Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.

Виды нагартовки металла
Нагартовка — это полезный процесс, при котором уплотняются верхние слои металла. Такой уровень упрочнения не приводит к появлению трещин и разрушению верхних слоёв. Снаружи металла появляется «корка», которая защищает деталь при эксплуатации. После нагартовки не нужна последующая механическая обработка металла.
В отличие от нагартовки вредный наклёп требует снятия возникших в верхних слоях напряжений. Металлу устраивают «баню», нагревая поверхность до величины в 40–60% от температуры плавления. При остывании происходит рекристаллизация, восстанавливается обычная структура зёрен, напряжений больше нет и можно проводить дальнейшую механическую обработку деталей, не ломая инструмент.
Полезный наклёп (нагартовка) и вредный наклёп возникают в результате пластической деформации верхних слоёв металла только в результате холодной обработки давлением. «Холодный» – подразумевает температуру окружающего воздуха. Справочники говорят нам о допустимой верхней температуре — не больше температуры «рекристаллизации».
Важной особенностью пластической деформации является отсутствие разрушения. Пластичность оценивается величиной относительного удлинения стандартного образца при разрыве. Эта величина составляет 10–50%. К сплавам, обладающим высокой пластичностью, относятся низкоуглеродистые стали (содержание углерода 0,25%), сплавы алюминия, меди (латуни), многие легированные стали.
Какими же бывают виды холодной обработки металла давлением, запускающие процесс нагартовки в металле?
Их всего пять:
- Ковка.
- Прокатка.
- Прессование или штамповка.
- Волочение.
- Редуцирование.
Холодная ковка
Оборудованием служат пневматические молоты при весе заготовок от 0,3 до 20 кг, паровоздушные молоты для заготовок 20–350 кг, гидравлические прессы для обработки деталей весом до 200 тонн.
Холодную ковку включают в технологию обработки, если нужно:
- расплющить деталь — уменьшить высоту, увеличив поперечное сечение (осадка);
- увеличить длину поковки за счёт уменьшения поперечного сечения (протяжка);
- получить глухое или сквозное отверстие (прошивка);
- изогнуть ось заготовки, при этом радиус изгиба не должен вызывать складки на внутренней и трещины на внешней стороне изделия (гибка);
- увеличить ширину заготовки за счёт уменьшения её толщины (разгонка).
Холодная прокатка
Это самый распространённый способ нагартовки. Так получают длинные заготовки — трубы, рельсы, профили строительных конструкций. Прокаткой получают листовой металл, используемый в машиностроении. Примером холодной прокатки может служить алюминиевая фольга толщиной до 0,001 мм, получаемая из чистого алюминия.
Холодное прессование или штамповка
Есть два вида — объёмная и листовая штамповка.
При объёмной штамповке можно делать:
- выдавливание заготовки;
- высадку;
- формовку.
Выдавливание производят на прессах в штампах, имеющих пуансон и матрицу. Исходной заготовкой служит пруток или лист. Если делают прямое выдавливание, то получают болты и клапаны. Обратным выдавливанием изготавливают полые детали. При боковом выдавливании производят различные тройники и крестовины. В сложном изделии, выдавливание делают комбинированным.

Только этот вид штамповки позволяет получить максимальную деформацию поверхности без её разрушения.
Холодная высадка — самый высокопроизводительный способ изготовления продукции. Процесс поддаётся автоматизации, поэтому в минуту можно получить от 20 до 400 деталей. Исходным материалом здесь служит пруток или проволока диаметром 0,5–40 мм. В высадке есть потребность при выработке деталей с местным утолщением: заклёпок, болтов и винтов, гвоздей, шариков, звёздочек и накидных гаек. Коэффициент использования металла достигает 95%.
Процесс холодной формовки аналогичен горячей штамповке. Однако здесь нужны более высокие усилия, потому что материал имеет низкую формуемость из-за упрочнения и действия сил трения. Обычно так получают детали из цветных металлов.
При холодной листовой штамповке заготовками служат листы, полосы или ленты толщиной не более 10 мм.
У листовой штамповки есть много преимуществ:
- получение деталей с малой массой;
- высокая точность и качество поверхностей;
- производительность — до 40 тысяч деталей в смену на одном станке;
- возможность автоматизации процесса.
При листовой штамповке деформации можно подвергать всю заготовку (отрезка и вырубка) или её часть (гибка, вытяжка и формовка).
Холодное волочение
Если нужно уменьшить диаметр и уплотнить поверхность проволоки для повышения её прочностных характеристик, применяют волочение. Это единственный способ нагартовки больших объёмов проволоки. В отличие от прокатки, где инструментом служат вращающиеся валки, в волочении для обжатия используют неподвижную матрицу с фильерами. За один цикл нельзя значительно сократить диаметр изделия, потому что тянущее усилие приложено к его тонкому концу.
Волочильные станы позволяют получать проволоку диаметром от 1 микрона до 6 мм.

Редуцирование
При этом способе нагартовки заготовка помещается между вращающимися обжимными валами или вращающаяся заготовка формуется под действием пуансона. В процессе вращения и обжима происходит изменение формы поверхности детали и её уплотнение.
Виды:
- накатка наружной и внутренней резьбы;
- редуцирование труб;
- правка заготовок;
- гибка заготовок.
На резьбонакатных станках получают заготовки с наружной и внутренней резьбой М3 — М68, используя для этого накатные ролики или оправки. При редуцировании труб происходит в основном закатка или раскатка концов на длину до 200 мм. Правка заготовок нужна для выправления геометрической оси изделия. Гибку заготовок используют для получения пружин разного диаметра.
Как оказалось, нагартовка очень интересный, полезный и распространённый способ деформации металлов, который позволяет значительно увеличить эффективность металлообработки.
Это интересно: Термообработка металла
Технология наклепа и нагартовки металла, лента, в России | МеталлЭнергоХолдинг
В металлопрокатной промышленности нагартовкой или деформационным упрочнением называется управляемый технологический процесс, который применяют для увеличения твердости металлов, повышения его прочностных характеристик.
Эта технология применяется к тем материалам, которые не могут быть уточнены термообработкой. Закалку не применяют для изменения механических свойств проката из медных, алюминиевых сплавов, низкоуглеродистых сталей, сплавов хрома с никелем.
Для таких материалов деформационное упрочнение является единственным способом для увеличения прочностных характеристик.
Определения нагартовка и наклеп используются для обозначения процесса изменения структуры металла, а также повышение его твердости в результате внешнего воздействия. При этом в понятие наклепа входят как естественные процессы, происходящие в структуре металла, так и управляемые специальными методами обработки.
По своему происхождению наклеп бывает:
- Фазовым. В этом случае структурные изменения вызваны фазовыми, происходящими в результате термообработки металла.
- Деформационным. Упрочнение и повышение твердости происходит в результате воздействия внешних сил.
В частности, фазовый наклеп (нежелательный) возникает при резке сплавов, обладающих пластичностью и мягкостью. Слишком глубокий рез при большой толщине заготовки, выполненный с большой скоростью, становится причиной интенсивного наклепа, снижения пластичности металла, повышения хрупкости.
В отличие от наклепа нагартовка — это управляемый процесс. Наклеп не всегда приносит пользу. При наклепе снижаются пластические свойства материалов. Например, пластичность низкоуглеродистых сплавов стали снижается более чем в 5 раз. Параллельно происходит снижение устойчивости металла к механическим воздействиям — нагрузкам на разрыв, растяжение, сжатие и изгиб.
Теория и решение задач
Наклепом называют процесс повышения прочности и изменения упругих свойств металлических элементов путем пластического деформирования.
Характеризуется повышением предела пропорциональности и снижением пластичности металла при повторных нагружениях.
Если при испытании на растяжение стальной образец разгрузить не доводя до разрушения (точка М на рис.1), то в процессе разгрузки зависимость между силой F и удлинением Δl
изобразится прямой MN. Опыт показывает, что эта прямая параллельна прямой ОА. При разгрузке деформация полностью не исчезает. Она уменьшается на величину упругой части удлинения (отрезок равный Δlу
).
Отрезок ОN диаграммы растяжения представляет собой остаточное удлинение (отрезок равный Δlост
). Его называют также пластическим удлинением, а соответствующую ему деформацию – пластической деформацией. Таким образом,
Δl = Δlу + Δlост
Соответственно
ε = εу + εост
Если образец был нагружен в пределах участка ОА и затем разгружен, то удлинение будет чисто упругим, и Δlост=0
.
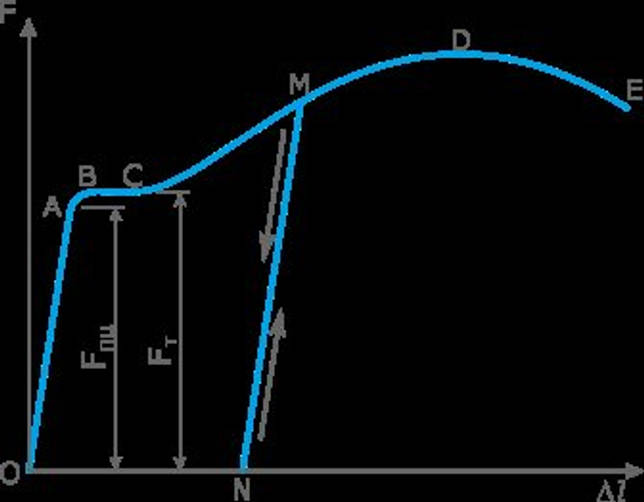
Рис. 1
При повторном нагружении образца диаграмма возвращается по прямой NM и далее проходит по кривой MDE (рис. 1) так, как будто промежуточной разгрузки и не было.
Следовательно, при повторных нагружениях образца, предварительно растянутого до возникновения в нём напряжений, больше предела текучести, предел пропорциональности повышается до того уровня, которого достигли напряжения при предшествующей нагрузке. Если между разгрузкой и повторным нагружением был перерыв, то предел пропорциональности повышается ещё больше.
Следует отметить, что диаграмма NMDE, получаемая при повторном нагружении, не имеет площадки текучести, поэтому для образца, претерпевшего разгрузку и повторное нагружение, определяется условный предел текучести (σ0.2
), который, очевидно, выше предела текучести при первичном нагружении.
Наклёп во многих случаях является нежелательным явлением, так как наклёпанный материал становится более хрупким. Поэтому наклёп часто снимают отжигом – нагревом до определённой температуры.
В целом ряде случаев наклёп полезен и его создают искусственно, например, в деталях подвергающихся воздействию переменных нагрузок и при производстве арматуры.
Диаграмма напряжений >>
Заказать решение
- Учебные работы по всем предметам
- Миллиметровки А4 разного цвета
На какие характеристики изделия влияет твердость?
Для каждой области важны конкретные критерии и показатели. Например, износостойкость, которая представляет собой подверженность металла истиранию, разрушению поверхности, изменению размеров в ходе эксплуатации в тех или иных условиях, важна решительно в каждой сфере использования данного материала. Нельзя найти такой области, где этот показатель не был бы не просто важен, а даже первостепенен, будь то детский конструктор или новый виадук, хирургическая игла или вышка связи, газопроводная труба или обручальное кольцо. Естественно, чем износостойкость выше, тем дольше прослужит изделие, и тем дороже будет стоить.
Следующим, на что напрямую влияет твердость, является возможность обработки конкретного металла или сплава и вид этой обработки. Здесь можно выделить несколько больших групп способов обработки:
- механическая,
- литье,
- термическая,
- давлением,
- сварка,
- электрическая,
- химическая.
Разумеется, при выборе метода должно быть учтено несколько критериев (основные — исходные свойства металла и желаемый результат), но твердость исходного материала является одним из основополагающих в этом вопросе.
Твердость металлов также влияет на сопротивление давлению и другим усилиям. Это важно, например, для валов или подшипников, на которые действуют силы центробежная и трения.
Величина твердости материала определяет возможность использования изделия как инструмента для работы с другими металлическими или неметаллическими изделиями. Здесь речь идет об инструментальной стали с повышенным содержанием углерода (от 0,7 % и выше). Из неё изготавливают различные инструменты как для промышленного, так и для домашнего использования: сверла, фрезы, молотки, плоскогубцы, напильники, хирургические ножницы, скальпели и т.д.
Естественным выводом из всего вышесказанного является признание огромной важности показателя твердости металлов и вопрос вероятности её повышения.
!!! Важно иметь в ввиду, что для определенного изделия предполагается определенная твердость. Нет такого понятия: «Чем твёрже, тем лучше». Изделия с очень высокой твёрдостью с трудом поддаются обработке и при этом становятся хрупкими.
Например, чем выше твердость ножа, тем дольше он останется острым, но могут возникнуть проблемы с заточкой, а при частой эксплуатации клинок будет крошиться и ломаться.
Ножи с твердость ниже 60 HRC долго прослужат охотнику или туристу, т.к. они достаточно надежны: хорошо переносят ударные нагрузки, сильно не деформируются, устойчивы к коррозии, легко затачиваются.

Нагартовка деформационно-упрочняемых сплавов
Модификация структуры
К этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом.
Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.
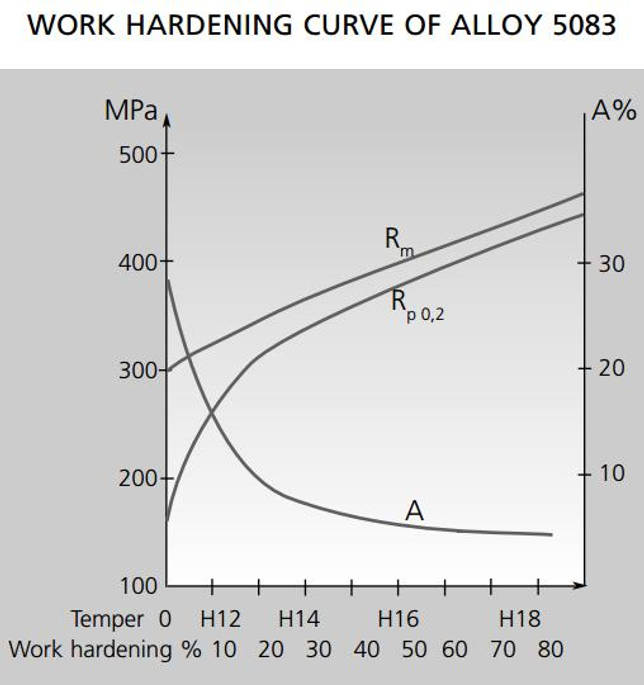
Механические свойства
Деформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6).
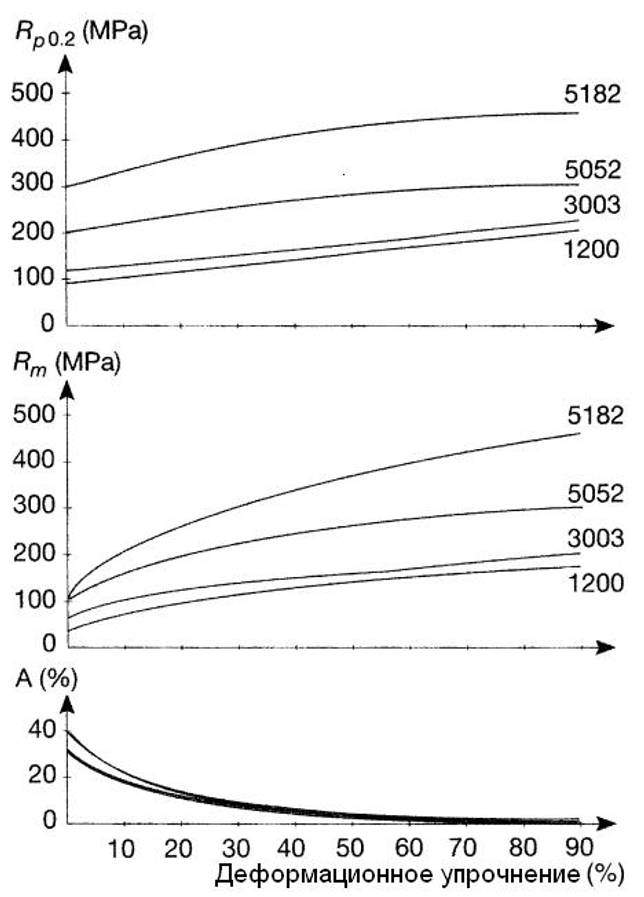
Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом.
Cмягчающий отжиг
Упрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7):
- частичным: это – cмягчающий или неполный отжиг;
- полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8).
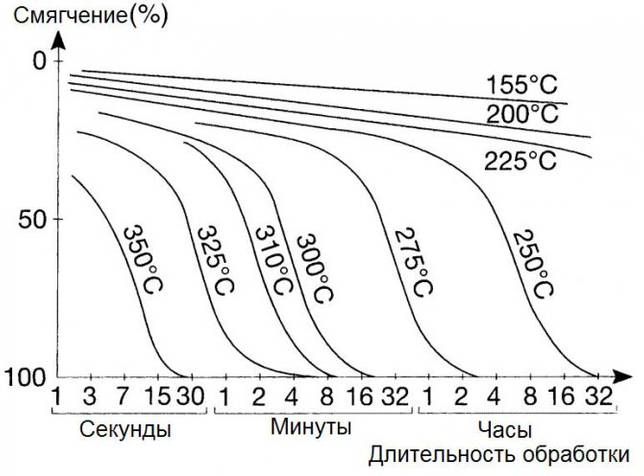
Рисунок 7 – Изотермические кривые отжига сплава 5754
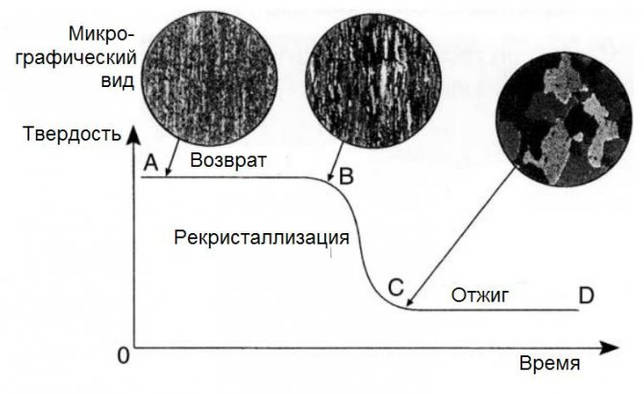
Рисунок 8 – Изменение твердости и структуры при отжиге
Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом.
Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок 9.1). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».
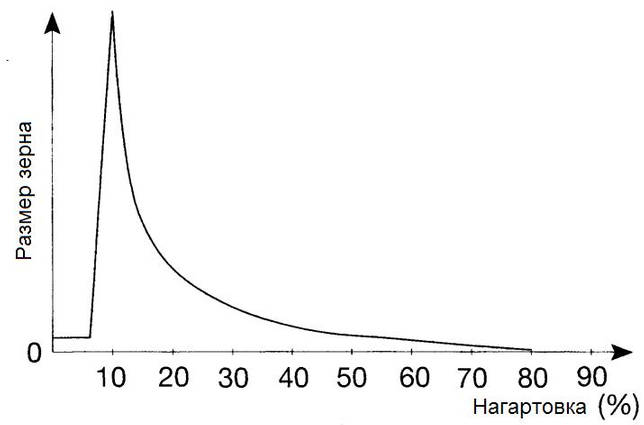
Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки
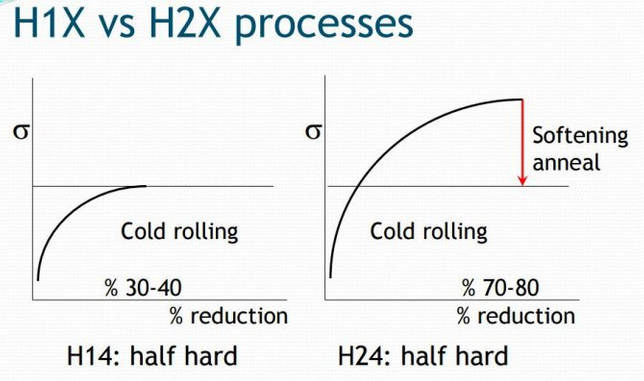
Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным).
Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (H2X), чем в «чисто» нагартованном металле (H1X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке .
Наклеп и нагартовка

Для некоторых сплавов нагартовка является единственно возможным способом увеличения прочности. К таким сплавам, например, относятся стойкие к коррозии сплавы хрома и никеля.
Исследование такого процесса, как нагартовка (наклеп металла) – одна из важных и интересных задач материаловедения. Например, в результате наклепа твердость поверхностных слоев стали увеличивается в несколько раз.
Термины наклеп и нагартовка часто считают практически синонимами, которые означают:
- процесс изменения структуры материала;
- повышение его твердости и прочности в результате этих изменений.
Но в части литературных источниках эти термины различают: под наклепом понимают процесс, который может быть как самопроизвольным, так и целенаправленным, а под нагартовкой – осознанный процесс, целью которого является упрочнение металла.
С этой точки зрения наклеп может быть процессом как полезным, так и вредным, а нагартовка – процесс, который может быть только полезным.
При повышении температуры способность к нагартовке заметно снижается. Например, нагартовка алюминия невозможна при температурах выше 200 °С. Эта температура (температура рекристаллизации) будет различной для разных веществ. Для легкоплавких металлов (к ним относятся цинк, свинец, олово) температура рекристаллизации может быть отрицательной.
Описание процесса
Рассмотрим сущность явления наклепа. Как известно, практически все металлы и их сплавы (например, алюминий или медь и их сплавы) имеют упорядоченную кристаллическую структуру. Но все не так просто. Они состоят из зерен, внутри которых расположение атомов является упорядоченным.Но сами зерна по отношению друг к другу располагаются хаотично, т. е. неупорядоченно.
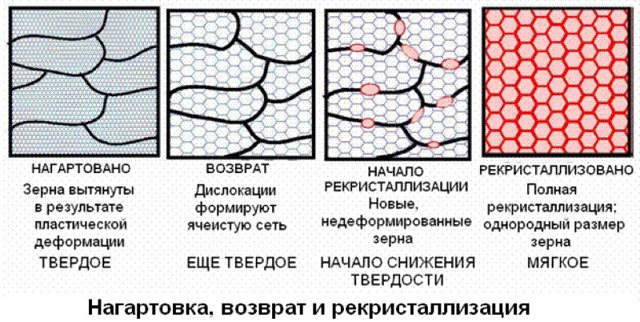
При механической нагрузке в структуре вещества появляются дислокации (микроскопические дефекты). По мере увеличения нагрузки дислокации перемещаются и взаимодействуют друг с другом.
Образуется другая структура.Она сопротивляется деформации, остающейся после снятия нагрузки (пластической деформации). Способность металла сопротивляться деформациям при этом увеличивается.
Но следует иметь в виду, что при наклепе пластические свойства материала становятся хуже. Например,пластичность низкоуглеродистой стали уменьшается в 5-6 раз. Также снижается устойчивость к сопротивлению пластической деформации при изменении ее знака (так называемый эффект Баушингера).
После наклепа состояние вещества является термодинамически нестабильным. Если пластичность необходимо увеличить, наклеп снимают рекристаллизационным отжигом, нагревая материал выше температуры рекристаллизации. При этом материал переходит в более стабильное состояние. Необходимость снятия наклепа возникает, например, в металлургии при производстве проволоки или ленты.
Плотность дислокаций при наклепе увеличивается, что приводит к уменьшению объемной плотности. При этом зерна металла вытягиваются по направлению сил, которые на них действуют. Такая ориентировка зерен называется текстурой деформации. Вследствие текстуры возникает анизотропия механических свойств металлов и сплавов.
Можно сделать следующие выводы:
- после нагартовки или наклепа твердость и прочность материала увеличивается;
- хрупкость материала тоже повышается.
В частности, нагартовка стали актуальная для изделий, в которых необходимо предотвратить поверхностное растрескивание и такое явление, как усталость металлов, что приводит к накоплению внутренних напряжений, возникновению трещини, в конце концов, к разрушению материала.
Виды наклепа
В основном, выделяют два вида наклепа:
- фазовый, когда изменения кристаллической решетки вызваны фазовыми изменениями;
- деформационный, когда изменения решетки вызваны внешними силами.
Формирование деформационного наклепа происходит при воздействии на обрабатываемую поверхность шариками или потока дробинок.
Оборудование для наклепа
Оборудование для процесса нагартовки алюминия и других металлов и сплавов достаточно разнообразно. В промышленности нагартовка полностью автоматизированный процесс, который выполняется на устройствах, контролируемых электроникой.
В частности, при формировании деформационного наклепа автоматически регулируется количество и скорость подачи дробинок.
Применение
В промышленности нагартовку применяют для придания прочности изделиям из нержавеющей стали, меди, алюминия и его сплавов. Это очень важно для машиностроения, поскольку различные узлы и механизмы часто работают в неблагоприятных условиях и со временем изнашиваются.
Правка деталей: изгибом, тепловая, поверхностным наклепом.
Правка давлением – это устранение искажений формы детали. Править можно только пластичные материалы. Правку применяют при ремонте деталей, у которых во время эксплуатации появились остаточные деформации (изгиб, скручивание, коробление). Металл подвергается правке в холодном и горячем состоянии. Выбор способа правки (холодной или горячей) определяется величиной прогиба, размерами детали и материалом.
Рихтовка– этот правка закаленных деталей, а также деталей, изогнутых через ребро жесткости. При рихтовке производится вытяжка вогнутой стороны детали. Точность рихтовки может составлять 0, 01…0,05 мм.
Правку полосового и пруткового металла выполняют на плитах и наковальнях. Удары молотком наносят по выпуклой части. Качество правки проверяют на глаз, линейками или на плитах.
Для правки круглых прутков и валов применяют призмы.
Если усилие молотка недостаточно, применяют винтовые или гидравлические прессы. Валы диаметром до 30 мм правят винтовыми прессами. Величину прогиба определяют в центрах с помощью индикаторов.
Выправленные таким способом валы могут иметь внутренние остаточные напряжения, которые приводят к их искривлению при работе. Для устранения напряжений валы нагревают до температуры 400…500оС, а затем медленно охлаждают. Продолжительность охлаждения 30…60 мин.
Правку листового материала толщиной от 0,8 до 3 ммс волнистостью или выпучиной («хлопуном») выполняют в следующем порядке:
− определяют границы изогнутости и обводят мелом или мягким карандашом;
− удары наносят кружками по поверхности. Сила удара на краю изогнутости больше, на краю листа — меньше. Удары должны быть кистевыми, не очень сильными, и
наноситься всей поверхностью бойка, так как при ударе боковыми гранями молотка на листе могут появиться вмятины или пробоины.
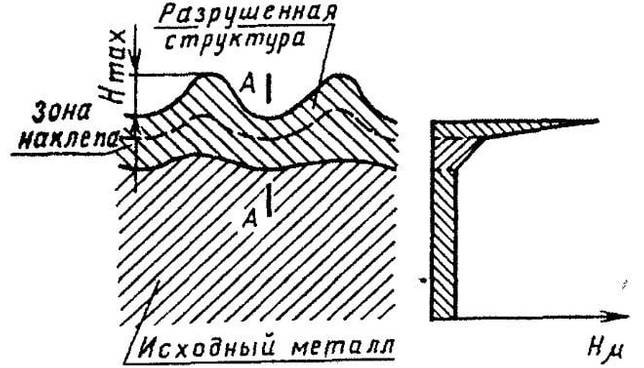
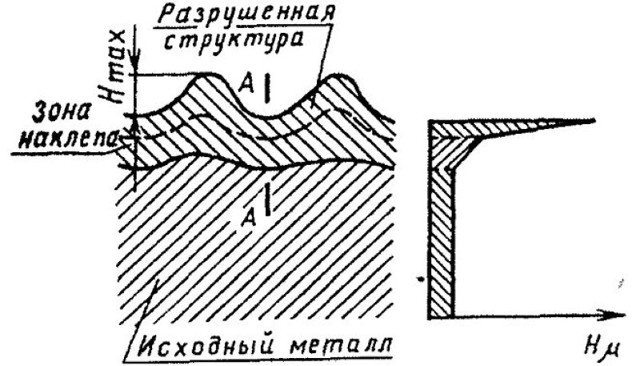
Правка местным наклепомприменяется для исправления формы при незначительных деформациях, например, для длинномерных деталей при стреле прогиба не более 0,05% от длины детали (прогиб на 1 метре длины 1000х0,0005= 0,50 мм).
Местный наклеп образуется путем нанесения по вогнутой части поверхности детали большого числа незначительных по величине ударов ручным или пневматическим молотком со стальным закругленным бойком. В деформированном поверхностном слое создаются сжимающие напряжения, которые выправляют форму детали. Эпюра остаточных напряжений в поперечном сечении детали после наклепа показана на рисунке.
Тепловая правказаключается в быстром местном нагреве ограниченного участка детали. В этом случае за счет теплового расширения ограниченной зоны материала возникают напряжения сжатия и деформация материала детали. Деформации могут достигать значения остаточных, когда напряжения превысят предел упругости. После остывания детали и уменьшения теплового расширения материала до нуля остывший участок оказывается укороченным на размер остаточных деформаций. По этой причине возникают напряжения растяжения поверхностн6ого слоя. Эти напряжения, если нагревался выпуклый участок детали, приводят к выправлению детали.
Особенности структуры АТБ авиапредприятий, имеющих в своем составе летные коллективы, занимающиеся работами, связанными с использованием авиации специального применения (АСП).
Под авиацией специального назначения понимается специализированное применение ВС. Это может быть аварийно-спасательное подразделение, медицинское подразделение, контролирующее подразделение, подразделение милиции, подразделение по сельскохозяйственным работам.
К особенностям относятся – задачи таких подразделений, используемая АТ (вертолёты, спец. оборудование), а соответственно и средства ТОиР, численность персонала.
Специфика ПАНХ оказывает существенное влияние на формы и методы ТО ВС в зависимости от способа их эксплуатации с базовых и временных аэродромов. Каждое ВС закрепляется за техническим экипажем. На группу 5-6 ВС выделяется авиатехник-бригадир, на которого возлагается ответственность за качество, полноту и своевременность ТО. АТБ обеспечивает отправку на точку запасных частей, необходимого оборудования, средств механизации, постоянно поддерживает связь с оперативными точками.
БИЛЕТ № 8
Химико-термическая обработка
Химико-термическая обработка – процесс химического и термического воздействия на поверхностный слой стали с целью изменения состава, структуры и свойств. Химико-термическая обработка повышает твердость поверхности стали, ее износостойкость, коррозионную стойкость, кислотоустойчивость и другие свойства. Химико-термическая обработка нашла широкое применение в машиностроении, так как является одним из наиболее эффективных методов упрочнения стальных деталей для повышения их долговечности.
Химико-термической обработке можно подвергать различные по размерам и форме детали и получать обработанный слой одинаковой толщины. При химико-термической обработке за счет изменения химического состава поверхностного слоя достигается большое различие свойств поверхности и сердцевины детали. Недостатком процессов химико-термической обработки является их малая производительность. Химико-термическая обработка основана на диффузии атомов различных химических элементов в кристаллическую решетку железа при нагреве в среде, содержащей эти элементы. Химико-термическая обработка состоит из трех процессов: диссоциации – получения насыщающего элемента в активном атомарном состоянии: 2NH3↔2N+3H2, СН4↔С+2Н2 и т. д.; абсорбции – поглощения активных атомов насыщающего элемента поверхностью металла; диффузии – перемещения атомов насыщающего элемента с поверхности в глубь металла.
Необходимо, чтобы скорости всех трех процессов были обязательно согласованы, а для абсорбции и диффузии требуется, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя либо твердые растворы, либо химические соединения. Химико-термическая обработка невозможна, если основной металл и насыщающий элемент образуют механические смеси. Глубина проникновения диффундирующего элемента зависит от температуры и продолжительности насыщения, а также от состава стали, главным образом наличия легирующих элементов. Наиболее распространенными видами химико-термической обработки является цементация (насыщение поверхностного слоя углеродом), цианирование (углеродом и азотом), борирование (бором), алитирование (алюминием) и др.
Цементация – процесс химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя углеродом при нагреве в соответствующей среде. Цементация придает поверхностному слою высокую твердость и износостойкость, повышает предел выносливости при изгибе и кручении. Цементируют детали, работающие в условиях трения, при больших давлениях и циклических нагрузках шестерни, поршневые пальцы, распределительные валы и др. Для цементации используют низкоуглеродистые стали (0,1-0,3% С), т. е. стали марок 10, 15, 20, А12, А20, СтЗ, 15Х, 25ХГМ и др. При цементации содержание углерода в поверхностном слое доводят до 1% (рис. 45). Толщина (глубина) цементованного слоя составляет 0,5-2,5 мм. Для углеродистых сталей глубиной цементации условно считают расстояние от поверхности детали до половины зоны, в структуре которой наряду с перлитом содержится примерно такое же количество феррита.
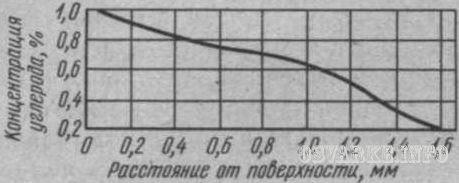
Рис. 45. Изменение концентрации (%) углерода в цементованном поверхностном слое
При цементации деталь нагревают без доступа воздуха до 930-950°С в науглероживающей среде (твердой, жидкой или газообразной), выдерживают при этой температуре в течение нескольких часов, а затем медленно охлаждают. После этого ее подвергают нормализации, закалке и отпуску. Науглероживающей средой служат твердые карбюризаторы (мелкий древесный уголь в смеси с углекислым барием), жидкие соляные ванны (смесь поваренной соли, углекислого натрия, цианистого натрия и хлористого бария) и газы, содержащие углерод (природный, светильный и др.).
Цементованные детали подвергают закалке (820-850°С) и низкому отпуску (150-170°С). После термической обработки структура поверхностного слоя представляет собой мартенсит или мартенсит с небольшим количеством карбидов с твёрдостью HRC 60-64. Структура сердцевины деталей из углеродистых сталей – феррит, перлит, а из легированных сталей – низкоуглеродистый мартенсит, троостит или сорбит с твердостью HRC 20-40 в зависимости от марки стали и размеров детали.
Азотирование – процесс химико-термической обработки, заключающийся в насыщении поверхностного слоя азотом для придания этому слою высокой твердости, износостойкости или устойчивости против коррозии. Твердость азотированного слоя выше, чем цементованного, и сохраняется до высоких температур 400-600°С, тогда как твердость цементованного слоя с мартенситной структурой сохраняется лишь до 200-250°С. Азотированию подвергают легированные стали, содержащие алюминий, хром, титан, например 35ХМЮА, 40Х, 18ХГТ, 40ХНМА и др.
Перед азотированием улучшают механические свойства деталей, подвергая их закалке и высокому отпуску. Толщина азотированного слоя составляет 0,2-0,6 мм. Азотированный слой хорошо шлифуется и полируется. Азотированию подвергают детали автомобилей (шестерни, коленчатые валы), а также штампы, пресс-формы и др. Азотирование приводит к небольшому увеличению размеров. Поэтому после азотирования детали подвергают окончательному шлифованию (например, повторно шлифуют шейки коленчатых валов) со снятием слоя 0,02-0,03 мм. Азотирование обычно проводят в среде аммиака при температуре 500-600ºС. Аммиак разлагается с выделением активного азота в атомарном состоянии: 2NH3↔2N+6H. При этих температурах в герметически закрытом муфеле, вставленном в печь, азот внедряется в поверхностный слой стали и вступает в химическое взаимодействие с легирующими элементами, образуя нитриды хрома, молибдена, вольфрама и др. Нитриды легирующих элементов повышают твердость стали до HRC 70. Обычные конструкционные стали после азотирования имеют меньшую твердость, а твердость углеродистых сталей совсем невысока, так как в них не образуются специальные нитриды. Поэтому углеродистые стали подвергают только антикоррозионному азотированию.
Процесс азотирования длительный: до 24-60 ч при 500-520°С. Длительность процесса можно сократить двухступенчатым азотированием. Сначала температуру поддерживают на уровне 500-520°С, а заканчивают процесс при 560-600°С. Повышение температуры, ускоряя диффузию, уменьшает время образования слоя требуемой толщины, не вызывая снижения поверхностной твердости.
Для сокращения длительности азотирования в 2-3 раза используют ионное азотирование. Процесс проводят в разреженной азотосодержащей атмосфере (NH3 или N2) при подключении обрабатываемой детали к отрицательному электроду – катоду. Анодом служит контейнер установки. Между деталью и контейнером возбуждается тлеющий разряд, в котором ионы газа бомбардируют поверхность детали. Продолжительность ионного азотирования от 1 до 24 ч. Азотирование в жидких средах проводят при 540-590°С в расплавленных цианистых солях в течение 0,5-3 ч. При общей толщине азотированного слоя 0,15-0,5 мм на поверхности образуется тонкий (7-15 мкм) карбонитридный слой, обладающий высоким сопротивлением износу.
Нитроцементация – процесс химико-термической обработки, заключающийся в насыщении поверхностного слоя одновременно азотом и углеродом в газовой среде. Основой газовой среды служит эндотермический газ (эндогаз), состоящий из азота (40%), водорода (40%) и окиси углерода (20%). При нитроцементации детали нагревают до 850-870ºС в среде эндогаза с добавлением природного газа (5-15%) и аммиака (5%) и выдерживают в течение 4-10 ч. Глубина нитроцементованного слоя 0,2-0,8 мм. Она зависит от температуры процесса и времени выдержки. С повышением температуры содержание азота в слое уменьшается, а углерода – до определенной .температуры возрастает, а затем несколько уменьшается. После нитроцементации детали подвергают закалке и низкому отпуску при 160-180°С до твердости HRC 58-64.
Нитроцементуют детали сложной формы, подвергающиеся износу (зубчатые колеса), склонные к короблению. Нитроцементация имеет существенные преимущества перед газовой цементацией благодаря более низкой температуре процесса (на 70-90°С) и меньшей толщине слоя, что обеспечивает меньшие деформации и коробление детали. Нитроцементацию широко применяют в автомобильном и тракторном производстве. Так, на ВАЗе до 20% деталей, проходящих химико-термическую обработку, нитроцементуют.
Цианирование – процесс химико-термической обработки, заключающийся в насыщении поверхностного слоя одновременно азотом и углеродом в расплавленных солях, содержащих цианистый натрий NaCN. Для получения слоя толщиной до 0,3 мм цианирование ведут при 820-860°С (низкотемпературное цианирование) в течение 0,5-1,5 ч. Затем детали закаливают непосредственно из ванны и подвергают низкому отпуску (180-200°С). Твердость цианированного слоя после термообработки HRC 58-62. Низкотемпературному цианированию подвергают детали из среднеуглеродистых сталей и инструменты из быстрорежущей стали. Низкотемпературное цианирование применяют для упрочнения мелких деталей.
Цианированный слой по сравнению с цементованным имеет более высокую износостойкость. Для получения слоя большей толщины (0,5-2 мм) применяют высокотемпературное цианирование при 930-960°С. Продолжительность процесса 1,5-6 ч. После цианирования детали охлаждают на воздухе, а затем для измельчения зерна закаливают и подвергают низкому отпуску. Высокотемпературное цианирование применяют для деталей из средне- и низкоуглеродистых, а также легированных сталей. Процессы цианирования в сравнении с цементацией более производительны, обеспечивают меньшую деформацию и коробление деталей сложной формы и большую сопротивляемость износу и коррозии. Недостаток цианирования – высокая стоимость и ядовитость цианистых солей.
Борирование – процесс химико-термической обработки, заключающийся в насыщении поверхностного слоя бором при нагревании в борсодержащей среде (бура, треххлористый бор и др.). Борирование проводят при температуре 850-950°С в течение 2-6 ч. Для борирования можно использовать-низко- и среднеуглеродистые стали (20, 40, 45, 40Х, ЗОХГС и др.). Борированный слой толщиной 0,1-0,2 мм имеет высокую твердость, износостойкость, в особенности в абразивной среде, коррозионную стойкость. Борирование применяют для повышения износостойкости деталей нефтяных насосов, турбобуров, штампов, пресс-форм и др. Борирование повышает стойкость деталей в 2-10 раз. Борированные слои обладают высокой хрупкостью.
Диффузионная металлизация – процесс химико-термической обработки, при котором происходит насыщение поверхностного слоя стали различными металлами (алюминий, хром, цинк и др.) и их комплексами. При насыщении поверхности стали другими металлами образуются твердые растворы замещения, поэтому диффузия их осуществляется труднее, чем диффузия углерода или азота.
Диффузионное насыщение поверхности стали осуществляют при температурах 700-1400°С следующими способами: 1. Твердой диффузионной металлизацией, при которой металлизатором является ферросплав (феррохром, ферросилиций, ферроалюминий и т. д.) с добавлением хлористого аммония (NH4Cl). Металлизатор, реагируя с НСl или Сl2, образует летучее соединение хлора с металлом (например, АlСl3, CrCl2 и т. д.). В результате контакта с поверхностью металла летучее соединение хлора с металлом диссоциирует с образованием свободных атомов. 2. Жидкой диффузионной металлизацией, которую проводят погружением детали в расплавленный металл с низкой температурой плавления (цинк, алюминий). 3. Газовой диффузионной металлизацией, выполняемой в газовой среде, содержащей хлориды различных металлов.
Алитирование – это процесс диффузионного насыщения поверхностного слоя стали, содержащей 0,1-0,2% С, алюминием. Температура алитирования 700-1100°С. Толщина алитированного слоя 0,2-1 мм, а концентрация алюминия в поверхностном слое до 30%. Алитирование применяют для повышения жаростойкости углеродистых сталей. Алитируют чехлы термопар, детали разливочных ковшей, клапаны и другие детали, работающие при высокой температуре.
Хромирование – это процесс диффузионного насыщения поверхностного слоя хромом. Хромирование повышает окалиностойкость и износостойкость деталей в агрессивных средах. Хромируют детали паровых турбин, насосов для перекачки агрессивных сред и т. п.
Предел текучести и наклеп
Одной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически.
При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений.
Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений.
Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2).
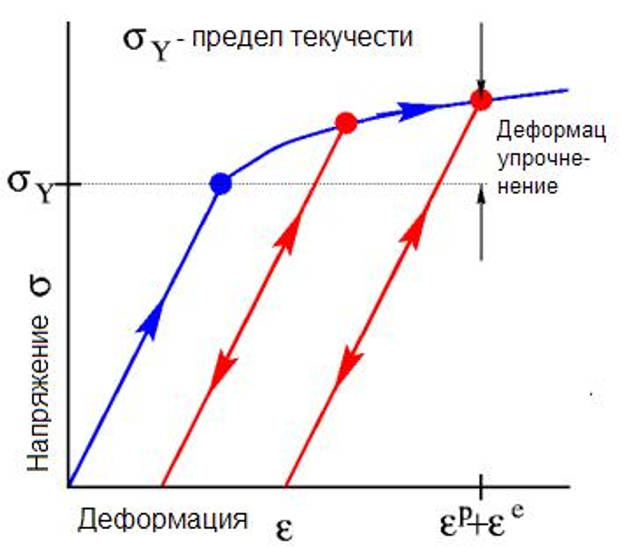
Рисунок 2.1 – Увеличение предела текучести металла после его нагружения выше предела текучести
Это интересно: Особенности сварки алюминия полуавтоматом – технология и оборудование











