Развитие технического прогресса привело к появлению различных технологий, которые позволяют производить изделия, отличающиеся улучшенными эксплуатационными характеристиками. Одной из востребованных в настоящий момент является экструзия. Собой она представляет технологический процесс переработки пластмасс, из которых изготавливают разнообразные детали, а также производят различную профильную продукцию.
Сама технология состоит в приготовлении сплава из полимерных материалов с последующим его продавливанием через специальные насадки, которые придают ему определенную форму. Основным элементом линии по производству изделий из пластика является экструдер.
Области применения экструдеров
Технологии переработки материалов методом экструзии активно используются в самых разных сферах:
- Сельское хозяйство (изготовление комбикормов для животных, парниковых пленок).
- Пищевая промышленность (кондитерские изделия, макаронные, детское питание, жевательные резинки, кукурузные хлопья).
- Изготовление упаковочных материалов, многослойных пакетов, термоусадочных пленок.
- Канцтовары, полиграфия, ламинирование, принтерная печать, изготовление гидрогелей для 3D-печати.
- Строительные материалы (экструзия пеноблоков, утеплителей, профилей ПВХ, полистирола, полипропилена).
- Производство пластиковых трубопроводов.
- Химическая промышленность (изготовление удобрений, изделий из силикона, резины).
- Металлообработка (алюминиевый профиль).
- Экструзия кабельных покрытий, термоусадочных трубок.
- Альтернативная энергетика (твердое биотопливо).
Форма готового изделия зависит от типа сечения отверстия в калибрующем устройстве. Если экструдат проходит сквозь щелевидное сечение, на выходе будет получена листовая продукция. Если сечение канала имеет форму кольца, получаются трубы (макароны).
Принцип работы экструдеров
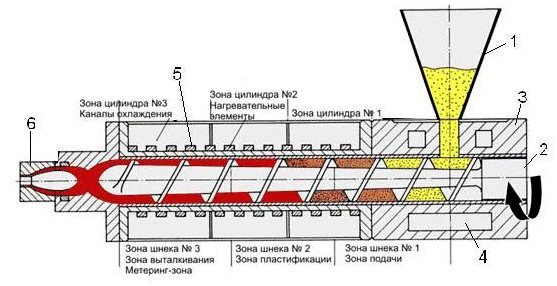
Схема устройства экструдера
Конструктивно машина разделена на три отсека:
- Зону загрузки.
- Плавления.
- Дозирования.
В первом отсеке экструдера – зоне питания — гранулированное сырье, полимерный порошок, либо отходы вторичного сырья засыпаются в бункер и подаются на лопасти шнека, вращающегося от электропривода. Загрузка гранул происходит самотеком или принудительно под воздействием сжатого воздуха, поступающего от компрессора. По мере поступления все новых и новых порций полимер постепенно перемещается к горячим секциям и оказывается в зоне плавления. В этом месте глубина винтовой нарезки и расстояния между витками шнека намного меньше, чем на других участках. Под воздействием повышенного давления полимерная пробка прижимается к горячим стенкам и интенсивно уплотняется.
Далее, в зоне дозирования экструдера расплавленная масса продавливается сквозь сетчатые фильтры с мелкими и крупными отверстиями, расположенные перед головкой. Главная задача пакета сеток – улучшение гомогенизации расплава и удаление мельчайших загрязняющих частиц. Это особенно важно при изготовлении тончайших супер прозрачных пленок, которые при наличии инородных частиц склонны к разрушениям структуры и образованию дырок в полотне.
На конечном этапе экструдированный материал выходит наружу через формующее сопло с отверстием определенного сечения в зависимости от конфигурации выпускаемого изделия.
Расплавление полимерного гранулята в основном происходит вследствие мощных деформаций сдвига уплотненного сырья. Нагревательные элементы экструдера всего лишь ускоряют процесс плавления. Если при внутреннем трении массы выделяется настолько большое количество тепла, что его становится достаточно для стабильного расплавления полимера, то электронагреватели автоматически отключаются, и система входит в термодинамический адиабатный режим.
Зачем проводится дегазация при экструзии
Качество готовой продукции зависит от химического состава и кондиции сырья, загружаемого в экструдер. Термическая обработка и выпаривание полимеров в вакуумных камерах называется дегазацией. После прохождения дегазации в гранулах существенно снижается количество воздуха, уменьшается процент влаги, сырье максимально избавляется от вредных примесей.
В экструдерных машинах, оснащенных шнековыми парами с системами дегазации, предусмотрены специальные зоны сжатия и расширения. Газообразные компоненты в зоне расширения выводятся через отверстия в самом шнеке или цилиндре с помощью вакуумных насосов. Использование таких шнеков позволяет совмещать этапы экструзии с одновременным отводом газов без прерывания всего технологического процесса.
Последовательность операций следующая:
- загрузка;
- пластификация (доведение до однородного состояния);
- плавление;
- сжатие;
- разрыхление;
- удаление летучих соединений;
- повторное сжатие;
- выдавливание готовой массы без содержания газов.
Если дегазация будет неполной, пузырьки воздуха останутся в расплавленной массе. В результате чего в готовых изделиях образуются полости, пустоты, раковины. Такая продукция является бракованной.
Потребляемые ресурсы
- Водопроводная вода
- Суммарная потребляемая мощность 3-х фазного тока: 40 кВт/ч
- Необходимая производственная площадь: 30×10 м
- Температура в отопительный сезон: не ниже +15°С
Двухшнековый экструдер с коническими шнеками для производства жестких строительных ПВХ профилей состоит из рабочего цилиндра и шнеков, привода, загрузочного устройства, системы смазки и охлаждения, системы нагрева рабочего цилиндра, системы дегазации рабочего цилиндра, электросилового шкафа, системы защиты от перегрузок и системы автоматического контроля технологического процесса.
- Максимальная производительность готовых ПВХ профилей: до 120 кг/ч
- Вращение шнеков: встречное
- Высота оси экструзии от уровня стояния: 1000 мм
- Номинальное и максимальное давление расплава экструдата в рабочем цилиндре экструдера: 390/450 бар
- Напряжение: 3×380 В + «ноль»
- Емкость загрузочного бункера для ПВХ компаунда: 110 л
- Вольтамперная характеристика: 176 кВА
Особенности экструзии полимеров
Технология экструзии проходит по следующему алгоритму:
- Гранулы засыпаются в бункер машины.
- Включается нагрев.
- Частицы плавятся и образуют однородную вязкую массу, которая является прототипом будущей ПЭ пленки.
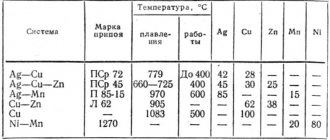
Для плавки используются разные виды полимеров, отличающиеся температурой плавления. В частности, полиэтилен расплавляется при 100-125 °С. Полипропилен – при 80-170°С. Такой широкий диапазон t плавления обусловлен наличием в его составе различных добавок.
Виды ручного сварочного экструдера
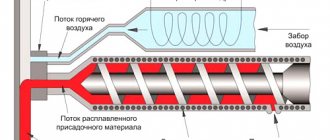
- Шнековые (присадочный материал расплавляется в шнековом (экструзионном) отделении аппарата и выдавливается наружу с помощью шнека). Присадочный материал – это пруток или специальные гранулы, которые помещаются в шнековое отделение и уже там под воздействием высокой температуры при взаимодействии со шнеком становятся однородной массой, готовой к использования.
- Безшнековые или плунжерного типа. Пруток в таких экструдерах нагревается сначала с помощью электронагревателей вокруг области нагрева, а задняя твердая часть присадочного материала выступает в качестве поршня для передней уже вязкой массы.
- Комбинированные (сочетаются два вышеизложенных вида).
Безшнековые сварочные экструдеры обладают меньшей производительностью по сравнению со шнековыми. Но есть и плюсы: лёгкость и компактность, что позволяет использовать его в труднодоступном месте.
Особенность и приоритетность использования обусловлена следующими факторами.
- Ручной экструдер для сварки может варить изделия с толстыми стенками.
- Быстрая скорость сварки.
- Сведение к минимуму человеческого фактора. Здесь не требуется следить за состоянием сварочной ванны, как при сварке металла, контролировать правильное выведение сварочного шлака, выводить «ёлочки» и «зигзаги». Использовать это оборудование новичку будет проще всего.
Как происходит раздув рукава
Чтобы получить рукавную пленку, масса продавливается сквозь отверстие в форме кольца, в результате чего появляется узкая трубка определенного диаметра. В экструдере имеется функция расширения трубы: по шлангам от воздуходувки внутрь заготовки подается сжатый воздух под напором 0,13 Мпа. Полая труба вытягивается вверх, расширяется в объеме, становится похожей на огромный вертикальный пузырь нужного размера.
Схема процесса получения рукавных пленок методом раздува в вертикальном направлении:
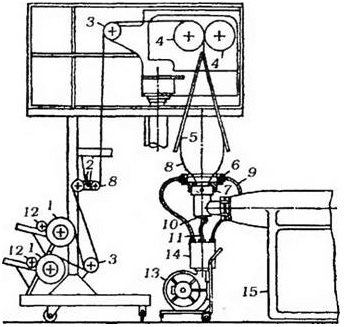
1. Рукавная пленка. 2. Режущее приспособление. 3. Направляющий вал. 4. Тянущие валки. 5. Направляющие щеки. 7. Экструзионная головка. 8. Цилиндрическая рукавная заготовка. 10. Регулировочный вентиль. 11. Шланг. 12. Приемные катушки. 13. Воздуходувка. 14. Ресивер. 15. Экструдер.
В верхней части рукав охлаждается воздушными потоками. Стенки рукава становятся плоскими, противоположные стороны соединяются с помощью направляющих щек, подаются на приемно-намоточное устройство, разглаживаются валкамии и наматываются на приемные катушки. Этот технологический процесс длится непрерывно.
Кольцевой зазор является одним из наиболее популярных способов экструзии полиэтилена. Эта технология чаще всего применяется при изготовлении полиэтиленовой продукции рукавного типа, которая широко используется в быту, строительстве, на производственных предприятиях и т. п.
Чтобы у полученной пленки по всей поверхности были равномерные толщины с минимальным количеством складок, наружные и внутренние цилиндры кольцевой головки экструдера должны постоянно вращаться.
Преимущества технологии получения раздувной пленки:
- механическая прочность полотна;
- минимальные потери при обрезании пленок;
- сравнительно невысокая стоимость производства;
- удобство использования (чтобы превратить рукав в мешок, достаточно заварить всего один край).
Рабочий цилиндр
- Зон нагрева: 3
- Потребляемая мощность нагрева (максимально): 11,7 кВт
- Воздушное охлаждение: 2 зоны
В рабочем цилиндре располагаются шнеки экструдера. Цилиндр выполнен из высокопрочной стали, внутрь цилиндра вставлены коррозионностойкие биметаллические гильзы. Корпус цилиндра соединяется с фильерой посредством специального фланца. Обогрев корпуса осуществляется нагревателями сопротивления. Для отвода избыточного тепла и для соблюдения нужного температурного режима служит система воздушного охлаждения, состоящая из вентиляторов, системы воздухопроводов и заслонок.
Экструзия плоскощелевым методом
Этот метод используется при работе с кристаллизующимися полимерами, образующими расплавы пониженной вязкости. По сравнению с рукавными, структура плоских пленок менее прочная и плотная, зато они прозрачны и эластичны. Экструдирование плоскощелевым методом происходит при высоких температурах, благодаря чему в таких пленках намного меньше дефектов.
Принципиальная схема изготовления полиэтиленовых пленок плоскощелевым методом:
1 – экструдер; 2 – щелевая головка, 3 – охлаждающие барабаны, 4 – механизм обрезки кромок, 5 и 6 — тянущие валки, 7 – направляющие валки, 8 – узел намотки.
Полимерный расплав выдавливается через щелевидное отверстие листовальной головки экструдера. Толщина зазора регулируется с помощью формующих губок, одна из которых закреплена неподвижно, а вторая устанавливается на нужное расстояние в зависимости от заданного размера.
На выходе получается непрерывное полотно, которое подается на гладкую поверхность барабана для охлаждения. Охлаждающий барабан экструдера изготовлен из хромистой стали. Полированные поверхности с поступающей ПЭ пленкой орошаются водой и охлаждаются до 40 – 70 градусов. Далее пленка протягивается между тянущими валками, обрезается и, с помощью намоточного устройства, сматывается в рулоны. Чтобы полотно по всей площади имело одинаковую толщину, по всей длине формующей щели обеспечивается одинаковое значение вязкости экструдата.
В современном производстве большое распространение получили головки экструдера коллекторного типа. Здесь экструдированный расплав выходит одновременно из нескольких точек, за счет чего растекается более равномерно. Распределительный канал выполнен в форме удлиненного цилиндра, внутри которого размещен распределительный шнек, обеспечивающий равномерное растекание расплава по всей ширине щелевой фильеры и не допускающий застоя внутри канала.
При этом плоскость охлаждающего барабана также должна иметь одинаковую температуру. Перепад tпо всему объему не должен быть больше двух градусов. Для получения супер блестящих и прозрачных полиэтиленовых пленок расплавленный экструдат, выдавливаемый через щель, направляется в ванную с ледяной водой для более форсированного охлаждения.
Преимущества плоскощелевого метода:
- Высокая производительность процесса.
- Полиэтиленовые пленки обладают отличными оптическими свойствами.
- Практически отсутствуют разнотолщинные участки.
Технологии производства пластмассовых деталей методом соэкструзии
Современные технологии позволяют выпускать полимеры, строительные профили, листы, емкости, покрытия электропроводов, трубы и много других изделий из пластика, которые отвечают большому количеству требований. Они должны быть одновременно:
- прочными;
- легкими;
- экологичными;
- долговечными;
- устойчивыми против агрессивных сред;
- внешне привлекательными;
- водо-, газонепроницаемыми и пр.
Соэкструзия (другое название коэкструзия) является наиболее прогрессивным методом, при котором полимеры, обладающие разными свойствами, образуют многофункциональные многослойные материалы, в которых каждый слой сохраняет свои индивидуальные особенности.
Яркие примеры использования соэкструзионных материалов – упаковочная пленка для фармацевтических препаратов, вакуумирование скоропортящейся продукции с различными сроками хранения и т. п. Такие многослойные пленки состоят из нескольких слоев (от 3 до 11, а в отдельных случаях и больше). Минимальная толщина одного слоя составляет 2 мкм, максимальная – 2-3 миллиметра.
Технология соэкструзии предполагает одновременную работу нескольких экструдеров + наличие единого формующего узла. С помощью этого метода за один процесс получается полностью готовый материал. Это означает, что готовые детали и погонажные изделия не нужно отправлять на окрашивание, грунтование, склеивание и прочую дообработку.
Коронарная обработка полимеров
Химически инертные поверхности полимерных изделий, полученных методом экструзии, как правило, не образуют прочных соединений с типографскими красками. При нанесении на непористые поверхности чернил, клеев или красителей жидкость не впитывается, а собирается в капли и мгновенно стекает.
Для изготовления полиэтиленовых упаковок с рисунками и рекламными надписями экструзивные линии оборудуются специальными устройствами по обработке пленки коронным разрядом с целью увеличения ее адгезивных свойств. Поверхностная энергия пленок, прошедших электромагнитное коронирование, возрастает и становится на 7-10 дин/см выше поверхностного натяжения жидких сред. В результате микротравления гладкие поверхности с активированной структурой хорошо смачиваются и готовы к окрашиванию, склеиванию, флексопечати, нанесению ярких узоров и другим видам обработки.
Выгодное предложение
ООО «Полимермаш-Сервис» предлагает на выгодных условиях приобрести одношнековый экструдер для переработки полимеров, а также ряд другого востребованного на рынке производственного оборудования. Производственные мощности Общества располагаются в Пензенской
области, но реализация экструдеров и линий производится в любые города и регионы страны. Каждому клиенту компании мы готовы предложить высококачественное, надежное и недорогое оборудование для переработки полимеров.
Каждая установка, прежде чем поступить в продажу, проходит испытание под нагрузкой, проверку надежности и эффективности работы. В качестве дополнительной услуги выполняем комплекс работ по подготовке экструдеров и производственных линий к вводу в эксплуатацию. Если потребуется – инженеры компании проведут подготовку персонала компании-заказчика.
С нами выгодно сотрудничать. Обращайтесь, господа предприниматели!
Что делает машинист-оператор экструдера
Под руководством машиниста, который управляет экструдером, находится весь процесс изготовления полимерных изделий. Квалифицированный работник должен знать, что такое экструзия, какие процессы происходят в машине, какими параметрами должна обладать выпускаемая продукция и т. п.
Основные функции оператора экструдера:
- Ежедневный осмотр машин и механизмов.
- Чистка рабочих деталей и узлов от грязи и налипаний.
- Ремонт, наладка, замена запчастей, регулировка программ и режимов.
- Контроль загрузки гранул.
- Температуры плавления сырья.
- Регулировка вращения шнека.
- Изменение диаметра сопла и формы головки экструдера.
Машинист также работает с выпущенной продукцией: проверяет готовые пленки на соответствие стандартам, замеряет размеры, толщину. Следит за качеством намотки.
В его обязанности входит не только контроль технического состояния экструдерного оборудования, но и обеспечение безопасности рабочего места. Перед началом смены оператор должен проверить, как работают вентиляционные системы, исправность источников освещения, работу электрооборудования, наличие заземления.
Принцип действия и конструкция
Следует сказать, что экструзия является далеко не новой технологией. Ее история насчитывает более шести десятилетий. За это время было создано большое количество конструкций машин, с помощью которых обеспечивается ее реализация. Принцип действия этого прибора базируется на сути самого технологического процесса.
Технологический процесс экструзии является сложным физико-химическим процессом, на который оказывают воздействие механические усилия в условиях высокой температуры и влаги. Нагрев продуктов переработки происходит благодаря тому, что возникающая при борьбе с внутренним трением, а также при пластических деформациях механическая энергия превращается в тепло.
В процессе экструзионной обработки существует несколько сменных параметров. К числу наиболее важных следует отнести:
- состав сырья;
- влажность;
- его природа.
При протекании экструзионного технологического процесса может происходить изменение:
- температуры материала;
- давления;
- интенсивности и длительности воздействия на исходное сырье.