Незаменимым оборудованием при изготовлении изделий из пластмассы является экструдер.
Внутри этого аппарата происходит расплав полимерной основы, которая, приобретя нужную консистенцию, проходит через сопла (фильеры), формирующие изделия заданной формы. Таким образом, изготавливаются и профили, и самые разнообразные детали.
Что такое экструзия полимеров?
Процесс экструзии происходит при нагреве полимеров максимум до 250 0С. Производство идет на скорости до 120 метров/минуту. Около 30 % всего объема полимеров перерабатывается по экструзионной технологии с помощью экструдеров. Попробуем разобраться в тонкостях этого процесса.
Экструзия полимеров — это технология получения формовочных изделий из термопластов и их композиций на шнековых прессах. Осуществляется путем продавливания (под давлением) однородного расплава через щель формовочной головки экструдера.
Щель имеет определенную форму, которая определяет геометрию изделия — сайдинг, пленка, оконный ПВХ профиль. В качестве сырья используются гранулы полиэтилена ПВД и ПНД, полипропилена, ПВХ, полистирола и других полимеров.
Экструзия включает в себя следующие этапы:
- получение однородного расплава в экструдере;
- формование;
- охлаждение продукции;
- натяжение и намотка (пленки), нарезка (профиль, труба).
Плавление и охлаждение полиэтилена
Экструзия полиэтилена мало отличается от экструзии других полиолефинов, но нужно помнить одну важную вещь. При плавке полиэтилена выделяется намного больше тепла, чем, скажем, при плавке «родственного» полипропилена. Поэтому, если в прошлый раз экструдер работал с полипропиленом, а теперь необходимо экструдировать полиэтилен, то перед началом работы нужно снизить мощность нагревателей. Если пренебречь этим правилом, то пленка будет кристаллизоваться, станет хрупкой и непрозрачной.
Такой же результат – помутнение и хрупкость – ожидает и при неправильном охлаждении. Полиэтилен нужно охлаждать быстро и интенсивно. Если полимер будет слишком долго сохранять свое тепло, то начнется кристаллизация, которая в первую очередь скажется на прозрачности, а потом и на ударопрочности пленки.
Процесс экструзии с помощью кольцевого зазора (именно он был описан в начале статьи) имеет один существенный недостаток. Полученная пленка имеет неравномерную толщину и часто образовывает складки. Чтобы снизить риск этих побочных явлений, была сконструирована специальная головка экструдера. Ее внутренние и наружные стенки одновременно вращаются, минимизируя разброс толщины. Шанс появления складок тоже заметно падает.
Несмотря на этот недостаток, кольцевой зазор – лучший способ экструзии из ныне существующих. Именно он лежит в основе большинства полиэтиленовых изделий, которые используются на производствах, при строительстве и в быту.
Устройство и принцип работы экструдера, что это такое
Уже по тому, что слова «экструдер» и «экструзия» являются однокоренными, становится понятным, что экструдер — это основной рабочий орган экструзионной линии.
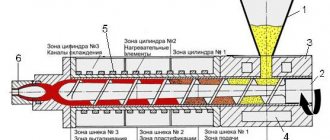
По длине экструдер для полимеров условно делится на три зоны: загрузки, сжатия расплава и дозирования.
Экструдер для пленки
Схема экструдера для полиэтилена
- Зона загрузки. Гранулы (порошок, вторичное сырье) подаются в бункер самотеком или под напором сжатого компрессором воздуха. Шнек, который приводится в движение работой привода, вращается, и уплотняя полимер до состояния пробки, продвигает его к горячим секциям экструдера.
- Зона плавления. Здесь шаг между витками начинает уменьшаться. Как следствие один и тот же объем полимера пытается поместиться в уменьшившемся пространстве. Пробка прижимается к обогреваемым стенкам трубы экструдера, плавится, расплав перемешивается. Хотим уточнить, что плавление происходит, в основном, не за счет нагревателей (они лишь интенсифицируют процесс), а из-за огромных сдвиговых деформаций в уплотняющемся полимере.
- Зона дозирования. На выходе из экструдера полимер продавливается через систему фильтрующих сеток и проходит через формующее отверстие, профиль которого зависит от формы выпускаемой продукции.
Важно! Экструдер может различаться по типу и количеству шнеков. Выпускаются: одношнековые, двухшнековые и многошнековые, дисковые и многодисковые экструдеры.
О конструкции одношнекового экструдера.
Внутри толстостенного корпуса (трубы) вращается шнек — металлический стержень с винтовой навивкой. Шнек перемещает гранулы по направлению к экструзионной головке. Корпус опоясывают секции хомутовых нагревателей, которые греют металл и плавят полимер, прижимаемый винтом к внутренней поверхности трубы. «Горячую» часть оборудования помещают в водоохлаждаемый кожух, и сверху утепляют термочехлом.
Одношнековый экструдер, схема
Классификация оборудования
Свет увидел первый экструдер ещё в XIX веке, а уже к XX было создано множество модификаций этого оборудования. Современные экструдеры имеют несколько классификаций. По типу транспортирующего устройства они делятся на следующие виды:
- одношнековые;
- двухшнековые;
- многошнековые;
- дисковые;
- поршневые;
- комбинированные.
По расположению шнеков:
По частоте вращения:
По направлению вращения:
Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
- Метод раздува рукава.
- Метод плоскощелевой экструзии.
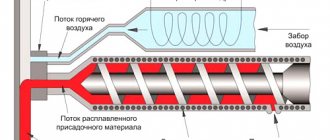
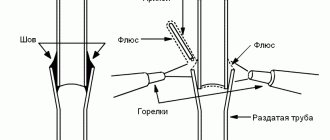
Выполнение сварки экструдером
Если аппарат используется не впервые, тогда нужно удалить присадочный материал, используемый ранее. Даже если он того же состава. Повторный нагрев присадочного материала снижает его прочность.

Перед непосредственным началом сварки необходимо снять блокировки холодного пуска, нагреть аппарат и сварочный башмак до температуры, необходимой для работы, настроить производительность.
В процессе сварки необходимо поддерживать нужный угол наклона сварочного аппарата в зависимости от вида проделываемого шва. Если вам необходимо сделать перерыв, то экструдер нужно поставить на специальную подставку. Если перерыв планируется длительный – уменьшите температуру примерно на 40-50 градусов. Такое понижение температуры позволит приостановить нагревание присадочного материала и быстро возобновить работу.
Таким образом, сварка ручным сварочным экструдером является одной из самых несложных в применении среди остальных видов сварки и с применением других аппаратов. Совсем не необходимо быть профессионалом. Нужно лишь соблюдать инструкцию по эксплуатации экструдера и соблюдать вышеизложенные правила при работе с аппаратом и свариваемыми материалами.
Соэкструзия и коэкструзия.
Соэкструзия — это технология, использующаяся для получения многослойных пленок.
В качестве сырья может использоваться: полиэтилен низкой и высокой плотности, полипропилен, полиамидная пленка и др. полимеры. Гранулят этих пластических масс плавится в разных экструдерах, после чего соединяется и проходит через одну формовочную фильеру (головку). Для прочного склеивания нужно, чтобы молекулярная сетка полимеров была похожа по структуре. Но если нужно связать барьерный слой, например, EVOH и линейный полиэтилен, то потребуется специальные вяжущие сополимеры.
Соэкструзионные многослойные пленки используются для вакуумирования продуктов, как транспортная упаковка, с/х пленка (для мульчирования, пленка с эффектом антифог), упаковка фармацевтических препаратов.
По похожей технологии, которая получила название коэкструзия, изготавливают панели сайдинга и профиль ПВХ. Поливинилхлорид — основа профиля, занимает около 80% толщины панели, оставшиеся 20% — акрил. Как и в случае соэкструзии, используется работа двух коэкструдеров, где отдельно плавят ПВХ и акрил. Соединяются эти расплавы в щелевой филере, откуда выходят уже готовым спаянным изделием.
Принцип работы
Специальный загрузчик помещает сырьё в бункер машины. Эта работа может выполняться также и вручную. При этом гранулы засыпаются в загрузочную воронку. Из бункера они проталкиваются в зону шнека, а оттуда — в цилиндр пластификации. По пути продвижения сырьё перемешивается для однородности будущего расплава, а также находится под воздействием высоких температур и давлением элементов экструдера. На выходе путём плавления получается вязкая прозрачная масса, увеличенная в объёме за счёт растягивания.
Если экструдер дисковый, то в качестве транспортирующего устройства используют два диска, один из которых находится в неподвижном состоянии, а другой непрерывно вращается. Сырьё, попадающее в отверстие статичного диска, перемешивается и гомогенизируется. Оборудование, оснащённое таким устройством, прекрасно подойдёт для изготовления однородных смесей.
Поршневой экструдер характеризуется низкой производительностью, поэтому его применение ограничено в основном изготовлением труб. Принцип работы заключается в выдавливании материала поршнем, что придаёт готовому изделию необходимую форму.
Для всех этих целей бывает недостаточно одного экструдера. Чтобы наладить массовое производство и получить качественный продукт, приходится использовать дополнительные машины или устройства. Все вместе они будут образовывать экструзионную линию.
Таким образом, можно получить не только расплав, но и сразу преобразовать его в готовое изделие, например, упаковочную плёнку, пластиковые трубы или поливинилхлоридный профиль.
Коронарная обработка пленки после экструзии
Химическая инертность и малая поверхностная энергия пленки делают ее невосприимчивой к типографской или любой другой краске. Нанесение покрытия на поверхность полиэтилена станет возможным, если его поверхностная энергия будет хотя бы на 10 дин/см выше энергии наносимой краски. В ином случае краска будет просто собираться в капли. «Подзарядить» пленку можно коронированием. Каждая экструзивная линия оборудована активатором обработки коронным разрядом, который состоит из: генератора, трансформатора и электродов. При пропадании пленки в область электромагнитного поля растет ее поверхностная энергия и повреждается верхний слой макромолекул (микротравление).
Достоинства
Экструдер обладает высоким уровнем производительности в сочетании с небольшими эксплуатационными расходами. Для полноценного функционирования такого оборудования не нужно большое количество обслуживающего персонала и глубокие знания химических процессов. Его легко установить и запустить в работу. При корректном использовании машина не требует частого ремонта. Возможность регулирования различных параметров экструдера позволяет получать качественные материалы различной толщины и ширины, необходимой производителю.
Применение технологии экструзии
- Химическая промышленность. Почти все термопласты и их композиции могут перерабатываться экструзией в готовые изделия (пленки, трубы, оболочки изоляции, сайдинг, листы).
- Производство комбикорма. Измельченное сырье для производства комбикорма поступает в экструдер, где подвергается уплотнению, сжатию и температурной обработке при температуре до 200 0С. Этот способ переработки повышает питательность и усвояемость корма, сохраняет в нем витамины и препятствует размножению микроорганизмов.
- Брикетирование твердого биотоплива. Переработка биомассы (торфа, угольной пыли, шелухи подсолнечника, отходов сахарного производства, соломы сои, щепы) и прессование ее в гранулы или брикеты производится на экструдерах;
- Пищевая промышленность. Макароны, кукурузные палочки и хлопья, жевательная резинка и чипсы, соевые продукты— все эти продукты изготавливают с помощью пищевой экструзии.
Экструзия теста, экструдер для теста
Развитие экструзионного производства сейчас идет сейчас по трем направлениям. Это: усовершенствование существующего оборудования, применение новых композиций полимеров, совершенствование автоматизированных систем управления. Последнее направление представляется наиболее актуальным — уже сейчас в России появились установки оборудованные АСУ на основе микропроцессора. Они позволяют автоматически контролировать не только работу экструдера, но и системы подготовки сырья, калибровки и обрезки готовых изделий.
Задачи оператора
Современные машины оснащены всеми датчиками регулировки оптимальных условий для получения качественной плёнки. Однако задача оператора состоит в том, чтобы правильно настроить все параметры и поддерживать их на протяжении всего процесса. Конкретные условия работы зависят от вида производимых материалов, но есть несколько критериев, являющихся наиболее важными. Они и будут описаны далее.
Контроль температуры
Оператор должен контролировать процесс превращения гранул в готовый расплав. Для этого, в частности, осуществляется наблюдение за работой тепловой автоматики. Система должна обеспечивать поддержание необходимой температуры как в каждой из рабочих зон экструдера, так и в его элементах, важнейшими из которых являются головка и фильеры. На каждый участок приходится свой прибор, что позволяет более тонко настроить работу машины и получить наиболее качественный по однородности, форме и другим характеристикам материал. Но для наилучшего результата необходим опыт и ответственность оператора, который сможет отследить показания приборов и настроить их.
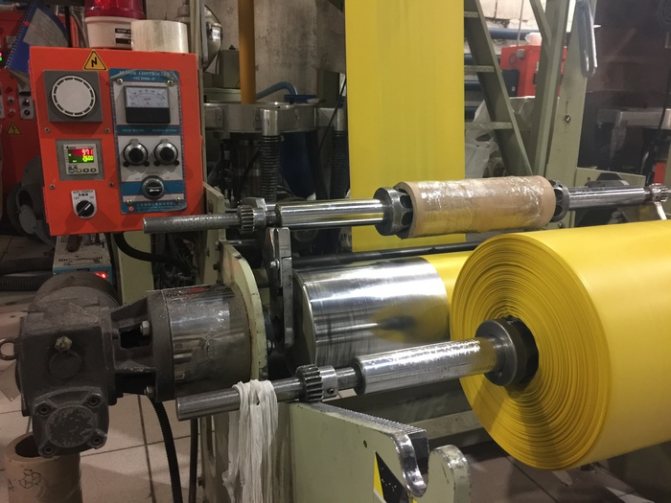
Экструдер, по полочкам.
Экструдер — это станок для производства полиэтиленовой пленки ( пнд, псд, пвд полиэтилен низкого,среднего,высокого давления). Как и что с чего начинается я расскажу вам ниже друзья.
Бункер, в него насыпают сырьё и добавляют всякие добавки,например мел, мел нужен для экономии сырья ну и увеличение массы полиэтилена.

Это мозг, панель управления и кнопки с включением отдельных частей экструдера, сверху табло зон нагрева-ТЭНы , выставляются температуры, температуры для каждого материала индивидуальны, на фото выставленны температуры для пнд, на пвд идут ниже от 155 до 165, на псд можно поставить такие же как и на пнд , но рекомендуют что то между пнд и пвд.
1.) Тиснение, оно делается валами и образует шереховатую поверхность пакета. Один резиновый , другой металлический,они имеют двигатель который их вращает, тем самый они тянут пакет на намотчик.

2.) Намотчик, на нём собственно наматываются ролики, на нём присутствую валы и пара регулировочных кнопок для ослаблении или натяжении полотна из полиэтилена, ну и датчик метража рулона. Так же имеет двигатель который вращает валы.
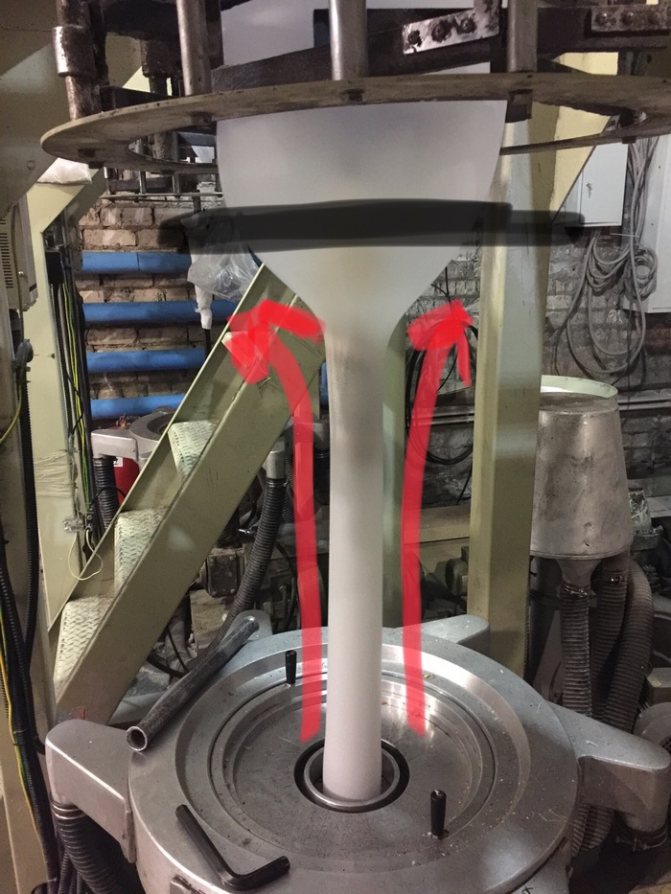
3.) Обдув. Он охлаждает материал , с помощью его образуется зона кристаллизации , грубо говоря с помощью его полиэтилен переходит из расплавленного в твёрдое состояния , образуя «рюмку» рукава ниже приведу пример на фото.
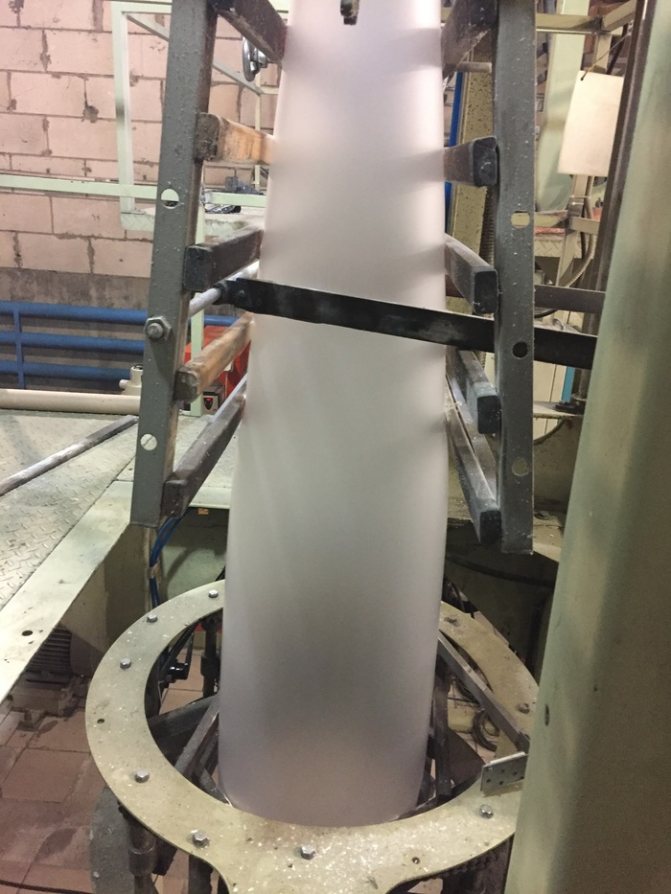
На первом фото обдувочное кольцо , к нему подведены шланги гофрированные , по ним поступает воздух и выходит через отверстие которое показано на первом фото. На втором чёрным маркером показана звона кристаллизации там и образуется «рюмка» , красным маркером как поступает воздух , до зоны кристаллизации материал идёт расплавленным. То что идёт выше рюмки давайте будем называть рукавом , что бы было проще объяснять далее.
Это зажимное кольцо и глаз для раздува. Кольцом зажимается рюмка-рукав что бы она не гуляла влево или право, а шла ровно. Глаз раздувает рюмку если та становится меньше в диаметре , глаз работает просто , представляет собой лазерную указку , которая ловит размер рюмки , если та уменьшается то подаётся воздух внутрь рюмки тем самым раздувая до нужного размера.

Эту решетку мы называем «рёбра» она также зажимает рукав , они стабилизируют его и так не дают гулять рукаву .
4.)Это вытяжные валы. Резиновый крутится против часовой , металический по часовой , они прижаты друг к другу тем самый вытягивая рукав далее в тиснение и на намотчик.
5.)Шнек экструдера, представляет собой спиральный вал , который нагреваешься с помощью ТЭН, длинной на данной модели около двух метров. Улитки по бокам для охлаждения зон, если они начинают перегреваться . Каждая ТЭНа это 1 зона.

Это дорн и фильера, дорн предпоследнее фото , фильера последнее , просто добавлю что переодически нужно разбирать и чистить эти детали, так как материал пригорает к стенкам и выходит неравномерно что приводит к разной толщине полотна , например с одного края тоньше с другого толще , а это уже считается браком. На первом фото снизу на четырёх болтах пробка которой зажимается фильтр , про фильтр и его замену я покажу в видео, там хорошо будет видно как он забит грязью , грязь в сырье приводит к обрывам и плохому качеству пакета.
Области применения экструдеров
Технологии переработки материалов методом экструзии активно используются в самых разных сферах:
- Сельское хозяйство (изготовление комбикормов для животных, парниковых пленок).
- Пищевая промышленность (кондитерские изделия, макаронные, детское питание, жевательные резинки, кукурузные хлопья).
- Изготовление упаковочных материалов, многослойных пакетов, термоусадочных пленок.
- Канцтовары, полиграфия, ламинирование, принтерная печать, изготовление гидрогелей для 3D-печати.
- Строительные материалы (экструзия пеноблоков, утеплителей, профилей ПВХ, полистирола, полипропилена).
- Производство пластиковых трубопроводов.
- Химическая промышленность (изготовление удобрений, изделий из силикона, резины).
- Металлообработка (алюминиевый профиль).
- Экструзия кабельных покрытий, термоусадочных трубок.
- Альтернативная энергетика (твердое биотопливо).
Форма готового изделия зависит от типа сечения отверстия в калибрующем устройстве. Если экструдат проходит сквозь щелевидное сечение, на выходе будет получена листовая продукция. Если сечение канала имеет форму кольца, получаются трубы (макароны).
Самодельное устройство

Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
Поэтому при возникновении разовой необходимости сварить, к примеру, две водопроводных трубы (их обычный материал изготовления — полипропилен) проще воспользоваться экструдером, сделанным своими руками. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для прутка — либо самодельной, из жести, либо промышленного изготовления.
Подача прутка в этом случае будет производиться вручную. Мощности фена хватит для его расплавления, но качество шва, конечно, будет ниже, чем у промышленных моделей.
Если позволяют возможности, фен можно соединить со шнековым или плунжерным приводом для подачи питания. В этом случае, если смонтировать приемную камеру, можно будет использовать гранулированное сырье.
Двигатель для привода рекомендуется коллекторный, так как работа экструдера подразумевает постоянное изменение крутящего момента. Двигатели других типов хуже выдерживают такой режим работы.
Технологии производства пластмассовых деталей методом соэкструзии
Современные технологии позволяют выпускать полимеры, строительные профили, листы, емкости, покрытия электропроводов, трубы и много других изделий из пластика, которые отвечают большому количеству требований. Они должны быть одновременно:
- прочными;
- легкими;
- экологичными;
- долговечными;
- устойчивыми против агрессивных сред;
- внешне привлекательными;
- водо-, газонепроницаемыми и пр.
Соэкструзия (другое название коэкструзия) является наиболее прогрессивным методом, при котором полимеры, обладающие разными свойствами, образуют многофункциональные многослойные материалы, в которых каждый слой сохраняет свои индивидуальные особенности.
Яркие примеры использования соэкструзионных материалов – упаковочная пленка для фармацевтических препаратов, вакуумирование скоропортящейся продукции с различными сроками хранения и т. п. Такие многослойные пленки состоят из нескольких слоев (от 3 до 11, а в отдельных случаях и больше). Минимальная толщина одного слоя составляет 2 мкм, максимальная – 2-3 миллиметра.
Технология соэкструзии предполагает одновременную работу нескольких экструдеров + наличие единого формующего узла. С помощью этого метода за один процесс получается полностью готовый материал. Это означает, что готовые детали и погонажные изделия не нужно отправлять на окрашивание, грунтование, склеивание и прочую дообработку.