики.
Основными направлениями развития литейного производства
являются: реконструкция и модернизация имеющегося оборудования; замена устаревшего оборудования высокопроизводительными литейными автоматами и полуавтоматами, робототехническими комплексами; снижение материалоемкости продукции машиностроительного комплекса путем увеличения доли литья из легированных сталей и высокопрочного чугуна, а также точного литья.
Основными технико-экономическими показателями работы литейных цехов являются: годовой выпуск отливок в тоннах; выпуск отливок на одного производственного работающего; съем литья с одного квадратного метра производственной площади цеха; выход годного металла; доля брака литья; уровень механизации и автоматизации; доля литья получаемого специальными способами; себестоимость одной тонны литья.
А) Литье в песчано-глинистые формы
Литейную форму, имеющую полость, в которую заливают расплавленный металл, изготавливают из формовочной смеси по модели. Модель — это приспособление для получения в форме рабочей полости будущей отливки. Модели могут изготавливаться из дерева, пластмассы или металла, размеры их должны быть больше размеров отливок на величину усадки металла и величину припуска для последующей механической обработки.
Формовочные смеси для литейных форм и стержней состоят из кварцевого песка, специальной глины, воды и ряда добавок (льняного масла, канифоли, декстрина, жидкого стекла, деревянных опилок или торфяной крошки), обеспечивающих газопроницаемость и пластичность смеси. При изготовлении формы формовочную смесь, увлажненную и тщательно перемешанную, засыпают в нижнюю опоку, предварительно установив модель отливки (рис.1). Затем смесь уплотняют вручную различными приспособлениями или на специальных формовочных машинах. После уплотнения смеси модель извлекают из нижней опоки. Аналогичным образом уплотняют смесь и в верхней опоки, предварительно установив в нее, помимо модели отливки, модель литниковой системы, образующую каналы для заливки жидкого металла в полость литейной формы. Литниковая система состоит из литниковой чаши, вертикального стояка, шлакоуловителя, питателя и выпора. Литниковая система должна обеспечивать плавное поступление расплавленного металла в форму и отвод газов из формы.
Затем, установив стержни в форму, производят её сборку: верхнюю опоку устанавливают на нижнюю и фиксируют опоки штырями. В таком виде (рис. 1) форма готова к заливке расплавом.
Плавку металла выполняют в различных плавильных устройствах. Чугун плавят в вагранках, сталь — в конверторах и электропечах, цветные металлы и их сплавы — в электрических печах и тиглях. Температуру расплавленного металла доводят до температуры заливки, т.е. на 100…150 С выше температуры плавления сплава.
После заливки расплава в литейную форму и его охлаждения, отливки выбивают из формы и очищают от формовочной смеси вручную, на вибрационных решетках или дробеструйных установках. Обрубку элементов литниковой системы выполняют дисковыми фрезами, ленточными пилами, на обрезных прессах, газопламенными или плазменными резаками. Зачистку отливок от заусенцев и заливов выполняют абразивными кругами.
Перед отправкой в механические цехи стальные отливки обязательно подвергаются термической обработке – отжигу или нормализации – для снятия внутренних напряжений и измельчения зерна металла. В отдельных случаях термической обработке подвергаются отливки и из других сплавов.
Преимуществом литья в песчано-глинистые формы является невысокая стоимость формовочных материалов и модельной оснастки. Однако этот способ литья является более трудоемким в сравнении с другими. Кроме того, литьё в песчано-глинистые формы обеспечивает малую точность размеров и большую шероховатость поверхности.
Б) Специальные способы литья
Специальные способы литья по сравнению с литьем в песчано-глинистые формы позволяют получать отливки более точных размеров с хорошим качеством поверхности, что способствует: уменьшению расхода металла и трудоемкости механической обработки; повышению механических свойств отливок и уменьшению потерь от брака; значительному снижению или исключению расхода формовочных материалов; сокращению производственных площадей; улучшению санитарно-гигиенических условий и повышению производительности труда.
К ним относят литьё: в постоянные металлические формы (кокиль); центробежное; под давлением; в тонкостенные разовые формы; по выплавляемым моделям; корковое или оболочковое; электрошлаковое литьё.
Литье в оболочковые формы.При этом способе литья применяют специальные оболочковые формы, изготавливаемые из кварцевого песка (92…95 %) и термореактивной синтетической смолы (5…8 %). Песчано-смоляную смесь готовят перемешиванием песка и измельченной порошкообразной смолы с добавкой растворителя (холодный способ) или при температуре 100…120 С (горячий способ), в результате чего смола обволакивает (плакирует) зерна песка. Затем смесь дополнительно дробиться до получения отдельных зерен, плакированных смолой, и загружается в бункер.
Изготовление оболочковых форм производят следующим образом (рис. 2.). Металлическую модель, нагретую до 200…300 С, покрывают слоем теплостойкой смазки (силиконовая жидкость) и помещают в бункер, затем засыпают формовочной смесью и выдерживают 10…30 с. За это время происходит предварительное спекание оболочки на модели. Потом с модели удаляют излишки сыпучей формовочной смеси и вместе с оболочкой выдерживают в печи 1…3 мин. при температуре 300…375 С. При этом происходит окончательное спекание оболочки толщиной 7…15 мм. После охлаждения, благодаря разделительному слою теплостойкой смазки, оболочка легко снимается с модели. Выполненные таким образом отдельные части формы и литниковую систему собирают, склеивая по плоскостям разъемов и скрепляя скобами или струбцинами. Изготовление и сборка оболочковых форм легко механизируется и автоматизируется.
В отличие от литья в песчано-глинистые формы литье в оболочковые формы обеспечивает большую точность размеров и меньшую шероховатость. Припуск на механическую обработку составляет 0,5…3 мм. Однако ограниченная масса отливок (до 250…300 кг) и более сложная технологическая оснастка являются недостатками этого способа литья. Поэтому литье в оболочковые формы используют в серийном и массовом производстве отливок малых и средних размеров.
Литье по выплавляемым моделям.Процесс получения отливок заключается в следующем. В пресс-форме из легкоплавкой смеси стеарина (50 %) и парафина (50 %) отливают модель отливки и элементов литниковой системы. Температура прессования смеси 42…45 С. Модель и литниковую систему собирают в блок, покрывают керамической оболочкой (толщиной 2…8 мм). Керамическое покрытие состоит из 60…70 % пылевидного кварца или тонко измельченного кварцевого песка и 30…40 % связующего вещества (раствор этилсиликата). Затем из керамической литейной формы водой, паром или горячим воздухом выплавляют модель. Освобожденные от модели формы помещают в опоки с песком, уплотняют и прокаливают при 900…950 С в течение 3…5 ч. При этом происходит выгорание остатков модельного состава и отжиг керамической формы. После прокаливания готовые формы поступают на заливку металлом.
Литье по выплавляемым моделям обеспечивает получение размеров отливки большей точности. Этим способом можно получить отливки самой сложной формы с толщиной стенок до 0,3…0,8 мм с минимальным припуском на механическую обработку (до 0,7 мм).
Недостатки – стоимость отливок, получаемых по выплавляемым моделям, выше, чем изготавливаемых другими способами литья.
Литье в металлические формы.Металлические литейные формы (кокили) изготавливают разъёмными и неразъёмными в основном из стали и чугуна. Для получения сложных полостей используют металлические и песчаные стержни.
Процесс литья в кокиль включает следующие операции: очистку кокиля, нанесение на его внутреннюю поверхность огнеупорной обмазки (из кварца, графита, асбеста и жидкого стекла), нагрев кокиля до 150…450 С, заливку расплавленного метала. Нанесение огнеупорной обмазки обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облечение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. После затвердевания отливку извлекают из кокиля при помощи выталкивателя.
Преимуществами литья в кокиль по сравнению с литьем в разовые песчано-глинистые формы являются: получение отливок более точных размеров и форм; мелкозернистой структуры металла и соответственно с лучшими физико-механическими свойствами; обеспечение высокой производительности труда; более низкой стоимости отливок; улучшения условий труда литейщика.
Недостатки способа — высокая стоимость кикилей; низкая газопроницаемость и податливость металлической формы, приводящая к образованию газовых раковин и трещин в отливках; быстрое охлаждение металла затрудняет получение отливок сложной формы, вызывает опасность появления у чугунных отливок отбеленных труднообрабатываемых поверхностей.
Литье под давлением. Сущность процесса литья заключается в том, что расплавленный металл заполняет пресс-форму под давлением поршня (рис.3а). После затвердевания металла форма раскрывается и отливка извлекается.
Перед началом работы пресс-форму подогревают до 150…400 С в зависимости от заливаемого сплава и смазывают смазкой на основе минеральных масел с графитом.
Производительность поршневых машин достигает 500 отливок в час. В условиях массового производства применение литья под давлением позволяет снизить трудоемкость получения отливок в 10…12 раз, а трудоемкость механической обработки – в 5…8 раз. За счет высокой точности изготовления и обеспечения повышенных механических свойств отливок, полученных под давлением, достигается экономия до 30…50 % металла по сравнению с литьем в разовые формы. Создается возможность полной автоматизации процесса.
Центробежный способ литья – высокопроизводительный способ изготовления полых отливок типа тел вращения (втулок, труб, гильз) из цветных и железоуглеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает. Неметаллические включения собираются на внутренней стороне отливки и удаляются при дальнейшей механической обработке (рис.3б). После охлаждения готовая отливка с помощью специальных приспособлений извлекается из формы.
Отливки получаются точной конфигурации, с малой шероховатостью поверхностей и имеют плотную мелкозернистую структуру металла.
Как и при кокильном литье, металлические формы перед заливкой жидкого металла подогреваются и на них наносятся защитные покрытия.
Центробежное литьё высокопроизводительно (за 1 ч. можно отлить 40…50 чугунных труб диаметром 200…300 мм), дает возможность получать полые отливки без применения стержней и биметаллические отливки последовательной заливкой двух сплавов (например, стали и бронзы), по сравнению с литьем в стационарные песчано-глинистые и металлические формы обеспечивает более высокое качество отливок, почти устраняет расход металла на прибыли и выпоры, увеличивает выход годного литья на 20…60 %.
К недостаткам способа следует отнести высокую стоимость форм и оборудования, ограниченность номенклатуры отливок.
Непрерывное литьё — это способ получения протяжных отливок постоянного поперечного сечения путем непрерывной подачи расплава в форму и вытягивания из нее затвердевшей части отливки. В зависимости от направления вытягивания различают вертикальное и горизонтальное непрерывное литье. Вертикальное литье обычно применяют для получения слитков и труб.
Схема горизонтального литья приведена на рис.4. Кристаллизатор 2, установленный в металлоприемник 1, изготавливается из меди, графита и, реже, стали. Он имеет внутреннюю полость, профиль которой соответствует поперечному сечению отливки. На выходной части кристаллизатора устанавливается рубашка водяного охлаждения 3. Слиток 6 вытягивается из кристаллизатора тянущими роликами 5 и разделяется на мерные куски с помощью пилы 7 или плазменной резки. Центральная часть слитка после его выхода из кристаллизатора остается жидкой, в связи с чем с целью ускорения затвердевания и исключения прорыва расплава через оболочку твердого металла устанавливается душевое устройство для охлаждения водой 4.
Непрерывным литьем получают заготовки постоянного сечения в виде круга, полосы или более сложного профиля. Недостатком этого метода литья является ограниченность номенклатуры отливок, связанная с невозможностью получения сложных по форме заготовок.
Литье вакуумным всасыванием — этим методом получают отливки типа втулок, колец, заготовок зубчатых колес, гильз и т.д. На поверхности расплава, находящегося в металлоприемнике 3, помещают плоское кольцо из огнеупорного материала 2, на которое сверху опускается металлическая водоохлаждаемая форма — кристаллизатор 1. Внутри формы насосом создается разряжение и расплавленный металл 4 втягивается в форму. Снимая разряжение в форме, можно удалять из неё расплав и получать полые отливки. За счет направленной кристаллизации от поверхности к центру и подпитки затвердевающей отливки из металлоприемника удается получить плотную отливку без усадочных дефектов и газовой пористости. Особенностью этого процесса является высокий выход годного металла, так как отсутствует необходимость в литниковой системе и прибылях.
Дефекты отливок— обусловлены неправильной конструкцией отливок, нарушением технологии литья или ошибками при её разработке. К основным дефектам относят раковины, трещины, дефекты поверхности и несоответствие конфигурации и размеров требованиям чертежа.
Некоторые недостатки метода
Недостатком данного способа литья является то обстоятельство, что для него подходят только те виды металлов, которые отличаются повышенной текучестью в расплавленном виде. Например, для стали годится только отливка под давлением (о ней ниже), так как материал этот хорошей текучестью не обладает вообще. Под действием сжатого воздуха даже самые «тягучие» сорта стали намного лучше принимают требуемую форму. Плохо то, что обычный кокиль таких экстремальных условий производства попросту не выдержит и развалится. А потому приходится использовать особый метод производства, о котором мы расскажем чуть ниже.
Литье под давлением
Как осуществляется литье — под давлением — металлов? Некоторые аспекты мы уже рассмотрели выше, но все же необходимо раскрыть данный вопрос несколько подробнее. Все достаточно просто. Во-первых, необходима литейная форма из качественных сортов стали, которая может быть многоступенчатой, сложной внутренней формы. Во-вторых, необходимо нагнетающее оборудование, способное выдавать от семи до семисот МП.
Главным преимуществом такого способа выплавки является высокая производительность. Что еще обеспечивает литье под давлением? Металлов в этом случае уходит значительно меньше, а качество поверхности готового изделия получается очень хорошим. Последнее обстоятельство предполагает отказ от сложной и довольно муторной процедуры очистки и шлифовки. Из каких материалов при этом методе производства предпочтительнее всего выпускать готовые изделия и детали?
Чаще всего применяют сплавы на основе алюминия, цинка, меди и олова-свинца (литье цветных металлов). Температура плавления у них сравнительно невелика, а потому достигается очень высокая технологичность всего процесса. Кроме того, у этого сырья сравнительно маленькая осадка при охлаждении. Это означает, что можно производить детали с очень незначительными допусками, что при выпуске современной техники чрезвычайно важно.
Сложность данного метода в том, что при отделении готовых изделий от пресс-форм возможно их повреждение. Помимо этого, данный способ подходит лишь для изготовления деталей с относительно небольшой толщиной стенок. Дело в том, что толстый слой металла будет крайне неравномерно застывать, что предопределит образование раковин и каверн.
Кокильное литье

Все виды литья в кокиль — это группа методов, особенно подходящих для получения отливок из цветных сплавов — алюминия, магния и латуни. Перед отливкой функциональные поверхности форм обрабатываются специальным каолином или аналогичным покрытием, которое позволит эффективно разделить поверхности. Формы, которые не могут быть извлечены из изложницы, часто изготавливаются с применением, песчаных стержней. После литья стержни уничтожаются.
По сравнению с литьём в песчаные формы, затвердевание кристаллизатора происходит быстрее за счет лучшей теплопроводности. Образуется отливка с относительно мелкой и плотной структурой материала, которая, в то же время, имеет лучшие механические свойства по сравнению с отливкой из того же материала, но отлитой в песчаную форму.
Преимущества кокильного литья:
- вследствие более быстрого затвердевания кокильное литье обладает лучшими механическими свойствами и относительно мелкой и плотной структурой материала;
- небольшая пористость поверхности;
- высокая точность размеров и уменьшенные показатели шероховатости поверхности;
- уменьшение коэффициента потерь металла.
Литье в кокиль представляет собой хороший выбор для производства отливок среднего размера для серий от 1000 до 10000 штук при минимальной производственной партии в 100 штук.
Процесс применяется для изготовления отливок средних по размерам корпусов приборов, крышек приводов, стоек, вставок латунных или стальных уплотнителей (гайки, корпуса подшипников, штифты и т. д.).
Разновидности установок для «давильного» литья
Все машины, которые используются при этом методе отливки изделий из металла, делятся на две большие группы: с горячей и холодной литейной камерой. «Горячая» разновидность чаще всего может быть использована только для сплавов на основе цинка. При этом сама литейная камера погружена в раскаленный металл. Под давлением воздуха или особого поршня он затекает в отливочную полость.
Как правило, сильного нагнетательного усилия при этом не требуется, хватает давления до 35-70 МПа. Так что формы для литья металла в этом случае могут быть значительно проще и дешевле, что самым благоприятным образом действует на итоговую себестоимость изделия. В холодных литейных формах расплавленный металл приходится «загонять» вглубь отливочной камеры под особенно высоким давлением. При этом оно может достигать 700 МПа.
Металлы для заливки
Черные металлы
В металлургической промышленности различают цветные и черные металлы. К черным относятся железо, марганец, хром и сплавы на их основе. Сюда входят все стали, чугуны и ферросплавы. Черные металлы дают более 90% мирового потребления металлических сплавов. Из стали производят корпуса и детали транспортных средств от самоката до супертанкера, строительные конструкции, бытовую технику, станки и другое промышленной оборудование.

Чугун
Чугун — отличный металл для литья крупных прочных и долговечных конструкций, не подверженных напряжениям изгиба или скручивания.
Цветные металлы, в свою очередь, в зависимости от физических свойств, и прежде всего, удельного веса, делятся на две большие группы
Легкие цветные металлы
В эту группу входят алюминий, титан, магний. Эти металлы встречаются реже, чем железо, и стоят дороже. Их применяют в тех отраслях, где нужно снизить вес изделия — аэрокосмическая промышленность, производство высокотехнологичных вооружений, производство вычислительной и телекоммуникационной техники, смартфонов и малых бытовых приборов.

Титан
Титан благодаря своему отличному взаимодействию с тканями человеческого организма широко применяется для протезирования костей суставов и зубов.
Тяжелые цветные металлы
Сюда относятся медь, олово, свинец, цинк и никель. Их применяют в химической промышленности, производстве электроматериалов, в электронике, на транспорте – везде, где требуются достаточно прочные, упругие и коррозионно-стойкие сплавы.

Медь

Цинк
Никель и его сплавы
Благородные металлы
В эту группу входят золото, серебро, платина, а также более редкие рутений, родий, палладий, осмий, иридий.
Первые три известны человеку с доисторических времен. Они редко (относительно меди и железа) встречались в природе и поэтому служили платежным средством, материалом для ценных украшений и ритуальных предметов.

Золото и платина
С развитием цивилизации золото и платина сохранили свою роль средства накопления богатств, однако стали весьма широко использоваться в промышленности и медицине из-за своих уникальных физико-химических свойств.
Литьё по выплавляемым моделям

Как и в самом первом рассмотренном нами случае, человечество издревле знало о методе заливки расплавленного металла в заранее подготовленную модель, сделанную из парафина или воска. Ее просто кладут в опоку и забивают промежутки формовочной смесью. Расплав растворяет воск и идеально заполняет весь объем первичной заготовки. Данный метод хорош тем, что модель не нужно доставать из опоки. Кроме того, при этом возможно получение деталей просто идеального качества, данный процесс литья металлов сравнительно легко автоматизировать.
Куда сдать литые диски на лом?
Лом алюминиевых дисков в Москве охотно скупает огромное количество пунктов приема, которые готовы предложить привлекательные условия. Но чтобы подобрать действительно выгодное предложение, которое предполагает получение хорошей прибыли при минимуме трудозатрат, необходимо грамотно подойти к выбору компании, скупающей цветмет.
В первую очередь обратите внимание на опыт работы на рынке и наличие лицензий на осуществление деятельности. Немаловажным критерием является соответствие расценок рыночным. Также мы рекомендуем ознакомиться с реальными отзывами клиентов, которые воспользовались предложениями пунктов приема.
Узнать больше о сдаче дисков на металлолом, цене штампованных, литых и кованых моделей и условиях продажи лома можно в одном из пунктов приема в Москве или по телефону.
Литьё в оболочковые формы
Если отливка сравнительно простая, и «космической» прочности от готового изделия не требуется, может быть использован метод литья в оболочковые формы. Делают их с незапамятных времен, причем в качестве основы используется мелкий кварцевый песок и смола. Сегодня, естественно, в качестве последней используются различные синтетические составы.
Затем берутся разборные металлические модели, состоящие из двух половинок, и ставятся на поверхность, разогретую приблизительно до 300 градусов по шкале Цельсия. Затем туда же насыпают формовочную смесь (из песка и сухой смолы) так, чтобы она полностью закрывала поверхность металлических моделей. Под воздействием жара смола плавится, и в толще песка возникает довольно прочная «опока».
Как только все это слегка остынет, металлические чушки можно вынимать, а песок отправлять на «прожарку» в печь. После этого получаются достаточно прочные формы: соединив две их половины, можно заливать в них расплавленный металл. Какие еще существуют методы литья металлов?
Центробежное литьё
При этом расплав выливается в особую форму, которая с очень высокой скоростью вращается в горизонтальной или вертикальной проекции. В результате действия мощных равноприложенных центробежных сил металл равномерно затекает во все промежутки формы, за счет чего достигается высокое качество готового изделия. Такой способ литья идеально подходит для выпуска различного вида труб. Он позволяет формовать значительно более равномерную толщину стенок, чего крайне сложно добиться, пользуясь «статичными» методами.
Центробежное литье
Литье отливки центробежным методом применяется для получения деталей с формой тела вращения из чугуна, алюминия, стали и бронзы. Расплав заливается в металлическую форму, которая вращается со скоростью до 3000 об/мин.
За счет центробежной силы расплав равномерно распределяется внутри формы, после кристаллизации образуется отливка. Такой способ позволяет получать двухслойные заготовки, состоящие из различных сплавов. Отливка, полученная таким способом, обладает высокой плотностью и хорошими физико-механическими качествами.
Большим плюсом центробежного литья является возможность образования внутренних полостей без необходимости применения стержней, а также экономия сплава за счет отсутствия литниковой системы. Таким методом получается до 95% годных изделий.
В производственном процессе используется оборудование, оснащенное горизонтальными осями вращения. Широко применяется метод центробежного литья для получения отливок гильз, втулок и прочих деталей с формой тела вращения.
Электрошлаковое литьё
Существуют ли какие-то способы литья металлов, которые с полным на то правом можно называть современными? Электрошлаковое литьё. При этом жидкий металл сперва получают, воздействуя на предварительно подготовленное сырье мощными электродуговыми разрядами. Может использоваться и бездуговой метод, когда железо плавится от тепла, аккумулируемого шлаком. А вот на последний-то и действуют мощные разряды.
После этого жидкий металл, который на протяжении всего процесса ни разу не соприкасался с воздухом, поступает в кристаллизационную камеру, которая «по совместительству» является еще и литейной формой. Используется этот метод для сравнительно простых и массовых отливок, для изготовления которых не нужно соблюдать множество условий.
Историческая справка
Самые древние изделия (заготовки бусин, пластинчатых накладок и подвесок, рыболовных крючков и др.), отлитые из самородной меди в открытых формах и обработанные горячей ковкой, обнаружены при раскопках памятников «докерамического неолита» Ближнего Востока, датированных кон. 8-го – 7-м тыс. до н. э. (Магзалия, Чайеню-Тепези, Чатал-Хююк и др.). Л. в разъёмные и составные каменные формы (орудия труда, оружие, украшения, предметы религ. культа и др.) зарождается в энеолите Юго-Вост. Европы в системе Балкано-Карпатской металлургической провинции (5–4-е тыс. до н. э.). Л. в закрытые каменные, глиняные и металлич. формы и по выплавляемым моделям распространяется в раннем бронзовом веке в системе Циркумпонтийской металлургической провинции, достигая расцвета в Старом Свете в позднем бронзовом (2-е – нач. 1-го тыс. до н. э.) и раннем железном веках. Технология Л. широко применялась в Средневековье.
В России в 1479 построен первый литейный завод – «пушечная изба» (Москва). В царствование Ивана IV созданы литейные заводы в Туле, Кашире и др. городах; при Петре I – литейные заводы на Урале, на юге и севере Рос. государства. Одна из самых крупных отливок в мире, изготовленная в 1873 на Пермском заводе, – шабот (нижняя часть, воспринимающая удар) парового молота (650 т). Известно мастерство литейщиков старых рус. заводов – Каслинского, Путиловского, Сормовского, Коломенского и др. До 19 в. при Л. использовали ранее накопленный многовековой опыт мастеров. Лишь в нач. 19 в. были заложены теоретич. основы литейной технологии. В работах рос. учёных П. П. Аносова, Н. В. Калакуцкого и А. С. Лаврова, Д. К. Чернова впервые научно объяснены процессы кристаллизации, возникновения ликвации и внутр. напряжений в отливках, намечены пути к повышению качества отливок.
Вакуумная заливка

Применяется только в случае «элитных» материалов, таких как золото, титан, высококачественная сталь. При этом металл расплавляется в условиях вакуума, а затем быстро (в тех же условиях) распределяют по формам. Метод хорош тем, что при его применении практически исключено образование воздушных каверн и полостей в изделии, так как количество присутствующих там газов минимальное. Важно помнить, что вес отливок в этом случае не может превышать сотни-другой килограммов.
Есть ли возможность получать детали большего веса?
Да, такая технология существует. Но она может использоваться только в тех случаях, когда одновременно обрабатывается от ста тонн стали и больше. Сперва металл плавят в условиях вакуума, а затем разливают его не в формы, а в специальные формовочные ковши, которые также защищены от поступления в их полость воздуха.
После этого готовый расплав может быть распределен по формам, из которых насосом предварительно также откачали воздух. Сталь, получаемая в результате такого технологического процесса, довольно дорогая. Ее применяют для ковки, а также некоторых видов все того же литья, когда требуется получать заготовки и детали максимально высокого качества.
Литьё по газифицируемым (выжигаемым) моделям
По качеству отливки и простоте, данный метод является одним из наиболее выгодных, а потому в современной промышленности он используется все более широко. Особенной популярностью такое литье металла, производство которого возрастает год от года, пользуется в КНР и США, так как промышленные базы этих двух стран отличаются наибольшей потребностью в качественной стали. Преимущество данного метода в том, что он позволяет производить отливки без каких бы там ни было ограничений по массе и размерам.
Во многом этот метод схож с описанными нами выше: так, в этом случае используется первичная модель не из воска или пластилина, а из широко распространенного ныне пенопласта. Так как материал этот обладает своей спецификой, связующую песчаную смесь набивают в опоку под давлением примерно в 50 кПа. Чаще всего данный метод практикуется в тех случаях, когда необходимо сделать детали массой от 100 граммов до двух тонн.
Впрочем, мы уже говорили, что каких-то жестких ограничений на размер деталей нет. Так, посредством этого способа отливки могут производиться даже комплектующие для корабельных двигателей, которые никогда «скромными» размерами не отличались. На каждую тонну металлического сырья расходуется следующее количество дополнительных материалов:
- Песка кварцевого мелкого — 50 кг.
- Особое противопригарное покрытие — 25 кг.
- Гранулированный пенополистирол — 6 кг.
- Плотная полиэтиленовая пленка — 10 кв. м.
Вся формовочная смесь – чистый кварцевый песок без каких-либо дополнительных присадок и добавок. Он может быть примерно на 95-97% использован повторно, что значительно повышает экономичность и снижает себестоимость процесса.

Таким образом, литье металлов (физика процесса была нами частично рассмотрена) – явление «многогранное», так как на сегодняшний день существует масса новейших методик. Параллельно современная промышленность применяет методы, которые были в ходу уже несколько тысяч лет тому назад, несколько адаптировав их под нынешние реалии.