Согласно нормам российского законодательства, канаты и стропы подлежат регулярной проверке. Правила и порядок проведения соответствующего осмотра должны быть разработаны и утверждены аккредитованной компанией либо квалифицированным уполномоченным специалистом из инженерно-технического отдела в соответствии с имеющимися рекомендациями по охране труда.
Для этого возникает необходимость составить специализированный журнал осмотра, в который записываются итоговые результаты по каждому отдельно взятому оборудованию. Если выявлены дефекты или прочие повреждения, стропы не могут быть допущены к эксплуатации.

Осмотр обязателен согласно правилам законодательства РФ
Требования к изготовлению, испытанию и маркировке стропов
Периодический осмотр грузозахватных приспособлений и сопутствующего оборудования закреплен нормами российского законодательства.
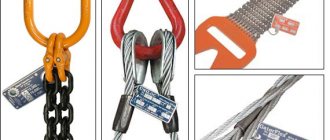
Стропы должны быть изготовлены исключительно на территории специализированных предприятий (выбрать другой вариант изготовления нельзя):
- ветвевыми с наличием звеньев (соответствующих элементов) для обеспечения надежной навески на крюк специализированного крана и дальнейшего подсоединения груза;
- кольцевыми в виде соответствующей замкнутой петли с целью обеспечения обвязки груза.
Среди прочих особенностей выделяют:
- грузовые канатные стропы должны быть изготовлены из специальных стальных канатов, грузовые цепные – непосредственно из круглозвенных цепей. Владелец предприятия может закупать оборудование только у аккредитованной компании, специализирующейся на производстве подобного оборудования;
- проектирование и изготовление осуществляется специализированным инженерно-техническим отделом завода-изготовителя;
- кроки обязательно снабжены специализированными качественными предохранительными замками для обеспечения повышенного уровня безопасности;
- во время изготовления оборудование испытывается при нагрузке, которая превышает 25% от заявленной грузоподъемности, и в последующем регистрируется в соответствующем журнале.
Требования обязательны к соблюдению
Все без исключения стропы должны обладать маркировкой (соответствующей биркой), на которой указывается не только завод-изготовитель, но и дополнительно:
- инвентарный номер;
- максимально допустимая грузоподъемность;
- дата проведения испытания.
Справка! Все показатели должны быть зарегистрированы в специализированном журнале учета и осмотра.
Ремонт
5.1. Восстановительный ремонт с применением сварки грузозахватных приспособлений, тары и их элементов должен производиться в специализированых организациях, располагающих техническими средствами и квалифицированными специалистами.
5.2. Текущий ремонт элементов грузозахватных приспособлений и тары без применения сварки (правка деталей, заделка концов канатов, замена крепежных деталей и т.п.) должны выполнять слесарями по ремонту и обслуживанию ГПМ, согласно ремонтной документации и под руководством специалиста, ответственного за содержание подъемных сооружений в работоспособном состояние
5.3. Сведения о качестве выполнения отдельных ремонтных работ должны быть занесены в ремонтный журнал. При приемке грузозахватного приспособления или тары из ремонта необходимо произвести их осмотр и испытания с целью определения степени надежности.
Виды строп и периодичность осмотра грузозахватных приспособлений
Внеплановый инструктаж по охране труда: когда проводится
Когда подлежат осмотру канаты и стропы закреплено нормами российского законодательства. В соответствии с имеющимися правилами канаты и стропы подлежат осмотру с периодичностью раз в 10 дней квалифицированным инженерно-техническим рабочим.

Стропы бывают нескольких видов
Изменилась периодичность испытания стропов по новым правилам наемным рабочим, который за них ответственный – их осматривает стропальщик каждый раз перед началом работы и по завершении смены.
Цепные
Срок технического осмотра строп стандартный. В процессе освидетельствования возникает необходимость удостовериться в наличии соответствующей маркировки и ее соответствия имеющимся паспортным данным.
Дополнительно осуществляется контроль по длине механизма и выявления сопутствующих дефектов.
На так называемом инструментальном этапе требуется сделать соответствующие замеры, используя при этом специализированный мерительный инструмент. Настоятельно рекомендуется ссылаться на следующие критерии:
- диаметр и длина звеньев;
- уменьшение диаметра;
- признаки износа и деформации;
- длина стропов, ветвей и их разность.
Справка! Показатели должны отвечать установленным нормам, в противном случае механизм считается непригодным для дальнейшего использования.
Канатные
Во время ежеквартального и ежедневного осмотра канатных стропов требуется изучить их соответствие заявленным паспортным данным, в том числе текущее состояние канатов, петлей, ветвей и прочих соединительных элементов.
Справка! С целью обеспечения максимальной безопасности строп заделка свободного конца осуществляется после предварительного формирования петли. Ее правильный радиус не должен быть меньше 2,5d, а непосредственно хвостовая часть – от 2d (d – заявленный диаметр каната).
В процессе осмотра наружной длины на предмет выявления дефектов и прочих повреждений, настоятельно рекомендуется использовать лупу с возможностью 10-кратного увеличения.
После этого наступает инструментальный этап, с помощью которого инициируется выполнение замеров всех без исключения выявленных дефектов:
- уменьшение диаметра каната;
- величина коррозийного или другого износа;
- степень волнистости;
- длина канатных ветвей и их разница и др.

Регулярный осмотр строп повышает уровень безопасности
Для возможности достоверно измерить выявленные в ходе проверки дефекты и повреждения, в частности механические, профессиональны используют специальное устройство – штангенциркуль, а также:
- микрометр;
- стандартную линейку и рулетку.
Внутренний осмотр проводится исключительно выборочно – для возможности оценить текущее состояние пряди и сердечника в частности. Во время проверки используется несколько зажимов, одним из которых требуется зафиксировать канат, а другим – повернуть в противоположном направлении непосредственно со свивкой. Благодаря этому наружные пряди отойдут от сердечника.
После этого осуществляется непосредственный осмотр имеющихся прядей и сердечника. Настоятельно рекомендуется обращать внимание на уровень образовавшейся коррозии, а также на показатели износа прядей и сердечника, разрыва, в том числе и снижения значения площади. На следующем этапе настоятельно рекомендуется произвести смазку проинспектированных участков, причем не только изнутри, но и снаружи.
Текстильные
Проводить соответствующий визуальный осмотр текстильных стропов требуется по тому же принципу и в том же порядке, который предусмотрен для иных видов оборудования и приспособлений, использующихся с целью крепления груза.
В частности осуществляется проверка наличия соответствующей маркировки (бирки с полным указанием на ней информации согласно разработанным правилам российского законодательства) и соответствие стропа параметрам в паспорте, изучается состояние сшивки на конце стропа, делается осмотр по длине для выявления повреждений и дефектов.
Справка! В обязательном порядке выполняются замеры дефектов с помощью универсального мерительного инструмента. Измеряется дополнительно длина стропа, ветвей и разности их длин.
ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия стропов требованиям настоящего РД предприятие должно проводить приемо-сдаточные испытания.
4.2. При испытаниях каждый строп проверяют на соответствие требованиям пп. 2.1.1, 2.2.6, 2.6.1, 2.6.2 и 3.1.
4.3. Каждый строп должен быть испытан статической нагрузкой, превышающей грузоподъемность этого стропа на 25 %.
4.4. Элементы стропов (крюки, соединительные звенья, ветви стропов и др.) при их серийном изготовлении для поставки на предприятия, производящие стропы, подлежат испытанию статической нагрузкой, превышающей номинальную грузоподъемность элемента на 75 %, на предприятии-изготовителе. Испытанию подвергают не менее 2 % каждой партии изготавливаемых элементов, но не менее двух единиц.
Допускается испытывать указанные элементы непосредственно в составе стропа соответствующей грузоподъемности.
При индивидуальном изготовлении подлежат испытанию элементы каждого стропа или каждый строп.
4.5. При статических испытаниях стропов и их элементов визуально проверяют отсутствие остаточных деформаций и трещин на внешних поверхностях элементов, повреждений канатных ветвей, а также смещения канатов в креплениях.
4.6. Каждый цепной строп должен быть проверен на соответствие требованиям пп. 2.2.1, 2.2.2 и 2.4.1.
4.7. Каждый канатный строп должен быть проверен на соответствие требованиям пп. 2.2.3 — 2.2.5, 2.4.1, 2.4.5 — 2.4.7.
4.8. Крюки должны проверяться на соответствие требованиям пп. 2.4.8, 2.4.11 и 2.4.12.
На соответствие требованиям п. 2.4.11 должны проверяться все заготовки крюков, изготовленные свободной ковкой, и первая и последняя заготовки из партии, изготовленной горячей штамповкой.
Партия заготовок должна состоять из изделий одного типоразмера, изготовленных из металла одной плавки, на одном штампе и совместно прошедших термообработку.
4.9. При изготовлении крюков свободной ковкой или штамповкой материалы должны проверяться на соответствие предела текучести и относительного удлинения нормативным значениям в объеме, установленном в табл. 4.
Таблица 4
Зависимость числа проверяемых заготовок крюков от размера партии
| Размер партии | Число заготовок |
| До 6 | 1 |
| От 6 до 30 | 2 |
| От 30 до 200 | 3 |
| Свыше 200 | 5 |
Образцы для испытаний крюков, изготовленных свободной ковкой, должны вырезаться из припуска заготовки крюка, а изготовленных горячей штамповкой — из тела крюка.
Временное сопротивление разрыву и ударную вязкость стали следует проверять по требованию потребителя.
4.10. На соответствие требованиям п. 2.5.3 должно проверяться не менее 2 % партии подвергающихся сварке элементов.
4.11. На соответствие требованиям пп. 2.4.10 и 2.4.14 следует проверять не менее 10 % деталей.
4.12. На соответствие требованиям п. 2.4.12 следует проверять все детали.
4.13. Алюминиевые втулки проверяют на соответствие требованиям п. 2.3.4.
4.14. Для элементов, подвергающихся выборочной проверке, при получении неудовлетворительных результатов по какому-либо из показателей должна производиться повторная проверка по этому показателю удвоенного числа образцов, взятых из той же партии.
При неудовлетворительных результатах повторной проверки партию бракуют.
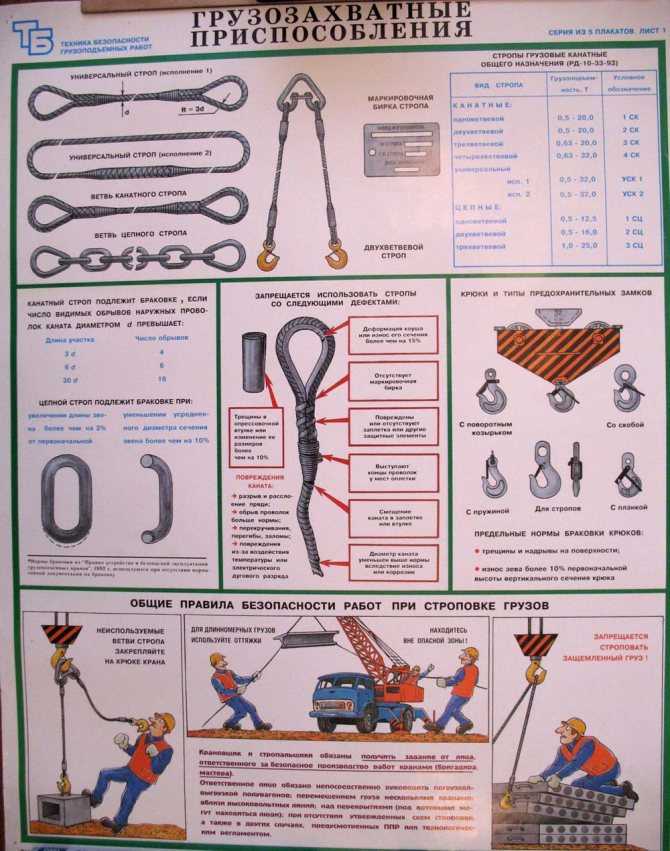
Нормы выбраковки стропов
Какие рабочие места подлежат специальной оценке условий труда
Все без исключения стропы подлежат обязательной браковке в том случае, если в результате проведенного осмотра были выявлены явные видимые обрывы наружной части проволоки.
В случае выявления у канатов визуального поверхностного износа либо же проявления коррозии проволоки на 30% поверхности или больше, включая превышаемое количество обрывов, оборудование подлежит обязательному списанию, поскольку дальнейшее использование не гарантирует максимальной безопасности, причем не только для груза, но и для наемного персонала.
В случае снижения первоначально заявленного диаметра наружной проволоки по причине износа коррозией более чем на 40%, строп мгновенно бракуется и подлежит дальнейшему списанию с утилизацией.

При несоблюдении норм стропы бракуются
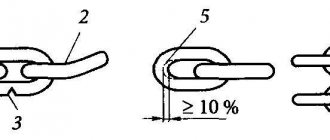
Среди прочих не менее важных особенностей принято выделять:
- цепной строй подлежит браковке при удлинении звена цепи более 3% от первоначального размера и при уменьшении диаметра сечения звена цепи по причине износа более 10% от первоначального размера;
- грузозахватные приспособления не должны допускаться к работе, если они не имеют маркировки.
Справка! В случае игнорирования правил эксплуатации строп ненадлежащего качества, первая проверка государственного уполномоченного контролирующего органа повлечет за собой привлечение должностных лиц к административной ответственности со всеми вытекающими последствиями.
Особенности испытания стропов
Кто проводит вводный инструктаж и когда проводится
Соответствующее испытание стропы проходят на специализированном оборудовании с использованием всех необходимых инструментов для замера диаметров петлей, длины и пр.
В соответствии с установленными правилами дополнительно осуществляется визуальный осмотр с целью выявления дефектов, коррозии и пр., что может повлечь за собой брак механизма с необходимостью дальнейшего списания.
При невозможности выполнить проверку, предприятие вправе обратиться за помощью в специальную аккредитованную организацию либо к заводу-изготовителю.
Оборудование, на котором осуществляется проверка
Перечень оборудования, на котором необходимо выполнять контроль за состоянием строп, перечислен в нормах российского законодательства. В случае игнорирования порядка проведения, предусматривается административная ответственность.
Регулярная проверка строп повышает уровень безопасности грузов и наемного персонала. Контроль нужно проводит в четко прописанные сроки осмотра стропов. Необходимо качественное обслуживание для таких приспособлений, которые проверяют надежность строп. Страховочный канат или строп может оборваться, что причинит не малый ущерб на рабочем объекте. По этой причине, многие руководители не экономят на том, чтобы качественно обслуживать проверочные системы.
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Каждый строп должен быть снабжен маркировочной биркой (ст. 3.30 Правил устройства и безопасной эксплуатации грузоподъемных кранов), на которой указывают:
наименование предприятия-изготовителя или его товарный знак;
порядковый номер стропа по системе нумерации предприятия-изготовителя;
грузоподъемность стропа;
дату испытаний (месяц, год).
Способ крепления маркировочной бирки должен обеспечивать ее сохранность до конца эксплуатации стропа.
Рекомендуемые размеры маркировочных бирок и способы их крепления приведены в приложении 2.
6.2. На каждом элементе и захвате стропа на установленном для маркировки месте методом штамповки или ударным способом должны быть нанесены:
наименование или товарный знак предприятия-изготовителя;
условное обозначение элемента или захвата по системе предприятия-изготовителя;
порядковый номер по системе нумерации предприятия-изготовителя или номер партии.
6.3. Стропы одного типа, длины и одинаковой грузоподъемности свертывают кольцом, комплектуют в одну общую бухту, которую завязывают по периметру не менее чем в трех местах.
Канатные стропы диаметром до 11,5 мм и длиной до 3,5 м могут быть связаны в пачки или уложены в контейнеры. Масса пачки не должна превышать 100 кг.
6.4. Цепные стропы упаковывают в дощатые ящики по ГОСТ 2991 и ГОСТ 10198.
6.5. Маркировка грузовых мест — по ГОСТ 14192.
6.6. Транспортирование стропов — по группе условий хранения 8 (ОЖ3) по ГОСТ 15150 транспортом любого вида.
6.7. Хранение стропов — по группе условий хранения 5 (ОЖ4) по ГОСТ 15150.
6.8. Сведения об изготовленных стропах должны заноситься в журнал.
В журнале должны быть указаны наименование стропа, грузоподъемность, номер нормативного документа (технологической карты), номер сертификата на канат или цепь, для сварных элементов — номер сертификата на примененный материал, результаты контроля качества сварки, результаты испытаний стропа.