Для того чтобы соединить между собой детали с помощью заклёпок, штифтов, болтов шпилек и винтов как правило требуется наличие отверстий. Для сквозных отверстий под крепёж существует стандарт, который рекомендует использовать номинальные значения размеров.
ГОСТ 11284 − 75
| Отверстия сквозные под крепёжные детали | |||
| d | d1 | ||
| 1-й ряд | 2-й ряд | 3-й ряд | |
| 1,0 | 1,1 | 1,2 | 1,3 |
| 1,2 | 1,3 | 1,4 | 1,5 |
| 1,4 | 1,5 | 1,6 | 1,8 |
| 1,6 | 1,7 | 1,8 | 2,0 |
| 1,8 | 2,0 | 2,1 | 2,2 |
| 2,0 | 2,2 | 2,4 | 2,6 |
| 2,5 | 2,7 | 2,9 | 3,1 |
| 3,0 | 3,2 | 3,4 | 3,6 |
| 3,5 | 3,7 | 3,9 | 4,2 |
| 4,0 | 4,3 | 4,5 | 4,8 |
| 4,5 | 4,8 | 5,0 | 5,3 |
| 5,0 | 5,3 | 5,5 | 5,8 |
| 6,0 | 6,4 | 6,6 | 7,0 |
| 7,0 | 7,4 | 7,6 | 8,0 |
| 8,0 | 8,4 | 9,0 | 10,0 |
| 10,0 | 10,5 | 11,0 | 12,0 |
| 12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
| 14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
| 16,0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
| 18,0 | 19,0 | 20,0 | 21,0 |
| 20,0 | 21,0 | 22,0 | 24,0 |
| 22,0 | 23,0 | 24,0 | 26,0 |
| 24,0 | 25,0 | 26,0 | 28,0 |
| 27,0 | 28,0 | 30,0 | 32,0 |
| 30,0 | 31,0 | 33,0 | 35,0 |
| 33,0 | 34,0 | 36,0 | 38,0 |
| 36,0 | 37,0 | 39,0 | 42,0 |
| 39,0 | 40,0 | 42,0 | 45,0 |
| 42,0 | 43,0 | 45,0 | 48,0 |
| 45,0 | 46,0 | 48,0 | 52,0 |
| 48,0 | 50,0 | 52,0 | 56,0 |
| 52,0 | 54,0 | 56,0 | 62,0 |
| 56 | 58 | 62 | 66 |
| 60 | 62 | 66 | 70 |
| 64 | 66 | 70 | 74 |
| 68 | 70 | 74 | 78 |
| 72 | 74 | 78 | 82 |
| 76 | 78 | 82 | 86 |
| 80 | 82 | 86 | 91 |
| 85 | 87 | 91 | 96 |
| 90 | 93 | 96 | 101 |
| 95 | 98 | 101 | 107 |
| 100 | 104 | 107 | 112 |
| 105 | 109 | 112 | 117 |
| 110 | 114 | 117 | 122 |
| 115 | 119 | 122 | 127 |
| 120 | 124 | 127 | 132 |
| 125 | 129 | 132 | 137 |
| 130 | 134 | 137 | 144 |
| 140 | 144 | 147 | 155 |
| 150 | 155 | 158 | 165 |
| 160 | 165 | 168 | 175 |
Соединения деталей
Все соединения различных деталей, которые применяются в машиностроении и приборостроении, подразделяются на подвижные и неподвижные. При этом подвижными считаются те, которые обеспечивают перемещение деталей друг относительно друга, а неподвижными – те, которые предполагают жесткое крепление между ними.
Возможность многократной сборки и разборки узлов и агрегатов машин и оборудования обеспечивается за счет разъемных соединений. К ним относят резьбовые, шлицевые, шпоночные, профильные, штифтовые и клеммовые.
В отличие от разъемных, неразъемные соединения невозможно разобрать, не повредив детали. К ним относятся сварные, клеевые, паяные, заклепочные соединения, а также соединения с гарантированным натягом. В технике соединения играют исключительно важную роль, причем многие неполадки в работе машин и оборудования, а также аварии, часто случаются потому, что их детали были плохо соединены между собой.
ГОСТ 11284—75 Отверстия сквозные под крепежные детали.
- Справочник ТПА
- ГОСТ и нормативы по трубопроводной арматуре
- ГОСТ 11284—75 Отверстия сквозные под крепежные детали. ГОСТ 11284—75 Отверстия сквозные под крепежные детали.
ГОСТ 11284—75 Отверстия сквозные под крепежные детали. ГОСТ 11284—75 Отверстия сквозные под крепежные детали. 1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами. Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273. 2. Размеры сквозных отверстий должны соответствовать указанным в таблице. Таблица 1
| Диаметры стержней крепежных деталей d | Диаметры сквозных отверстий d1 | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии d1 | ||||
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 1,0 | 1,2 | 1,3 | — | 2,5 | 2,7 | 2,9 | 3,1 |
| 1,2 | 1,4 | 1,5 | — | 3,0 | 3,2 | 3,4 | 3,6 |
| 1,4 | 1,6 | 1,7 | — | 4,0 | 4,3 | 4,5 | 4,8 |
| 1,6 | 1,7 | 1,8 | 2,0 | 5,0 | 5,3 | 5,5 | 5,8 |
| 2.0 | 2,2 | 2,4 | 2,6 | 6,0 | 6,4 | 6,6 | 7,0 |
Таблица 2
| Диаметры стержней крепежных деталей d | Диаметры сквозных отверстий d1 | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии d1 | ||||
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 7,0 | 7,4 | 7,6 | 8,0 | 56 | 58 | 62 | 66 |
| 8,0 | 8,4 | 9,0 | 10,0 | 60 | 62 | 66 | 70 |
| 10,0 | 10,5 | 11,0 | 12,0 | 64 | 66 | 70 | 74 |
| 12,0 | 13,0 | 14,0 | 15,0 | 68 | 70 | 74 | 78 |
| 14,0 | 15,0 | 16,0 | 17,0 | 72 | 74 | 78 | 82 |
| 16,0 | 17,0 | 18,0 | 19,0 | 76 | 78 | 82 | 86 |
| 18,0 | 19,0 | 20,0 | 21,0 | 80 | 82 | 86 | 91 |
| 20,0 | 21,0 | 22,0 | 24,0 | 85 | 87 | 91 | 96 |
| 22,0 | 23,0 | 24,0 | 26,0 | 90 | 93 | 96 | 101 |
| 24,0 | 25,0 | 26,0 | 28,0 | 95 | 98 | 101 | 107 |
| 27,0 | 28,0 | 30,0 | 32,0 | 100 | 104 | 107 | 112 |
| 30,0 | 31,0 | 33,0 | 35,0 | 105 | 109 | 112 | 117 |
| 33,0 | 34,0 | 36,0 | 38,0 | 110 | 114 | 117 | 122 |
| 36.0 | 37,0 | 39,0 | 42,0 | 115 | 119 | 122 | 127 |
| 39,0 | 40,0 | 42,0 | 45,0 | 120 | 124 | 127 | 132 |
| 42,0 | 43,0 | 45,0 | 48,0 | 125 | 129 | 132 | 137 |
| 45,0 | 46,0 | 48,0 | 52,0 | 130 | 134 | 137 | 144 |
| 48,0 | 50,0 | 52,0 | 56,0 | 140 | 144 | 147 | 155 |
| 52,0 | 54,0 | 56,0 | 62,0 | 150 | 155 | 158 | 165 |
| 160 | 165 | 168 | 175 | ||||
Портал трубоводной арматуры Armtorg.ru
г. Барнаул, Заводской 9-й проезд, 5г/8.
+7 (3852) 567-734; +7 (3852) 226-927
Поделиться
Предыдущая статья Следующая статья
← вернуться в раздел ГОСТ и нормативы по трубопроводной арматуре ← вернуться в оглавление справочника
Последние зарегистрированные компании(Зарегистрировать компанию)
Частное лицо
Россия
ООО «ИндуТех»
Россия, Санкт-Петербург
НПП ТрубТехАрматура
Россия, Свердловская область Облако товаров
.Другое ….2068 Блоки предохранительных клапанов146 Вентили бронзовые137 Вентили стальные949 Вентили чугунные570 Вентили энергетические144 Задвижки нержавеющие370 Задвижки стальные2163 Задвижки стальные — ХЛ371 Задвижки чугунные1102 Задвижки энергетические86 Затворы стальные294 Затворы чугунные335 Испытательное оборудование для ТПА119 Клапана обратные974 Клапана отсечные61 Клапана предохранительные1120 Клапана регулирующие560 Клапана энергетические128 Компенсаторы сильфонные203 Конденсатоотводчики стальные55 Конденсатоотводчики чугунные67 Котельное оборудование220 Краны бронзовые149 Краны нержавеющие179 Краны стальные608 Краны стальные — ХЛ87 Краны чугунные149 Манометры88 Метизы433 Насосы246 Отводы1081 Отопительное оборудование96 Переключающие устройства46 Переходы461 Пожарная арматура48 Радиаторы33 Регулирующая арматура341 Ремонтное оборудование для ТПА53 Счетчики воды159 Термометры47 Тройники492 Трубы702 Указатели уровня71 Уплотнительные материалы67 Фильтры, грязевики410 Фитинги206 Фланцы2400 Шаровые краны1244 Электроприводы251
Методы обработки отверстий
Отверстия различаются между собой не только диаметром, но и способом обработки, и подразделяются на несколько видов.
1) Крепежные отверстия. Они чаще всего изготавливаются на сверлильных станках и по точности обработки соответствуют одиннадцатому, двенадцатому квалитетам.
2) Гладкие и ступенчатые отверстия деталей, имеющих форму тел вращения. Они в большинстве случаев изготавливаются на токарных станках методом сверления, развертывания, зенкерования или растачивания.
3) Ответственные отверстия корпусных деталей. Они изготавливаются как на универсальном, так и на специализированном оборудовании и соответствуют седьмому квалитету и выше.
4) Глубокие отверстия, имеющие более чем пятикратное отношение длины к диаметру. Они изготавливаются на специализированном оборудовании.
5) Фасонные и конические отверстия. Они изготавливаются с использованием инструмента, имеющего криволинейные или конические режущие кромки, а также методами копирования и растачивания.
6) Профильные отверстия (имеющие сечение, отличное от круглого). Они изготавливаются методами долбления, прошивания или протягивания.
Отверстия под нарезание метрической резьбы. Диаметры
| Обозначение: | ГОСТ 19257-73 |
| Статус: | действующий |
| Тип: | ГОСТ |
| Название русское: | Отверстия под нарезание метрической резьбы. Диаметры |
| Название английское: | Holes for threading metric thread. Diameters |
| Дата актуализации текста: | 06.04.2015 |
| Дата актуализации описания: | 01.06.2019 |
| Дата издания: | 01.12.2002 |
| Дата введения в действие: | 01.01.1974 |
| Дата последнего изменения: | 12.09.2018 |
| Переиздание: | переиздание |
| Область и условия применения: | Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы с допусками, в сером чугуне, в сталях, в алюминиевых литейных сплавах, в меди |
| Взамен: | МН 5384-64 МН 5385-64 |
| Расположен в: | Общероссийский классификатор стандартов → Механические системы и устройства общего назначения → Винтовые резьбы → Метрические резьбы Классификатор государственных стандартов → Машины, оборудование и инструмент → Общие детали и узлы машин → Резьбы |
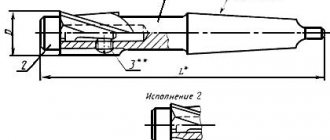
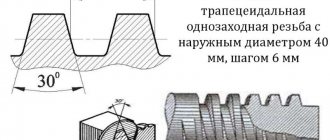
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.
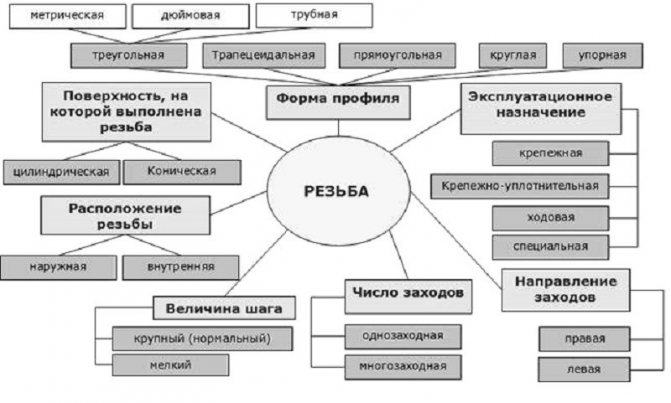
Классификация резьб
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.
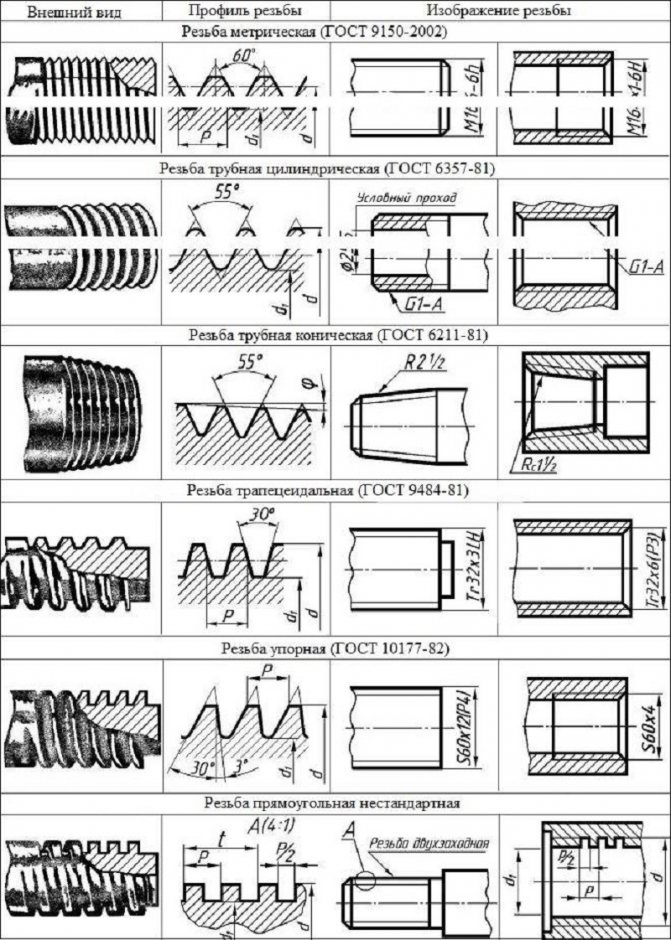
Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.