Нория
Ковшовый ленточный элеватор, или нория, представляет собой вертикально установленную замкнутую ленту с ковшами по всей ее длине. Ковши непрерывно движутся вкруговую вверх и вниз: они подхватывают сыпучие грузы внизу, возносят их к верху и, переворачиваясь через головку, высыпают содержимое в приемный бункер. Подробнее об этом устройстве можно прочесть в нашей статье о зерновых нориях.
Нории устанавливают на линии пеллет/комбикорма тогда, когда нужно доставить груз вертикально на большую высоту. В большинстве случаев нории используются для перемещения готовых гранул из охладительной колонны в емкость фасовочного дозатора.

Особенности норий от АЛБ Групп
- Модульная конструкция норий от АЛБ Групп позволяет легко модифицировать их под условия Заказчика.
- Ковши изготавливаются из стали СТ-3, но также возможно исполнение из нержавеющей или оцинкованной стали.
- Устанавливается лента БКНЛ или пищевая лента с пластиковыми или металлическими ковшами на выбор.
- Опционально установка устройства контроля схода ленты (УКСЛ).
Работа и устройство ленточного конвейера
Лента – рабочий орган конвейера, предварительно натягивается и соединяется. Силой трения между лентой и приводным барабаном она приводится в действия. Причем определяющим фактором является сила трения, за счет которой движется грузонесущий и тяговый орган. Для исключения прогиба ленты по длине конвейера устанавливают роликоопоры, на которые она и опирается во время движения. Как вы видите, устройство агрегата довольно простое. Интересным моментом является быстрота замены износившейся ленты. Делается это следующим образом: во время работы конвейера в месте стыковки грузонесущий орган распаривается и к нему, путем наклепки или вулканизации, крепят новую ленту. После того как приводной барабан делает полный цикл, закрепляется второй конец. Такой подход хорош тем, что практически нет простоя оборудования во время работы, так как монтаж осуществляется за несколько минут, хотя многое зависит от вида тягового органа. Для очистки ленты устанавливаются щетки, а во избежание перекоса используются центрирующие ролики. Устройство ленточного конвейера таково, что агрегат можно использовать во многих отраслях промышленности. Сейчас давайте пойдем дальше.
Принцип действия цепных конвейеров
На производствах и предприятиях разнообразных профилей достаточно частым стало применение цепных конвейеров в технологических линиях и процессах. Такие перегружатели предназначены для перемещения громоздких и объемных грузов, для веществ, которые обладают высоким температурным диапазоном.
Производительность этого типа конвейеров весьма большая по сравнению с аналогами ленточного исполнения. Хоть и обычно они обладают значительными габаритными размерами, цепные перегружатели способны выполнять возлагаемую на них работу на очень высоком техническом уровне. Следовательно, не обращая внимания на их высокую стоимость и проблемное техническое обслуживание, https://konveyery.ru/ которое им необходимо, перегружатели цепного типа показали себя как стабильно работающее и износостойкое механическое оборудование. Наиболее широкое распространение цепные агрегаты получили в автомобильной и машиностроительной промышленности, где составные детали и запчасти для различных механизмов подаются как раз при помощи конвейеров этого типа.
Принципом работы этих машин является то, что крутящий момент на исполнительные механизмы здесь подается за счет цепей. Таких составных частей цепного перегружателя в зависимости от инженерных замыслов может быть одна или две. Конвейеры сконструированы таким образом, что есть возможность производить загрузку, транспортировку, сразу на двух ветках и последующую разгрузку перемещаемого вещества. Цепные агрегаты имеют конструкцию короба, в корпусе которого размещена перегородка. Сконструированы цепные перегружатели из унифицированных узлов для упрощения проведения ремонтов и технических обслуживаний. Конструкция конвейера предусматривает три отсека: проводную, секцию для натяжения и промежуточную секцию. Приводным органом такого перегружателя является цепь https://privod-tsepi.ru/, оснащаемая специальными скребками.
Цепь, в зависимости от технических требований и условий работы оборудования, может быть кованой или иметь круглозвенную конструкцию.
В процессе работы этого агрегата, скребковая цепь погружается в слой вещества, заполняющее все рабочее пространство короба. Продукт подбирается нижней ветвью цепей и транспортируется вместе с ними непрерывно.
Далее перемещаемый груз подается в конвейер сквозь загрузочное отверстие, вмонтированное в крышку промежуточного отсека, и транспортируется цепью по дну до места окончательной выгрузки.
Окончательная выгрузка вещества выполняется из разгрузочной воронки, которая установлена в приводном отсеке.
Конвейер ленточный
Ленточные конвейеры наиболее производительный вид непрерывного транспорта, используемый для транспортировки сыпучих (мелкокусковатых), с насыпной плотностью не более 1,5 т/м3, тарных или штучных грузов с различной производительностью и скоростью движения конвейерной ленты. Расстояние транспортирования может достигать до 300 м, а их трасса может иметь различную схему, что позволяет приспосабливать конвейеры к условиям производства и местности.
Технические характеристики и принцип действия ленточных конвейеров
Ленточный конвейер условно можно разбить на три части: головную, среднюю и хвостовую. Конвейеры могут устанавливаться горизонтально или наклонно до 18 градусов в зависимости от транспортируемого материала и скорости движения ленты. Разгрузка конвейера производится в головной части, или в средней (для этого применяются плужковые сбрасыватели или разгрузочные тележки). В качестве несущего и тягового органа применяется резинотканевая лента на основе ткани ТК-100. Исходя из этих показателей 2-х прокладочная лента на ткани ТК-100-2 может с успехом заменить 4-5 прокладочную на ткани БКНЛ-65-2. При этом она ещё имеет и меньший вес и толщину, что положительно сказывается на сроке службы конвейерной ленты. Загрузка конвейера производится в хвостовой части специальным загрузочным устройством. Механизмы подъема, опускания и выдвижения с длиной транспортирования до 40 м. и шириной ленты 500 – 650 мм.. C длиной транспортирования до 200 м. и шириной ленты 500 мм., 650 мм., 800 мм., 1000 мм.
Конвейера ленточные для тарных или штучных грузов изготавливаются трех видов:
Конвейера ленточные для тарных или штучных грузов изготавливаются трех видов:
| Конвейер У2-УЛК-50/1 | Конвейер У2-УЛК-65/1 | Конвейер У2-УЛК-80/1 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, кВт | 3* | 5,5* | 7,5* | 11* | 15* | 3* | 5,5* | 7,5* | 11* | 15* | 3* | 5,5* | 7,5* | 11* | 15* |
| Масса 1 п.м. средней части, кг | 20 | 23 | 26 | ||||||||||||
| Ширина колеи тележки В1, мм | 770 | 1010 | 1070 | ||||||||||||
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Тип тележки | ТР-50м | ТР-65м-1щ | ТР-80-1щ |
*При работе с тележкой ТР мощность увеличивается. 50х3 ГОСТ 10704, из трубы прямоугольной 80х60х3,5 ГОСТ 8645
| Конвейер У2-УЛК-50- П1 | Конвейер У2-УЛК-65- П1 | Конвейер У2-УЛК-80- П1 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, Квт | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 |
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Высота трассы Н1, мм Исполнение 2 | до 5000 | до 4000 | до 3000 | ||||||||||||
| Минимальный радиус R 1 Исполнение 2, м | 50 – 60 | 75 – 90 | 10 – 150 | ||||||||||||
| Мощность при исполнении 2, кВт | 5,5 | 7,5 | 11 | 15 | 18 | 5,5 | 7,5 | 11 | 15 | 18 | 7,5 | 11 | 15 | 18 | 22 |
| Конвейер У2-УЛК-50-П2 | Конвейер У2-УЛК-65-П2 | Конвейер У2-УЛК-80-П2 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, кВт | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 |
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Масса 1 п.м средней части | 140 | 17,5 | 19,0 |
Области применения
Благодаря своей прочности, способности передавать большой крутящий момент, термостойкости и другим достоинствам цепные транспортеры пользуются заслуженной популярностью в самых разных отраслях. В их числе:
- металлургические комбинаты;
- предприятия по производству строительных материалов;
- химические заводы;
- сельскохозяйственные предприятия;
- компании, перерабатывающие, хранящие и производящие продовольствие и продукты питания;
- машиностроительные предприятия разного профиля, с помощью цепных конвейеров перемещающие детали, полуфабрикаты и изделия на своих сборочных линиях, использующие сборочные линии.
При перемещении пылящих и ядовитых субстанций используются герметичные пылезащитные короба.

Применение
Цепные конвейеры широко применяются в любых отраслях промышленностей:
- производство строительных материалов;
- сборка автомобильной техники и агрегатов;
- молочная и масло-жировая отрасль;
- производство химических компонентов, лекарственных препаратов, бытовой химии;
- цепные конвейеры требуются для производства и переработки продуктов питания, напитков, пищевых добавок;
- целлюлозно-бумажная отрасль;
- переработка сельскохозяйственной продукции;
- деревообрабатывающая промышленность;
- мясо-рыбо-птицеперерабатывающая отрасль;
- производство мебели;
- сборка приборов, компьютерной и бытовой техники.
Транспортер позволяет перемещать штучные и упакованные грузы, такие как:
- продукция на паллетах;
- грузы на поддонах;
- контейнеры;
- стопы картона, профнастила, фанеры;
- пиломатериал;
- изделия с высокой температурой;
- бочки и т. п.
Это интересно: Конвейер — история появления, характеристики, устройство
Типы
Наиболее распространены следующие виды конвейеров:
Винтовой (шнековый) конвейер
состоит из жёлоба и расположенного в нём архимедова винта; применяется для сыпучих веществ.
- Канатный конвейер
- Качающийся конвейер
применяется для мелких объектов, катящихся или скользящих по наклонной качающейся поверхности.
Ковшовый конвейер
грузонесущим органом конвейера являются ковши, ось подвеса которых проходит по средней точке, что позволяет им качаться; для транспортировки сыпучих материалов (угля, щебня, шлака, клинкера) ковши устанавливаются с перекрытием без зазоров, в отличие от механизмов для перегрузки самотёком, по типу нории.
Ленточный конвейер
состоит из кольцевой ленты, натяжного и приводного барабанов и опорных роликов; применяется обычно для транспортировки сыпучих веществ, возможны модификации (трубчатый, z-образный, поворотный на 90 и 180 градусов), связанные с деформацией ленты.
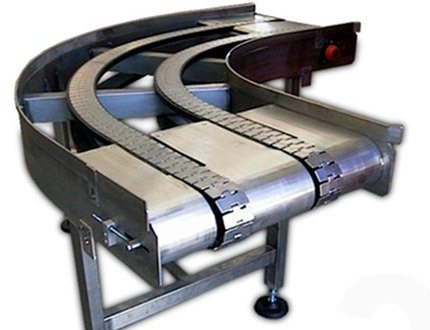
Конвейер с модульной лентой
состоит из пластиковой (полиуретан, полипропилен, полиацетал) ленты, натяжного и приводного узла со звездочками; применяется для транспортировки сыпучих веществ, штучных грузов, открытых продуктов. Конвейеры с модульной лентой могут иметь различную трассу движения: поворотную, зигзагообразную, спиральную.
Пластинчатый конвейер
грузонесущим органом конвейера являются пластины;
цепной пластинчатый конвейер
- состоит из двух параллельных цепей, соединённых между собой пластинами.
- специальные пластиковые или нержавеющие цепи
Пневматический конвейер
конвейер, тяга которого обеспечивается потоком воздуха
- состоит из трубки и перемещаемых по ней закрытых контейнеров, плотно прилегающих к стенкам;
- сыпучий материал перемещается в потоке воздуха как взвесь (аэрожёлоб).
Подвесной конвейер
отличаются тем, что перемещаемые тела не лежат, а висят на грузонесущих креплениях, и сами механизмы конвейера также подвешены.
Роликовый конвейер (рольганг)
состоит из закреплённых на каркасе роликов, отдельные ролики могут приводиться в движение, или весь каркас расположен с наклоном, как в случае с гравитационным роликовым конвейером; применяется для крупных твёрдых объектов.
Скребковый конвейер
состоит из жёлоба и перемещающих по нему сыпучий материал скребков, крепящихся обычно на кольцевой цепи; разгрузка может осуществляться как в конце конвейера, так и через отверстия в желобе.
Спиральный конвейер (гибкий)
состоит из жёлоба и расположенной в нём спирали; применяется для сыпучих веществ, большая производительность по сравнению с винтовым конвейером. состоит из жёлоба и (проволочного, кольцевого) каната, на котором закреплены металлические диски, движущие неабразивный материал (например, каменный уголь) внутри жёлоба.
Тележечный конвейер
применяют для перемещения собираемых и свариваемых узлов в поточных линиях. При напольном исполнении тележечного конвейера целесообразно использование платформ тележек для монтажа на них сборочно-сварочной оснастки.
Шагающий конвейер (шаговый конвейер)
применяют для перемещения собираемых и свариваемых узлов в поточных линиях. При напольном исполнении тележечного конвейера целесообразно использование платформ тележек для монтажа на них сборочно-сварочной оснастки.
Виды цепных конвейеров
Среди многообразия конструкций цепных конвейеров выделяют следующие главные виды:
- Вертикальные. Предназначаются для подъема полезной нагрузки с уровня на уровень вертикально или под крутым углом. Они снабжены захватами, контейнерами или площадками открытого типа для расположения перемещаемого материала или предметов. Преимущество их состоит в небольшой занимаемой площади и возможности непрерывной подачи груза. Управление данными устройствами, в отличии от лифтов, не просит постоянного вмешательства оператора или автоматической системы.
- Горизонтальные. Используются для транспортировки сыпучих ил полужидких субстанций, как мелкодисперсных, так и кусковых. Для движения мелкодисперсных материалов применяются закрытые пылезащищенные цепные конвейеры.
- Наклонные. Разрешается уклон до 45°. Снабжены защитными бортами для устранения падения груза с высоты.
Горизонтальные конвейеры используются также для движения туш в морозильниках, подачи деталей на ключевой сборочный конвейер.
Устройство цепных транспортеров
Основные узлы, или секции, входящие в конструкцию устройства, следующие:
- Приводная. Это рама, на которой закреплены ведущий вал и ведущая шестерня. Здесь же размещен привод- электромотор и редуктор шестеренчатого типа, передающий крутящий момент на ведущий вал.
- Натяжная. Это противоположный по отношению к ведущему конец рамы. Ведомый ваз и шестерня закреплены в специальном подпружиненном кронштейне. Его расстояние от ведущего вала регулируется с помощью червячного привода. Чем дальше ведомый вал отодвигается от ведущего — тем выше натяжение цепи.
- Промежуточная. Представляет собой секции рамы между приводной и натяжной секциями. При значительной длине конвейера на ней могут устанавливаться пассивные опорные валы с поддерживающими цепь шестернями. Это позволяет избежать провисания цепи. Количество опорных валов определяет во время проведения инженерного расчета и построения чертежа транспортера. В устройствах скребкового типа необходимости в опорных валах нет.
- Рабочий орган. Это сама цепь. Ее звенья бывают коваными, сварными или сборными, наподобие велосипедной цепи. На скребковых цепных транспортерах к цепи крепятся перпендикулярные ей щитки, которые, двигаясь в массе продукта, увлекают его за собой.
Для транспортеров, работающих в горячих цехах, применяются специальные марки сталей, электрооборудование, редуктор и подшипники валов также должны быть выбраны в термостойком исполнении.
Груз на цепном конвейере может размещаться как сверху от рабочей ветви, на площадках, контейнерах и т.п., так и снизу- на крюках или магнитных подвесах.
Конструкция цепного привода
Реечная передача
Обычно для привода используются одно- и двухрядные роликовые цепи. Они осуществляют передачу усилия от звездочки, укрепленной на коленчатом валу, на другую звездочку, надетую на конец распредвала.
Цепь обладает практически нулевой способностью растягиваться и сжиматься, и достаточно ограниченной гибкостью. Поэтому для того, чтобы обеспечить ей постоянное натяжение во время работы, приходится применять мощные гидравлические натяжители, похожие на миниатюрные масляные амортиизаторы. Таких натяжителей, в зависимости от количества распредвалов, может быть от одного до трех.
Для того, чтобы цепь «сидела» на своем месте при любых оборотах, ее приходится в буквальном смысле заковывать в оковы, окружая системой натяжителей и успокоителей
Даже хорошо натянутая цепь сохраняет свойство «играть» в тех местах, где нет ни звездочек, ни натяжителей. Цепь — конструкция, развивающая большую инерцию, поэтому цепной привод требует гашения колебаний. Эту задачу решают успокоители — дополнительные подпружиненные прижимные планки. Они имеют стальной каркас, покрытый слоем прочной резины. Успокоители снабжены слабыми пружинами, позволяющими цепи «играть», но лишь в ограниченных пределах. Натяжители и успокоители достаточно эффективно гасят вибрацию и шум. Спадание цепи предотвращает ограничительный палец, который ввинчивается в блок или головку блока цилиндров. При нормальной работе цепь его не касается.
Характеристики скребковых конвейеров
Рассматриваемое устройство характеризуется довольно большим количеством особенностей, которые должны учитываться. Наиболее важные характеристики конвейеров скребковых заключаются в нижеприведенных моментах:
- Высота борта может варьировать в достаточно большом диапазоне, минимальный показатель составляет 100 мм. За счет этого конструктивного элемента исключается вероятность выпадения материала на момент его транспортировки.
- Мощность доставляемого пласта также варьирует в большом диапазоне. Минимальный показатель составляет 0,8 метров, некоторые варианты исполнения изготавливаются под заказ.
- В некоторых случаях приходится проводить доставку материала под углом. Максимальный угол наклона составляет 35 градусов.
- Длина основной части может варьировать в достаточно широком диапазоне. Минимальный показатель составляет 50 метров, устройства большой длины создаются из нескольких секций.
Производители указывают основные характеристики в инструкции по эксплуатации
Также уделяется внимание мощности установленного электрического двигателя, который соединен с приводом для передачи усилия
Технические характеристики двигателя 3SZ VE
Технические характеристики двигателя 3SZ VE описаны в таблице ниже.

| Параметр | Значение |
| Объем в литрах | 1,5 |
| Горючее | Бензин |
| Привод | Цепь Морзе |
| Тип | Рядный |
| Питание | Инжектор MPI |
| Мощность | 110 лошадок |
| Крутящий момент | 145 Нм |
| Материал для блока цилиндров | Чугун |
| ГБЦ | Алюминий |
| Диаметр цилиндра | 72 мм |
| Ход поршня | 91,8 |
| Степень сжатия | 10 |
| Турбонаддув и гидрокомпенсаторы | Отсутствуют |
| Масло | Не менее 5W30 |
| Экокласс | Евро 4 |
| Фазорегуляция | Есть на впуске (VVTi) |
| Тип бензина | АИ 92 |
| Жизненный ресурс | 250 тыс км |
В этом моторе появились седельные клапаны. А также инженеры установили особый чугунный блок управления. Благодаря подобным новшествам, двигатель 3SZ VE перестал выделять слишком много тепла. Как отмечают автолюбители, движок стал простым в эксплуатации.
Опытные механики говорят, что в этот двигатель можно заправлять горючее марки 92. А вот только в машины из Европы с этим мотором должны заправляться девяносто пятым. Потому что инженеры рекомендуют АИ 95 для двигателей, которые изготавливаются специально для Европейского рынка.
Так как к модификациям транспортных средств, на которые устанавливается движок, относятся недорогие модели, то конструкцию модели мотора делали не заковыристой. Поэтому многие пользователи отмечают легкость в ремонте движка даже «на коленке».
Привод ГРМ осуществляется цепь Морзе. Не на всех Тойотовских агрегатах можно встретить эту цепь. Многие автовладельцы недовольны подобной конструкцией. Потому что цепь имеет свойство удлиняться, не отходив свой положенный срок жизни.
Разновидности
По типу корпуса специалисты разделяют транспортеры шнековые на два основных типа:
- открытые;
- закрытые.
По виду используемого шнека (числу независимых спиралей) различают одноходовые и двухходовые. По направлению вращения винта — левые и правые.
По ориентации корпуса устройства подразделяются на:
- вертикальный шнековый транспортер;
- наклонный;
- горизонтальный конвейер.
Наклонные и вертикальные винтовые конвейеры обычно выполняются в закрытом корпусе, чтобы избежать падения перемещаемого груза.
Различают шнековые спиральные транспортеры также и по таким параметрам, как:
- производительность;
- диаметр и шаг лопасти;
- длина транспортера;
- обороты и т. д.
Закрытый транспортер
Такие механизмы состоят из закрытой трубы, внутри которой вращается винт. Лопасти делаются сплошными или фасонными. Это определяется необходимой производительностью и видом перемещаемого материала. С входного конца трубы размещено отверстие, оно имеет приемный лоток, через который груз засыпается в механизм. На противоположном конце имеет выходное отверстие, его снабжают патрубком, направляющим поток в нужную сторону. Патрубок снабжают заслонкой, предотвращающей попадание в механизм случайных предметов и осадков.
Такая конструкция легко может быть загерметизирована, поэтому она идеально проходит для транспортировки мелкодисперсных сыпучих веществ с повышенным пылеобразованием. Они пригодны для работы как в закрытых производственных или складских помещениях, так и на открытом пространстве. Вертикальный шнек также требует закрытого контура. Им свойственна высокая производительность и малые потери перемещаемого груза.

Минусом является сложность обслуживания и ремонта- для доступа к деталям шнека требуется полная разборка устройства.
Открытый шнековый транспортер
Открытый винтовой конвейер имеет более простую конструкцию. Он представляет собой желоб или отрезок трубы с вырезанным верхом. Посредине желоба вращается шнек, перемещая по нему материал. Используется такая конструкция в основном в помещениях, где груз закрыт от атмосферных явлений и попадания посторонних предметов.
Преимуществом служит легкий доступ к деталям устройства для технического обслуживания и ремонта. Минусом будет исключительно горизонтально расположение транспортера (или с минимальным уклоном), иначе возникает опасность просыпания груза.
Области применения
Как и многие другие виды транспортирующего оборудования, цепные конвейеры нашли свое применение во многих областях производства. Чаще всего подобные аналоги можно встретить в металлургическом производстве, автомобиле-, авиа- и машиностроении, строительстве и на горнодобывающих предприятиях и заводах.
Также цепные транспортеры используются в кузнечно-прессовых цехах для подачи запчастей и деталей для производства закалки или отпуска.
В процессах переработки шлака такое оборудование пользуется широкой популярностью за счет герметичного корпуса, который снижает уровень запыленности производства и исключается просыпание материалов.
Принцип действия цепных транспортеров
Как и у ленточного транспортера, принцип работы основан на обращении закольцованной цепи вокруг ведущего и натяжного барабана. За счет натяжения цепи с ведущего колеса на ведомое передается крутящий момент. В ходе линейного перемещения цепи по рабочей ветви закрепленные на ней скребки, короба или контейнеры перемещают полезный груз.
Цепной конвейер скребкового типа имеет рабочую ветвь, оснащенную скребками. Она движется в коробе. Это дает возможность перемещать сыпучие и полужидкие субстанции. Скребки погружаются целиком или полностью и увлекают груз за собой. В конце рабочей ветви размещается выходной патрубок, через который транспортируемая субстанция покидает транспортер. В других типах полезная нагрузка размещается в коробах, черпаках, контейнерах или на открытых площадках, закрепленных на цепи. Такие устройства могут перемещать и жидкие грузы.
Приводной орган конвейера весьма прочен, может выдерживать как большие физические нагрузки, так и значительные перепады температуры. Это открывает данному классу конвейеров путь в горячие цеха металлургических, химических и машиностроительных предприятий и в стационарные морозильные установки большой мощности и площади.
Цепь может изгибаться в любом направлении, поэтому конфигурация конвейера может быть выбрана исходя из потребностей производства.
Конструкционные особенности конвейера
Если работа предприятия связана с тяжелыми грузами, то необходимо использовать то оборудование, которое будет выдерживать крупный вес продукции. Поэтому в таких случаях отдают предпочтение цепным транспортерам. Они применяются для перемещения продукции в наклонном и горизонтальном положении, для организации реверсивных направлений. От ленточных они отличаются громоздкостью и сложностью, большой массивностью. Однако цепной конвейер имеет большие возможности применения, что обуславливает его популярность. Его тяговый и грузонесущий элемент – одна или несколько цепей, которые двигаются по специальным направляющим. Движение происходит благодаря раме с гладкими направляющими и закрепленными на ней приводной и натяжной звездочками.
Цепные конвейеры имеют вид своеобразного короба, внутри которого размещена перегородка. Может отличаться наличием одной или двух параллельных цепей (зависит от расчетной нагрузки и назначения). Ролики имеют упорную реборду или цилиндрическую поверхность. Транспортируемый груз перемещается верхней или нижней ветвью в зависимости от разновидности устройства.
Цепи бывают следующих видов:
- катковые с гладкими катками;
- роликовые;
- катковые с ребордами на катках.
Стоит отметить, что любые цеповые механизмы для цепных конвейеров могут быть произведены в разборном или неразборном виде. Привод состоит из одной/двух звездочек, которые монтируются на приводной вал. За счет натяжения цепи с ведущего колеса на ведомое передается крутящий момент.
Основная конструктивная особенность транспортера заключается в возможности перемещать крупногабаритные и длинномерные грузы. Если применяется пластинчатая цепь, то возможна транспортировка штучной продукции любого веса или размера.
Цепной конвейер можно эксплуатировать даже в условиях высоких температур, если в нем не предусмотрено наличие композитных или полимерных материалов. Транспортер может быть увеличен или уменьшен на необходимую длину благодаря модульной конструкции. Максимальная нагрузка достигает нескольких тонн.
Какие типы цепей используются для цепных конвейеров:
- ящичные;
- приводные из нержавеющей стали;
- катковые;
- втулочно-роликовые;
- пластинчатые.
По исполнению в зависимости от характеристик груза:
- одно-двух-трех-четырехрядные цепи;
- с ребордами на катках для позиционирования цепи;
- с роликами для участков накопления;
- со специальными накладками для хрупкой продукции;
- с пластинами, которые нужны, чтобы закрепить дополнительные элементы.
Цепной конвейер – эксплуатация и применение
Определим некоторые преимущества работы цепного конвейера. К ним можно отнести во-первых то, что на данных конвейерах возможна настройка размеренного движения перевозимого груза, предотвращающего его падение или съезжание с ленты конвейера. Следующим немаловажным положительным аспектом является то, что данные виды конвейеров оснащаются специальными устройствами, как то: антискользящие накладки, бортики и специальные ограничители.
Отрадно еще и то, что устройство данных агрегатов позволяет проводить настройку, которая задает маршрут и количество перевозимого груза. К тому же данный вид конвейеров является достаточно эргономичным, что позволяет содержать его в довольно стесненных условиях или помещениях небольшой площадью. Изготовлен конвейер из экологичных материалов, таких как алюминий и нержавеющая сталь, таким образом люди, обслуживающие данную технику, не получают никакого вредоносного воздействия. Следует отметить так же, что конструкция цепного конвейера позволяет перемещать грузы, габариты которого превосходят сам транспортер.
Таким образом, становится ясно, что для достижения наиболее качественных результатов, которые при этом не будут достигаться посредством тяжелого труда, применение и использование в производстве цепных конвейеров, является необходимым и рациональным решением.
Появление и конструкция цепи
Для начала рассмотрим, откуда появилась цепь и как она устроена.
История появления и развития
Если первые модели байков были скорее «беговелами», то полноценная конструкция велосипеда с цепным приводом появилась лишь к 1870-м, а заняла лидирующее место лишь к концу XIX века, когда появилась калёная сталь. До этого материалы были слишком ненадёжными, а условия производства не позволяли сформировать звенья, которые будут работать долго под большой и нестабильной нагрузкой.
Были эксперименты с прямым приводом на колёса с помощью шестерён, долго исследовались возможности ремённого привода. Однако к началу XX века сегодняшний стандарт «взял своё», и практически все выпускаемые велосипеды по конструкции отличались от современных лишь отсутствием передач. Передачи появились в 1950-х годах на спортивных велосипедах, и лишь через 30 лет завоевали массовый рынок.
Цепи применяются повсеместно и не только в велосипедах. Разные размеры, типы, формы, количество лент – прогресс не стоит на месте, и их изготовлением занимаются огромные заводы, – что, конечно же, идёт на пользу качеству и стоимости данной детали для велосипеда.
Типы цепей
Стандарты выделяют следующие виды велосипедных цепей по общей конструкции:
- роликовые – внутри звеньев небольшие ролики. Такой тип износоустойчив, но применяется редко, так как дорог в изготовлении;
- втулочные – аналогичны роликовым, но вместо отдельной детали сквозь звено проходит прямая втулка. Подавляющее число велосипедных цепей – данного типа;
- зубчатые – используются только в экспериментальных байках, пришли из промышленного производства.
Кроме того, по способу соединения звеньев:
- обычная велоцепь – звенья можно соединить через одно, попеременно чередуясь. Для обычных велосипедистов лучше всего выбрать этот тип;
- халфлинк (half link, половина звена) – последовательность однотипных не чередующихся полузвеньев, которые входят одно в другое. Велосипедная цепь устойчива к динамическим повреждениям и ремонтопригодна, но при длительном использовании быстро растягивается, ведь число «ослабленных» элементов вдвое больше, чем у обычной. В таких цепях почти всегда ставится замок.
Многие производители вводят свои уникальные размыкающие звенья (замок), которые позволяют быстро снять цепь. Сколько звеньев такого плана есть, сложно сказать, каждый производитель продвигает свой стандарт, часто появляются новые. Устоявшейся классификации нет.
Если длина цепи может быть легко изменена добавлением и выключением звеньев, не стоит забывать, что существуют несколько типов цепей, различающихся по ширине. Для велосипедов стандартом стало следующее деление:
- На 7-8 скоростей – достаточно широкие, стандартные;
- На 9 скоростей – уже, обычно поставляются под конкретные сборки, могут использоваться (с некоторыми оговорками) для 7-8;
- На 10 скоростей – узкие цепи, не могут использоваться с другим набором звёзд.
Использование неправильной комбинации цепи попросту опасно. Например, цепь на 7 звёзд застрянет в дорогом переключателе на 10 скоростей. Она же будет цеплять звёзды на барабане, чем помешает нормально передвигаться и моментально убьёт трансмиссию.
Особенности цепных конвейеров
Конструкция цепного конвейера предусматривает наличие цепи, которая выполняет функцию тягового органа. Помимо этого, имеются стационарный, неподвижный жёлоб и лента со скребками. Последние необходимы для того, чтобы зачерпывать груз и транспортировать его вперёд по жёлобу. Перемещение ленты осуществляется при помощи тяговых цепей.
Для того чтобы не загрязнять помещение, в котором установлен конвейер, транспортировку сыпучих грузов производят в конвейере, закрытом стальными щитами. Для перемещения макулатуры используются конвейеры, оснащённые двумя цепями.
Желаете приобрести нашу продукцию и/или хотите получить больше информации? Звоните,.
Виды конвейеров
Существует несколько основных типов конвейеров: ленточные конвейеры, пластинчатые конвейеры, скребковые конвейеры, цепные конвейеры, подвесные конвейеры, винтовые конвейеры, роликовые конвейеры, инерционные конвейеры, качающиеся конвейеры, вибрационные конвейеры. Рассмотрим для чего предназначены данные виды конвейеров.
Пожалуй, наиболее распространенным типом конвейера является ленточный конвейер, предназначенный для перемещения насыпных, кусковых и штучных грузов, как на короткие, так и на дальние расстояния. В конструкции ленточного конвейера тяговым и грузонесущим органом является лента, движущаяся по стационарным роликоопорам. Натяжение ленты производится при помощи приводного и натяжного барабанов. Основными преимуществами ленточных конвейеров является высокая надежность и производительность от нескольких тонн в час до нескольких тысяч тонн в час.
Пластинчатые конвейеры предназначены для перемещения в горизонтальной плоскости или с небольшим уклоном штучных грузов (от 0,5 кг до 500 кг и более) и крупнокусковых грузов. Преимуществом пластинчатого конвейера является возможность транспортировать грузы с острыми кромками, грузы, нагретые до высоких температур. Также пластинчатые конвейеры находят широкое применение в пищевой промышленности.
Скребковые конвейеры — еще один вид конвейеров, предназначенный для перемещения сыпучих или кусковых грузов по желобу или трубе при помощи движущихся скребков. Однако применение скребковых конвейеров ограничено ввиду быстрого износа скребков и желобов, а также большого расхода энергии на преодоление сопротивления материала. Разновидностью скребковых конвейеров являются конвейеры с погруженными скребками. У таких конвейеров скребки перекрывают только часть желоба, при этом груз заполняет желоб целиком или большую его часть. Такие конвейеры используются чаще всего для перемещения мелкосыпучих грузов в горизонтальном, вертикальном или наклонном направлении.
Еще одним крайне распространенным видом конвейеров являются цепные конвейеры или, как они называются по-научному, конвейеры с несущими и ведущими цепями. Такие конвейеры не имеют грузонесущего органа. В таких конвейерах грузы устанавливаются непосредственно на цепи. Цепные конвейеры предназначены для перемещения тяжелых крупногабаритных или горячих грузов. Разновидностью цепного конвейера является тележечный конвейер. В таком конвейере тележки соединены между собой тяговой цепью и двигаются по замкнутой трассе.
Подвесные конвейеры предназначены для перемещения штучных грузов чаще по замкнутой трассе. Среди подвесных конвейеров выделяют грузонесущие, тянущие и толкающие.
Еще одним крайне распространенным типом конвейеров является винтовой конвейер. Винтовые конвейеры предназначены для перемещения пылевидных и мелкокусковых грузов в горизонтальной или наклонной плоскости с углом наклона до 20 градусов. Как и в скребковых конвейерах лопасти и желоб винтового конвейера быстро изнашиваются, груз измельчается, на его транспортировку расходуется большое количество энергии.
Роликовые конвейеры предназначены для перемещения штучных грузов, имеющих плоскую, цилиндрическую или ребристую поверхность. Ролики могут быть как приводными, так и не приводными. Конвейеры с неприводными роликами (гравитационные) имеют уклон 2-5 градусов, на таких конвейерах груз перемещается под действием силы тяжести.
Еще одним типом конвейеров, объединяющим два подтипа, являются инерционные конвейеры. Инерционные конвейеры предназначены для транспортировки сыпучих или мелкоштучных грузов на небольшие расстояния. Сред инерционных конвейеров выделяют: качающиеся конвейеры и вибрационные конвейеры. Первые характеризуются большой амплитудов и малой частотой колебаний, вторые напротив большой частотой и малой амплитудой.
Компания АЛЬФА ИНЖИНИРИНГ предлагает следующие виды конвейеров:
- цепные конвейеры;
- пластинчатые конвейеры;
- ленточные конвейеры;
- конвейеры на модульной ленте;
- воздушные конвейеры;
- рольганги;
- конвейеры для специального применения.
Уже более 15 лет наша компания производит надежные и производительные конвейеры для различных отраслей. Обратитесь в нашу компанию и мы подберем для вас вид конвейера, максимально подходящий под ваши задачи.
Рис. 1. Схема пластинчатого конвейера 1 — транспортирующий орган; 2 — приводной барабан; 3 — цепь; 4—направляющие станины; 5 —натяжной баран
Рис. 2
—
В цепных конвейерах тяговым органом являются цепи различного типа как пластинчатые по ГОСТ 588—64, так и сварные по ГОСТ 2319—70. Наиболее распространенным являются пластинчатые втулочно-роликовые цепи. Цепные конвейеры можно применять при высоких температурах, а также для работы с весьма грубыми и крупнокусковыми материалами, когда применение ленточных конвейеров становится нецелесообразным. Цепь дает возможность удобного и надежного крепления грузонесущих и ходовых элементов конвейера, обеспечивает надежную передачу тягового усилия зацеплением цепи звездочкой и имеет малую вытяжку под нагрузкой.
Рис. 3. Конвейерные цепи: а — пластинчатая втулочно-роликовая цепь; б — втулочно-катковая цепь (с ребордными 1 и с безребордными 2 катками); в — втулочно-роликовая цепь с изогнутыми пластинами
Меньшее значение коэффициента неравномерности принимается при повышенной точности изготовления цепи и монтажа конвейера.
Запас прочности k зависит от назначения и степени ответственности машины, вида ее трассы, условий работы. Обычно для конвейеров неответственного назначения без вертикальных или сильно наклонных ветвей принимают k — 6 – 7; для конвейеров ответственного назначения (например, для эскалаторов), а также для конвейеров, имеющих сильно наклонные участки, k — 8 — 10.
Кроме данного метода расчета по усредненному запасу прочности, все большее применение находит определение запаса прочности по дифференциальному методу, когда общий запас прочности составляется из произведения нескольких коэффициентов, каждый из которых учитывает влияние отдельных факторов или группы факторов, на несущую способность цепи*.
Одновременно с транспортированием груза на цепном конвейере могут производиться различные технологические операции. Особенно широко применяют цепные конвейеры в сборочных цехах (сборочные конвейеры), а также в автоматических цехах и автоматических заводах, так как цепной конвейер можно легко приспособить к выполнению данного технологического процесса и автоматизировать его работу по заданной программе. Схемы цепных конвейеров отличаются еще большим разнообразием, чем схемы ленточных конвейеров. Все цепные конвейеры можно подразделить на конвейеры, устанавливаемые на полу, и на подвесные конвейеры, когда рабочие элементы конвейера перемещаются по специальному подвесному пути.
Цепные конвейеры могут состоять из двух параллельных цепей или только из одной бесконечной цепи. Цепь при своем передвижении поддерживается роликами, причем эти ролики можно устанавливать стационарно (как ролики ленточных конвейеров) или они могут передвигаться вместе с цепью. В последнем случае ходовые ролики передвигаются по специальным направляющим.
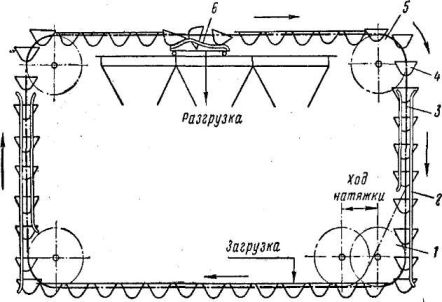
Рис. 4. Схема ковшового конвейера: 1 — натяжная звездочка; 2 — направляющие; 3 — тяговая цепь; 4— ковши; 5 — приводная звездочка; б—разгрузочное устройство
Для перемещения груза конвейеры снабжаются пластинами, образующими полотно конвейера, или ковшами, люльками, специальными подхватами, тележками и т. п. Широкое применение в различных областях промышленности (угольной, химической, цементной и т. п.) имеют ковшовые цепные конвейеры. Ковши ковшового конвейера шарнирно подвешиваются к двум пластинчато-втулочным тяговым цепям и центр тяжести ковша располагается всегда ниже оси подвеса, чем обеспечивается устойчивое положение ковша при его движении и автоматическое возвращение в исходное положение после опрокидывания при разгрузке.
Преимуществами ковшовых конвейеров являются возможность транспортирования не только по горизонтали, но и по наклонному участку и даже по вертикали, простота и удобство разгрузки конвейера в любой точке трассы, возможность транспортирования горячих грузов, а также отсутствие дополнительного измельчения груза при транспортировке.
Недостатками ковшовых конвейеров являются большой вес ходовой части и высокая стоимость конвейера, Кроме того, надо отметить, что при движении с большой скоростью (1 — 1,5 м/сек) наблюдается раскачивание ковшей, увеличивающее динамические усилия в конструкции и приводящее к рассыпанию груза. Поэтому ковшовые конвейеры работают обычно со скоростями движения в пределах 0,15—0,4м/сек, причем большие значения принимают для цепей малого шага, когда динамическая нагрузка уменьшается.
Ковши конвейера обычно изготовляют из листовой стали толщиной от 2 до 6 мм, при помощи электросварки и подвешивают к цепи на осях. По способу расположения ковшей различают конвейеры с расставленными и сомкнутыми ковшами. При сомкнутых ковшах зазор между ковшами перекрыт специальными козырьками, прикрепленными к ковшам, и они не мешают опрокидыванию ковша в одном направлении.
Рис. 5. Подвески ковшей цепного конвейера: а — расставленные; б — сомкнутая подвеска; в — на сквозной оси; г — на двух полуосях
Коэффициент заполнения ковшей ф принимают в пределах 0,7—0,8, причем меньшие значения принимаются для кусковых грузов.
Разгрузка ковшей осуществляется при помощи установки упоров или специальных разгрузочных шин около места разгрузки. Ковши доходят до упоров и опрокидываются, высыпая груз. После опорожнения ковши занимают исходное положение.
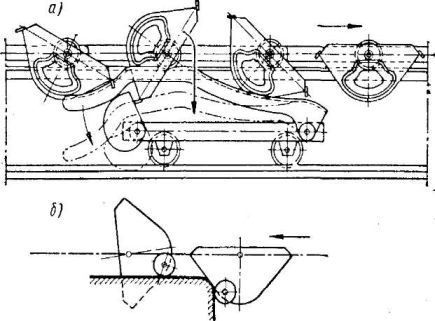
Рис. 6. Разгрузка ковшей: а — установкой тележки с разгрузочными шинами; б — установкой упора
Для подачи груза непрерывным потоком, а также для транспортирования штучных грузов применяют пластинчатые цепные конвейеры, изгибающиеся в вертикальной или горизонтальной плоскости, в которых цепи соединяются специальными деревянными или металлическими лотками. Пластинчатый конвейер состоит из приводной станции, натяжной станции и пластинчатой катковой цепи с лотками, движущейся по специальному пути, поддерживающему рабочую и холостую ветви конвейера. Разгрузка производится с полотна конвейера, при проходе его через приводные звездочки, а загрузка может производиться через загрузочный лоток в любом месте рабочей ветви конвейера. В передней части лотки имеют закругления (относительно оси их поворота), создающие непрерывность полотна конвейера при огибании ими звездочек.
Плоский безбортовой настил применяется главным образом для транспортирования штучных грузов. Для увеличения сечения насыпного материала, а следовательно, и увеличения производительности конвейера применяют подвижные, т. е. движущиеся вместе с полотном конвейера, или неподвижные борта. Пластины полотна прикрепляют к звеньям тяговой цепи при помощи болтов, заклепок или сваркой. На полотне без бортов считают, что груз расположен по треугольнику, как и на ленточном конвейере при плоской Ленте.
Рис. 7. Пластинчатый конвейер
Рис. 8. Секции пластинчатого конвейера
Рис. 9. Поперечное сечение насыпного груза на настиле пластинчатого конвейера: а — без бортов; б — с подвижными бортами; в — с неподвижными бортами
Скорость движения пластинчатых конвейеров равна 0,05—0,6 м/сек в зависимости от их назначения и характера груза.
Пластинчатые конвейеры широко применяются в промышленности для транспортирования различных штучных и насыпных грузов Часто одновременно с транспортированием груз подвергается технологическим операциям — термообработке, мойке, сушке, окраске и т п Так как полотно пластинчатого конвейера более прочно, чем конвейерная лента, то на пластинчатых конвейерах перемещают более тяжелые, крупно-кусковые и абразивные грузы, а также грузы, имеющие высокую температуру.
Рис. 10. Скребковый конвейер: 1 — натяжное устройство; 2 — тяговая шарнирно-катковая цепь; 3 — скребки; 4 — приводная станция: 6 — задвижка разгрузочного устройства; 6 — желоб рабочей ветви конвейера
К разновидностям пластинчатых конвейеров относятся различные конвейеры для заливки литейных форм и эскалаторы, применяемые в метро и в учреждениях. Так как пластинчатые конвейеры весьма тяжелы — в них движется и груз, и полотно, то для транспортирования материалов, измельчение которых не снижает их качества, применяют скребковые конвейеры, в которых материал перемещается по неподвижному желобу волочением при помощи скребков, соединенных с движущейся цепью.
Скребковые конвейеры применяют для транспортирования различных пылевидных, зернистых и кусковых материалов. Желобы скребкового конвейера изготовляют из дерева или железа или из дерева, обитого листовым железом. Форма желоба может быть самой различной. Однако в желобе, изображенном на рис. 11, а, материал может забиваться в углы, увеличивая сопротивление передвижению. Поэтому формы желоба, изображенные на рис. 11, б, е, предпочтительнее.
Скребок конвейера изготовляют из листовой стали толщиной 3—8 мм. На нижнюю кромку скребка, трущуюся по желобу, иногда для увеличения срока его службы делают наплавку или приваривают полоску из износоустойчивого материала (например, из марганцовистой стали). В ряде случаев применяются пластмассовые скребки. Шаг скребков определяется в зависимости от размеров кусков груза, угла естественного откоса, высоты и формы скребка, шага цепи. Выбранный шаг скребков должен обеспечивать наилучшее заполнение пространства между скребками и обычно принимается равным двум шагам цепи.
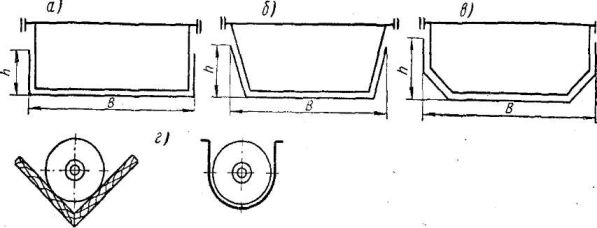
Рис. 11. Форма желобов и скребков скребкового конвейера: а — прямоугольная; б — трапецеидальная; в — со срезанными углами; с — желоб для круглых скребков
Для крупнокусковых грузов шаг скребков должен быть больше наибольшего размера куска.
При транспортировании груз в желобе перед скребком располагается примерно по форме неравнобоковой трапеции с углом ф, близким к углу естественного откоса в движении.
Рис. 12. Схема к расчету скребкового конвейера
Рабочей ветвью скребкового конвейера может быть как нижняя, так и верхняя в зависимости от того, как скребки присоединены к цепи конвейера. При нижней рабочей ветви наиболее удобной является загрузка конвейера около натяжной станции. Производить загрузку сверху неудобно, так как этому препятствуют цепи и скребки верхней ветви. Разгрузку материала с конвейера с нижней рабочей ветвью производить можно в любом месте желоба и в конце его.
Для разгрузки в какой-либо точке желоба в дне желоба делают люк, через который материал проваливается вниз. В конвейере с верхней рабочей ветвью скребки направлены во внутрь конвейера. Загрузку этого конвейера производят через верх в любой точке его длины, а разгрузку можно производить через бок желоба или в конце его. Скорости скребкового конвейера принимают в пределах 0,2—1,0 м/сек. Ширину желоба В принимают в 3—4 раза больше высоты h.
Большое применение скребковые конвейеры получили в химической и угледобывающей промышленности на обогатительных фабриках.
Недостатками скребковых конвейеров, ограничивающими их применение в ряде отраслей промышленности, являются измельчение транспортируемого груза, быстрый износ желоба, что особенно проявляется при транспортировании абразивных материалов, большой расход энергии, а также затрудненность транспортирования сильно влажных и липких грузов.
При транспортировании груза скребковым конвейером по наклонному желобу вверх производительность конвейера значительно снижается, поэтому скребковые конвейеры применяют при угле подъема до 30-40°.
Преимуществом конвейеров с погруженными скребками является возможность промежуточной загрузки и разгрузки материала, герметичность транспортной системы, разнообразие трасс перемещения груза в одной плоскости.
К недостаткам следует отнести интенсивный износ скребков и желоба, повышенный расход энергии, затруднительность транспортирования абразивных, влажных и липких грузов, а также грузов с твердыми включениями, которые заклиниваются между скребком и желобом.
Рис. 13. Горизонтально-вертикальный конвейер с погруженными скребками; а — схема конвейера; б — сечение по рабочей ветви конвейера
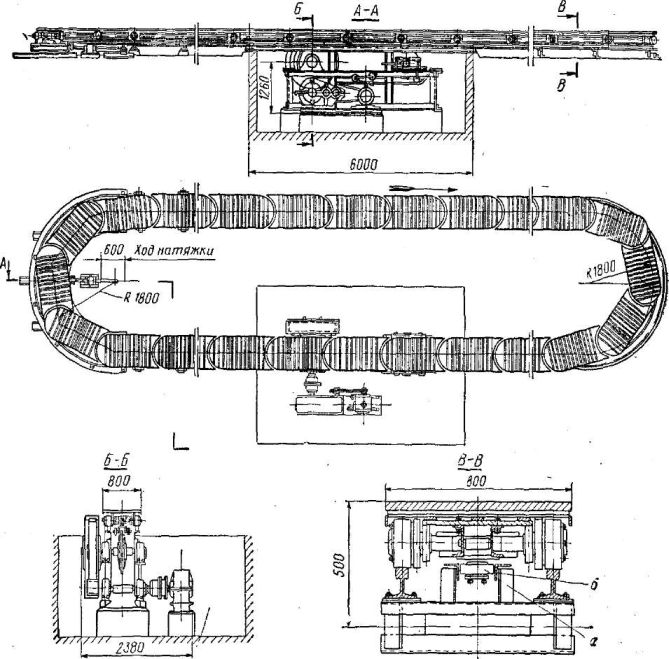
Рис. 14. Литейный тележечный конвейер со сплошными экранирующими платами
Для предупреждения схода тележек с рельса на закруглениях пути в данной конструкции вместо ходовых катков с ребордами, создающими большие сопротивления передвижению, применены специальные направляющие ролики а, соединенные с тележками и перемещающиеся между направляющими б. По характеру перемещения изделий тележечные конвейеры могут иметь непрерывное и пульсирующее движение тележек.
Рис. 15. Общий вид грузонесущего подвесного конвейера
Вертикально замкнутые конвейеры более компактны, так как у них обратная ветвь проходит под рабочей ветвью, однако в этом случае обычно используется только одна рабочая ветвь. В горизонтально-замкнутых конвейерах используются обе ветви, но для своего размещения этот конвейер требует значительно большей площади.
Подвесные цепные конвейеры применяют для непрерывного или периодического транспортирования различных штучных или массовых (в таре) грузов по замкнутому контуру сложной пространственной трассы. Широкое применение подвесные конвейеры нашли в поточном производстве для межоперационных передач изделий, причем грузы, перемещаемые подвесными конвейерами, по пути транспортирования могут подвергаться различным технологическим операциям: очистке в пескоструйных камерах, наклепу в дробеструйных камерах, травлению или пропитке в химических ваннах, покрытию лаком, сушке и т. п.
Подвесной конвейер состоит из замкнутого тягового органа с каретками, служащими для поддержки тягового органа и прикрепления подвесок. Катки кареток при помощи тягового органа перемещаются по замкнутому подвесному пути. В качестве тягового органа можно применять цепи всех типов (пластинчатые, сварные, литые, одношарнирные и двухшарнирные), а также стальные канаты. Двухшарнирные цепи имеют шарниры, оси которых расположены в двух перпендикулярных плоскостях, что обеспечивает большую гибкость цепи во всех направлениях.
Разборные пластинчатые и литые цепи имеют шарниры с осями, расположенными в одной плоскости. При этом гибкость цепи в перпендикулярной плоскости создается благодаря специально заданным зазорам, позволяющим звеньям поворачиваться на некоторый угол (2—5°) в плоскости осей шарниров. Вследствие определенной гибкости цепи конвейера трасса подвесного конвейера может охватывать различные этажи и обходить препятствия на пути трассы. Рельс конвейера обычно располагается в верхней части здания и, следовательно, подвесной конвейер не загромождает производственной площади цеха.
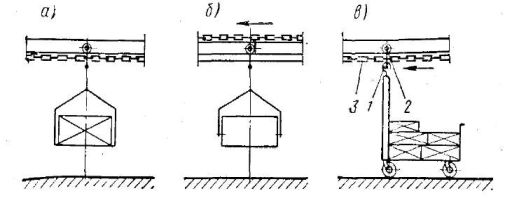
Рис. 16. Схемы различных типов подвесных конвейеров: а — грузонесущий; б — толкающий; в — грузоведущий
Большая протяженность подвесного конвейера в сочетании с его пространственной гибкостью позволяет обслуживать одним конвейером законченный производственный цикл при возможности широкой автоматизации управления конвейером и распределения грузов и погру-зочно-разгрузочных операций. Все эти преимущества подвесных конвейеров сделали их наиболее распространенными средствами для внутрицехового и межцехового транспортирования грузов и для межоперационной передачи изделий в поточном производстве различных областей промышленности.
По характеру соединения тягового органа с транспортируемым грузом различают следующие типы подвесных конвейеров: 1. Грузонесущий конвейер — каретки с подвесками для грузов постоянно соединены с тяговым органом и перемещаются по подвесному пути, вдоль которого движется тяговый орган. 2. Толкающий конвейер — тележки с подвесками для грузов не имеют постоянного соединения с тяговым органом и движутся при помощи кулачков, закрепленных на тяговом органе. Тяговый орган с каретками и кулачками движется по своему подвесному пути, а тележки с грузом — по самостоятельному грузовому пути. 3. Грузоведущий конвейер — каретки, постоянно соединенные с тяговым органом, имеют специальные захваты, которые зацепляются за вертикальные штанги тележек, передвигающихся по полу.
Перемещение груза подвесным грузонесущим конвейером производится при помощи тягового органа — цепи с прикрепленными к нему каретками, имеющими ролики, движущиеся по замкнутому подвесному пути. Конструкция подвески конвейера определяется характером груза и назначением конвейера. Они крепятся к каретке или траверзе шарнирно, чтобы при прохождении вертикальных и наклонных участков подвески находились в вертикальном положении, не допускающем соскальзывание груза.
Рис. 17. Подхваты для транспортирования изделий подвесным конвейером: а — с цилиндрическими лотками; б — с полками
Скорость движения подвесного конвейера зависит от его назначения. Для технологических конвейеров скорость транспортирования определяется ритмом технологического процесса; для конвейеров, используемых только для транспортирования грузов, скорость зависит от заданной производительности и способов загрузки и разгрузки. Обычно эта скорость принимается в пределах 0,1— 30 м/мин.
Если вес перемещаемого изделия превышает нагрузку, допустимую на одну каретку, груз подвешивают на двух каретках при помощи специальной траверсы. Для уменьшения давления на колеса применяют не только двухкатковые, но и четырехкатковые тележки. Расстояние между каретками обусловлено шагом расположения подвесок и необходимой величиной радиуса вертикальных перегибов трассы конвейера.
Рис. 18. Каретка подвесного конвейера в полузамкнутом профиле пути
Для конвейеров с вертикальными перегибами каретки располагаются обычно на расстоянии 4—10 шагов цепи. При отсутствии вертикальных перегибов шаг кареток может быть увеличен до 1200—1600 мм. В качестве пути подвесного конвейера можно использовать любой прокатный профиль (двутавр, швеллер, уголок и т. п.).
В последнее время широко внедряются подвесные пути полузамкнутого профиля, внутри которого перемещаются каретки конвейера. При этом повышается безопасность работы и увеличивается срок службы катков и рельсов, так как поверхность катания не загрязняется.
Рис. 19. Загрузка подхватов подвесного конвейера с гребенчатого стола
Загрузку и разгрузку подвесных конвейеров можно производить на ходу конвейера в любых точках их трассы либо вручную, либо при помощи специальных приспособлений, обеспечивающих автоматизацию этого процесса.
Ручную загрузку применяют при транспортировании легких грузов, а также грузов, неоднородных по своей форме. Если же конвейер предназначен для перемещения груза определенного вида и формы, то можно применять полуавтоматическую или автоматическую загрузку и разгрузку.
Автоматическую загрузку и разгрузку производят конвейером и вспомогательными механизмами без применения труда человека. Полуавтоматическая загрузка и разгрузка требует наблюдения рабочего за процессом и приложения небольшого усилия. Обычно загрузку и разгрузку конвейера производят на ходу конвейера при скорости не более 10—15 м/мин. При автоматической загрузке изделия захватывают специальными подхватами с гребенчатого плоского или роликового стола. При этом лапы захватов входят между гребенками стола и, поднимаясь, захватывают груз.
Этот способ нашел широкое применение для погрузки на конвейер ящиков, бочек, тюков и др. грузов. Если грузы имеют центральное отверстие (автопокрышки и камеры, бунты проволоки и ленты и т. п.), то они могут захватываться не со стола, а с наклонного ленточного или цепного конвейера. Иногда автоматическая загрузка производится с помощью подъемно-поворотного стола. В этом случае грузы рольгангом или конвейером подаются к захвату подъемно-поворотного стола, поочередно поднимаются им в вертикальное положение, удобное для захвата их подвесным конвейером.
Рис. 20. Загрузка подъемно-по-воротным столом
Рис. 21. Автоматическая загрузка ковшей подвесного конвейера
Автоматическая загрузка ковша подвесного конвейера сыпучим грузом показана на рис. 260. Здесь непрерывно работающий конвейер подает материал в лоток-бункер. При подходе ковша к месту загрузки срабатывает конечный выключатель, что вызывает опускание затвора пневматическим цилиндром и пересыпание груза с лотка в ковш. При переходе ковшом места загрузки затвор снова перекрывает лоток до подхода следующего ковша.
Автоматическую разгрузку подвесного конвейера можно производить с подвески конвейера на наклонную плоскость или рольганг при помощи отклонения подвески. В этом случае подвески снабжают роликами, а место разгрузки — криволинейными направляющими. Ролики подвесок скользят по направляющим и отклоняют подвеску. При этом грузы соскальзывают с подвески.
Пройдя направляющие, подвески восстанавливают свое рабочее положение.
Среди большого количества разнообразных способов автоматической разгрузки можно отметить разгрузку при помощи дополнительного разгрузочного конвейера. При этом способе разгрузки под подвесным конвейером в месте разгрузки устанавливают ленточный или пластинчатый цепной конвейер, имеющий скорость движения тягового органа на 30—40% выше скорости подвесного конвейера. Трасса подвесного конвейера опускается над разгрузочным конвейером вниз, грузы ложатся на ленту разгрузочного конвейера и снимаются с подвесок.
Для избежания поломок механизмов конвейера и его ходовой части из-за случайных перегрузок или задевания подвеской за неподвижную конструкцию приводная звездочка снабжается предохранительным устройством (муфтой максимального момента или срезающимися штифтами), срабатывающими при превышении расчетного тягового усилия на 25%. Одновременно происходит выключение конвейера. Для предупреждения от скатывания вниз кареток, находящихся на наклонных или вертикальных участках высотой более 1 м, при отрыве или разъединении звеньев цепи подвесные конвейеры снабжаются специальными ловителями, захватывающими и останавливающими тяговый орган.
В толкающих конвейерах, наиболее легко поддающихся автоматизации, толкающие каретки, смонтированные на роликах, передвигаются по подвесному пути, увлекаемые тяговой цепью. Грузовые тележки, не связанные с тяговой цепью, перемещаются по второму подвесному пути 6, расположенному ниже первого. На тяговой цепи (а в других конструкциях на грузовых карет ках) закреплены качающиеся упорные рычаги, упирающиеся в грузовую тележку (или в выступ на тяговой цепи) и увлекающие ее в совместное движение.
Рис. 22. Разгрузка подвесного конвейера на ленточный конвейер
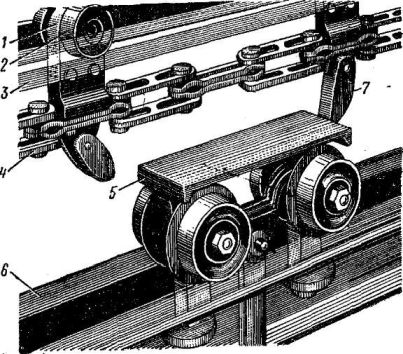
Рис. 23. Ходовая часть толкающего конвейера
Так как грузовые тележки не связаны непосредственно с тяговой цепью, то, применяя на пути, по которому перемещаются грузовые тележки, переводные стрелки, можно вручную или автоматически отводить грузовые тележки с основного пути на линию обработки и затем снова возвращать на основную трассу для дальнейшего следования. Это позволяет объединить в одну, полностью автоматизированную систему отдельные даже различные по ритму транспортные и технологические линии.
Находясь на линии обработки, тележка служит перемещающимся стеллажом на поточной линии. На первой операции потока заготовку берут с подвески тележки и после обработки кладут ее снова на подвеску и подталкивают дальше. В районе последней операции поточной линии кончается горизонтальная часть неприводного участка конвейера и начинается уклон пути (в 4—6°), по которому тележка устремляется к входной стрелке, направляющей ее на основную трассу, и затем тележка транспортируется либо на следующий технологический поток для дальнейшей обработки детали, либо на склад.
Толкающий конвейер позволяет без перегрузок осуществлять следующие операции: 1) переводить тележки с грузом с одного консейера или приводного участка на другой при помощи автоматических или дистанционно управляемых стрелок или выводить тележку к рабочему месту; 2) автоматически распределять грузы по складским путям, производя одновременно их сортировку по маркам и размерам; при этом грузы могут храниться на подвесных путях, разгружаться автоматически в бункера или специальные стеллажи; 3) выдавать грузы с подвесных складов в заданном ритме и последовательности с подачей их непосредственно к рабочему месту; 4) организовывать сборку непосредственно на подвесках конвейера, причем сборка в зависимости от трудоемкости отдельных технологических операций может быть организована как с параллельным потоком, так и с последовательным; 5) производить вертикальное перемещение тележек с грузом для подачи его непосредственно к рабочему месту или передачи на конвейерные линии других этажей, что позволяет, например, устанавливать транспортируемую на конвейере деталь непосредственно в центрах токарного станка без каких-либо дополнительных перегрузочных средств; 6) менять на конвейере расстояние между грузами, что необходимо по технологическим соображениям (например, в камере для окраски расстояние должно быть увеличено, а в сушилках в целях экономии площади — уменьшено); 7) передавать изделие на повторную обработку через возвратную петлю, если при проходе через контрольный пункт оно признано дефектным;  создать вблизи от рабочего места «буферные» подвесные склады, которые, располагаясь под потолком, не занимают производственной площади и в то же время позволяют выравнивать пульсацию, неизбежную в сложных технологических потоках.
создать вблизи от рабочего места «буферные» подвесные склады, которые, располагаясь под потолком, не занимают производственной площади и в то же время позволяют выравнивать пульсацию, неизбежную в сложных технологических потоках.
Одним из важных свойств подвесных толкающих конвейеров является возможность организовать автоматический учет транспортируемых изделий по каждому наименованию, независимо от их количества. Учет может быть произведен как в штуках, так и по весу. В последние годы широкое применение получили усовершенствованные системы подвесных толкающих конвейеров с автоматическим управлением и адресованием груза, позволяющие исключить трудоемкие работы, выполняемые вручную.
К недостаткам толкающих конвейеров следует отнести: большую габаритную высоту, чем у обычного грузонесущего подвесного конвейера для одного и того же груза и типоразмера конвейера. Это увеличение высоты в ряде случаев достигает 600—700 мм и объясняется наличием двух путей — тягового и грузового, расположенных друг над другом, и штанги для автоматического адресования; более высокий собственный вес конструкций на единицу длины транспортирования, чем у обычного подвесного конвейера, что также объясняется наличием двух путей и двух тележек — тяговой на цепи и грузовой — для подвески груза. Увеличение веса возможно в 2—2,5 раза.
Вследствие того, что толкающий подвесной конвейер значительно сложнее, тяжелее и дороже подвесного грузонесущего конвейера, его целесообразно применять при сложных технологических процессах, требующих в разных пунктах различных по времени транспортных и технологических операций и автоматической передачи грузов без перегрузки с одной технологической линии на другую, а также для создания многономенклатурных складов и заделов, обеспечивающих комплектное питание сборочных линий. При более простых технологических процессах применение грузонесущего подвесного конвейера является более экономически обоснованным. Скорости толкающих конвейеров принимают обычно не более 10—12 м/мин. Привод толкающего подвесного конвейера показан на рис. 24.
Рис. 24. Привод толкающего конвейера
Разновидностью толкающего конвейера является грузоведущий (тянущий) конвейер, используемый для перемещения грузов, скользящих по специальному настилу или полотну рольганга, без применения кареток с подвесками. Тяговым органом такого конвейера служит одна или две цепи, снабженные тяговым элементом — крюком, кулачком, тягой. Тяговая цепь располагается или на уровне пола цеха, под полом или на подвесном пути.
Грузоведущие конвейеры широко применяются для перемещения крупногабаритных и тяжелых грузов при поточном методе производства на сборочных работах и на технологических линиях. При использовании грузоведущего конвейера для сборки автомобилей или тракторов изделие перемещается на собственном колесном ходу. Скорость движения изделия определяется ритмом технологического процесса и обычно составляет 0,1—6 м/мин. При необходимости может быть создано пульсирующее движение со скоростью до 12 м/мин.
В грузоведущем конвейере подвеска для груза заменена тележкой, перемещающейся по полу. Эти тележки, расставленные на определенном расстоянии по всей трассе, можно легко вводить или выводить из трассы конвейера. Скорость грузоведущих конвейеров достигает 35 —40 м/мин. Обычно трассы этих конвейеров горизонтальные или с небольшим (до 10—15%) уклоном, с поворотом в горизонтальной плоскости. Вследствие больших размеров тележек радиусы их поворота имеют также большие (до 5 м) размеры. Этот тип конвейера получил широкое применение на всех объектах, где необходима сортировка и распределение прибывающих штучных грузов (склады, багажные отделения, сортировочные отделения на железнодорожных станциях и т. п.). Эти конвейеры могут транспортировать значительно более тяжелые грузы, чем подвесные грузонесущие и толкающие конвейеры.
В автоматических линиях находят широкое применение штанговые конвейеры, осуществляющие периодическую подачу изделия к соответствующему технологическому оборудованию.
Штанговый конвейер автоматической линии состоит из двух стальных полос (штанг), между которыми на осях качаются собачки, захватывающие одновременно все установленные на конвейере обрабатываемые детали 3. При ходе штанги конвейера вперед собачки упираются в деталь и передвигают ее по полозьям (либо вместе с тележкой, если деталь установлена на тележке) на один шаг. При обратном ходе штанги собачки отклоняются деталью вниз и проскальзывают под ней, подготовляя перемещение деталей еще на один шаг. Штанга, собранная из полос, свободно лежит на поддерживающих роликах, оси которых закреплены в кронштейнах рамы конвейера. Средняя скорость перемещения деталей на таком конвейере принимается достаточно высокой (до 10 м/мин), но к зажимным приспособлениям деталь должна подойти с малой скоростью, чтобы она могла точно встать на фиксирующие штифты. Создание переменной скорости движения с плавным замедлением в конце хода достигается путем применения кулисного механизма или специального пневмо- или гидропривода. При наличии кулисного механизма за время полного хода кулисы штанга передвигает изделие на один шаг и возвращается в исходное положение, при котором собачки зацепляются за следующую деталь. Как только детали встанут на новую позицию и закрепятся на ней, автоматически включаются приводы станков и производится одновременная обработка всех деталей. При достижении заданного размера инструмент автоматически отводится в начальное положение и двигатели станков выключаются. В то же время включается двигатель привода конвейера, производя новую передвижку деталей.
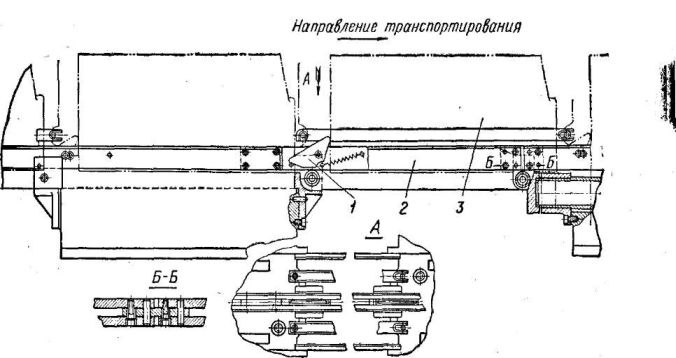
Рис. 25. Штанговый конвейер автоматической линии,
При применении гидропривода движение элементов конвейера совершается весьма плавно и с высокой точностью установки детали. В пульсирующих конвейерах поточного производства полотно конвейера перемещается силовым цилиндром, на штоке которого имеется кулачок. При движении поршня силового цилиндра в рабочем направлении кулачок упирается в выступы тягового органа конвейера и перемещает полотно. При обратном движении кулачок отжимается вниз и проходит под выступом.
Гидропривод позволяет получить движение с небольшим циклом и в этом его преимущество перед механическим приводом, при котором прерывистое движение достигается периодическим включением и выключением двигателя или муфты сцепления. Конструкция гидропривода обеспечивает быстрое перемещение конвейера с деталями вперед, замедленный подвод детали к рабочим позициям и быстрое возвращение штанги конвейера в исходное положение.
Преимуществами гусеничного привода являются малый диаметр приводной звездочки и, следовательно, меньший крутящий момент и меньшие размеры механизма привода и возможность установки привода на любом горизонтальном участке трассы. Недостатками, обусловившими относительно малое применение гусеничного привода, являются его более высокая стоимость и быстрый износ упоров.
В конвейерах, имеющих весьма большую протяженность и большие нагрузки, натяжение ветвей при единичном приводе становится чрезмерно большим. Для уменьшения натяжения цепи применяют многодвигательные приводы, т. е. на одном конвейере устанавливают несколько приводов, двигатели которых работают согласованно, или применяют сдвоенные приводы, когда две приводные звездочки, установленные на разных ветвях конвейера, приводятся во вращение от одного двигателя.
При применении многодвигательных или сдвоенных приводов, вследствие уменьшения натяжения тягового органа, можно делать конвейеры любой длины. Расход электроэнергии при этом сокращается по сравнению с единичным приводом. Цепные конвейеры также снабжают натяжной станцией, создающей предварительное натяжение тягового органа, что обеспечивает правильное сбегание цепи с приводной звездочки. Ход натяжного устройства делают на 75— 100 мм больше длины половины секции цепи, чтобы в случае значительного износа можно было удалить одну секцию. Для тяжелых и длинных цепных конвейеров рекомендуется применять пружинно-винтовые натяжные устройства, способствующие уменьшению динамических усилий в элементах конвейера.
Цепной конвейер
В производстве и на предприятиях разного профиля нередким стало использование цепного конвейера. Данные конвейеры предназначаются для транспортировки больших, тяжелых грузов, для грузов обладающих высоким температурным уровнем.
Производительность данного вида конвейеров достаточно большая в сравнении например с конвейером ленточного типа.
При всей их громоздкости, они, тем не менее, выполняют свою работу на достаточно высоком качественном уровне, поэтому, даже не смотря на их дороговизну и уход, который им необходим, цепные конвейеры зарекомендовали себя как достаточно стабильно работающие и износостойкие агрегаты.
Наиболее широко распространено применение цепных конвейеров в автомобильной промышленности, где детали для автомобилей подаются именно на конвейерах данного типа.
Характеристики цепного конвейера
Основным в работе данного конвейера является то, что усилие здесь создается посредством цепи, их может быть две или одна. Конвейер сконструирован таким образом, что позволяет выполнять загрузку, перемещение, стразу по двум веткам и последующую отгрузку перемещаемого материала.
Цепной конвейер имеет вид этакого короба, внутри которого размещена перегородка. Сконструирован цепной конвейер из узлов типового вида. В конструкции конвейера имеются три секции, проводная, секция для натяжения и секция промежуточная. Рабочим органом конвейера является цепь, которая оснащается специальным скребком.
Цепи, в зависимости от модификации конвейера могут быть кованными, либо состоять из круглых звеньев.
Работа цепного конвейера вида осуществляется за счет электрического двигателя и редуктора. Данное оборудование расположено на раме, и связываются посредством передачи ременного типа с входным валом редуктора, который имеет вид цилиндра. Таким образом сконструирован привод цепного конвейера.
Цепные конвейеры имеют множество подразделений на типы. Это зависит от их конструктивных особенностей. Конвейер может быть тележечного вида, то есть имеет зонирование по перевозке грузов.
Желобчатый конвейер применим там, где необходима подача сыпучих материалов, такие конвейеры еще имеют название скребковые, следующим типом конвейеров цепного вида является уборочный конвейер.
Цепной конвейер — эксплуатация и применение
Определим некоторые преимущества работы цепного конвейера.
К ним можно отнести во-первых то, что на данных конвейерах возможна настройка размеренного движения перевозимого груза, предотвращающего его падение или съезжание с ленты конвейера.
Следующим немаловажным положительным аспектом является то, что данные виды конвейеров оснащаются специальными устройствами, как то: антискользящие накладки, бортики и специальные ограничители.
Отрадно еще и то, что устройство данных агрегатов позволяет проводить настройку, которая задает маршрут и количество перевозимого груза. К тому же данный вид конвейеров является достаточно эргономичным, что позволяет содержать его в довольно стесненных условиях или помещениях небольшой площадью.
Следует отметить так же, что конструкция цепного конвейера позволяет перемещать грузы, габариты которого превосходят сам транспортер.
Таким образом, становится ясно, что для достижения наиболее качественных результатов, которые при этом не будут достигаться посредством тяжелого труда, применение и использование в производстве цепных конвейеров, является необходимым и рациональным решением.
Конвейер ленточный
Ленточные конвейеры наиболее производительный вид непрерывного транспорта, используемый для транспортировки сыпучих (мелкокусковатых), с насыпной плотностью не более 1,5 т/м3, тарных или штучных грузов с различной производительностью и скоростью движения конвейерной ленты. Расстояние транспортирования может достигать до 300 м, а их трасса может иметь различную схему, что позволяет приспосабливать конвейеры к условиям производства и местности.
Технические характеристики и принцип действия ленточных конвейеров
Ленточный конвейер условно можно разбить на три части: головную, среднюю и хвостовую. Конвейеры могут устанавливаться горизонтально или наклонно до 18 градусов в зависимости от транспортируемого материала и скорости движения ленты. Разгрузка конвейера производится в головной части, или в средней (для этого применяются плужковые сбрасыватели или разгрузочные тележки). В качестве несущего и тягового органа применяется резинотканевая лента на основе ткани ТК-100. Исходя из этих показателей 2-х прокладочная лента на ткани ТК-100-2 может с успехом заменить 4-5 прокладочную на ткани БКНЛ-65-2. При этом она ещё имеет и меньший вес и толщину, что положительно сказывается на сроке службы конвейерной ленты. Загрузка конвейера производится в хвостовой части специальным загрузочным устройством. Механизмы подъема, опускания и выдвижения с длиной транспортирования до 40 м. и шириной ленты 500 – 650 мм.. C длиной транспортирования до 200 м. и шириной ленты 500 мм., 650 мм., 800 мм., 1000 мм.
Конвейера ленточные для тарных или штучных грузов изготавливаются трех видов:
Конвейера ленточные для тарных или штучных грузов изготавливаются трех видов:
| Конвейер У2-УЛК-50/1 | Конвейер У2-УЛК-65/1 | Конвейер У2-УЛК-80/1 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, кВт | 3* | 5,5* | 7,5* | 11* | 15* | 3* | 5,5* | 7,5* | 11* | 15* | 3* | 5,5* | 7,5* | 11* | 15* |
| Масса 1 п.м. средней части, кг | 20 | 23 | 26 | ||||||||||||
| Ширина колеи тележки В1, мм | 770 | 1010 | 1070 | ||||||||||||
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Тип тележки | ТР-50м | ТР-65м-1щ | ТР-80-1щ |
*При работе с тележкой ТР мощность увеличивается. 50х3 ГОСТ 10704, из трубы прямоугольной 80х60х3,5 ГОСТ 8645
| Конвейер У2-УЛК-50- П1 | Конвейер У2-УЛК-65- П1 | Конвейер У2-УЛК-80- П1 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, Квт | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 |
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Высота трассы Н1, мм Исполнение 2 | до 5000 | до 4000 | до 3000 | ||||||||||||
| Минимальный радиус R 1 Исполнение 2, м | 50 – 60 | 75 – 90 | 10 – 150 | ||||||||||||
| Мощность при исполнении 2, кВт | 5,5 | 7,5 | 11 | 15 | 18 | 5,5 | 7,5 | 11 | 15 | 18 | 7,5 | 11 | 15 | 18 | 22 |
| Конвейер У2-УЛК-50-П2 | Конвейер У2-УЛК-65-П2 | Конвейер У2-УЛК-80-П2 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, кВт | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 |
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Масса 1 п.м средней части | 140 | 17,5 | 19,0 |
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении. Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.
При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.
Развертка поверхности косого винтового геликоида
Подобный шнек также может применяться при необходимости. Его ключевыми моментами назовем следующее:
- Поверхность, образующаяся при развертке, параллельна соответствующей линии, получающейся при вращении соосного конуса.
- Выделяют определенный угол при вершине, который часто называется направляющим конусом.
Подобная развертка также учитывается при проведении самых различны расчетов.
Графический способ
Рассматриваемый метод отображения механизма предусматривает разбивание горизонтальной проекции на равные части, после чего каждая принимается за равнобокую трапецию.
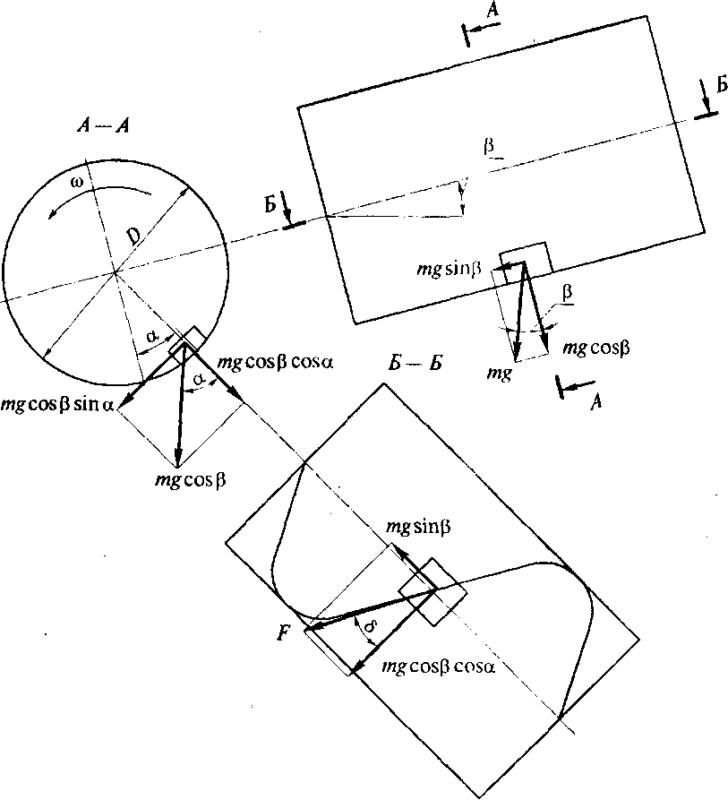
В подобном случае учитывается довольно большое количество различных значение. Примером можно назвать ширину, а также угол соотношения.
Аналитический способ
Проще всего в применении именно аналитический метод. Он основан на принципе деления поверхности косого геликоида на однополостные гиперболоиды вращения.
В технической документации можно встретить формулы, по которым проводится определение размеры развертки одного витка.
Виды
В настоящее время производится несколько видов винтовых конвейеров, различающихся по функциональным особенностям и эксплуатационным свойствам. Кроме того, при классификации буров, учитываются следующие параметры:
- наклон желоба,
- направление спирали,
- конструкция винта,
- переменность шага,
- диаметр винта,
- степень сжатия,
- вид транспортируемого груза.
В зависимости от того, в какую сторону наклонен желоб, шнек может быть горизонтальным, вертикальным, пологонаклонным или крутонаклонным. По конструктивному исполнению винта он может быть сплошным, лопастным, ленточным или фасонным, а по количеству зон питания – 1,2 и 3-зонным.
Большинство при выборе винтового конвейера ориентируются только на один параметр – назначение. Согласно этому параметру, шнек может быть:
- дозирующим,
- смесительным,
- барьерным.
Машины с дозирующим шнековым механизмом используются в процессе переработки полимеров. Их главным преимуществом является усовершенствованная конструкция и высокая производительность.
Механизмы смесительного типа незаменимы при тщательном смешении материалов, производстве полиэтилена и переработке ПВХ. От предыдущего вида шнеков они отличаются наличием смесительной секции и высокой скоростью вращения.
Барьерные шнековые машины используются для усиленного сдавливания и плавления материалов. В их конструкцию включена смесительная секция, которая позволяет увеличить производительность.
На какие машины ставился силовой агрегат 3SZ VE
А теперь давайте посмотрим на какие автомобили ставился этот силовой агрегат под названием 3SZVE. Мотор можно увидеть на:
- Daihatsu Terios;
- Daihatsu Taruna;
- Toyota bB;
- Toyota Avanza;
- Тойота Пассо Сетте;
- Тойота Раш.
Terios продают в Южной Америке. По своей сути автомобиль считается почти копией транспортного средства Toyota Rush. Поэтому на нее ставится одинаковый двигатель от этой компании 3SZ VE.
Расход топлива на автомашинах с этим двигателем начинается от 5,1 литра на 100 километров при движении по трассе. Если машина постоянно двигателя по городу с пробками и остановками на светофорах, то расход горючего увеличивается семи с половиной литров. В смешанном же режиме движок потребляет 6,2 литра.
На этот мотор похожи силовые агрегаты от следующих компаний:
- Дэу G15MF;
- Nissan QG15DE;
- Ford UEJB;
- Honda L15A.
Несмотря на то, что этот движок является широко используемым среди малолитражек, многие пользователи негативно отзываются о двигателе 3SZ VE. Однако есть много и положительных отзывов.
Недостатки цепных передач
- удлинение цепи вследствие износа ее шарниров и растяжения пластин;
- сравнительно высокая стоимость цепей;
- невозможность использования передачи при реверсировании без остановки;
- передачи требуют установки на картерах;
- затруднен подвод смазки к шарнирам цепи, что сокращает срок службы передачи.
- скорость движения цепи, особенно при малых числах зубьев звездочек, не постоянна, что вызывает колебания передаточного отношения.
- цепь состоит из отдельных звеньев и располагается на звездочке не по окружности, а по многограннику, что вызывает шум дополнительные динамические нагрузки;
Достоинства цепного привода ГРМ
Трансформатор. передача электроэнергии
Работоспособность и долговечность цепного привода ГРМ зависит от материала и качества термической обработки самой цепи и звездочек.
Большое значение имеют точность изготовления и чистота рабочих поверхностей. Главным преимуществом цепного привода ГРМ является его долговечность. На современных двигателях ресурс цепи составляет от 100 до 200 тысяч километров пробега. Если при изготовлении комплектующих были использованы высококачественные материалы, а при эксплуатации обеспечивались правильное натяжение и обильная смазка привода, то цепь прослужит не меньше, чем сам двигатель.
Обрыв цепи — явление редкое. Ухудшение ее состояния можно отследить по усилению шума при работе двигателя.
Устройство цепных транспортеров
Основные узлы, или секции, входящие в конструкцию устройства, следующие:
- Приводная. Это рама, на которой закреплены ведущий вал и ведущая шестерня. Здесь же размещен привод- электромотор и редуктор шестеренчатого типа, передающий крутящий момент на ведущий вал.
- Натяжная. Это противоположный по отношению к ведущему конец рамы. Ведомый ваз и шестерня закреплены в специальном подпружиненном кронштейне. Его расстояние от ведущего вала регулируется с помощью червячного привода. Чем дальше ведомый вал отодвигается от ведущего — тем выше натяжение цепи.
- Промежуточная. Представляет собой секции рамы между приводной и натяжной секциями. При значительной длине конвейера на ней могут устанавливаться пассивные опорные валы с поддерживающими цепь шестернями. Это позволяет избежать провисания цепи. Количество опорных валов определяет во время проведения инженерного расчета и построения чертежа транспортера. В устройствах скребкового типа необходимости в опорных валах нет.
- Рабочий орган. Это сама цепь. Ее звенья бывают коваными, сварными или сборными, наподобие велосипедной цепи. На скребковых цепных транспортерах к цепи крепятся перпендикулярные ей щитки, которые, двигаясь в массе продукта, увлекают его за собой.
Для транспортеров, работающих в горячих цехах, применяются специальные марки сталей, электрооборудование, редуктор и подшипники валов также должны быть выбраны в термостойком исполнении.
Груз на цепном конвейере может размещаться как сверху от рабочей ветви, на площадках, контейнерах и т.п., так и снизу- на крюках или магнитных подвесах.
Условия эксплуатации скребковых транспортеров
Перед стартом обязательно провести проверку агрегата, затем пустить его вхолостую. Только после того, как вы убедитесь в исправности всех узлов, можно начинать загрузку продукта, при этом его количество рассчитывается таким образом, чтобы гарантировать оптимальную производительность. В процесс работы нужно наблюдать за состоянием цепей, подшипников, натяжением ветвей, замерять количество смазки в блоке передачи. В течение всего срока эксплуатации машины нужно проверять скребки. Если какие-либо детали деформировались или сломались, вовремя заменяйте их. Если во время активности скребковый конвейер начинает издавать сильный шум, выясните причину и устраните ее при очередной паузе в работе
В том случае, когда шум нарастает резко, следует без промедлений остановить агрегат. Соблюдайте правила техники безопасности, в частности, большое внимание ей должно уделяться при работе с открытыми желобами. Разместите рядом с поточной линией кнопку аварийной остановки, если длина большая – то их должно быть несколько; Не забывайте о заземлении рамы привода и машины и герметичности корпуса.
Строго запрещается:
- Запускать скребковый транспортер со снятыми ограждениями;
- Работать с открытыми редукторами;
- Проводить очистку, устранять небольшие неполадки во время функционирования техники;
- Совершать ремонтные или наладочные работы при включенном напряжении в сети.