Консольный вертикально-фрезерный станок модели 6Р12 (6Т12) применяется для разнообразных работ на заготовках из металла и других материалов. Технологические возможности позволяют обрабатывать горизонтальные, вертикальные и наклонные плоскости, а так же различные пазы, углы.
Применяются станки 6Р12 (6Т12) в цехах основного производства, ремонтных участках, учебных мастерских.
Маркировка:
- 6 — фрезерная группа;
- Р — указывает на поколение станка;
- 1 — с вертикальным расположением шпинделя;
- 2 — характеризует параметры рабочей плоскости стола 300х1250 мм;
- Ф1 — укомплектован цифровой индикацией;
- Ф3 — с ЧПУ.
Похожие модели: 6М12П, 6Б12, 6Л12, 6Н12, 6Р12Б, 6Р12К, FSS350MR.
Конструктивные особенности
- Система предохранения от перегрузки.
- Высокая мощность привода и жесткость оборудования позволяют применять твердосплавный инструмент, которым являются различные фрезы: концевые, торцовые, дисковые, а так же сверла, развертки, зенкеры.
- Настройка на автоматические режимы позволяет интегрировать оборудование в производственные линии.
- Большие пределы частот вращения шпинделя и подач.
- Использование дополнительных принадлежностей и приспособлений значительно расширяют технологические возможности.
- Установка и закрепление заготовки осуществляется в машинных тисках или непосредственно на столе.
- Все направляющие закалены и отшлифованы.
- Подача охлаждающей жидкости в зону резания снижает износ инструмента и нагрев при фрезеровании.
- Устойчивость к вибрациям повышает точность получаемого изделия.
- С применением копировального приспособления допускается обработка криволинейных плоскостей.
- Механизированное крепление режущего инструмента внутри шпинделя.
- Удобство в эксплуатации и обслуживании.
- Нормальная точность по ГОСТ 8 — 77.
Привод главного движения
Привод главного движения осуществляется от асинхронных электродвигателей трехфазного переменного тока с короткозамкнутым ротором, обозначенных на схеме M1 и М2 (рис.2). Электродвигатель М2 установлен только на станках моделей 6Т82Ш-1 и 6Т83Ш-1. Тип электродвигателей и их технические характеристики приведены в табл.5.
Защита электродвигателей М1 и М2 от токов короткого замыкания производится выключателем QF1 (табл.4), от кратковременных перегрузок — тепловыми реле FR1 и FR2. Технические характеристики тепловых реле FR1 и FR2 приведены в табл.7.
Пуск приводов шпинделей производится нажатием кнопок SB6 или SВ7. При нажатии кнопок включается реле К4, которое своим контактом через второй замыкающий контакт кнопки включает реле времени КТ4. Реле КТ4 своими замыкающими контактами становится на самопитание и включает пускатели КМ1, КМЗ, КМ4. Пускатели KM1, КМ3 обеспечивают питание реле К4 и подключают двигатели M1, М2 и М4 к сети.
Останов приводов шпинделей производится кнопками SВ3 и SB4 «Bce стоп».
Электрической схемой предусмотрено автоматическое торможение приводов шпинделей. В качестве тормозов используются электромагнитные муфты, обозначенные по схеме С10 и С11.
Питание муфт С10 и С11 осуществляется за счет ЭДС самоиндукции электродвигателей M1 и М2 при их останове, через размыкающие контакты реле К4 и трехфазные выпрямители V7…V17 (см.строки 2,3, 4 и 98…103).
Импульсное включение электродвигателя М1 во время переключения скорости вращения главного привода производится кнопкой SB5. При нажатии кнопки включается реле К4, которое своими размыкающими контактами отключает цепи торможения шпинделей, а замыкающий контакт включает пускатель КМ2. Пускатель КМ2 через резистор R1 подключает электродвигатель M1 к электросети. Отключение пускателя КМ2 производится размыкающим контактом реле времени КТ3. Время импульсного включения электродвигателя M1 определяется выдержкой времени размыкающего контакта реле КТЗ (см.строки 32…38).
Для изменения направления вращения и отключения электродвигателей M1 и М2 в их силовых цепях установлены реверсивные переключатели QS1 и QS2.
ВНИМАНИЕ! ИЗМЕНЕНИЕ НАПРАВЛЕНИЯ ВРАЩЕНИЯ ШПИНДЕЛЕЙ ПРОИЗВОДИТЬ ТОЛЬКО ПРИ ОТКЛЮЧЕННЫХ ЭЛЕКТРОДВИГАТЕЛЯХ М1 И М2. Привод перемещения стола
Перемещение стола осуществляется от асинхронного электродвигателя трехфазного переменного тока с короткозамкнутым ротором, обозначенным на схеме М4. Тип электродвигателя и его техническая характеристика приведены в табл.5.
Защита электродвигателя М4 от токов короткого замыкания производится выключателем QF1 (см.табл.4), от кратковременных перегрузок тепловым реле FR4. Техническая характеристика и тип реле FR4 приведены в табл.7.
Включение и отключение электродвигателя стола М4 в ручном и автоматическом режимах управления производится контактом КТ4 при включении привода шпинделя через контакты реле направления движения стола или контактом реле К11 при включении быстрого хода стола.
В толчковом режиме управления включение двигателя стола производится контактами реле при включении направления движения стола, причем пускатель КМ4 становится на самопитание.
Отключение электродвигателя стола производится кнопкой SB8 «Стол стоп» и кнопками SB3, SB4 «Все стоп».
Направление и скорость перемещения стола определяется включением электромагнитных муфт YC1…YC9.
Кнопки SB14, SB15, SB16, реле К5, К6 и муфты YC1,YC2 обеспечивают управление продольным перемещением стола.
Кнопки SB17, SB18, SB19, реле К7, К8 и муфты YC3,YC4 обеспечивают управление поперечным перемещением стола.
Кнопки SB20, SB21, SB22, реле К9, K10 и муфты YC5, YC6 обеспечивают управление вертикальным перемещением стола.
При управлении с бокового пульта направление движения стола выбирается переключателем SA5, а включение и останов производится кнопками SВ8, SB9, SB10.
Кнопки SB11, SB12, реле K11 и муфта YC7 обеспечивают быстрый ход при предварительно включенном направлении движения стола.
Кнопка SB13, переключатель SA6 и муфта YC9 обеспечивают замедленный ход при включенном направлении движения стола.
Быстрое и замедленное перемещение стола возможно только при воздействии на соответствующие кнопки управления или включенном SA6.
Для ограничения свободных выбегов стола при отключении продольного и поперечного ходов схемой предусмотрено торможение противовключением. При включении реле направлений К5…К8 через их контакты включаются реле времени КT1, КТ2, замыкающие контакты которых подготавливают цепи включения реле К2, КЗ. После отключения реле К5…К8 через их контакты и контакты реле KT1, KT2 включаются реле К2, КЗ. Реле К2, КЗ своими контактами подключают муфты противоположных направлений на время выдержки реле KT1, KT2 равной 0,3 — 0,4 с. Во время торможения муфты YС7, YC8, YC9 блокируются размыкающими контактами реле К2, К3, за счет чего получается надежный разрыв кинематической цепи на время торможения (см.строки 20…26, 101, 111).
Первоначальный пуск консольно-фрезерного станка
Перед пуском станка в эксплуатацию внимательно ознакомьтесь с данным руководством, органами управления и значениями графических символов.
Произведите внешний осмотр и проверьте исправность электрооборудования станка, надежность крепления разборных контактных соединений. Удалите предохранительную смазку с магнитных систем электроаппаратов. Освободите подвижные части электроаппаратов от крепежа, установленного на время транспортировки. От механических рукояток проверьте перемещение подвижных узлов станка, снабженных электроприводами.
После внешнего осмотра электрооборудования станка в станции управления на клеммных зажимах отключите провода, питающие электродвигатели, после чего включите вводной выключатель.
При включенном вводном выключателе проверьте действие блокирующих и сигнальных устройств, надежность срабатывания магнитных пускателей и реле.
После проверки работы электрооборудования, без движения узлов станка, подключите и проверьте их фазировку. При правильной фазировке перемещения узлов станка должны соответствовать выбранным направлениям на пульте.
После фазировки электродвигателей произведите проверку работы электрооборудования на всех режимах управления.
На станке возможна работа в трех режимах управления: ручном, толчковом и автоматическом. Выбор режима управления осуществляется переключателем SA3, установленным на основном пульте.
В ручном и толчковом режимах управление приводами станка производится от соответствующих кнопок, причем перемещение стола в толчковом режиме возможно только при воздействии на кнопки. В крайних положениях движения ограничиваются путевыми выключателями.
В автоматическом режиме перемещение узлов станка осуществляется по заданному циклу обработки детали.
Кнопки аварийного отключения SB1 и SB2 расположены на пультах управления и имеют красные грибовидные толкатели с фиксацией в нажатом положении.
Перечень элементов схемы электрической принципиальной приведен в табл.2.
Привод зажима инструмента
Привод зажима инструмента осуществляется от асинхронного электродвигателя трехфазного переменного тока с короткозамкнутым ротором, обозначенным по схеме М5. Тип и технические характеристики двигателя приведены в табл.5.
Защита электродвигателя от токов короткого замыкания производится плавкими предохранителями FU1 (табл.2).
Включение привода на зажим и отжим производится переключателем QS3, расположенным на боковом пульте управления. Переключатель QS3 на три положения с самовозвратом в среднее фиксированное положение.
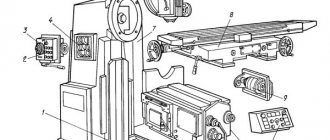
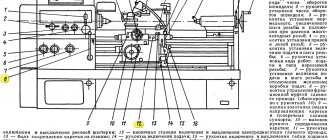
Органы управления консольно-фрезерными станками 6Т82Г, 6T82, 6T12, 6Т82Ш, 6Т83Г, 6T83, 6T13, 6Т83Ш
Управление приводами станка осуществляется с пультов управления: основного 6 и бокового 7 (рис.1).
На основном пульте управления расположены: кнопки (клавиши)
- управления приводом стола;
- кнопки управления шпинделями;
- кнопка аварийного отключения.
переключатели:
- SА3 — выбора режима работы;
- SА6 — замедленного хода стола.
На боковом пульте управления расположены:
- QS3 переключатель для включения и отключения привода зажима инструмента;
- SА5 переключатель для выбора координаты перемещения стола;
- SВ5 кнопка для импульсного включения шпинделя;
- дублирующие кнопки управления приводами станка и аварийного отключения.
На правой боковой стенке электрошкафа выведена ручка 3 вводного выключателя.
На крышке левой ниши станины выведены ручки переключателей:
- QS1 — реверс первого шпинделя;
- SA2 — насоса охлаждения;
- QS2 — реверс второго шпинделя;
- SA7 — выбора циклов;
- SA4 — выбора вида рамочного цикла.
Привод охлаждения
Охлаждение режущего инструмента производится от центробежного вертикального насоса с асинхронным электродвигателем трехфазного переменного тока с короткозамкнутым ротором, обозначенным по схеме М3. Тип насоса и электрическая характеристика двигателя приведены в табл.5.
Защита двигателя насоса от токов короткого замыкания производится плавкими предохранителями FU1, от кратковременных перегрузок тепловым реле FR3. Тип и техническая характеристика реле FR3 приведены в табл.7.
Включение насоса производится переключателем SA2 и замыкающими контактами реле КМ5 при включении привода шпинделя.
Указания по обслуживанию электрооборудования
Надежность и долговечность работы электрооборудования станка обеспечивается правильной эксплуатацией и надлежащим уходом.
Систематические технические осмотры и чистка электрооборудования от загрязнений являются обязательными.
Технические осмотры магнитных пускателей, реле и аппаратов защиты производить не реже одного раза в месяц. При осмотрах особо обратите внимание на правильное функционирование подвижных частей аппаратов, надежность крепления резъемных контактных соединений и крепежа аппаратов. Проверьте контактные системы электроаппаратов, при необходимости зачистить от нагара и отрегулировать.
Технические осмотры аппаратов ручного управления, трансформаторов, конденсаторов, резисторов и других неподвижных аппаратов производите не реже одного раза в шесть месяцев. При осмотрах проверьте надежность креплений, состояние цепей заземления. У трансформаторов проверьте величину сопротивления обмоток, которая должна быть не менее 0,5 Мом, измеренная мегомметром при напряжении 1000 В.
Периодичность осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При осмотрах электродвигателей необходимо очистить их от загрязнений, проверить надежность заземления и соединения с приводным механизмом.
Периодичность профилактических ремонтов электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в год или 4000 часов работы. При профилактическом ремонте производится разборка электродвигателя, внутренняя чистка и замена смазки подшипников. Перед набивкой свежей смазкой подшипники необходимо промыть бензином, камеру заполнить свежей смазкой на 2/3 ее объема. Рекомендуемые смазки для подшипников приведены в табл.8.
Схемы электрические принципиальные станка показаны на рис.2, 3.
Схемы электрические соединений станка, консоли, основного пульта, станции управления показаны на рис. 4…7.
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6Т82Г-29, 6T82-29, 6T12-29, 6Т82Ш-29, 6Т83Г-29, 6T83-29, 6T13-29, 6Т83Ш-29
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Режим ручного управления
В режиме ручного управления электрическая схема обеспечивает управление приводами станка от кнопок, включение и отключение приводов описано выше CM.6.1…6.4.
При установке на станке круглого стола, связанного с кинематикой привода стола, электрическая схема в ручном режиме управления обеспечивает управление круглым столом. Для описания ручного режима управления рассмотрим работу станка при движении стола влево. Перед пуском приводов станка необходимо выполнить ряд вспомогательных операций:
- переключатель SA3 установить в положение ручного управления;
- установить скорость и направление вращения шпинделя;
- произвести зажим инструмента и заготовки.
Пуск двигателей шпинделя и стола производится кнопками SB6 или SB7.
Пуск привода стола влево в режиме рабочего хода производится кнопкой SB15, при воздействии на которую включается реле К5. Реле К5 замыкающими контактами включает реле КT1, муфты YC1; YC8. Стол движется влево в режиме рабочего хода.
При воздействии на кнопки SB11 или SB12 включается реле К11, которое своими контактами отключает муфту рабочего хода YC8 и включает муфту быстрого хода YC7. Стол получает движение в том же направлении в режиме быстрого хода. При освобождении кнопок SB11 или SB12 реле K11 и муфта YC7 отключаются, а муфта YC8 включается, вследствие чего стол продолжает движение в том же направлении в режиме рабочего хода.
При включенном переключателе SA6 или воздействии на кнопку SB13 включается реле K12, которое своими контактами отключает муфту рабочего хода YC8 и включает муфту замедленного хода YC9. Стол движется в том же направлении в режиме замедленного хода. При освобождении кнопки SB13 или переключении переключателя SA6 в нулевое положение реле K12 отключается. Стол переходит в режим рабочей подачи. Величина замедленного хода равна половине установленной скорости перемещения стола.
Останов привода стола производится кнопками SB8, SB14 или кнопками SB3, SB4 одновременно с отключением привода главного движения. При одновременном отключении приводов привод главного движения отключается позднее привода стола на 1..1,5 секунды. Выдержку времени обеспечивает реле времени КТ4 своим контактом.
Управление приводом стола в других направлениях аналогично выше описанному.
Как устанавливать 6Т12
Установка станка допускается на специальный фундамент или на бетонный пол, толщина которого должна быть не менее 300 мм. Такие меры оправданны. Как никак вес оборудования составляет 3250 кг. Только при соблюдении требований, предъявляемых к установке станка, производитель гарантирует спокойную и точную работу оборудования. При обустройстве фундамента необходимо предусмотреть колодцы под анкерные болты и приямок, куда будет сливаться охлаждающая жидкость из основания станины.
Станок на фундаменте необходимо выверить стальными клиньями, затем – подлить раствор цемента, а после того, как он застынет, закрепить станину фундаментными болтами.
Особые требования предъявляются к установке заземления и подводу напряжения. Ознакомиться с ними необходимо в инструкции по эксплуатации, которая в обязательном порядке поставляется вместе с 6Т12.
Режим автоматического управления
В режиме автоматического управления электрическая схема обеспечивает обработку детали по следующим циклам:
- а) Простой влево
- б) Простой вправо
- в) Простой влево с реверсом
- г) Простой вправо с реверсом
- д) Маятниковый
- е) Рамка горизонтальная правая
- ж) Рамка горизонтальная левая
- и) Рамка вертикальная правая
- к) Рамка вертикальная левая
При установке добавочных кулачков, воздействующих на путевой выключатель SQ9, SQ10 циклы а, б, в, г преобразуются в скачкообразные циклы типа: быстрый ход, рабочий ход, быстрый ход, рабочий ход и так далее.
При включенном переключателе SA6 все циклы преобразуются в циклы с замедлением рабочего хода при врезании.
Для того, чтобы настроить станок на какой-либо цикл, необходимо по обрабатываемой детали расставить кулачки, воздействующие на путевые выключатели SQ3…SQ10. В зависимости от цикла обработки стол отвести в крайнее положение, ограничивающий ход стола выключатель должен быть нажат.
Переключатель SАЗ установить в режим автоматического управления, а переключатель SА7 установить в положение выбранного цикла. При работе станка по рамочным циклам переключатель SА7 устанавливается в положение «рамка», а переключателем SA4 выбирается необходимый вид рамки, в других циклах SA4 устанавливается в положение «О».
При наладке станка на циклы «Ж» и «К» в станции управления необходимо произвести следующие переключения по доработке, приведенной в принципиальной электросхеме:
- а) на клеммных зажимах 60,116 переключить перемычки, соединяющие зажимы 150, 151;
- б) на клеммных зажимах 68,75 переключить провода с маркировкой 152, 153, приходящие с реле К15 и К19;
- в) на клеммных зажимах 78, 85 переключить провода с маркировкой 154, 155, приходящие с реле К19 и К15.
Для описания работы электросхемы станка в автоматическом режиме управления рассмотрим цикл «простой влево с реверсом».
Работа станка по циклу начинается с зажима заготовки, после чего нажимается кнопка быстрого хода SB11.
При нажатии кнопки SB11 включается реле К15, через замыкающий контакт путевого выключателя SQ4.2. Реле К15 своими замыкающими контактами включает реле К5, К11, К13 (см. строки 48, 78, 82).
Реле К5 включает муфту YC1, реле времени КT1 становится на самопитание и подготавливает цепи включения муфт YС7, YС8, YC9 (см.строки 20, 46, 101, 112). Реле К11 включает муфту YС7 и становится на самопитание.
Реле цикла К13 своими замыкающими контактами включает реле автоматики — К20, реле К4 и КТ4. Реле К4 и КТ4 обеспечивают включение приводов стола, после чего стол начинает движение со скоростью быстрого хода влево. Реле К20 обеспечивает необходимые блокировки в режиме автоматического управления (см. строки 35, 72, 80, 97).
При движении стола влево нажимается путевой выключатель SQ9, который своим размыкающим контактом отключает реле К11. Муфта YС7 отключается, а муфта YС8 включается, вследствие чего стол переходит на режим рабочей подачи. Если переключатель SA6 поставлен в режим «замедленная подача», то замыкающий контакт выключателя SQ9 включит реле К12, которое обеспечит цепь включения муфты замедленного хода YC9 на время воздействия кулачка на выключатель SQ9. После освобождения выключателя SQ9 стол продолжает движение влево в режим рабочей подачи. При дальнейшем движении стола нажимается путевой выключатель SQ3, который ограничивает ход стола влево и включает реле К14 (см. строки 47, 84). Реле К14 включит быстрый ход стола вправо (см.строки 54, 77). Отключается быстрый ход ограничивающим движение вправо путевым выключателем SQ4. После отключения быстрого хода происходит торможение перебегов стола и отключение главного привода контактом реле КТ4, после чего отключается привод стола и происходит торможение главного привода. Цикл окончен.
Цикл «Простой вправо с реверсом» аналогичен выше описанному.
Для получения циклов скачкообразных добавляется комплект кулачков, которые воздействуют на выключатели SQ3 и SQ4, а схема работает следующим образом.
При движении стола влево со скоростью подачи нажимается выключатель SQ10, контакт которого включит реле К17. Реле К17 включает реле К11, а реле К11 отключит муфту подачи и включит муфту быстрого хода. Стол продолжит движение влево на быстром ходу. По ходу влево повторно нажимается выключатель SQ9, который отключит быстрый ход и включит рабочую подачу. Далее схема описана выше.
В простых циклах «Простой влево» и «Простой вправо» работа схемы полностью соответствует первой части реверсивных циклов. Так как реле реверсивных циклов К14 и К15 отключены переключателем SA7. то окончание циклов и отключение приводов производятся ограничивающими выключателями хода стола левого — SQ3, правого — SQ4. Причем, отключение может быть произведено как после рабочей подачи, так и после быстрого хода.
Для обеспечения работы станка до маятниковому циклу в схеме изменены функции выключателя SQ10 И введено реле маятникового цикла К16.
Маятниковый цикл включается при любом крайнем положении стола. При включении цикла с быстрым ходом влево выключатель SQ9.1 шунтируется контактом реле К5 (см.строки 75, 73), а быстрый ход отключает выключатель SQ10.1, после чего движение стола переходит в режим рабочей подачи. Замедление при врезании обеспечивается контактами реле К16 и К17 (см.строка 76). Ограничение движения стола в режиме подачи и реверс на быстрый ход вправо обеспечивает выключатель SQ3. При быстром ходе вправо контактом реле К6 шунтируется выключатель SQ10.1, отключение быстрого хода и включение рабочей подачи обеспечивается выключателем SQ9.1. Ограничение движения стола в режиме рабочей подачи и реверс на быстрый ход влево обеспечивается выключателем SQ4. Остановку цикла производить предпочтительно в крайних положениях стола кнопками SB3 И SB4.
Для обеспечения работы станка по рамочным циклам в схему введены реле К18, К19 и переключатель SA4.
Начало цикла соответствует циклу «Простой вправо с реверсом».
При ограничении рабочего хода вправо выключателем SQ4 реле К15 своими контактами (см.строки 59, 68) включает рабочую подачу вперед (вниз). Отключается подача вперед (вниз) путевыми ограничивающими выключателями SQ5 (SQ8). Одновременно выключатели SQ5 (SQ8) включают рабочую подачу влево (см. строки 48, 49, 50). При движении стола влево в режиме подачи нажимается путевой выключатель SQ10, который своим контактом (см.строки 91, 95) включает реле К19. Реле К19 своими контактами (см.строки 47, 60, 67) отключает подачу влево и включает подачу назад (вверх). Отключается подача назад (вверх) ограничивающими путевыми выключателями SQ6 (SQ7), одновременно выключатели SQ6 (SQ7) включают реле К18. Реле К18 своими контактами (см. строки 93, 94, 95, 74) отключает реле К19, включает быстрый ход влево и обеспечивает самопитание. Отключение быстрого хода влево производится выключателем sQ3. Цикл окончен.
Необходимо иметь в виду, что любой рамочный цикл начинается движением быстрого хода стола вправо.
Технические характеристики
| Размер стола, мм | 300х1250 |
| Класс точности (ГОСТ 8-71, 8-82) | Н |
| Перемещение продольное (ось X), мм | 750 |
| Перемещение поперечное (ось Y), мм | 265 |
| Перемещение вертикальное (ось Z), мм | 410 |
| Грузоподъемность, кг | 250/630 |
| Расстояние от торца шпинделя до стола, мм | 60-470 |
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 152-322 |
| Количество скоростей подач | 12/18 |
| Ход пиноли, мм | 70 |
| Предел продольных рабочих подач (X), мм/мин | 15-800 |
| Предел поперечных рабочих подач (Y), мм/мин | 15-800 |
| Предел вертикальных рабочих подач (Z), мм/мин | 6-270 |
| Ускоренное перемещение продольное (X), мм/мин | 2100 |
| Ускоренное перемещение поперечное (Y), мм/мин | 2100 |
| Ускоренное перемещение вертикальное (Z), мм/мин | 800 |
| Угол поворота шпиндельной головки, град | ±45 |
| Конус на шпинделе | 7:42 NO 40 |
| Количество скоростей шпинделя | 12/18 |
| Число оборотов, об/мин | 30-1600 |
| Мощность главного электродвигателя, кВт | 4/7,5 |
| Напряжение, В | 380 |
| Частота тока, Гц | 50 |
| Габаритные размеры, мм | |
| длина | 1650 |
| ширина | 1540 |
| высота | 1920 |
| Масса, кг | 1750/3250 |
> Сигнализация и блокировочные устройства
В целях удобства, надежности и безопасности работы на станках электрическая схема обеспечивает следующие световые сигнализации и электрические блокировки:
- а) на левой боковой стенке станции управления установлены сигнальная лампа HL3 с фильтром молочного цвета, указывающая на включенное состояние вводного выключателя и НL1 с фильтром красного цвета, предупреждающая о неисправности цепи управления;
- б) в станции управления установлена сигнальная лампа HL2 с фильтром красного цвета, предупреждающая обслуживающий персонал о включенном состоянии вводного выключателя при открытой дверке электрошкафа
- в) в станции управления установлено блокировочное устройство (SQ11, SA1), которое обеспечивает блокировку вводного выключателя с дверкой станции управления;
- г) реле контроля зажима инструмента К1 блокирует цепь включения главного привода (см.строка 28);
- д) исключается перемещение стола в рабочем режиме при отключенном приводе главного движения (см. КТ4 строка 48);
- е) исключается возможность включения привода главного движения при его торможении (см. КТ3, строка 40);
- ж) взаимной блокировкой исключается возможность включения подвижных узлов станка во взаимно противоположных направлениях;
- и) при одновременном отключении приводов стола и главного движения обеспечивается последовательность отключения (см.КТ4 строка 29);
- к) исключается возможность одновременного включения муфт подачи, быстрого и замедленного хода;
- л) при перемещении стола в поперечном и вертикальном направлениях от рукояток исключается возможность пуска привода стола в этих направлениях от кнопок. См.путевые выключатели SQ13, SQ14;
- м) при включении привода зажима инструмента происходит автоматическое торможение главного привода (см. QS3.7 строка 119);
- н) в режиме автоматического управления отключены органы управления, используемые в ручном и толчковом режимах управления (см.SАЗ.3 строка 45);
- п) в станции управления предусмотрены клеммные зажимы 45, 46 для подключения аппаратов контроля механизма зажима заготовки.
Для чего предназначен 6Т12
Предназначен консольно-фрезерный станок 6Т12 для фрезерования всевозможных деталей из различных материалов – стали, чугуна, цветных металлов… Благодаря особой конструкции оборудования на 6Т12 можно обрабатывать как вертикальные, так и горизонтальные плоскости, а также углы, рамки, пазы, зубчатые колеса. Если дооборудовать станок делительной головкой, круглым поворотным столом, поворотными чугунными дисками, вспомогательным комплектом оснастки с конусом, его технологические возможности будут расширены.