23.09.2019 Автор: VT-METALL

Вопросы, рассмотренные в материале:
- Что собой представляет порошковая металлургия и в чем ее плюсы
- Какими свойствами обладают свойства металлических порошков
- В чем заключается технологический процесс производства металлических порошков
- Какие изделия производят из металлических порошков
Для производства высококачественных деталей, предназначенных для машиностроения, радиоэлектроники и прочих областей промышленности, используются изделия из металлических порошков. Технология дает возможность формировать заготовки, спекать и окончательно обрабатывать изделия (включая калибровку, доуплотнение, выполнение чистовой механической обработки, термообработки и т. п.). Для готовых деталей, получаемых таким способом, характерны высокая прочность, соответствие заданным размерам и конфигурации. В этой статье подробнее остановимся на качествах металлопорошковых изделий.
Получение порошков
Для производства порошка могут применяться самые различные технологии, но их объединяют следующие моменты:
- Экономичность. В качестве сырья могут использоваться отходы металлургической промышленности. Примером назовем окалину, которая сегодня нигде не применяется. Кроме этого, могут применять и другие отходы.
- Высокая точность геометрических форм. Изделия, получаемые при применении рассматриваемой технологии порошковой металлургии, обладают точными геометрическими формами, последующая механическая обработка не требуется. Этот момент определяет относительно небольшое количество отходов.
- Высокая износостойкость поверхности. За счет мелкозернистой структуры получаемые изделия обладают повышенной твердостью и прочностью.
- Невысокая сложность технологий порошковой металлургии.
Рассматривая наиболее распространенные технологии порошковой металлургии отметим, что они делятся на две основные группы:
- Физико-механические методы заключаются в измельчении сырья, за счет чего размер частиц становится небольшим. Подобного рода процессы производства характеризуются комбинированием различной нагрузки, которая оказывает воздействие на сырье.
- Химико-металлургические методы используются для изменения фазового состояния применяемого сырья. Примером подобного производства можно назвать восстановление солей и окислов, а также других соединений металлов.

Металлический порошок
Кроме этого, выделим следующие особенности производства порошка:
- Шаровой способ предусматривает переработку металлических обрезков в шаровой мельнице. За счет тщательного дробления получается мелкозернистый порошок.
- Вихревой способ заключается в применении специальной мельницы, которая создает сильный воздушный поток. Столкновение крупных частиц становится причиной получения мелкого порошка.
- Применение дробилок. Нагрузка, которая создается при падении груза большой массы, приводит к измельчению материала. Ударная нагрузка воздействует с определенной периодичностью, за счет чего и происходит дробление состава.
- Распыление сырья в жидком виде под воздействием сжатого воздуха. После получения хрупкого состава, металл пропускается через специальное оборудование, которое перемалывает его для получения порошка.
- Электролиз – процесс восстановления металла из жидкого состава под воздействием электрического тока. За счет повышения показателя хрупкости сырье может быстро перемалываться в специальных дробилках. Данный метод обработки позволяет получить зерно дендритной формы.
Некоторые из приведенных выше технологий порошковой металлургии получили большое распространение в промышленности по причине высокой производительности и эффективности, другие сегодня практически не применяются из-за повышения стоимости получаемого сырья.
Распыление и грануляция жидких металлов
Распыление и грануляция жидких металлов является одним из наиболее производительных методов получения порошков. Распыление расплава является относительно простым и дешевым технологическим процессом производства порошков металлов с температурой плавления до 1600 ºС.
Сущность измельчения расплавленного металла состоит в дроблении струи расплава газом или водой при определённом давлении (распыление), либо ударами лопаток вращающегося диска (центробежное распыление), либо сливанием струи расплава в жидкую среду, например воду (грануляция).
Принципиально процесс распыления металлической струи потоком газа возможен по нескольким схемам. Распыление может осуществляться потоком газа, соосно обтекающим струю расплава, обтекающим потоком газа, направленным под некоторым углом к оси струи, и газовым потоком, направленным к оси струи под прямым углом.
Наиболее распространено распыление газовым потоком (рисунок 52), при котором на свободно истекающую струю металлического расплава направлен под углом 60º к её оси кольцевой газовый поток, создаваемый соплами, охваты-вающими струю металла. В месте схождения всех струй газового потока про-исходит разрушение струи расплава в результате отрыва от неё отдельных капель. Механизм разрушения струи металла очень сложен и полностью ещё не изучен. На размер и форму образующихся частиц влияют мощность и темпера-тура газового потока, диаметр струи, температура, поверхностное натяжение и вязкость расплава. Кроме того, большое влияние оказывает конструкция фор-суночного устройства. Например, установлено, что размер образующихся частиц уменьшается с повышением скорости истечения газа – энергоносителя из форсунки с расширяющимся соплом или при повышении давления дутья в фор-суночных устройствах с сужающимся соплом.
При повышении температуры дутья возрастает кинетическая энергия га-зового потока, что способствует дроблению струи расплава на мелкие частицы. Наиболее эффективно распыление при температуре газового потока, совпа-дающей с температурой расплава, так как вязкость и поверхностное натяжение при этом не претерпевают изменений в процессе дробления струи из-за отсут-ствия переохлаждения расплава. Однако создать такие условия при распылении расплавов, имеющих высокую температуру плавления (1500 – 1700 ºС), очень сложно из-за трудностей нагрева газового дутья и значительного усложнения и удорожания распылительных установок.
На размер частиц, получаемого порошка, влияет и диаметр струи расплава. Увеличение диаметра струи приводит к снижению количества мелких частиц в порошке, что связано с возрастанием массы расплава, поступающего в зону распыления в единицу времени. На практике, для расплавов с температурой плавления до 1000 ºС диаметр струи выбирают в пределах 5 – 6 мм, с тем-пературой плавления до 1300 ºС – 6 – 8 мм и при более высокой температуре плавления – 8 – 9 мм.
При заливке в металлоприёмник расплав должен иметь температуру на 150 – 200 ºС выше температуры его плавления, что обеспечивает стабильное истечение струи, так как понижение температуры расплава в металлоприёмнике приводит к повышению его вязкости и поверхностного натяжения, в результате чего снижается выход мелких фракций порошка. В современных установках распыления металлоприёмники выполняются с обогревом, позволяя поддержи-вать оптимальную температуру струи расплава. Распыление струи расплава водой широко применяют в промышленности. Этот процесс отличается от распыления расплавов газом более высокой плотностью воды, что влияет на увеличение импульса и кинетической энергии потока воды. Высокая плотность воды обеспечивает также сохранение высоких скоростей энергоносителя на больших расстояниях от среза сопла, чем в случаях использования газовых потоков. Это позволяет в широких пределах изменять взаимное расположение струй расплава и воды, облегчая конструирование устройств для распыления.
Кроме того, при контакте водяной струи с расплавом неизбежен процесс интенсивного парообразования как вокруг струи расплава, так и вокруг каждой распылённой частицы. По этой причине распыление струи расплава осуществляется фактически не водой, а перегретым сжатым паром, образующимся в зоне контакта поверхностей воды и расплава.
В установках с центробежным распылением струя металла разрушается ударами лопаток вращающегося диска (рисунок 53). Образующийся порошок вместе с водой, подаваемой под определенным давлением и по специальной кольцевой трубке, создающей из воды форму во-ронки, внутри которой находится струя жидкого металла, поступает в приёмник. Воронкообразное оформление водяного узла установки позволяет предохранить струю жидкого металла от преждевременного разрушения (грануляции) водой. Величина частиц порошка зависит от числа ударов лопаток о струю, удельной подачи металла в камеру распыления и вязкости расплава. Изменяя число оборотов крыльчатки, которое может достигать 4000 об/мин, регулируют набор частиц в порошке по размерам.
Грануляция, как способ измельчения жидких металлов, издавна применяется для изготовления свинцовой дроби. При грануляции струю расплава сливают в воду, получая грубые порошки с размером частиц 0,5 – 1,0 мм и выше. Более мелкие фракции можно получать, если применять интенсивное размельчение струи расплава при помощи движущейся конвейерной ленты с последующим охлаждением капель металла в воде.
В любом из рассмотренных вариантов распыления порошок содержит обычно кислород в виде оксидов. Поэтому порошки, полученные распылением, подвергаются восстановительному отжигу, целью которого является не только восстановление оксидов, но улучшение технологических свойств порошка (прессуемость, спекаемость и т.д.).
В настоящее время все шире используются методы бесконтактного распыления с использованием мощных импульсов тока, когда через твердый (в виде проволоки) или жидкий проводник (распыляемый материал) пропускается мощный импульс тока, и проводник мгновенно нагревается и распыляется, или воздействием электромагнитных полей, когда при пропускании электрического тока по струе расплава распыление осуществляется в виде взрыва проволок.
Применение продуктов порошковой металлургии
Порошковую металлургию применяют в авиации, электротехнике, радиотехнике и многих других отраслях промышленности. Это связано с тем, что применяемая технология производства позволяет получать детали сложной формы. Кроме этого, современные технологии порошковой металлургии позволяют получить детали, обладающие:
- Высокой прочностью. Плотная структура определяет повышенную прочность.
- Долговечностью. Получаемые изделия могут прослужить в тяжелых условиях эксплуатации на протяжении длительного периода.
- Износостойкостью. Если нужно получить поверхность, которая не истирается под механическим воздействием, то нужно рассмотреть технологию порошковой формовки.
- Пластичностью. Можно также получить заготовки повышенной пластичности.

Продукция порошковой металлургии
Также распространение этой технологии можно связать с низкой себестоимостью получаемых изделий.
Достоинства и недостаткиМетод получения изделий из порошков получил достаточно широкое распространение по причине большого количества достоинств:
- низкая стоимость получаемых изделий;
- возможность производства крупных деталей со сложными поверхностями;
- высокие физико-механические качества.
Металлургический порошковый метод характеризуется и несколькими недостатками:
- Получаемая структура обладает относительно невысокой прочностью.
- Структура характеризуется меньшей плотностью.
- Рассматриваемые технологии предусматривают применение специализированного оборудования.
- При нарушении технологии производства детали имеют низкое качество.
Сегодня порошковая металлургия активно применяется в самых различных отраслях промышленности. Кроме этого, ведутся разработки, которые направлены на улучшение качества получаемых изделий.
В заключение отметим, что при соединении мелких частиц различных металлов и сплавов получаются материалы с особыми эксплуатационными качествами.
Центробежное распыление вращающейся струи расплава
Вертикально истекающую струю расплава вращают со скоростью, достаточной для разрушения струи центробежными силами. Расплав из тигля под давлением инертного газа до 3 МПа подают в форсунку с винтовым завихрителем. Расплав закручивается и при выходе из сопла под действием центробежных сил преобразуется в утончающийся полый конус, распадающийся на мелкие капли, которые затвердевают и собираются в сборнике. Основное преимущество этого способа – меньший расход инертного газа на распыление, чем при газовом распылении, так как в этом случае газ расходуется только на создание напора в расплаве. При распылении алюминия получен порошок крупнее 100 мкм с удельной поверхностью 100см2/г. Способ проверен в лабораторных масштабах.
Производство деталей из металлических порошков — Металлы, оборудование, инструкции

Порошковая металлургия – область техники, охватывающая совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них (или их смесей с неметаллическими порошками) без расплавления основного компонента.
Технология порошковой металлургии включает следующие операции:
- получение исходных металлических порошков и приготовление из них шихты (смеси) с заданными химическим составом и технологическими характеристиками;
- формование порошков или их смесей в заготовки с заданными формой и размерами (главным образом прессованием);
- спекание, т. е. термическую обработку заготовок при температуре ниже точки плавления всего металла или основной его части.
После спекания изделия обычно имеют некоторую пористость (от нескольких процентов до 30—40%, а в отдельных случаях до 60%). С целью уменьшения пористости (или даже полного устранения её), повышения механических свойств и доводки до точных размеров применяется дополнительная обработка давлением (холодная или горячая) спечённых изделий; иногда применяют также дополнительную термическую, термохимическую или термомеханическую обработку.
В некоторых вариантах технологии порошковой металлургии отпадает операция формования: спекают порошки, засыпанные в соответствующие формы.
Сепарация на ситах (ситовый анализ)
Если зернистость порошка превышает 40 мкм, то сепарация производится на ситах. Сепарация производится для выделения требуемых фракций порошка. Применяют сита специальной конструкции (рис. 17,а), которая позволяет собирать их в пакет, т. е. создавать набор сит.
Рис. 17. Сепарация порошка на ситах.
Ситовый анализ заключается в том, что на платформу 1 (рис. 17,б) вибростенда, содержащего источник вибрации –– неуравновешенный двигатель (дебаланс) 2, устанавливают набор сит 3 с уменьшением размера ячеек сверху вниз.
Анализируемый порошок засыпают на верхнее сито и подвергают вибрации.
В итоге на каждом из сит остается только та часть порошка, которая соответствует диапазону зернистости определенной фракции.
История и возможности
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. Массовое производство изделий порошковой металлургии начинается с середины 19-го века. В 1826 году Пётр Григорьевич Соболевский и Василий Васильевич Любарский разработали способ аффинажа сырой платины и превращения её в ковкий металл.
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьём компонентов с управляемыми характеристиками: механическими, магнитными, и др.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться.
Будущее порошковой металлургии
Развитие порошковой металлургии обязано преследовать цель увеличения номенклатуры изделий, которые мастера могут изготовить этим способом.
Детали сложных конфигураций, которые сейчас получают на заводах только обработкой резанием, должны в будущем изготавливаться методами порошковой металлургии. Это позволит уменьшить материалоемкость производства сложных деталей.
Снижение влияния человеческого фактора на технологический процесс, повышает точность изготовления деталей.
Качество изделий порошковой металлургии с течением времени должно конкурировать с передовыми технологиями производства деталей машин и механизмов. Повышение качества и снижение себестоимости готовой продукции – приоритетная задача предприятий порошковой металлургии.
Преимущества порошковой металлургии
1. Возможность получения таких материалов, которые трудно или невозможно получать другими методами. К ним относятся:
– некоторые тугоплавкие металлы (вольфрам, тантал);
– сплавы и композиции на основе тугоплавких соединений (твёрдые сплавы на основе карбидов вольфрама, титана и др.): композиции и так называемые псевдосплавы металлов, не смешивающихся в расплавленном виде, в особенности при значительной разнице в температурах плавления (например, вольфрам — медь);
– композиции из металлов и неметаллов (медь — графит, железо — пластмасса, алюминий — окись алюминия и т.д.);
– пористые материалы (для подшипников, фильтров, уплотнений, теплообменников) и др.
2. Возможность получения некоторых материалов и изделий с более высокими технико-экономическими показателями. Порошковая металлургия позволяет экономить металл и значительно снижать себестоимость продукции (например, при изготовлении деталей литьём и обработкой резанием иногда до 60—80% металла теряется в литники, идёт в стружку и т.п.).
3. При использовании чистых исходных порошков (например, карбонильный метод) можно получить спечённые материалы с меньшим содержанием примесей и с более точным соответствием заданному составу, чем у обычных литых сплавов.
4. При одинаковом составе и плотности у спечённых материалов в связи с особенностью их структуры в ряде случаев свойства выше, чем у плавленых, в частности меньше сказывается неблагоприятное влияние предпочтительной ориентировки (текстуры), которая встречается у ряда литых металлов (например, бериллия) вследствие специфических условий затвердевания расплава. Большой недостаток некоторых литых сплавов (например, быстрорежущих сталей и некоторых жаропрочных сталей) — резкая неоднородность локального состава, вызванная ликвацией (процесса разделения первоначально однородного расплава при понижении температуры на две разные по составу несмешивающиеся жидкости) при затвердевании.
5. Размеры и форму структурных элементов спечённых материалов легче регулировать, и главное, можно получать такие типы взаимного расположения и формы зёрен, которые недостижимы для плавленого металла
Благодаря этим структурным особенностям спечённые металлы более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжений, а также ядерного облучения, что очень важно для материалов новой техники
Распыление металлической проволоки
Металлическую проволоку (стержень) расплавляют в дуге, образующейся между проволокой и дисковым электродом, при обдуве инертным газом или без обдува. Непрерывная подача проволоки к диску вызывает прерывистое образование электрического контакта и его разрывы. Образующиеся порошки улавливают в жидкости или сухими методами (рис.2.67). Образующиеся частицы охлаждаются и осаждаются в виде порошка. Форма частиц получаемого порошка сферическая, крупность – менее 20 мкм. Способ применяют для алюминирования стальных конструкций, производительность его составляет несколько десятков килограммов алюминия в час. По технико-экономическим показателям этот способ существенно уступает распылению расплавов сжатым газом и для промышленного получения порошков не применяется.
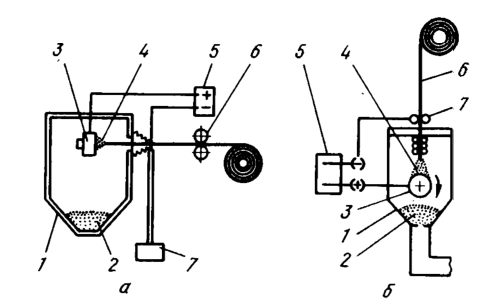
Рис. 2.67. Установки для получения ультратонких порошков распылением проволоки в электрической дуге в атмосферу защитного газа (а) или жидкости (б): 1 — реакционная камера; 2 — порошок; 3 — вращающийся нерасходуемый электрод; 4 — факел распыления; 5 — источник электропитания; 6 — проволока; 7 — устройство для подачи проволоки
Прессование
Суть процесса прессования заключается в плотном соединении частичек металлического порошка друг с другом. Рабочее давление механического пресса при этом составляет от 1 до 6 тыс. кг на квадратный сантиметр.
Изделия, полученные прессованием, не имеют высоких прочностных характеристик. Поэтому им требуется термообработка, заключающаяся в спекании порошков. Частицы металла в процессе расплавления образуют между собой крепкие межатомные связи, делая деталь однородной по своей структуре.
Стоит отметить, что часто операции прессования и спекания объединены в одну – горячее прессование.

Причем нагрев в этом случае осуществляют токами высокой частоты.Производство деталей из порошков методом горячего прессования значительно сокращает время, затрачиваемое на их изготовление.
Этот фактор позволяет экономить энергетические ресурсы и снижает себестоимость производства изделий.
Сепарация в вертикальном потоке жидкости
Рис. 20. Сепарация в вертикальном потоке.
Данный способ сепарации обеспечивает получение микропорошков высокой однородности.
Сепаратор имеет форму конуса 2 с цилиндрической верхней частью 3. Конус загружается пульпой из перемешанного с водой порошка, затем в нижнюю часть конуса через регулировочные краны 6, ротаметр 5 и вортекс 1 пускают с заданной скоростью воду. Ротаметр показывает при этом скорость движения воды, а вортекс равномерно распределяет водную струю по объему конуса. Кроме того, вортекс имеет разгрузочное устройство для слива пульпы при прочистке сепаратора. Скорость подъема воды в разных сечениях сепаратора различна: наибольшая в нижней части конуса, наименьшая в верхней, постоянная в цилиндрической части сепаратора. В каждой части конуса будут находится зерна, скорость оседания которых равна скорости потока в данном сечении.
В цилиндрической части скорость потока постоянна, и поэтому в ней производится окончательная классификация зерен. Мелкие зерна, скорость оседания которых меньше, чем скорость потока воды, удаляются вместе с водой через сливной воротник 4.
В промышленности используются сепараторы, состоящие из нескольких последовательно соединенных конусов, каждый из которых выделяет фракцию определенной зернистости.
Технологии получения современных материалов
Что такое материал? Материал — это вещество (смесь веществ), которое используется для изготовления продукции, строительства или создания каких-либо материальных благ. В отличие от сырья под материалами обычно понимают продукты, прошедшие предварительную (промышленную) обработку.
Материалы могут быть основными и вспомогательными. Основными называют материалы, входящие в состав готовой продукции в виде её главной составляющей (например, мука при производстве хлебобулочных изделий). Вспомогательными называют материалы, которые применяются для придания продукту определённых свойств (соль, красители) либо способствуют нормальному протеканию производственного процесса.
Физико-механические методы
Порошок требуемых фракций получают в центробежных мельницах разного типа.
Первичное измельчение – промежуточный этап производства порошков. Его осуществляют в конусных и валковых дробилках. В этих устройствах получат мелкие частицы металла с размером, не превышающим 1 см.
Процедура измельчения может длиться, в зависимости от применяемой технологии, от одного часа до 3–4 суток. Когда требуется сократить этот процесс, применяются уже не шаровые, а вибрационные мельницы.
В таких мельницах интенсивность процесса возрастает за счет присутствия усилий резания и создания переменных напряжений. Окончательный размер порошковых частиц составляет от 0,009 мм до 1 мм.
С целью повышения производительности процесса измельчения, его осуществляют в условиях жидкостного воздействия – для недопущения распыления металла. Объем задействованной жидкости составляет 40% от массы измельчаемых частиц.
Для измельчения твердосплавных частиц применяют планетарные центробежные мельницы. Отрицательной стороной работы такого устройства считается периодичность ее работы.
Физико-механические методы не подходят в случае необходимости измельчения цветных металлов, обладающих высокой пластичностью. Пластичные металлы измельчаются вихревыми мельницами, их принцип действия основан на измельчении частиц путем их взаимных ударов.

Сепарация в горизонтальном потоке жидкости
Рис. 19. Сепарация в горизонтальном потоке жидкости.
Этот способ отличается большой производительностью и применяется для сепарирования больших количеств порошка. Оборудованием является желоб 1 (рис. 19), снабженный несколькими вертикальными перегородками 2, разделяющими желоб на отдельные отсеки. Суспензия порошка в виде потока 3 подается на вход желоба. Исходный поток находится выше уровня верхней кромки перегородок желоба.
Сепарация частичек порошка по размеру происходит за счет того, что наиболее крупные частицы задерживаются первой перегородкой, а более мелкие – последующими.
Смешивание порошков
Смешивание является одной из важных операций при изготовлении материалов и изделий из порошков. Оно заключается в приготовлении однородной механической смеси из порошков различного химического и гранулометрического состава. Задачи смешивания – превращение совокупности частиц твердых компонентов в макрооднородную смесь.
Результат смешивания определяется формой и величиной частиц, числом смешиваемых компонентов и соотношением их количеств, коэффициентом трения между частицами, способностью частиц к слипанию и другими факторами.
Наиболее распространенным является механическое смешивание компонентов в шаровых мельницах, аналогичных применяемым при размоле, и смесителях различных типов. При смешивании в шаровой мельнице смешивание сопровождается одновременным измельчением компонентов. Если измельчение при смешивании нежелательно, используют смесители различных типов. Это могут быть барабанные, в том числе так называемые «пьяные бочки», применение которых в настоящее время ограниченно из-за их недостаточной эффективности, шнековые, лопастные, центробежные, планетарные, конусные и установки непрерывного действия. Широкое применение нашли двухконусные смесители.
Смешивание в лопастных или шнековых смесителях проводят при приготовлении пастообразных смесей. Такие смесители эффективны при добавке к порошку различных веществ, улучшающих процесс прессования, например раствора каучука в бензине, парафина или его раствора в бензине.Для улучшения смешивания разнородных компонентов используют планетарные смесители которые представляют собой емкость, совершающую вращение в трех измерениях, создавая вихревое кружение находящихся в ней компонентов. Качально-трясущееся движение сосуда приводит к чередованию ускорения и замедления в процессе перемешивания частиц, что способствует быстрому и качественному перемешиванию разнородных материалов.
Смешивание порошков может осуществляться в газовой (воздух, инертный газ) или в жидкой (вода, спирт, бензин и др.) средах. В жидкой среде смешивание происходит значительно интенсивнее, чем в газовой. Это объясняется тем, что ввод жидкости в смесь способствует созданию повышенного давления в тонких щелях частиц за счет действия капиллярных сил и распространению трещин в частицах, что приводит к доизмельчению компонентов. Однако, следует иметь в виду, что применение так называемого мокрого смешивания не всегда экономически выгодно. Например, использование воды в качестве жидкой среды вызывает необходимость применения сушки в защитной атмосфере или проведения дополнительного восстановительного обжига из-за возможности окисления металлических порошков. Это ведет к усложнению технологии и повышает себестоимость продукции.
При смешивании компонентов с резко различающимися плотностями используют особые приемы. Например, применяют раздельную загрузку компонентов по частям, перемешивая сначала более легкие с более тяжелым компонентом, а затем к такой смеси добавляют остальные компоненты. В некоторых случаях хорошие результаты достигаются при перемешивании разноплотных компонентов в вакууме. В этом случае поведение компонентов не зависит от их плотности и частицы внутри смесителя движутся с одинаковыми скоростями, что обеспечивает высокую равномерность объёмного распределения компонентов в смеси.
В случае плохих технологических характеристик смеси (низкая текучесть, прессуемость) её подвергают грануляции, под которой понимают операцию образования устойчивых комочков сфероидальной формы, состоящих из сравнительно большого числа частиц.
Для улучшения прессуемости и грануляции порошков при смешивании в смеситель вводят пластифицирующие добавки (растворы в органических жидкостях парафина, воска, каучука и др.), которые обволакивают частицы и при прессовании создают дополнительную прочность прессовок, облегчая их трение между стенками пресс-формы и самими частицами. Кроме присадок, улучшающих процесс прессования, в смесь могут вводится добавки, формирующие те или иные свойства прессовок. Например, поризаторы, обеспечивающие высокую пористость изделий.
Результаты смешивания контролируют либо по физико-технологическим свойствам шихты, определяя гранулометрический состав, насыпную массу, текучесть, прессуемость, либо химическим анализом проб. На практике обычно контролируют часть технологических характеристик смеси и проводят химический анализ проб из неё.
Дробление и размол
Метод наиболее эффективен, когда в качестве сырья для получения порошка используют отходы производства (обрезки, стружки). Этим способом можно получать порошок любого металла. Однако на практике он в основном используется для превращения в порошок губчатых осадков металлов, полученных электролизом или восстановлением газами, а также для измельчения хрупких металлов и сплавов.
С наибольшей эффективностью методы механического измельчения при-меняются, когда в качестве сырья для размола используются отходы производства (стружка, обрезки, скрап). Однако, иногда механический размол наиболее приемлем, даже если исходное сырьё не является отходами производства. На-пример, получение порошков из хрупких материалов (кремний, бериллий), по-рошков бронзы или легированных сплавов заданного химического состава.
В основе измельчения лежит ударное, скалывающее и истирающее действие так называемых мелющих тел, стенок измельчающих устройств и самой размалываемой массы. При дроблении твердых тел происходят упругие и пла-стические деформации, в процессе которых зарождаются и накапливаются микротрещины, приводящие к образованию новых поверхностей раздела и раз-рушению тел. Размолу легко поддаются хрупкие непластичные материалы (кремний, марганец, различные тугоплавкие соединения). Значительно хуже поддаются размолу пластичные металлы (медь, цинк), которые при размоле расплющиваются и даже слипаются.
Общая схема получения порошков механическим измельчением обычно состоит из следующих операций:
- подготовка шихты, состоящая в предварительном грубом дроблении, по-лучении стружки, приготовлении сечки (малых кусков проволоки);
- измельчение шихты в различного вида мельницах;
- отжиг порошка для снятия наклёпа.
Для грубого дробления обычно используются щековые, молотковые, ко-нусные и валковые дробилки, которые ничем не отличаются от дробилок, при-меняемых в горнорудной промышленности. Размер частиц, получаемых после грубого дробления составляет 1 – 10 мм.
Окончательный размол и получение металлического порошка проводится в шаровых, вибрационных, вихревых, планетарных мельницах.
Простейшим аппаратом, используемым для получения тонких порошков, является шаровая мельница, которая представляет собой металлический цилин-дрический барабан, внутри которого находятся размольные тела, чаще всего стальные или твердосплавные шары, и измельчаемый материал. При вращении барабана с различной скоростью возможно различное движение шаров и, сле-довательно, несколько режимов измельчения (рисунок 47).
При небольшой скорости вращения барабана происходит скольжение шаров по поверхности вращающегося барабана (рисунок 47, положение 1). В этом случае материал истирается между внешней поверхностью массы шаров, которая ведёт себя как единое целое, и стенкой барабана. Эффективность размола при этом мала. Такой режим часто применяется при смешивании разнородных материалов.
При увеличении числа оборотов барабана шары поднимаются на некоторую высоту вместе с вращающейся стенкой барабана, вследствие трения шаров о стенку, и затем скатываются по наклонной поверхности массы шаров (рисунок 47, положение 2). Измельчение материала в этом случае происходит между поверхностями трущихся шаров. Интенсивность истирания материала увеличи-вается.
При ещё большем числе оборотов шары поднимаются на значительную высоту и падают вниз, производя дробящее действие, которое дополняет исти-рающее воздействие на материал (рисунок 47, положение 3). Это положение является наиболее интенсивным режимом размола.
При дальнейшем увеличении вращения барабана центробежная сила воз-растает, и шары начнут вращаться вместе с барабаном (рисунок 47, положение 4). При этом материал перестаёт измельчатся. Такая скорость вращения называется критической (Vкр).
Рассмотренные выше режимы измельчения характеризуются следующими оборотами барабана:
- режим скольжения при 0,2 Vкр;
- режим перекатывания при 0,4 – 0,6Vкр;
- режим наиболее интенсивного измельчения при 0,75 – 0,8 Vкр.
Приведённые соотношения справедливы при загрузки мельницы размалы-вающими телами в объёме 40 – 50% от объёма мельницы.
Соотношение между истирающим и дробящим действием шаров опреде-ляется отношением диаметра барабана (D) к его длине (L): – при отношении D/L = 3 – 5 преобладает дробящее действие размольных тел; – при отношении D/L ≤ 3 – истирающее.
На процесс измельчения большое влияние оказывает общая масса раз-мольных тел. Оптимальным является 1,7 – 2,0 кг. размольных тел на 1 л. объёма барабана мельницы.
Количество загружаемого на размол материала влияет на интенсивность измельчения и должно быть таково, чтобы заполнить объём зазоров между раз-мольными телами. Если материала будет больше, то часть его, не вмещающаяся в зазоры, измельчается менее интенсивно, так как в этом случае она не подвер-гается истирающему действию размольных тел. Кроме этого, уменьшается объём свободного пространства в барабане и затрудняется свободное падение размольных тел, что также снижает интенсивность измельчения. Практически соотношение между массами размольных тел и измельчаемого материала со-ставляет 2,5 – 3.
Чтобы интенсифицировать процесс размола, особенно при измельчении хрупких материалов, его проводят в жидкой среде, которая препятствует рас-пылению материала и обратному слипанию образующихся тонких частиц. Кроме того, проникая в микротрещины, жидкость создаёт большое капиллярное давление, что способствует измельчению. Количество жидкости при размоле должно составлять 0,4 л. на 1 кг. размалываемого материала. Длительность размола составляет от нескольких часов до нескольких суток.
В порошковой металлургии в большинстве случаев используются шаровые мельницы с периодической загрузкой и разгрузкой. Могут использоваться мельницы с центральной разгрузкой через полую цапфу (рисунок 48, а), с тор-цевой разгрузкой через диафрагму, представляющую собой поперечную решетку, установленную у разгрузочного конца барабана (рисунок 48, б), или с периферической разгрузкой через щели в барабане и окружающее его цилинд-рическое сито (рисунок 48, в). Иногда применяются шаровые мельницы, работающие по замкнутому циклу совместно с классификатором, отделяющим недоизмельчённый продукт после выхода из мельницы и возвращающим его на повторное измельчение. За последнее время в порошковой металлургии всё чаще стали использо-ваться вибрационные мельницы (рисунок 49), обеспечивающие тонкое измель-чение при минимальной затрате энергии посредством очень частых, но сравни-тельно слабых ударов по частицам материала. При этом возникают ударные, сжимающие и срезывающие усилия переменной величины, приводящие к уста-лостному разрушению частиц.
Дебалансный вал вибратора при вращении вызывает круговые колебания корпуса мельницы, загруженного на 75 – 90% размольными телами и измель-чаемым материалом. Корпус мельницы опирается на пружины, амортизирующие действия инерционных сил. Частота колебаний корпуса соответствует числу оборотов вала, которое составляет 1000 – 3000 об/мин. Размольные тела и измельчаемый материал, получая частые импульсы от стенок корпуса, совершают сложное движение. Под воздействием соударений, вращений и скольжений размольных тел материал интенсивно измельчается. При работе мельницы происходит непрерывная циркуляция размольных тел и измельчаемого материала. Вибрационные мельницы могут работать периодически и непрерывно. Эффективность размола в них в несколько раз выше, чем в шаровых вращаю-щихся мельницах.
Для тонкого измельчения трудноразмалываемых материалов в настоящее время широко применяют планетарные центробежные мельницы, в которых в качестве размольных тел используются шары (рисунок 50). Основными элементами конструкции мельницы являются корпус-шкив с обоймами, основание и кожух. Корпус-шкив представляет собой сварную конструкцию с центральной осью, вокруг которой расположены шесть гнёзд для подшипников обойм и три для крепления осей промежуточных зубчатых колёс. На концах осей обойм расположены зубчатые колёса, соединенные с промежуточными зубчатыми колёсами, и противовесы, обеспечивающие более равномерное рас-пределение нагрузки на подшипники. Ось корпуса-шкива вставлена в сидение на неподвижном стакане центрального подшипника. На шпонке этого стакана укреплено неподвижное зубчатое колесо. Оси промежуточных зубчатых колёс в корпусе-шкиве закреплены неподвижно. Каждое промежуточное колесо со-единено с зубчатыми колёсами двух соседних обойм и передаёт им вращение от центрального неподвижного колеса.
Разлом материала осуществляется следующим образом. Приводится во вращение корпус-шкив, оси промежуточных зубчатых колес и обоймы. Закреп-лённые в обоймах барабаны вращаются вместе с корпусом-шкивом и одновре-менно вокруг своей оси. Во время вращения масса размольных шаров распола-гается около стенки барабана по сегменту, форма и положение которого не ме-няется во вращении. Кроме того, каждый шар движется по окружности, центром которой является ось барабана. Таким образом сложное движение шаров, сопровождается их перекатыванием, приводит к интенсивному измельчению материала за счет истирания и ударного воздействия сталкивающихся друг с другом шаров и частиц материала. По сравнению с другими шаровыми мельни-цами размол в планетарных центробежных мельницах осуществляется интен-сивней в сотни раз.
Для измельчения в порошок пластичных материалов используются вихревые мельницы, в которых предложен процесс, основанный на том принципе, что разрушающие удары производят сами частицы измельчаемого материала. При этом устраняются обычные загрязнения материалом шаров и стенок мельницы.
Мельница (рисунок 51) состоит из рабочей камеры, в которой расположены пропеллеры или билы, вращающиеся в противоположных направлениях при высоких, но обязательно равных скоростях. При этом создаются два противоположно направленных воздушных или газовых потоков, которые увлекают за собой частицы порошка. Сталкиваясь друг с другом, частицы из-мельчаются. Измельчаемый материал загружают в бункер, откуда он поступает в рабочую камеру, где размалывается. В рабочую камеру насосом также подается под давление воздух или газ, с помощью которого измельченные частицы удаляются в приемную камеру. Скорость воздушного потока регулируется с та-ким расчетом, чтобы из рабочей камеры удалялись частицы определенных раз-меров. В приемной камере крупные частицы оседают на днище и возвращаются вновь в рабочую камеру, где подвергаются повторному измельчению. Мелкие частицы направляются в отсадочную камеру, откуда производится выгрузка.
В результате вихревого измельчения могут получаться очень тонкие и пи-рофорные порошки. В целях предохранения порошка от самовозгорания в ра-бочую камеру вводят инертный газ, к которому добавляют до 5% кислорода для образования на частицах защитных оксидных пленок.
Получение порошков
Для производства порошка могут применяться самые различные технологии, но их объединяют следующие моменты:
- Экономичность. В качестве сырья могут использоваться отходы металлургической промышленности. Примером назовем окалину, которая сегодня нигде не применяется. Кроме этого, могут применять и другие отходы.
- Высокая точность геометрических форм. Изделия, получаемые при применении рассматриваемой технологии порошковой металлургии, обладают точными геометрическими формами, последующая механическая обработка не требуется. Этот момент определяет относительно небольшое количество отходов.
- Высокая износостойкость поверхности. За счет мелкозернистой структуры получаемые изделия обладают повышенной твердостью и прочностью.
- Невысокая сложность технологий порошковой металлургии.
Рассматривая наиболее распространенные технологии порошковой металлургии отметим, что они делятся на две основные группы:
- Физико-механические методы заключаются в измельчении сырья, за счет чего размер частиц становится небольшим. Подобного рода процессы производства характеризуются комбинированием различной нагрузки, которая оказывает воздействие на сырье.
- Химико-металлургические методы используются для изменения фазового состояния применяемого сырья. Примером подобного производства можно назвать восстановление солей и окислов, а также других соединений металлов.
Кроме этого, выделим следующие особенности производства порошка:
- Шаровой способ предусматривает переработку металлических обрезков в шаровой мельнице. За счет тщательного дробления получается мелкозернистый порошок.
- Вихревой способ заключается в применении специальной мельницы, которая создает сильный воздушный поток. Столкновение крупных частиц становится причиной получения мелкого порошка.
- Применение дробилок. Нагрузка, которая создается при падении груза большой массы, приводит к измельчению материала. Ударная нагрузка воздействует с определенной периодичностью, за счет чего и происходит дробление состава.
- Распыление сырья в жидком виде под воздействием сжатого воздуха. После получения хрупкого состава, металл пропускается через специальное оборудование, которое перемалывает его для получения порошка.
- Электролиз – процесс восстановления металла из жидкого состава под воздействием электрического тока. За счет повышения показателя хрупкости сырье может быстро перемалываться в специальных дробилках. Данный метод обработки позволяет получить зерно дендритной формы.
Некоторые из приведенных выше технологий порошковой металлургии получили большое распространение в промышленности по причине высокой производительности и эффективности, другие сегодня практически не применяются из-за повышения стоимости получаемого сырья.
Сепарация порошков в жидкости
Если максимальный размер зерна менее 40 мкм, то производится сепарация в жидкости.
Все способы сепарации порошков в жидкости основаны на движении сверху вниз твердой частицы в неорганической вязкой жидкости, которое для случая сферической частицы описывается законом Стокса:
(5)
где m –– коэффициент динамической вязкости жидкости; d – диаметр шарообразной частицы; V
– скорость равномерного поступательного движения частицы; F – сила сопротивления, испытываемого частицей.
Эта сила уравновешивает вес частицы Р. Поэтому скорость частицы описывается уравнением:
(6)
где r и rж –– плотности материалов и жидкости; g – ускорение свободного падения, причем скорость погружения возрастает пропорционально квадрату размера частицы.
Как видно из уравнения (6), более крупные частицы обладают более высокой скоростью погружения.
Диссоциация карбонилов
Карбонилы представляют собой химические соединения металлов с оксидом углерода, которые можно выразить общей формулой Mea(CO)c. В основе карбонильного метода лежит способность некоторых металлов под воздействием оксида углерода (СО) образовывать комплексное соединения, называемые карбонилами, которые при определённых условиях могут диссоциировать с образованием порошков. Общим требованием к таким соединениям при получении порошков является их легколетучесть и невысокие температуры образования и термического разложения. Основные свойства некоторых карбонилов приведены в таблице 1.
Карбонильный процесс получения порошков проходит в две стадии по реакциям:
МеаБв + сCO →Mea(CO)c
Mea(CO)c→aMe + cCOНа первой стадии исходное сырьё МеаБв, содержащее металл (Ме) в соединении с балластным веществом (Бв) взаимодействует с оксидом углерода (СО), образуя промежуточный продукт – карбонил [Mea(CO)c], который отделяется от балластной примеси благодаря высокой летучести и собирается в чистом виде.
Во второй стадии промежуточный продукт (карбонил) при нагреве диссоциирует на металл и оксид углерода, который обычно возвращают на первую стадию процесса.
Первую стадию карбонильного процесса называют синтезом карбонила металла, а вторую – термическим разложением карбонила.
При синтезе карбонила на поверхности исходного материала, который может быть металлоломом, отходами металлообработки, окисленными рудами и др., адсорбируются газообразные молекулы оксида углерода (СО), вступающие затем в химическое взаимодействие с металлической составляющей сырья. Образующееся карбонильное соединение вначале остаётся на поверхности металла, удерживаемое силами сцепления, а затем удаляется с неё в виде газа. Реакция образования карбонила идёт везде, где оксид углерода соприкасается с поверхностью металла в исходном сырье, а именно снаружи твердого тела, в его трещинах и порах. На образование карбонила оказывают влияние температурные условия, а также присутствие веществ, тормозящих или ускоряющих реакцию.
Таблица 1 – Основные свойства некоторых карбонилов.
| Карбонил | Цвет и состояние в нормальных условиях | Температура плавления,ºС | Плотностьг/см3 | Продукты разложения карбонилов |
| Fe(CO)5 | Желтая жидкость | – 19,5 | 1,453(при 20 ºС) | Выше 130 ºС Fe и CO |
| Fe2(CO)9 | Золотистые, желтые или оранжевые кристаллы | – | 2,085(при 18,5 ºС) | При 100 ºСFe и CO |
| Fe3(CO)12 | Темно-зеленые кристаллы | 1,996(при 18 ºС) | При 150 ºСFe и CO | |
| Ni(CO)4 | Бесцветная жидкость | – 19 | 1,31(при 20 ºС) | При 0 ºС в вакууме и выше 50 ºС при избыточном давлении 1 ат. Ni иCO |
| Co(CO)4 | Оранжевые кристаллы | 51 | 1,78 | Выше 60 ºС Cо и CO |
| Cr(CO)6 | Бесцветные кристаллы | Возгоняется | 1,77 | При 200 ºС или освещении Cr и СО |
| Mo(CO)6 | Бесцветное твердое вещество | Возгоняется | 1,96 | Мо и СО |
| W(CO)6 | То же | 127 | – | W и CO |
Термическая диссоциация карбонила на металл и оксид углерода обычно проходит при относительно невысокой температуре. Сначала появляются атомы металла и газообразные молекулы оксида углерода. Порошковые частицы формируются в результате кристаллизации парообразного металла. Сначала образуются зародыши, а затем из них вырастают крупинки порошка различной формы.
На скорость образования зародышей и на скорость формирования металлических кристаллов влияют степень разряжения в аппарате, концентрация паров металла и главным образом температура. При относительно низкой температуре образуется значительно больше зародышей, чем при повышенной. Увеличение концентрации пара металла и снижение вакуума в аппарате благоприятствует образованию зародышей.
Условия развития зародышей отличны от условий их образования. Скорость роста кристаллов также зависит от температуры процесса и от концентрации паров металла. Однако глубина вакуума влияет на форму и размер частиц металла. В условиях глубокого вакуума образуются очень мелкие частицы с правильно сформированными гранями. В умеренном вакууме образуется смесь правильных кристаллов самых различных размеров, а в неглубоком вакууме появляются дендриты.
В промышленных масштабах карбонильным методом производят порошки никеля, железа, кобальта, хрома, молибдена, вольфрама и некоторых других металлов. Метод позволяет получать и полиметаллические порошки, например железоникелевые, железомолибденовые, железокобальтовые, железоникельмолибденовые. В этом случае термическому разложению подвергают смесь карбонилов соответствующих металлов. Сами карбонилы при этом готовят отдельно. Сплавы можно получать и в том случае, если в аппарат разложения вместе с парами карбонила вводить порошок другого металла. Карбонил разлагается на поверхности порошковых частиц и образуется сплав.
Вакуумное распыление
Фирмами “Homogenius Metals” (США) и “Спесимен” (Франция) разработан способ “вакуумного распыления” расплавленных металлов, в частности алюминия и меди.
Установка (рис.2.65) состоит из двух камер, соединенных между собой клапаном. В нижней плавильной камере металл или сплав расплавляется в вакууме, затем в камеру подают газ (Н2, Ar) под давлением. Газ равномерно растворяется в расплаве, повышая его энергию.
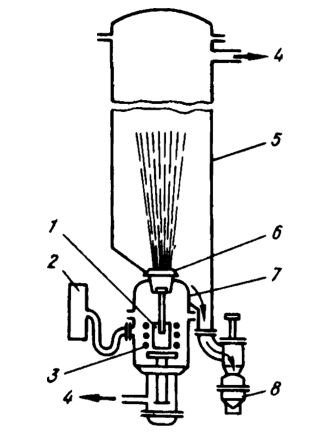
Рис. 2.65. Схема установки для вакуумного распыления расплавленных металлов: 1 — тигель с расплавом; 2 — питание индукционной печи; 3 — индуктор; 4 — отвод к вакуумному насосу; 5 — камера распыления; б — затвор; 7 — сосуд под давлением; 8 — контейнер для порошка
В верхней камере создают вакуум; газ, содержащийся в расплаве, выделяется из него с огромной скоростью, расплав “закипает” и разбрызгивается с образованием порошка. Производительность процесса 1000-1100 кг/ч, крупность частиц мельче 50 мкм, расход газа несколько м3 в ч.
Полученные порошки более технологичны, чем порошки, полученные распылением струей газа или воды.
Обработка металлов резанием
Производство порошков обработкой металлов резанием на практике используются очень редко. Порошки получают при станочной обработке ком-пактных металлов, подбирая такой режим резания, который обеспечивает обра-зование частиц, а не сливной стружки.
При этом образующиеся отходы в виде крупной стружки целесообразно использовать для дальнейшего измельчения в шаровых, вихревых и других аппаратах, а мелкую стружку и опилки с величиной частиц порошка около 1 мм можно использовать для изготовления изделий без дополнительного дробления. В некоторых случаях применение этого метода для получения порошка является почти единственным. Прежде всего, это относится к тем металлам, которые очень активны по отношению к кислороду, особенно в состоянии высокой дисперсности. Например, по этому способу получают магниевый порошок.
Сепарация в спокойном слое жидкости
Рис.18. Схема сепарации в спокойном слое.
Водную суспензию 1 (рис. 18) подлежащего разделению на фракции порошка заливают в сосуд 2 на высоту Н. При помощи мешалки 3 производится перемешивание суспензии до ее однородности.
Затем мешалку 3 выключают и через определенное, заранее задаваемое время производят отбор всей суспензии на глубину 1/3 Н при помощи шланга 4, связанного с вакуумной системой.
Вакуумная система включает баллон 5, внутренняя часть которого подвергается вакуумированию. Баллон имеет крышку 6, герметизирующую шланг 4 и корпус 5. Между крышкой и корпусом баллона находится перфорированная пластина 7, на которую уложена фильтровальная бумага 8.
Выделенная фракция порошка остается на фильтровальной бумаге в виде осадка 9. Для более полного извлечения фракции в сосуд доливают воды до высоты Н и процедуру повторяют.