Наплавка представляет собой нанесение дополнительного слоя металла на поверхность различных изделий и деталей посредством сварки. Данная процедура не только восстанавливает первоначальные свойства детали, но и придает ей дополнительные ценные характеристики. Является одним из самых простых и эффективных способов возвращать элементам работоспособность.
Наплавление может производится с различными целями:
- восстановление геометрии изделия;
- придание конструкции новой формы;
- образование слоя, обладающего конкретными физико-механическими свойствами;
- повышение износостойкости, антикоррозийности, прочности, твердости и других свойств основного материала.
Суть процесса состоит во взаимопроникновении раскаленных материалов друг в друга, происходящем на молекулярном уровне. Для этого поверхностный слой основного изделия нагревается до расплавления на небольшую глубину, а присадка – до жидкого состояния. Получившееся соединение отличается высоким уровнем надежности. Основным достоинством технологии является возможность регулировать толщину данного слоя в значительных пределах и нанесения присадки на элементы различной формы.
Ниже вы найдете подробный обзор всех видов наплавки, а далее рассмотрение в деталях наплавки электродами.
Виды наплавки металла
В настоящее время в промышленной и производственных сферах используется большое количество способов наплавки. Далее мы рассмотрим различные виды наплавления в зависимости от типа используемого наплавочного материала.
Ручная дуговая наплавка покрытыми электродами
Наплавка электродами с покрытием является наиболее универсальным методом, может осуществляться во всех пространственных положениях. Применяется как в промышленной отрасли, так и в бытовой сфере.
- Популярность данного способа обусловлена несколькими причинами: простота, удобство, гибкость, отсутствие необходимости в специальном оснащении.
- Основные недостатки: низкая производительность, тяжелые условия для исполнителя, нестабильность качества полученного слоя, большое проплавление основного материала.
Наплавление требует от исполнителя наличия определенных навыков. Необходимо при минимальном токе оплавить оба компонента.
С помощью определения состава металла подбирается тип электрода, а толщина и форма заготовок влияет на диаметр сварочного стержня. Если толщина наплавленного материала составляет менее 1,5 мм. – то диаметр прутка должен быть 3 мм. При толщине более 1,5 мм. – 4-6 мм.
Поверхность детали нужно очистить от различного рода загрязнений.
Необходимость предварительного подогрева и последующей термообработки также зависит от марки используемых электродов.
Наплавка изделий из стали осуществляется на постоянном токе обратной полярности.
Данный метод подразумевает применение различных схем наплавочных швов.
При работе с плоскими изделиями выделяют два основных вида:
- использование узких валиков (на картинке), каждый последующий валик должен перекрывать другой на 0,3-0,4 своей ширины;
- применение широких валиков, которые получаются при увеличенных поперечных движениях электрода.
Ещё одним видом является накладка узких валиков на некотором расстоянии друг от друга. Шлаковая корка удаляется после наложения нескольких валиков. Затем промежутки также заполняются валиками.
Наплавка изделий цилиндрической формы производится тремя способами:
- валиками вдоль образующей цилиндра;
- валиками по замкнутым окружностям;
- по винтовой линии.
Подробнее наплавка цилиндров будет проанализирована далее.
Производители и продавцы предлагают обширный ассортимент наплавочных электродов с покрытием. Наиболее популярными являются следующие марки:
ОЗН-6 используются для наплавки деталей оборудования различного назначения, эксплуатирующееся в условиях значительных ударных нагрузок и интенсивного изнашивания. Металл, наплавленный с помощью электродов данной марки, обладает повышенной стойкостью к образованию трещин.
Электроды ОЗИ-5 применяются для наплавления металлорежущего инструмента и штампов. Наплавленный металл обладает высокой стойкостью к смятию и истиранию при значительных ударных нагрузках.
Ручная дуговая наплавка также может проводиться угольными, графитовыми или вольфрамовыми электродами. Наплавление данными сварочными материалами имеет ограниченное применение, поэтому используется редко.
Вибродуговая наплавка выполняется путем вибрации электрода, амплитуда которой составляет 0,75-1,0 диаметра стержня. Процедура осуществляется на токе обратной полярности силой в 80-300 А. В моменты соприкосновения основного изделия и проволоки электрода происходит короткое замыкание, которое разогревает обе поверхности до температуры плавления.
Данный способ позволяет получить прочный и тонкий слой. При этом небольшой нагрев исключает деформацию детали.
Вибродуговой способ применяются для наплавления наружных и внутренних цилиндрических, наружных конических и плоских поверхностей. Также данный метод используется для восстановления следующих конструкций: шейки валов, штоки буровых насосов, замки бурильных труб и других.
Электрошлаковая наплавка основана на применении тепла, образующегося при прохождении тока через расплавленный шлак. Главная особенность данного метода – высокая производительность. За час работы исполнитель может получить сотни килограммов наплавленного металла. Другие характерные черты ЭШН: отсутствие разбрызгивания, экономичность расхода присадочных материалов и электроэнергии, низкие скорости нагрева и охлаждения отрицательно сказываются на структуре наплавленного слоя, небольшая склонность металла к образованию пор. [ads-pc-2][ads-mob-2]
К сведению! Для получения стабильного процесса необходимо, чтобы глубина шлаковой ванны составляла не менее 30 мм. Несоблюдение этого правила приводит к неустойчивости процесса.
В качестве присадочного материала могут применяются электроды различного сечения: прутки, пластины и т.п.
Основные достоинства: процесс остается устойчивым в обширном диапазоне плотностей тока: 0,2-300 А/мм2, возможность наплавки слоев большой толщины за один проход, данный способ может применяться для работы с материалами, склонными к образованию трещин, возможность придавать наплавленному металлу нужную форму.
Главные недостатки: перегрев основного изделия в зоне термического влияния из-за большой погонной энергии процесса, необходимость сложного и уникального оборудования, невозможность получения тонких слоев, значительная длительность подготовки.

Автоматический комплекс плазменной наплавки SBI (Австрия)
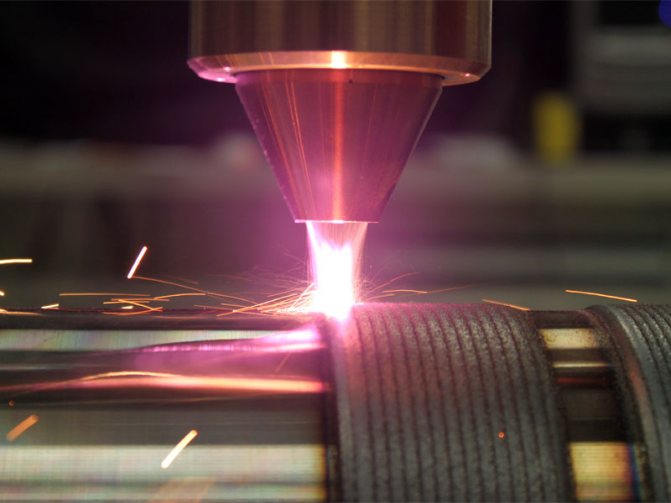
В настоящее время активно используется метод плазменной наплавки. В качестве источника тепла выступает высокотемпературная сжатая дуга, получаемая в специальных горелках. Присадочным материалом может быть наплавочный порошок, лента, проволока, электрод и пр.
Плазменная наплавка с подачей в ванну двух плавящихся электродов обеспечивает высокую производительность.
Универсальным подвидом плазменной наплавки является наплавление с вдуванием порошка в дугу. При выполнении подобных работ применяется горелка комбинированного типа, которая выдает два вида дуги: прямая и косвенная. Наплавочные порошки при помощи транспортирующего газа подаются из питателя в горелку и там вдуваются в дугу. За время пребывания в дуге большая часть порошка расплавляется, и на поверхность основного изделия он попадает в виде капелек.
Рабочую поверхность перед началом наплавления следует зачистить от различных загрязнений: ржавчина, влага, окалина и масло.
При наложении первого наплавочного слоя каждый предыдущий валик нужно перекрывать на 20-30% его ширины.
- Основные преимущества: высокое качество наплавленного слоя, небольшая глубина проплавления основного металла, высокая прочность сцепления, возможность получения слоев малой толщины.
- Недостатки: сравнительно невысокий уровень производительности, наличие сложного оснащения.

Дуговая наплавка под флюсом имеет несколько характерных черт: высокая производительность, большая универсальность и широкие возможности легирования основного металла.
Выделяют четыре вида дуговой наплавки под флюсом:
1. Широкое распространение имеет электродуговая наплавка лентой. Дуга, возникающая на торце электродной ленты, перемещается от одной кромки к другой. В результате этих циклических движений получается рассеянное тепловложение в основное изделие.
2. Многоэлектродная электродуговая наплавка. Суть процесса заключается в том, что дуга автоматически возникает на торце то одного, то второго электрода, которые расположены на некотором расстоянии друг от друга и имеют общий токопровод. Дуга перемещается с одного стержня на другой, приводя к попеременному расплавлению прутков.
3. Многодуговая электродуговая наплавка. Данный вид во многом схож с многоэлектродным способом. Только здесь количество электрических дуг соответствует количеству электродов.
4. Вибродуговая наплавка под флюсом подразумевает выполнение процесса с помощью колебательных движений электрода.
Кроме уже перечисленных достоинств, дуговое наплавление под флюсом имеет следующие преимущества: малые потери электродного металла, отсутствие излучения.
Недостатки: большое проплавление основного металла, необходимость применения флюсоформирующих устройств, наплавку возможно проводить только в нижнем пространственном положении, при работе с деталями малого диаметра и глубокими внутренними поверхностями имеются затруднения по удалению шлаковой корки.
Наплавка в среде защитных газов
Наиболее популярным методом является наплавка плавящимся электродом в среде углекислого газа, который характеризуется доступностью и дешевизной. Данный способ позволяет работать с деталями небольших диаметров и наносить на них слои толщиной от 0,5 до 3,5 мм.
- Основные достоинства: отличное качество наплавленного металла, высокая производительность.
- Недостатки: повышенный уровень разбрызгивания, для получения качественного дополнительного слоя необходимо применение специальной проволоки.
Наплавка в среде инертного газа проводится плавящимся и неплавящимся электродом.

В первом случае дуга возникает между электродом и основным металлом. Наплавление осуществляется в условиях автоматической подачи электродной проволоки. В качестве защитной среды выступает смесь аргона с кислородом или углекислым газом.
В качестве неплавящихся электродов во втором случае выступают графитовые
угольные вольфрамовые (на картинке) электроды. Присадочный материал вводится в зону дуги в виде проволоки или порошка. При наплавке угольным прутком наплавочные порошки насыпают на основную поверхность, а после расплавляют. Наплавленный слой обладает невысоким качеством из-за присутствия пор, неметаллических включений и других дефектов. При использовании вольфрамовых стержней дуга возникает между основным металлом и вольфрамовым электродом.
Дуговая наплавка порошковыми лентами и проволоками

Данный метод не требует использования флюса или защитных газов. Поэтому основными характеристиками этого способа являются простота и маневренность.
Также для исполнителя создается возможность работать с деталями сложной формы, глубокими внутренними поверхностями, элементами малого диаметра и т.д.
Стабильность дуги и защита расплавленного металла от азота и кислорода из воздуха гарантируются за счет наличия необходимых компонентов сердечника электродного материала.
Газовая наплавка
В данном методе в качестве источника тепла используется газовое пламя, производящееся специальными горелками. Наплавочными материалами могут быть проволоки, стержни и прутки. Процесс наплавления с участием данных материалом практически не отличается от электродуговой наплавки.

В последнее время получила распространение газопорошковая наплавка. Данный метод позволяет упрочнять детали, обладающие сложной конфигурацией, тонким слоем металла от 0,1 до 0,3 мм. При этом не происходит разбавление основного металла. Порошок через газокислородное пламя подается в рабочую зону. В результате нагрева порошок в пластичном и расплавленном состоянии достигает поверхности детали. Затем он затвердевает и образует наплавленный слой металла.
- Преимущества: малое проплавление основного металла, универсальность технологии, возможность получения тонких слоев наплавленного металла.
- Недостатки: низкая производительность, нестабильность качества наплавленного слоя, невысокий коэффициент использования присадочных материалов.
Лазерная наплавка выполняется с помощью высококонцентрированного источника энергии – лазерного луча. Данный метод не требует использование вакуумных камер. В качестве присадочного материала могут применяться прутки, ленты, обмазки.
- Плюсы: высокая прочность сцепления, малое и контролируемое проплавление основного металла, возможность получения тонких слоев – до 0,3 мм., небольшая деформация деталей; возможность работы с труднодоступными поверхностями; лазерный луч может воздействовать сразу на несколько мест.
- Минусы: низкая производительность, низкий КПД всего процесса, необходимо иметь сложное и дорогостоящее оснащение.
[ads-pc-3][ads-mob-3] Электронно-лучевая наплавка производится в вакууме, представляет собой плавление основного и присадочного материалов электронным лучом. Электронный пучок позволяет регулировать нагрев как основного, так и присадочного материалов. Причем, происходит это раздельно, что позволяет свести к минимуму смешивание двух материалов. В качестве присадочного материала может применяться порошковая или сплошная проволоки.
- Достоинства: небольшое проплавление основного металла, возможность получения слоев малой толщины.
- Недостатки: сложность оборудования и его высокая стоимость, необходимость биологической защиты исполнителя.
Электроконтакная наплавка осуществляется проволокой или порошком на специальном аппарате.
- Преимущества: высокая производительность, низкие энергозатраты, отсутствует необходимость в защитной среде, минимальная зона термического воздействия из-за малой длительности импульсов.
- Недостатки: ограниченность номенклатуры обрабатываемых изделий. Данный метод применяется для восстановления следующих деталей: валы, оси, штоки, барабаны и другие элементы, износ которых по диаметру не превышает 1-1,5 мм.
Для наплавки трением используется присадочный пруток, который торцом прижимают к наплавляемой поверхности и вращают относительно продольной оси.
Данный способ не нашел активного применения из-за малой рельефности наплавленного слоя.
Наплавка взрывом. Плакирование с применением энергии взрыва осуществляется по технологии сварки взрывом.
- Преимущества: возможность работы с металлами, соединение которых другими способами сложно или невозможно выполнить, отсутствие проплавления основного металла, минимальный уровень деформации изделий.
- Недостатки: необходимость специальных полигонов, значительная длительность подготовки, ограниченная номенклатура деталей, которые обрабатываются этим методом.
Методы наплавки металла
Способ наплавки должен быть максимально простым, быстрым и безопасным в осуществлении, а также предотвращающим деформацию металла. Рассмотрим основные методы, наиболее распространенные.
1. Электродуговая.
Для нее чаще всего используют классическое электродуговое оборудование. Она бывает ручной и механизированной. Первый вариант подразумевает использование обычных инверторов и выпрямителей постоянного тока, в которых плюс подключается на электрод, а минус – на само изделие. Такая простая сборка снижает уровень общего нагрева и проплавляет основной слой неглубоко. Если добавить специальную смесь-присадку, можно равномерно увеличить прочность поверхности.
Механизированная наплавка осуществляется при помощи сварочных полуавтоматов со сплошной или порошковой проволокой. Основные преимущества такого способа – высокий уровень производительности и качество стыка. Если предварительно отшлифовать и зачистить участок, то шов получится идеально ровным.

2. Вибродуговая.
Этот метод применяется для работы с цветными металлами толщиной до 1мм и практически без нагрева верхнего слоя изделия. В ходе процедуры электрод движется с амплитудой 0,3-3мм и частотой до 100 Гц. В результате создается дуга на протяжении одной пятой от общего времени и на поверхности оказывается небольшое количество металла. Глубина и тепловое воздействие на деталь получаются минимальными.
Для вибродугового наплавления применяют полуавтоматы со специальными электромеханическими устройствами с прерывистой подачей проволоки (1,6-2 мм). Процедуру нужно осуществлять в безопасной среде, состоящей из газа, раствора или пены, безопасной для здоровья.
3. Газопламенная.
Этот способ считается наиболее простым и доступным. В качестве теплового источника используют ацетилен или пропан-бутановую смесь; в роли присадки – прутки или проволока; для флюсов – смесь из борной кислоты или буры.
Мелкие детали привариваются сразу, а крупные сначала разогреваются до температурного режима в 500 градусов. В качестве полезных добавок можно использовать порошки, их можно вводить в струю пламени, которые могут оседать на поверхности мелкими каплями.
Для газопламенного наплавления необходимы плазмотроны – специальные сварочные аппараты, снабженные мощной горелкой. Присадки подаются только автоматизированным способом, так как это небезопасно для человека. В роли присадок могут использоваться не только порошки, но и гранулы.
Преимущества метода – неглубокая сварка и однородная структура слоя стыка. Недостаток заключается в высокой стоимости способа и разогрева плазмы до высоких температур.

4. Плазменная.
Она выполняется на специальных аппаратах, снабженных газовой горелкой. В ней формируется поток, достигающей температуры в несколько десятков тысяч градусов. В качестве присадки также могут использоваться порошковые или гранулированные смеси.
5. Электрошлаковая.
При данном термическом процессе используется шлаковая ванна – емкость с катализатором, которая передвигается вдоль заготовки. В этот сосуд помещается электрод или присадка в виде гранулированного состава. Затем под флюсом и шлаком осуществляется повышение температуры. Материалы в этом случае становятся неким защитным щитом, который предохраняет рабочую зону от вредного газового воздействия.
Шлаковая ванна располагается вертикально: таким образом, воздушные пузырьки не успевают образовывать поры и не всплывают. В результате не бывает потерь тепла и разбрызгивания. Преимущества метода в том, что это вариант, доступный по стоимости. А недостаток в трудоемкости и неспособности работы с деталями малого размера и сложной конфигурации.
6. Лазерная.
В качестве присадки используют флюс или порошок, их расплавление происходит при помощи сфокусированного луча лазера. Лазер испускается из специальной головки при помощи сопла (нагревает газовый поток) или инжектора (впрыскивает полезную добавку).
Способ позволяет обеспечить максимально точный результат, стабильное качество покрытие. Метод используется только в очень ответственных случаях, так как наиболее дорог в применении.
7. Индукционная.
Принцип метода заключается в том, чтобы расплавить присадочный материал и верхнего металлического слоя при помощи вихревых потоков, которые наводятся на поверхность. Для этого на участок изделия наносится присадка с флюсом. Затем над ним располагается индуктор из нескольких витков трубки с высокоточным напряжением.
Глубина наплавления зависит от частоты тока индуктора: чем она выше, тем ниже глубина. Этот способ считается наиболее производительный и обеспечивает минимальный нагрев металла.
8. Электроискровая.
Процедура осуществляется благодаря воздействию кратковременных разрядов тока и нанесению ультратонкого покрытия. Наплавка осуществляется при помощи специальной установки. Электрод необходимо установить на плюс, а заготовку – на знак минуса. При разрядах тока частицы вырываются и свариваются в плотный мелкопористый шов.
Метод считается доступным по цене и удобным, благодаря почти полному отсутствию нагрева поверхности. Окисления и деформации в ходе процедуры не наблюдается. Таким образом, изделие получает длительный эксплуатационный срок.
Наплавка зубьев шестерни
Шестерня является деталью многих механизмов и машин, использующихся в различных отраслях. Наиболее распространенными дефектами данного элемента является изнашивание зубьев по длине и толщине, выкрашивание, образование задир, трещин и царапин. Наиболее эффективный способ восстановления – наплавка изношенных деталей.
При поломке не более двух зубьев подряд в не особо ответственных механизмах допускается ремонт, включающий следующие процедуры: дефективные зубья вырубают, по ширине зуба просверливают 2-3 отверстия, в них нарезают резьбу, изготавливают шпильки и вворачивают их в подготовленные отверстия, шпильки приваривают к шестерне и наплавляют металл электросваркой, наплавленному слою придают форму зуба.
Восстановление изношенных зубьев шестерен также может осуществляться специальными электродами для наплавки, например ОЗН-300. Перед работами изделие очищается от загрязнений.
Как это делается. Номинальные размеры зубьев выдерживаются с помощью медного шаблона, изготовленного по ненарушенному зубу.
При восстановлении шестерен с несколькими дефективными зубьями осуществляют ремонт только с поношенной стороны зуба. Для этого применяются сплавы сормайт, наплавка проводится газовым или электродуговым методом. Наплавка осуществляется электродами ЦС-1 и ЦС-2. Работа выполняется на постоянном и переменном токе обратной полярности. Затем зубья шлифуют.
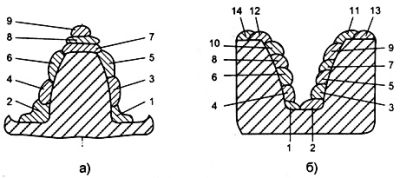
Схемы наплавки слоев у зуба и впадины шестерни
Также исполнитель может применять сталинит – порошкообразный сплав, расплавляется угольным или стальным электродом на постоянном токе обратной полярности. Затем порошок в пластичном состоянии наносится на деталь слоем толщиной 3-4 мм. В качестве флюса следует использовать буру.
Для ремонта торцов зубьев с износом по длине 2,2-8,2 мм. рекомендуется применять автоматическую наплавку каждого изношенного зуба по отдельности. Процесс осуществляется порошковой проволокой под флюсом. Наплавленный металл формируется в медной охлаждаемой форме.
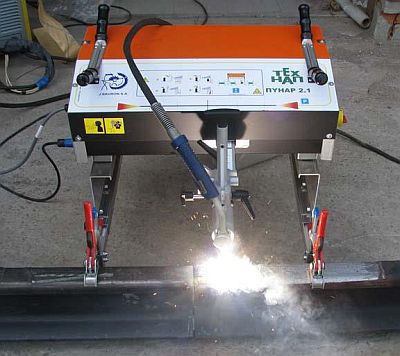
Наплавка рельсовых концов

Источник фото: specserver.com
Эксплуатация высокоскоростных поездов требует хорошего состояния рельсов. Удары колес приводят к деформации, смятию и изгибам концов рельсов. Восстановление с помощью наплавки является стандартным приемом.
Перед началом работ с рельса удаляется весь расплющенный и отслоившийся металл. Для этого рекомендуется использовать зубило, наждачный круг или другой инструмент. Для повышения скорости наплавления необходимо предварительно нагреть концы рельсов.
Выделяют следующие технологии наплавки, использующиеся на российских железных дорогах, для восстановления концов рельсов:
1. Ручное дуговое наплавление выполняется штучным электродом марок К-2-55, ОЗН-300, ОЗН-350. Наложение валиков производится тремя способами: вдоль, поперек рельса и по диагонали. Лучший результат получается при работе со вторым методом. Средняя ширина валика составляет 24-30 мм. Данная величина может варьироваться в зависимости от диаметра стержня, силы тока и других факторов.
Также существует возможность наплавления пучком электродов: 2-3 прутками, расположенными гребенкой. Данный способ повышает производительность. Наплавку следует начинать на торце рельса посредством наложения валика. Возбуждение дуги выполняется на внутренней стороне, сделав небольшой отступ от торца. Заканчивают наплавление первого валика также несколько отступив от торца рельса. Концы каждого из этих валиков выводят на конец предыдущего валика и там заделывают кратер. Перекрытие смежных валиков должно составлять 1/5-1/6 ширины предыдущего валика. Работы заканчиваются шлифовкой концов рельсов, проводящейся вдоль рельса.
2.
В качестве присадочного материала при выполнении полуавтоматической электродуговой наплавки используется самозащитная порошковая проволока. Данный метод имеет несколько преимуществ по сравнению с ручным дуговым способом: высокое качество работ, значительная производительность труда.
Работы выполняются поэтапно:
- замер дефекта;
- подготовка оборудования для наплавления;
- удаление дефектов шлифовкой;
- установка наплавочного аппарата на рельсы и установка границ работ;
- подогрев рабочей зоны;
- выполнение основного процесса – наплавление;
- механическая обработка абразивным инструментом после естественного охлаждения.
Наплавка осуществляется в один или несколько слов, в зависимости от глубины дефекта.
Технология дуговой наплавки металлов
Общие сведения о наплавке
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости. Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах — от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3 — 0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др. Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис. 1).
В, hн, hпр — соответственно ширина валика, а — по образующей, б — по окружности. в — высота наплавки, глубина проплавления, Sн — по винтовой линии шаг наплавки.
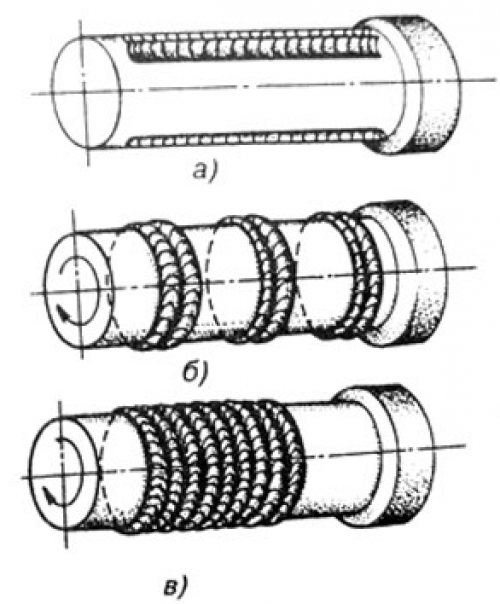
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис. 2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии.
В, hн, hпр — соответственно ширина валика, а — по образующей, б — по окружности, в — высота наплавки, глубина проплавления, Sн — по винтовой линии шаг наплавки.
Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стека-ния расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис. 3).
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений. Нередко термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.
Способы и технология наплавки
Дуговая наплавка под флюсом.
Нагрев и расплавление металла, так же как при сварке, осуществляются теплом дуги, горящей между плавящимся электродом и основным металлом под слоем флюса. Наплавка под флюсом является одним из основных видов механизированной наплавки. Основными преимуществами являются непрерывность и высокая производительность процесса, незначительные потери электродного металла, отсутствие открытого излучения дуги. Отличительной особенностью наплавки под флюсом является хороший внешний вид наплавленного слоя (гладкая поверхность и плавный переход от одного наплавленного валика к другому). В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис. 4).
1. Применение легированной проволоки или ленты и обычных плавленых флюсов. Для наплавки используют легированные сварочные проволоки, специальные наплавочные проволоки и легированные ленты, в том числе спеченные. Наплавка производится под флюсами АН-20, АН-26 и др., которые выбирают в зависимости от состава электродного металла.
2. Применение порошковой проволоки или порошковой ленты и обычных плавленых флюсов. Порошковая проволока или лента расплавляется в дуге и образует однородный жидкий расплав. Этот способ позволяет получить наплавленный металл с общим содержанием легирующих примесей до 40 — 50%. Марка порошковой проволоки или ленты выбирается в зависимости от необходимого типа наплавленного металла и его требуемой твердости.
3. Применение обычной низкоуглеродистой проволоки или ленты и легирующих наплавленных флюсов (керамических). Этот способ позволяет ввести в наплавленный металл до 35% легирующих примесей. При наплавке наибольшее применение получили керамические флюсы АНК-18 и АНК-19, обеспечивающие хорошее формирование наплавленного металла, легкую отделимость шлаковой корки, высокую стойкость наплавленного металла против образования пор и трещин.
4. Применение обычной низкоуглеродистой проволоки или ленты и обычных плавленых флюсов с предварительной укладкой легирующих материалов на поверхность наплавляемого изделия. Здесь возможна предварительная засыпка или дозированная подача легирующих порошков, а также предварительная укладка прутков или полосок легированной стали, намазывание специальных паст на место наплавки и др. Во всех случаях нанесенный легирующий материал расплавляется дугой и переходит в наплавленный металл.
В связи с тем что в технологии выполнения между наплавкой и сваркой много общего, для наплавки применяется то же оборудование, что и при сварке соответствующими способами.
Наплавку углеродистых и низколегированных сталей выполняют под плавлеными флюсами ОСЦ-45, АН-348-А. Флюс АН-60 пригоден для одно- и многоэлектродной наплавки низкоуглеродистых и низколегированных сталей на нормальных и повышенных скоростях, а также для наплавки электродными лентами.
Наплавку легированных сталей производят под низкокремнистыми плавлеными флюсами АН-22, АН-26 и др., а высоколегированные хромоникелевые стали и стали других типов с легкоокисляющимися элементами (титан, алюминий) — под фторидными флюсами АНФ-1 и АНФ-5.
Для предупреждения образования шлаковых включений и непроваров в наплавленном слое при многослойной наплавке необходимо тщательно удалять шлаковую корку с предыдущих слоев.
Дуговая наплавка в защитных газах.
Наплавку в защитных газах применяют в тех случаях, когда невозможны или затруднены подача флюса и удаление шлаковой корки. Преимуществами данного вида наплавки являются визуальное наблюдение за процессом и возможность его широкой механизации и автоматизации с использованием серийного сварочного оборудования. Ее применяют при наплавке деталей в различных пространственных положениях, внутренних поверхностей, глубоких отверстий, мелких деталей и сложных форм и т.п. Технология выполнения наплавки в защитных газах во многом сходна с технологией наплавки под флюсом, отличие лишь в том, что вместо флюсовой применяют газовую защиту зоны сварки. Помимо перечисленных преимуществ это освобождает сварщика от необходимости засыпки флюса и удаления шлака. С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дугой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному. При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
Наплавка может производиться в углекислом газе, аргоне, гелии и азоте. Высоколегированные стали, а также сплавы на алюминиевой и магниевой основе наплавляются в аргоне или гелии. Наплавка меди и некоторых ее сплавов может производиться в азоте, который ведет себя по отношению к ней нейтрально. При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и-порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-30ХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
Недостатком способа является то, что в процессе наплавки в углекислом газе наблюдается сильное разбрызгивание жидкого металла, приводящее к налипанию брызг на мундштук и засорению сопла горелки. Кроме того, возможность сдувания газовой струи ветром затрудняет наплавку на открытом воздухе.
Дуговая наплавка порошковыми проволоками.
Наплавка порошковой проволокой с внутренней защитой основана на введении в сердечник проволоки кроме легирующих компонентов также шлакообразующих и газообразующих материалов. Применение флюсовой и газовой защиты при наплавке такой проволокой не требуется. Легирующие элементы порошковой проволоки переходят в шов, а газо- и шлакообразующие материалы создают защиту металла от азота и кислорода воздуха. В дуге тонкая пленка расплавленного шлака покрывает капли жидкого металла и изолирует их от воздуха. Разложение газообразующих материалов создает поток защитного газа. После затвердевания на поверхности наплавленного валика образуется тонкая шлаковая корка, которая может не удаляться при наложении последующих слоев. При наплавке используют различные самозащитные порошковые проволоки. Для наплавки низкоуглеродистых слоев используют сварочные проволоки типа ПП-АН3 и др. Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-3ХВ3Ф-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-О (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
Технология выполнения наплавки самозащитной порошковой проволокой в основном ничем не отличается от технологии наплавки в углекислом газе. Открытая дуга дает возможность точно направлять электрод, наблюдать за процессом формирования наплавляемого слоя, что имеет большое значение при наплавке деталей сложной формы. Одним из преимуществ этого способа является применение менее сложной аппаратуры по сравнению с аппаратурой, применяемой при наплавке под флюсом и защитном газе, а также возможность выполнять наплавочные работы на открытом воздухе; увеличивается производительность по сравнению с наплавкой под флюсом и в защитных газах, снижается себестоимость наплавляемого металла.
Плазменная наплавка и напыление.
Сущность этого метода заключается в том, что нагрев присадочного металла и основного осуществляется сжатой дугой или газовой плазмой, выделенной или совпадающей со столбом дуги. Механизм образования наплавленного слоя такой же, как и при других способах дуговой наплавки. Из наплавочных материалов при плазменной наплавке используют проволоку, прутки и порошки. Схема плазменной наплавки с вдуванием порошка в дугу показана на рис. 5. Между вольфрамовым электродом 1 и внутренним соплом 2 возбуждают дугу. Плазмообразующий газ, проходя через нее, создает плазменную струю 3 косвенного действия, которая обеспечивает расплавление присадочного порошка.
Другая дуга, 4 прямого действия, горящая между электродом 1 и основным металлом 5, совпадает с плазменной струей прямого действия. Последняя создает необходимый нагрев поверхности, обеспечивая сплавление порошка и основного металла. Изменяя значение силы тока сжатой дуги прямого действия, можно достичь минимальной величины проплавления основного металла. Толщину наплавленного слоя можно изменять в пределах 0,3 — 10 мм с разбавлением основным металлом от 3 до 30%. При плазменной наплавке с присадочной проволокой косвенная дуга горит между вольфрамовым электродом и соплом, а дуга прямого действия — между вольфрамовым электродом и присадочной проволокой. От этих дуг получает теплоту и основной металл. Изменяя силу тока, регулируют долю основного металла и производительность наплавки. Наплавляемое изделие в этом случае в сварочную цепь не включено.
Из защитных газов при плазменной наплавке применяют аргон, азот, углекислый газ, смеси аргона с гелием или азотом и др. Выбор защитного газа связан со степенью его воздействия на наплавляемый и основной металлы. В качестве плазмообразующего могут применяться аргон, гелий, углекислый газ, воздух и др. Для обеспечения стабильного протекания процесса наплавки необходимо применять неплавящиеся электроды из такого материала, который способен без разрушения выдерживать нагревание до высоких температур. Таким требованиям лучше всего отвечают электроды из чистого вольфрама или с присадками диоксида тория, оксидов лантана и иттрия. Преимущества этого вида наплавки — малая глубина проплавления основного металла, возможность наплавки тонких слоев, высокое качество и гладкая поверхность наплавленного металла.
Помимо наплавки плазменный нагрев может использоваться также для напыления поверхностных слоев. Процесс напыления отличается от наплавки рядом особенностей. Напыление — это процесс нанесения металлических слоев из частиц напыляемого материала, нагретых до температуры плавления или близких к оплавлению, на неоплавленную поверхность обрабатываемой детали. При напылении присадочный материал используется в виде проволоки или порошков, подаваемых в сжатую дугу, где он нагревается струей газового потока и с большой скоростью подается на поверхность изделия. Толщина напыленного слоя может изменяться от сотых до десятых долей миллиметра. Напыление более толстых слоев обычно не производится в связи с тем, что толстые слои склонны к отслоению от поверхности детали (откалывание). Напыление можно производить как металлами и сплавами, так и различного вида соединениями — оксидами, карбидами, нитридами и т. п.
Технологически в отличие от наплавки напыление выполняют по способу косвенного нагрева выделенной дуговой плазмой. Если при наплавке расстояние от сопла горелки до изделия составляет 6 — 25 мм, то при напылении – 50 — 120 мм и более. Напыленные слои обладают меньшей плотностью и большей пористостью по сравнению с наплавленными и более склонны к откалыванию от поверхности детали при нарушении технологии. Однако в них практически отсутствует разбавление основным металлом.
Электрошлаковая наплавка.
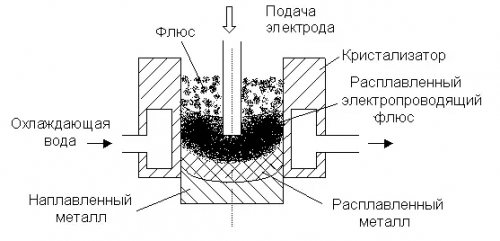
При электрошлаковой наплавке для оплавления основного и присадочного металла служит шлаковая ванна, разогреваемая проходящим через нее электрическим током. Этот способ наплавки, как правило, сочетается с принудительным формированием наплавляемого слоя. Сущность процесса электрошлаковой наплавки (рис. 6) состоит в том, что в пространстве, образованном поверхностью наплавляемого изделия 1 и формирующим кристаллизатором 4, охлаждаемым водой, создается ванна расплавленного шлака 3, в которую подается электродная проволока 5.
Ток, проходя между электродом и изделием, нагревает шлаковую ванну до температуры выше 2000°С, в результате чего электродный и основной металлы оплавляются, образуя металлическую ванну, при затвердевании которой формируется наплавленный слой 2.
Для осуществления процесса электрошлаковой наплавки различных поверхностей необходима достаточно глубокая шлаковая ванна, получение которой проще всего при вертикальном или наклонном расположении деталей. По сравнению с дуговой наплавкой это менее универсальный способ, но он весьма эффективен в тех случаях, когда на деталь необходимо наплавить слой металла большой толщины (более 14 — 16 мм). Благодаря применению большой силы тока и электродов большого сечения можно достичь высокой производительности — до 150 кг наплавленного металла в час.
Вибродуговая наплавка.
Этот способ обычно используется для наплавки деталей типа тел вращения диаметром от 8 — 10 мм и более. Сущность этого метода наплавки заключается в том, что основной и электродный металл нагревается до расплавления теплотой, которая выделяется в результате возникновения периодически повторяющихся электрических разрядов, т.е. прерывисто горящей электрической дуги; Наплавленный слой образуется в процессе кристаллизации расплавленного основного и электродного металла (рис. 7). Малая длительность и прерывистость горения электрической дуги обусловлены вибрациями электродной проволоки, которые создаются с помощью электромагнитных или механических вибраторов. В процессе вибраций наблюдаются короткие замыкания вследствие прикасания электродной проволоки к наплавляемому изделию (основному металлу), а во время отрыва проволоки возникает большой силы ток и загорается электрическая дуга. При среднем значении тока Iд = 150 А экстраток достигает 1000 А.
В качестве присадочного металла применяют наплавочные проволоки (одну или несколько), которые могут иметь возвратно-поступательные перемещения поперек сварочной ванны, а также электродные ленты, пластины или стержни большого сечения, иногда и трубы, которые используют для наплавки цилиндрических поверхностей. При наплавке обычно применяют флюсы АН-8, АН-22 и др.
Длительность горения дуги составляет 0,002 — 0,003 с.
Наплавочная установка состоит из вибродуговой головки, аппаратуры управления, вращателя, источника тока. Во время наплавки выполняются следующие движения: вращение наплавляемой детали, поступательное движение вибродуговой головки вдоль продольной оси наплавляемой детали, подача проволоки в зону дуги и вибрация проволоки. Питание осуществляется от выпрямителей, сварочных генераторов, а также от низковольтных трансформаторов с вторичным напряжением 12 — 16 В и более. Более высокие показатели достигаются при наплавке на постоянном токе обратной полярности. Обычно в сварочную цепь включают индуктивность, значение которой выбирают в зависимости от частоты вибрации электродной проволоки, напряжения, рода тока и других факторов. Для наплавки пригодны сварочные проволоки диаметром 0,8 — 2,0 мм. С целью защиты расплавленного металла от взаимодействия с окружающей средой наплавка ведется в струях жидкостей или защитных газов, а также под слоем флюса. Применяются водные растворы кальцинированной соды; смеси кальцинированной соды, мыла и глицерина; эмульсии глицерина.
Прерывистость процесса позволяет получать зону термического влияния малой ширины, поэтому наплавленные детали имеют весьма малые деформации, что особенно важно при наплавке сложных изделий, изготовленных с высокой точностью.
Если наплавка выполняется в струе жидкости, происходит ускоренное охлаждение наплавленного металла, поэтому он имеет повышенную твердость и износостойкость. Вибродуговая наплавка эффективна, если необходимо наплавлять слои металла небольшой толщины.
Недостатками вибродуговой наплавки являются сравнительно низкий коэффициент наплавки и невысокая производительность наплавки.
Наплавка цилиндров и плоскостей
Для восстановления поверхности цилиндров применяются следующие методы наплавления:
1. Наплавка электродами с обмазкой осуществляется тремя способами: а) валиками вдоль образующей цилиндра (продольная наплавка); б) валиками по замкнутым окружностям (круговая наплавка) и в) по винтовой линии.
Изделия малого диаметра и значительной длины следует обрабатывать первым способом. На очищенную поверхность наплавляют валик. Затем деталь поворачивают на 180° и на противоположной стороне наплавляют второй валик. После изделие поворачивают на 90° и наплавляют третий валик, через 180° – четвертый. Далее наплавляется пятый валик, который перекрывает первый. Следует отметить, что перед наложением следующего валика, предыдущие необходимо очистить от шлака.
Второй способ подразумевает, что деталь должна поворачиваться вокруг своей оси в течение всего рабочего процесса. Последний вариант является особенно удобным в случае механизированной наплавки, при которой деталь в процессе наплавки равномерно вращается.
2. Автоматическая наплавка под флюсом обеспечивает получение износостойкого слоя. Данный метод может проводиться сварочной или порошковой проволокой, ленточным электродом, порошковой лентой. Здесь следует выделить два способа: наплавление производится по образующей или по винтовой линии.
Для восстановления плоских изделий требуется охват больших площадей с минимальным проплавлением основного металла. Небольшое видео с наплавкой лемехом позволит иметь представление об операции.
Для ремонта плоских поверхностей используются следующие способы:
Применяются узкие валики; каждый последующий валик располагается с перекрытием предыдущего на 0,3-0,4 его ширины; шлак удаляется сразу со всех наплавленных валиков.
Укладка узких валиков на некотором расстоянии один от другого является одним из простейших способов. Шлак следует удалять после наложения нескольких валиков. После этого валики наплавляются и в промежутках.
Широкослойная наплавка является более совершенной технологией. Электроду сообщается поперечные колебательные движения.
Повышенной производительностью отличаются многоэлектродное наплавление и наплавка электродной лентой.
Для получения износостойкого слоя следует выполнять наплавку порошковой проволокой и лентой открытой дугой. При этом электроду сообщается поперечные колебания с нужным размахом. Данный случай характеризуется отсутствием шлаковой корки значительной толщины.
При электрошлаковом наплавлении в качестве электродного материала может применяться порошковая проволока или проволока сплошного сечения. [ads-pc-4][ads-mob-4]
Как происходит процесс сварки и наплавки
Технология наплавки дуговой сварки основана на процессе воздействия высокой температуры на толстостенные детали. Схема ручной дуговой сварки указывает процесс её выполнения. Технология ручной сварки выполняется при помощи сварочных электродов. Во время сварочного процесса металлическим покрытым электродом дуга воспламеняется между стержнем и основной деталью, металл разогревается до температуры плавления и в сварной шов стекает расплавленный электрод (или туда вводят дополнительный материал, закрывающий зазоры между свариваемыми деталями).
В точке нагрева образуется сварка расплавленной присадкой, то есть зона, где смешивается основной металл детали и материал присадки. Вверху появляется лёгкий расплавленный шлак, состоящий из обмазки плавящегося электрода или остатков неплавящегося стержня. Это дуговая сварка покрытыми электродами. Она защищает металл от влияния газов, находящихся в атмосфере.
Технология наплавки валов осуществляется методом ручной дуговой сварки с помощью сварочных электродов, которые вручную подаются в дугу и перемещаются вдоль изделия. Многослойная наплавка — результат сварки электродами на поверхности деталей для увеличения толщины всей поверхности или отдельного участка. Сущность состоит в том, что на подготовленной, зачищенной поверхности происходит наплавка валиков. Их укладывают параллельно друг к другу на поверхности детали с целью расплавления каждого последующего валика для увеличения толщины изделия.
Режимы наплавки определяются по значению сварочного тока, типа и диаметра электрода, которые зависят от материала и толщины наплавляемого слоя.
Понимая технологию ручных сварочных работ, можно выбрать способ, которым проще восстановить изношенную деталь. Такую работу можно выполнить, не прибегая к услугам специалистов.
Наплавка металлорежущего инструмента и штампов
Восстановление металлорежущего инструмента и штампов выполняют дуговой наплавкой тремя способами: ручной, автоматический и полуавтоматический.
Первый вариант подразумевает применение электродов. Металлорежущий инструмент и штампы работают при холодной и горячей штамповке, поэтому их следует восстанавливать при помощи следующих марок электродов: ОЗИ-3; ОЗИ-5; ОЗИ-6; ЦС-1; ЦИ-1М. Наплавленный подобными материалами слой обладает высоким уровнем сопротивляемости к истиранию и смятию при больших нагрузках и высоких температурах (до 650-850°C). Изделие перед наплавлением нужно подогреть до 300-700°С. Наплавление выполняется в 1-3 слоя, толщина составляет 2-6 мм.
Предлагаем посмотреть на видео демонстрацию испытания наплавки электрода Zeller 769.
Автоматический и полуавтоматический способы осуществляется легированной проволокой с использование флюсов или паст.
Виды дуговых наплавок и их преимущества
Универсальные, простые методы металлообработки, к которым относятся сварка и наплавка, относительная дешевизна расходников и оборудования имеет широкое распространение при восстановлении деталей. Определённый способ работы с металлом выбирают с учётом:
- поломок;
- типа металла;
- свойства поверхности;
- других параметров.
Рассмотрим, какие виды обработки осуществляет дуговая наплавка:
- Автоматическую и полуавтоматическую сварку под флюсом. Процесс наплавки осуществляют порошковыми или сплошными проволоками, имеющими ленточное или круглое сечение. Применение данного способа обеспечивает качество сварного соединения и высокую производительность труда;
- С защитным газом. Изделия погружают в среду с водородом, азотом. В таких же условиях проводится наплавка аргоном. Дуговую сварку производят неплавящимися вольфрамовыми или плавящимися электродами. Струи газа выталкивают воздух из зоны дуги для исключения процесса окисления;
- Вибродуговую. На электрод воздействуют колебания с амплитудой 0,75-1 его диаметра, для ускорения процесса наплавки и получения равномерно восстанавливающегося слоя. Для этой технологии используется постоянный ток с обратной полярностью и напряжение от 12 до 20 В;
- Электрошлаковую. Покрытие деталей формируют в принудительном порядке за один проход. Считается очень производительным методом металлообработки;
- Плазменную. Обработку изделия проводят с помощью: сжатого высокотемпературного источника тепла, попадающего на поверхность детали, присадки в виде ленты, проволоки, мелкозернистого порошка;
- Открытую дугу. Используют для вогнутых или выпуклых поверхностей. Детали, усиленные таким способом, могут быть подвержены стабильно высоким нагрузкам.

Наплавка деталей, работающих на истирание с ударными нагрузками и без ударных нагрузок
Изделия, эксплуатирующиеся в условиях интенсивного поверхностного износа и высоких ударных нагрузок, необходимо наплавлять электродами следующих марок:
Сварочные электроды для наплавки ОЗН-400М
Преимущества ОМГ-Н: соответствуют государственным стандартам, наплавление может проводиться постоянным и переменным током обратной полярности.
ЦНИИН-4 является одной из самых востребованных и ходовых марок.
Металл, наплавленный стержнями ОЗН-7М при многослойном наплавлении, имеет повышенную стойкость к образованию трещин.
Достоинства ОЗН-400М: высокая производительность, наплавленный металл характеризуется повышенной твердостью.
Плюсы ОЗН-300М: наплавленный металл обладает повышенной стабильность показателей износостойкости и твердости, наплавка выполняется постоянным и переменным током обратной полярности.
Примером таких деталей могут служить элементы строительного и землеройного оснащения.
Для наплавки деталей, эксплуатирующихся на истирание и без ударных нагрузок применяются следующие марки электродов.
Для получения наплавленного слоя особой твердости нужно использовать наплавочные электроды Т-590 и Т-620. Данные марки предназначены для ремонта деталей, работающих на интенсивное истирание. Благодаря особому покрытию, в состав которого входят феррохром, ферротитан, ферробор, карбид бора и графит, твердость наплавленного металла может достигать 62-64 HRC. Металл, наплавленный материалами Т-590 и Т-620, характеризуются хрупкостью и склонностью к образованию трещин, и поэтому он не предназначен для работы в условиях значительных ударных нагрузок. Наплавление проводится в 1-2 слоя.
Ремонт изделий из различных металлов и сплавов также обладает собственными специфическими характеристиками.
Восстановление деталей наплавкой металла
Тем, кто эксплуатирует различные механизмы, приходится иногда сталкиваться с необходимостью наплавить металл в том или ином месте детали. Разбитое крепежное отверстие, истертая в процессе эксплуатации поверхность, выкрошенная кромка металлорежущего инструмента, изношенная втулка подшипника. Во всех этих случаях можно обойтись без замены детали, восстановив ее способом наплавки металла на изношенную часть. Наплавка на деталь металла позволяет не только восстановить первоначальные свойства изделия, но и придать ему совершенно новые ценные качества. В частности, наплавив на основание из низкоуглеродистой стали слой твердосплавного металла, можно получить износостойкий рабочий орган или режущий инструмент.

Наплавленные кулачки
Наплавкой называется процесс нанесения одного расплавленного металла (называемого присадочным) на поверхность другого (называемого основным). При этом основной металл также расплавляется на небольшую глубину для образования гомогенного соединения. Цель наплавки может быть различной: восстановление утраченной геометрии детали или придание ей новой формы, образование поверхностного слоя с заданными физико-механическими свойствами (такими как повышенная твердость, износостойкость, антифрикционность, коррозионная стойкость, жаростойкость и пр.), упрочнение наплавкой.
Наплавку можно производить на любые поверхности — плоские, конические, цилиндрические, сферические. В больших пределах может меняться и ее толщина — от нескольких долей миллиметра до сантиметра и более.
Основные принципы наплавки
В основных своих моментах технология наплавки сходна с технологией сварки. Перед ней стоят те же задачи, что и перед сваркой — защита наплавляемого металла от газов, содержащихся в воздухе, получение плотного, без пор, трещин и посторонних включений металла шва. Поэтому важно ознакомиться с общей статьей про сварку, со статьями про сварку соответствующих металлов (сварка меди, сварка чугуна, сварка алюминия, сварка нержавейки) и про покрытия электродов, иначе не будет понимания, например, зачем прокаливать электроды перед наплавкой и какие будут последствия если её не сделать, или почему важна полярность подключения электрода. При наплавке следует соблюдать основные принципы, заключающиеся в ряде требований:
- Необходимо стремиться к минимальному проплавлению основного металла. Это достигается путем наклона электрода в сторону, обратную ходу наплавки.
- Должно быть как можно меньшее перемешивание наплавленного металла с основным.
- Нужно стараться достичь минимальных остаточных напряжений и деформаций в детали. Это требование во многом обеспечивается соблюдением двух предшествующих.
- Необходимо снижать до приемлемых значений припуски на последующую обработку детали. Говоря другими словами, нужно наплавлять металла ровно столько, сколько необходимо, и не больше.
Применяются различные способы наплавки металла — электродуговая, газовая, электрошлаковая, индукционная, плазменная, импульсно-дуговая, вибродуговая, порошковая наплавки. Наибольшее распространение получила дуговая наплавка.
Материалы для наплавки существуют в различных формах. Это могут быть присадочные прутки, порошкообразные смеси, наплавочные покрытые электроды, порошковая и цельностержневая проволока. В электродуговой наплавке применяются в основном покрытые электроды, присадочные прутки и проволока.
Наплавка покрытыми электродами
Наплавка покрытыми наплавочными электродами относится к основным способам, применяемым как в промышленности, так и в быту, в силу ее простоты, удобства, отсутствия необходимости в специальном оборудовании. Выпускается большое количество марок электродов, создающих наплавочный слой с различными характеристиками, обеспечивающими требуемые качества изделий для работы в тех или иных условиях.
Наплавка требует определенных навыков в работе. Надо при минимальном токе и напряжении, чтобы не увеличивать долю основного металла в наплавленном, оплавить оба компонента. Состав металла будет определять тип электрода, а толщину и форму — диаметр электрода. Напряжение дуги определяет форму наплавленного валика, при его повышении увеличивается ширина и уменьшается высота валика, возрастает длина дуги и окисляемость легирующих примесей, особенно углерода. В связи с этим стремятся к минимальному напряжению, которое должно согласовываться с током дуги.
Наплавка деталей из стали осуществляется, как правило, постоянным током обратной полярности (на электроде «плюс») в нижнем положении.
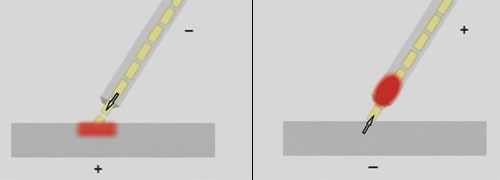
Прямая (слева) и обратная (справа) полярности подключения электрода
Детали из низкоуглеродистых и низколегированных сталей наплавляют обычно без предварительно нагрева. Но нередко требуется предварительный подогрев и последующая термообработка с целью снятия внутренних напряжений. Более детальные требования к наплавке сообщаются в документации на применяемые наплавочные электроды. Например, для электрода ОЗИ-3 приводятся следующие технологические особенности: «Наплавку производят в один-четыре слоя с предварительным подогревом до температуры 300-600°С. После наплавки рекомендуется медленное охлаждение. Возможна наплавка ванным способом на повышенных режимах. Прокалка перед наплавкой: 350°С, 1 ч.»
Поверхность детали перед наплавкой очищается от масла, ржавчины и других загрязнений.
Применяются различные схемы расположения наплавочных швов. В случае плоских поверхностей различают два основных вида наплавки — использование узких валиков с перекрытием друг друга на 0,3-0,4 их ширины, и широких, полученных увеличенными поперечными движениями электрода относительно направления прохода.
Наплавка металла узкими валиками

Наплавка металла широкими поперечными движениями электрода
Другой способ — укладка узких валиков на некотором расстоянии один от другого. При этом шлак удаляют после наложения нескольких валиков. После этого валики наплавляются и в промежутках.
Во избежание коробления деталей, наплавление рекомендуется проводить отдельными участками, «вразброс», а укладку каждого последующего валика начинать с противоположной стороны по отношению к предыдущему.
Наплавка цилиндрической поверхности выполняется тремя способами — валиками вдоль образующей цилиндра, валиками по замкнутым окружностям и по винтовой линии. Последний вариант (по винтовой линии) является особенно удобным в случае механизированной наплавки, при которой детали в процессе наплавки придается равномерное вращение.
Наплавка металла на цилиндр

Цилиндр с наплавленным металлом
Для восстановления и повышения срока службы режущего, штампового и измерительного инструмента, а также деталей механизмов, работающих при интенсивном износе, применяется наплавка рабочих поверхностей твердыми сплавами, представляющими собой соединения таких металлов, как титан, вольфрам, тантал, марганец, хром и других с бором, углеродом, кобальтом, железом, никелем и пр.
При изготовлении новых инструментов и деталей с твердосплавной наплавкой, в качестве заготовок (оснований) применяются детали из углеродистых или легированных сталей. В случае ремонта деталей с большим износом, перед наплавкой твердыми сплавами делают предварительную наплавку электродами из малоуглеродистой стали.
Для получения более качественной наплавки, предупреждения образования трещин и снижения напряжений, во многих случаях целесообразен подогрев заготовок до температуры 300°C и выше.
Наплавка металлорежущего инструмента и штампов
. Металлорежущие инструменты и штампы, работающие при холодной и горячей штамповке, наплавляют электродами ОЗИ-3, ОЗИ-5, ОЗИ-6, ЦС-1, ЦИ-1М и прочие марки. Металл, наплавленный этими электродами, обладает высокой сопротивляемостью к истиранию и смятию при больших удельных нагрузках и высоких температурах — до 650-850°C. Твердость наплавленного слоя без термообработки составляет от 52 HRC (ОЗИ-5) до 61 HRC (ОЗИ-3). Наплавляется 1-3 слоя общей толщиной 2-6 мм. Деталь перед наплавкой подогревают до температуры 300-700°С (в зависимости от марки электрода).

Наплавка ножей
Наплавка деталей, работающих на истирание без ударных нагрузок
. Если требуется получить наплавленный металл особо высокой твердости, можно использовать электроды для наплавки Т-590 и Т-620. Они специально предназначены для покрытия деталей, работающих на интенсивное истирание. Их стержень изготовлен из малоуглеродистой стали, зато в покрытия входят феррохром, ферротитан, ферробор, карбид бора и графит. Благодаря этим материалам твердость наплавленного металла может достигать 62-64 единиц по HRC.
Из-за того, что наплавленный металл обладает хрупкостью и склонностью к образованию трещин, изделия, наплавленные электродами Т-590 и Т-620, не предназначены для эксплуатации в условиях значительных ударных нагрузок. Наплавка твердосплавного металла производится в один-два слоя. Если требуется наплавлять большую толщину, нижние слои наплавляются электродами из малоуглеродистой стали и лишь заключительные — твердосплавными.
Наплавка деталей, работающих на истирание с ударными нагрузками
. Детали из марганцовистых сталей (110Г13Л и подобные ей), работающие в условиях интенсивного поверхностного износа и высоких ударных нагрузок (в частности, рабочие органы строительного и землеройного оборудования), наплавляют электродами ОМГ-Н, ЦНИИН-4, ОЗН-7М, ОЗН-400М, ОЗН-300М и прочие марки. При их использовании твердость наплавляемого металла во втором слое получается 45-65 HRC при высоких значениях вязкости.

Наплавка деталей (молотков) мельницы

Наплавка шнека
Наплавка нержавеющих сталей
. Для наплавки деталей из нержавеющих сталей применяются электроды ЦН-6Л, ЦН-12М-67 и прочие марки. Стержень этих электродов изготовлен из нержавеющей высоколегированной проволоки. Кроме высокой коррозионной стойкости, наплавленный металл имеет еще и устойчивость к задиранию, что позволяет использовать эти электроды для наплавки уплотнительных поверхностей в арматурных изделиях.
При использовании некоторых электродов для наплавки нержавеющих сталей, рекомендуется производить предварительный и сопутствующий подогрев детали до температуры 300-600°С и осуществлять после наплавки термообработку.
Наплавка меди и ее сплавов
. Наплавка меди и ее сплавов (бронз) может осуществляться не только на медное или бронзовое основание, но также на сталь и чугун. В этом случае создаются биметаллические изделия, имеющие необходимые эксплуатационные качества (высокую стойкость против коррозии, низкий коэффициент трения и прочие ценные свойства, присущие меди и ее сплавам) и обладающие при этом гораздо более низкой стоимостью в сравнении с деталями, изготовленными полностью из меди или ее сплавов.
Алюминиевые бронзы, в частности, обладающие высокими антифрикционными свойствами, очень хорошо работают в узлах трения, поэтому их наплавляют на червячные колеса, сухари и другие детали, работающие в условиях трения.
Наплавка деталей из технически чистой меди может производиться электродами «Комсомолец-100» или присадочными прутками из меди или ее сплавов. При наплавке меди на медь применяют предварительный подогрев до температуры 300-500°С.
Наплавленный слой желательно подвергать проковке, при температуре меди выше 500°С.
Если требуется наплавка бронзой, можно использовать электроды ОЗБ-2М, содержащие помимо, составляющей основу, меди также олово, марганец, никель и железо. Изделия, наплавленные электродами ОЗБ-2М, имеют высокую поверхностную износостойкость.
Наплавка меди и ее сплавов производится постоянным током обратной полярности в нижнем положении.
Наплавка в среде защитных газов
Наряду с наплавкой покрытыми электродами, в домашних условиях можно осуществлять и наплавку в среде защитных газов — методом MIG/MAG (с автоматизированной подачей проволоки) или TIG (вольфрамовым электродом) с присадочными прутками. Для защиты можно применять различные газы: аргон, углекислый газ, гелий, азот — в зависимости от того, какой наплавляется металл.
При восстановлении наплавкой деталей из углеродистых сталей можно использовать более дешевый углекислый газ. Учитывая тот факт, что CO2 окисляет расплавленный металл, наплавочная проволока в этом случае должна иметь раскислители (марганец, кремний и пр.).
Наплавку меди и ее сплавов можно производить в азоте, который нейтрален по отношению к меди.
Высоколегированные стали, сплавы на магниевой и алюминиевой основе наплавляются в аргоне, гелии или их смеси.
Наплавку неплавящимся вольфрамовым электродом осуществляют в аргоне и гелии. Вообще, инертные газы, особенно, аргон, являются универсальными, подходящими для сварки и наплавки практически любого металла.
В качестве материалов для наплавки полуавтоматами углеродистых и низколегированных сталей применяются сварочные проволоки сплошного сечения (Св-08ГС, Св-08Г2С, Св-12ГС), и специальные наплавочные (Нп-40, Нп-50, Нп-30ХГСА). Для наплавки нержавейки применяют проволоку из нержавеющей стали. Может осуществляться наплавка и порошковой проволокой, позволяющей получить наплавленный слой с особыми свойствами.
При восстановлении деталей наплавкой методом MIG/MAG применяют как и в случае MMA постоянный ток обратной полярности, обеспечивающий меньшее проплавление основного металла. При использовании вольфрамового электрода (метод TIG) используют прямую полярность, исключающую оплавление вольфрамового электрода. Наплавку нужно стараться вести как можно более короткой дугой — во избежание разбрызгивания металла.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Наплавка нержавеющих сталей
Наиболее востребованными электродами для наплавления коррозионностойких сталей являются марки ЦН-6Л, ЦН-12М-67. Стержень подобных материалов представляет собой нержавеющую высоколегированную проволоку. Наплавленный металл обладает следующими характерными чертами: высокая коррозионная стойкость, устойчивость к задиранию. Второе свойство позволяет использовать эти электроды для наплавки арматурных изделий. Необходимость предварительного подогрева (до 300-600°С) и последующей термообработки зависит от марки применяемых материалов.
С особенностями сварочного процесса нержавеющих сталей можно ознакомиться в статье “Сварка нержавейки”.
Разновидности
Выше мы писали, что наплавочные электроды подразделяются на 6 групп. Эти группы не условны, их можно считать полноценной классификацией.
Первая группа
К первой группе относятся твердосплавные электроды для наплавки. Среди них можно выделить марки ОЗН-300М, ОЗН-400М, НР-70, ЦНИИН 4. С помощью таких электродов можно наплавить слой металла, устойчивый к ударной нагрузке и трению. Еще одна важная характеристика — слой будет низколегированным и низкоуглеродистым.
Вторая группа
С помощью второй группы электродов можно наплавить металл, который отличается низким содержанием легирующих элементов и средним содержанием углерода. Наплавленный слой так же устойчив к ударным нагрузкам, в том числе при температурах до +600 градусов. Выделим марку ЭН-60М, электроды ЦН 14, ОЗШ-3 и ОЗИ-3.
Третья группа
Третья группа — это электроды для наплавки стойкие к абразивному износу. Слои легированные и углеродистые, хорошо переносят ударные нагрузки. Основные марки: ОЗН-6 , ОЗН-7, ВСН-6, Т-590.
Четвертая группа
Четвертая группа — электроды для наплавки стали, металл получается высоколегированным и углеродистым. Полученные слои обладают стойкостью к высокому давлению и высоким температурам прямо во время эксплуатации. Следует выделить марки ОЗШ-6 , УОНИ-13, ОЗИ-5.
Наплавка чугуна и его сплавов
Наиболее популярными марками электродов для наплавки чугуна являются:
Электроды ЦЧ 4.
ОЗЧ-2 предназначены для наплавления ковкого и серого чугуна.
Электроды МНЧ-2 обеспечивают плотность и чистоту наплавленного слоя (после обработки).
ОЗЖН-1 и ОЗЖН-2 применяются для работы с серым и высокопрочным чугуном.
Электроды ЦЧ-4 обладают хорошими сварочно-технологическими показателями: легкость зажигания и стабильность горения дуги, малое разбрызгивание.
Некоторые марки являются универсальными, с их помощью можно наплавлять различные виды чугуна: ковкий, серый и т.д. Большая часть предназначена для определенных видов сплавов. С полным перечнем электродов для наплавления чугуна можно ознакомиться в соответствующем разделе.
Применяемое оборудование
Оборудование для наплавки функционирует с применением тех же источников и методов нагрева, что и сварочное. Оно отличается тем, что имеет вспомогательные устройства, которые обеспечивают подачу и распределение присадок по поверхности изделия.
Для наплавки нередко используют сварочные устройства, которые можно дополнить необходимыми приспособлениями и оснасткой. Наплавочное оборудование подразделяется по форме рабочих поверхностей: для тел вращения, для плоских деталей, для сложных профилей.
Присадку наносят классическими методами (например, напыление, прутки, проволока) или специальными (центробежное распределение, спиральная укладка и т.д.).
Оборудование для наплавки снабжается устройствами для предварительного прогрева изделия (от 500 до 700 градусов). На рынке представлены малогабаритные установки для домашнего использования, которые работают с металлами толщиной до нескольких миллиметров.
Наплавка меди и её сплавов (бронз)
Изделия из технически чистой меди наплавляют электродами Комсомолец-100 или присадочными прутками, состав которых близок к составу основного металла. Рекомендуется применять предварительный нагрев до 300-500°С. Если температура меди превышает 500°С, то наплавленный слой нужно подвергнуть проковке.
При необходимости наплавки бронз, лучше использовать электроды ОЗБ-2М. Наплавленный металл обладает высокой поверхностной износостойкостью.
Наплавка меди и её сплавов производится постоянным током обратной полярности исключительно в нижнем пространственном положении.
С марками электродов, предназначенных для сварки меди и её сплавов, можно ознакомиться в соответствующем разделе.
Применение
Наплавка электродом— это непростой процесс. И здесь недостаточно просто правильно подобрать электроды. Важно понимать принцип этой технологии и знать особенности.
Исходя из оглавления вы могли понять, что наплавка — это формирование дополнительного слоя (или нескольких слоев) на поверхности уже существующего шва. Это действительно так. Но что насчет количества слоев? Это сложный вопрос, на который нельзя дать однозначный ответ.

Количество слоев зависит от многих факторов: типа металла, эксплуатационных условий, применяемой марки электродов и пр. Некоторые марки нельзя использовать для формирования более одного слоя, например. Поэтому каждый случай индивидуален и вам поможет только опыт проб и ошибок.
Наплавляемый вами слой не должен быть глубоким. Помните, что этот метод совершенно отличается от привычного формирования сварного шва. Здесь важно, чтобы наплавленный металл не начал смешиваться с основным. Зачастую металлы все же перемешиваются, но постарайтесь избежать этого.
Следите, чтобы шов под наплавочным слоем не деформировался и не коробился. Не нужно наплавлять «с запасом». Количество наплавленного металла на поверхности шва должно быть умеренным. Чтобы не было деформаций наплавляйте металл небольшими отрезками. Наплавку каждого последующего валика проводите с противоположной стороны.
Не забывайте подготавливать металл перед наплавкой. На поверхности шва не должно быть грязи, краски или следов масла. Очистите поверхность и обезжирьте.
Если вы будете соблюдать эти несложные рекомендации, то сможете получить плотный качественный шов без деформаций и дефектов. Помните, что ваша цель — улучшить уже имеющийся сварной шов, а не усугубить положение. Шов должен стать эстетичнее, прочнее и качественнее предыдущего. Ведь в этом и заключается вся суть наплавки как технологии.
Наплавка алюминия и его сплавов

Электроды ОЗА-1.
Наиболее эффективным способом восстановления является дуговая наплавка. Для изделий и конструкций из алюминия и его сплавов предназначены электроды марок ОЗА, ОЗАНА и УАНА.
Расходники ОЗА-1 обеспечивает получение металла с высокой коррозионной стойкостью.
Специальное покрытие электродов ОЗАНА-1 позволяет нормализовать процесс и разрушить оксидное покрытие, образующееся на алюминиевых изделиях во время работ.
Для регулирования структурного состава наплавленного металла следует использовать порошковые электроды. Электроды данного типа позволяют создавать не только наплавленный слой равнопрочный основному металлу, но и слой со значительно улучшенными характеристиками.
Полный перечень электродов для сварки алюминия и его сплавов представлен в соответствующем разделе.
Расход материалов
Для определения стоимости готового изделия важно правильно рассчитать расход наплавочных материалов. Расчеты ведутся в соответствии с принятыми нормами для каждого определенного вида работ и материалов. Также знание точного количества необходимых расходников сможет обеспечить непрерывность процесса и создать запасы материалов.
Расчет наплавленного металла при сварке является одним из основных показателей. Для определения величины данного коэффициента существует специальная формула. Масса высчитывается на 1 метр сварного шва. О том, как определить массу наплавленного металла при сварке будет проанализировано далее:
G = F * y * L, где: F – площадь поперечного сечения сварного шва (в мм2) y – удельная масса металла (г/см3) L – длина сварного шва составляет 1 метр.
Благодаря данной формуле любой исполнитель сможет произвести расчет массы наплавленного металла при сварке.

Расчет электродов для наплавки также является значимым количественным параметром. Исполнителю не требуется выполнять вычисления, чтобы определить данную величину. Каждая марка сварочных материалов имеет собственный показатель – расход электродов при наплавке 1 кг. металла варьируется в диапазоне от 1,4 до 1,8 кг.
Выполнять расчет массы наплавленного металла шва за погонный метр также не требуется. Согласно ГОСТу каждая форма сварного шва из углеродистых и низколегированных сталей, выполняемого ручной электродуговой сваркой металлическим плавящимся электродом и сваркой в углекислом газе имеет среднее значение данного параметра.
Общая информация
Итак, наплавка металла— это метод восстановления или укрепления сварного шва. В ходе работ на поверхности соединения формируется новый слой. Слоев может быть несколько, если это необходимо. Такая технология не похожа на формирование шва, важно не путать наплавку и сварку.
Для выполнения наплавки применяются электроды из особых групп, всего их 6. Каждая группа предназначена для определенных металлов, наделяет наплавочный слой индивидуальными свойствами и характеристиками. О группах мы поговорим позже. Изготовление наплавочных электродов регулируется ГОСТами №9466-75 и №10051-75.
Профессиональные сварщики могут применять для наплавки обычные электроды, не предназначенные для этих целей. Зачастую они используют марки, заточенные под сварку жаростойких и антикоррозийных сталей. Мы не рекомендуем новичкам и даже практикующим мастерам использовать обычные электроды в целях наплавки. Результат, скорее всего, разочарует вас. Здесь важен многолетний опыт и постоянная практика.
Электроды для наплавки
Заводы-изготовители и компании-продавцы предлагают большой спектр специальных электродов для наплавки. Наиболее востребованными наплавочными материалами являются электроды от следующих производителей: “СпецЭлектрод” (Москва), “ЛЭЗ”, “Спецэлектрод” (Волгодонск), “СЗСМ”, ESAB, Lincoln Electric. Широкий ассортимент предлагаемых расходников позволяет исполнителю выбрать оптимальный вариант электродов для выполнения конкретных работ. Полный перечень представлен в разделе “Электроды для наплавки поверхностей слоев с особыми свойствами”.
Услуги по наплавке
Многие предприятия, работающие в отрасли обработки металлов, предлагают соответствующие услуги. Компании осуществляют услуги по наплавке на профессиональном уровне, с помощью специализированного и современного оборудования, работниками с обширным опытом и знаниями. Мастера могут осуществить обработку изделий различных габаритов. Поэтому, если исполнитель не может самостоятельно выполнить процедуру наплавления, целесообразнее обратиться к специалистам. Это поможет значительно сэкономить финансовые средства и затраченное время.