Конструктивные особенности
Станок ТШ 3, на первый взгляд, похож на свои модели-предшественники – аппараты ТШ 1 и ТШ 2. У станка классическая компоновка – на станине установлен электромотор, который приводит в движение рабочий вал.
Каждая из точильных головок, которые одеты на вал, имеет защитные приспособления со сквозным отверстием для установки обрабатываемых элементов. Фиксация заготовок осуществляется при помощи специальных площадок, которые находятся возле каждого рабочего узла.
К другим конструктивным особенностям станка относят:
- Для защиты оператора от производственных отходов, над рабочими зонами установлены прозрачные щитки.
- В конструкции аппарата предусмотрена лампа для освещения участка выполнения работ.
- Габариты позволяют устанавливать устройство в небольших помещениях.
- Специальное реле блокирует работу двигателя в случае превышения допустимых норм нагрузки.
- Чрезвычайная жесткость станины обеспечивается специальными металлическими листами с ребрами жесткости.
- Станина сконструирована таким образом, что у оператора есть возможность контролировать параметры рабочей зоны.
- Высота станка позволяет работать на нем даже без верстака, но перед установкой аппарата на пол следует проверить его ровность и точность.
Ключевые изменения в конструкции станка, по сравнению с предыдущими моделями данной линейки, сделаны с целью повышения безопасности оператора и упрощения его работы со станком. Материалы, из которых создаются ключевых узлы агрегата, значительно повышают долговечность его работы.
Регламент действий специалиста
Работа со станком должна выполняться с учетом определенных рекомендаций:
- Между заготовкой и точильным кругом имеется люфт. Необходимо следить за тем, чтобы его толщина была в два раза меньше, чем обрабатываемая деталь.
- Работать с заготовками следует только после того, как основной вал полностью раскрутится. В противном случае могут наблюдаться повреждения на аппарате или травмирование оператора.
- Установка агрегата осуществляется на специальный верстак или на пол. При этом осуществляется учет веса агрегата.
- После установки оборудования необходимо проверить его устойчивость. Если станок будет шататься, это приведет к некачественной обработке заготовок.
- Если на оборудовании имеются повреждения или нерабочие узлы, то его эксплуатация строго запрещается в целях безопасности.
- Детали, подлежащие обтачиванию, необходимо устанавливать выше горизонтальной линии, прохождение которой наблюдается в центре точильного круга. С этой целью осуществляется установка подручников.
- Категорически запрещено нахождение легковоспламеняющихся и взрывоопасных веществ в помещении, где работают над деталью.
- Работа оборудования осуществляется от трехфазной сети, напряжение которой составляет 380 вольт.
- За станиной и другими узлами приспособления необходимо регулярно ухаживать. Они должны очищаться от отходов, которые появляются в процессе обработки металлических изделий.
- Работать за агрегатом разрешается только в специальной одежде, дополнительно оператору рекомендуется надевать защитные очки.

Специальная одежда для работы на агрегате
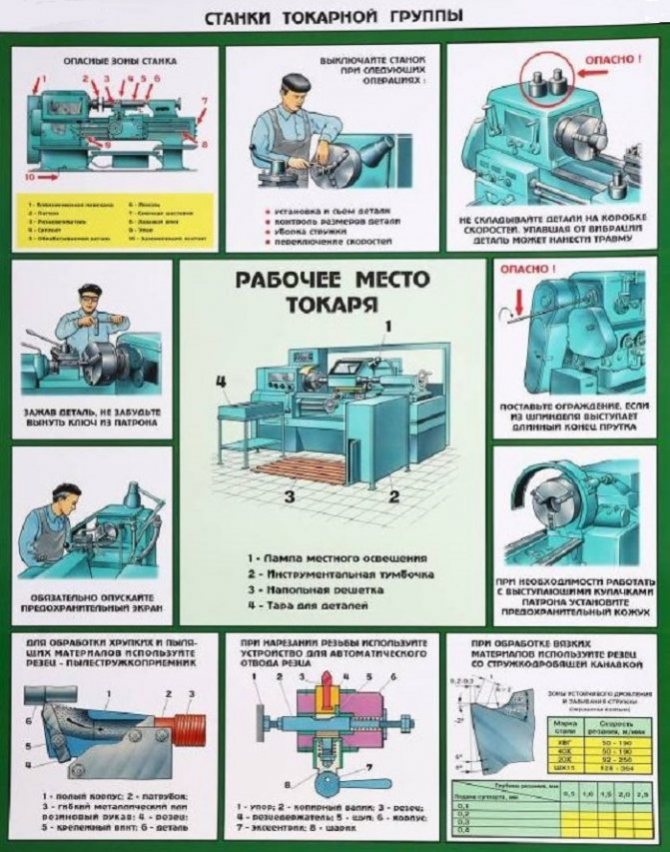
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Сведения о производителе токарного станка Универсал-В
Токарный настольный многофункциональный станок Универсал-В (ТШ3-01) выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки 6Н13, ВМ127, ВМ127М, универсально-фрезерные ВМ130, ВМ133, горизонтально-фрезерные станки с ЧПУ ВМ500ПМФ4, ВМ501ПМФ4, а также токарный настольный станок Универсал-В.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Станки, выпускаемые Воткинским машиностроительным заводом
- 6Н13П
— станок вертикальный консольно-фрезерный, 400 х 1600 - 6Р13Ф3
— станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600 - 6Р13рФ3
— станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600 - ВМ127
— станок консольно-фрезерный вертикальный, 400 х 1600 - ВМ127М
— станок консольно-фрезерный вертикальный, 400 х 1600 - ВМ-130
— станок фрезерный широкоуниверсальный, 250 х 630 - ВМ501ПМФ4
— станок горизонтально-фрезерный с ЧПУ и АСИ, Ø 250 - Универсал-В
— станок токарно-винторезный настольный, Ø 150
Станок точильно-шлифовальный ТШ-3 (Россия)
| НАИМЕНОВАНИЕ ПАРАМЕТРА | МОДЕЛЬ ТШ-3 |
| Диаметр изношенного круга, мм: | 240 |
| Наружный диаметр круга, мм: | 400 |
| Высота круга, мм: | 40 |
| Посадочный диаметр, мм: | 127 |
| Класс неуравновешенности: | кл. 2 или кл. 1 |
| Напряжение, В: | 380 |
| Высота центров кругов от основания, мм: | 974 |
| Максимальная скорость резания, м/с: | 20 |
| Регулируемые подручники шт.: | 2 |
| Частота вращения вала, об/мин: | 1000 |
| Масса нетто, кг: | 170 |
| Масса брутто, кг: | 217 |
| Мощность, кВт: | 3 |
| Габаритные размеры, мм: | 690x492x1270 |
| Габаритные размеры в упаковке, мм: | 1400x840x1000 |
Станок точильно-шлифовальный ТШ-3 очень популярен среди поставщиков оборудования и широко применяется в производственных целях, в мастерских и производственных лабораториях, нередко приобретается частными лицами, специализирующимися на индивидуальных токарно-слесарных работах. Независимо от требований производства станки используют для проведения качественных токарно-слесарных работ, заточки производственного инструмента, шлифования и полировки изделий. Главный привод имеет мощность 3 кВт при номинальной частоте вращения 1000 об./мин.
Точильно-шлифовальный станок серии ТШ-3 хорошо зарекомендовал себя в финальной обработке деталей, позволяет максимально качественно снять фаски, заусенцы и отполировать металлические детали. Устройство также используется для высококачественной заточки различного производственного инструмента и незаменимо в работе крупных предприятий, имеющих на своей базе необходимую ремонтную базу.
Станок модификации ТШ-3.20 укомплектован защитным экраном, блокировкой двигателя при его подъеме, тумбой.
Комплектация точильного станка ТШ-3
Станок поставляется в собранном виде, в специальной упаковке (позволяет обеспечить его транспортировку и длительное хранение).
В комплект и стоимость станка входит:
- Шлифовальные круги 2 шт: 400х40х127, 25А F46 К-L1700 (ГОСТ P52588-2006), 400х40х127, 64C F46 К-L1700 (ГОСТ P52588-2006);
- Защита рабочей зоны: ограждение кругов 2 шт., защитные экраны 2шт.;
- Освещение рабочей зоны: светильник местного освещения 1шт.;
- Электроуправление: кнопочное, с нулевой защитой.
- Техническая документация (паспорт, руководство по эксплуатации и т.п.) и дополнительные комплектующие в соответствии с договором на поставку.
Станки ТШ-3 не комплектуются устройством отключения электродвигателя при поднятии защитного экрана.
Модельный ряд станка ТШ-3
Станкис прямым приводом
и шлифовальным кругом
400х40х127 мм. 3 кВт, 1000 об/мин.
ТШ-3 (аналог ТШС 400)
ТШ-3.20 (аналог ТШС 400.1) c доп.блокировкой двигателя
ТШ-3.25 с пылесосом
ТШ-3.35 с пылесосом и блокировкой двигателя
Станкис прямым приводом
и шлифовальным кругом
400х40х127 мм.5,5 кВт, 1500 об/мин.
ТШ-3М (аналог 3К634, 3Б634, 3Т634-01)
ТШ-3М.20 с доп.блокировкой двигателя
ТШ-3М.25 с пылесосом
ТШ-3М.35 с пылесосом и блокировкой двигателя
Станкис ременным приводом
и шлифовальным кругом
400х40х127 мм. 3 кВт, 1000 об/мин.
ТШ-3М
ТШ-3М.20 с доп.блокировкой двигателя
ТШ-3М.25 с пылесосом
ТШ-3М.35 с пылесосом и блокировкой двигателя
Читайте РУКОВОДСТВО ПО ВЫБОРУ ТОЧИЛЬНО-ШЛИФОВАЛЬНЫХ СТАНКОВ СЕРИИ ТШ
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.
Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.

Резцедержатель
Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
Рекомендации специалистов
Неправильная или длительная работа оборудования часто приводит к поломке узлов и деталей. Если оператор слышит стук подшипников, тогда необходимо провести их замену. Если работа оборудования будет проводиться при неисправных подшипниках, нарушение способно привести к повреждению других узлов и агрегатов.
Сильный шум или быстрый нагрев двигателя требует провести осмотр его обмотки. В некоторых случаях проводится полная замена агрегата. Если мотор внезапно останавливается, это свидетельствует о сбоях в работе электрической сети.
Такая ситуация свидетельствует о поломке пускового механизма. Если мотор не способен набирать обороты, специалисты делают вывод о его неисправности.
Наиболее часто причиной поломки являются перебои в подаче электрической энергии. При частом появлении этой проблемы рекомендуется покупка специального стабилизатора.

Виды стабилизаторов
Категорически запрещается самостоятельная разборка конструкции, особенно без присутствия определенного опыта, умений и знаний.
В подобном случае рекомендуется обратиться за помощью к специалисту, он не только устранит поломку, но и обеспечит безопасную эксплуатацию оборудования в дальнейшем.
Во избежание травм и поломки оборудования оператору необходимо строго соблюдать правила его эксплуатации. Очистка основных узлов агрегата должна проводиться постоянно.
Токарный настольный агрегат позволяет максимально точной обработки металлических заготовок. Для достижения этой цели необходимо придерживаться правил его эксплуатации. Благодаря простоте конструкции агрегата обеспечивается точность обработки металлических деталей.
Описание
Данное токарно-шлифовальное устройство производилось на станкостроительном заводе в г. Орша. Сразу после начала производства было отмечено, что агрегат относительно недорогой и отвечает всем тогдашним стандартам. Позже, аппарат продемонстрировал еще и неплохие показатели надежности и долговечности в использовании. Даже в наши дни, ремонт агрегата и замена его ключевых узлов стоит относительно недорого.
Кроме того, станок отличается универсальностью в сравнении с другими устройствами такого класса. Его широко применяют в различных сферах производства и для выполнения различных работ, в число которых входят:
- Полировка деталей (после замены круга).
- Снятие фаски, шлифование и обработка деталей из металла.
- Заточка и шлифование инструментов для сверления и точения.
- Заточка любых слесарных инструментов.
Примечательно, что данное устройство нередко продается в комплекте со специальным пылесосом, который очищает рабочие поверхности от производственных отходов. Исходя из технических и функциональных особенностей станка, чаще всего его применяют на небольших предприятиях, но и в домашних мастерских его тоже можно встретить.
Стоит отметить, что для домашнего использования этот агрегат может оказаться слишком мощным или чересчур большим.
Технические характеристики
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
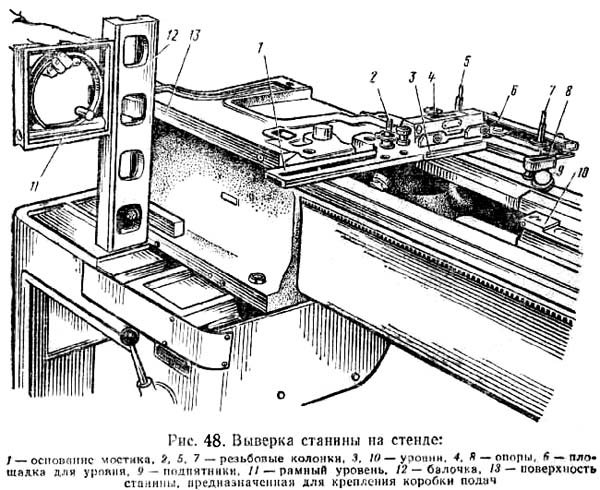
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
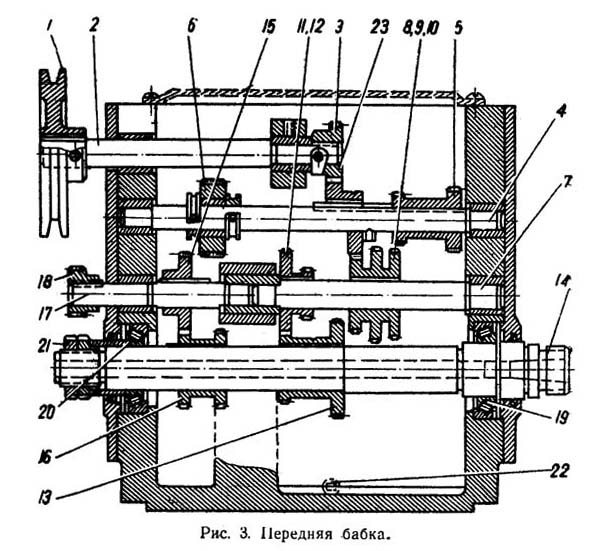
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.
Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
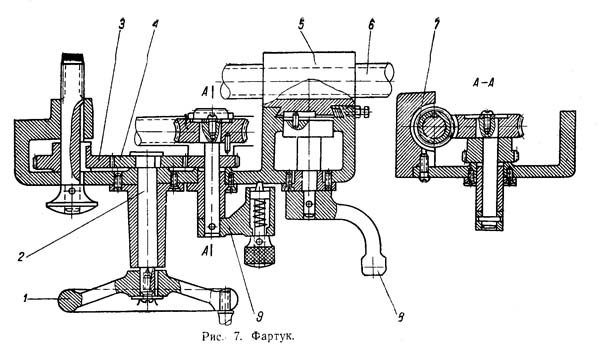
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.
Описание работы электросхемы токарного станка Универсал-В
Питание электрооборудования осуществляется от однофазной сети переменного тока напряжением 220 В, частотой 50 Гц.
Пуск и останов электродвигателя осуществляется с помощью реле KV (см. рис.14), которое управляется кнопками SB2 (пуск) и SB1 (останов). При пуске реле KV включается и становится на самопитание, подключая своими контактами электродвигатель к сети и обеспечивая нулевую защиту, т.е. отключение электродвигателя при отсутствии напряжения в сети. Защита электродвигателя от перегрузки производится пускозащитным реле А, которое разрывает пусковую цепь, отчего отключается реле KV. Повторный пуск возможен только через 15-50 с, т.е. после возвращения элементов тепловой защиты пускозащитного реле А в исходное положение.
При пуске электродвигателя увеличение его пускового момента происходит за счет подключения контактами пускозащитного реле А пускового конденсатора С1 параллельно рабочему конденсатору С2. После разгона электродвигателя и уменьшения, пускового тока конденсатор С1 отключается.
Реверсирование электродвигателя осуществляется с помощью переключателя SA, который при среднем (вертикальном) положении рукоятки обеспечивает отключение электродвигателя, т.е. его останов даже при включенном реле KV. Рукоятку следует оставлять в нейтральном положении
Особенности агрегата ТШ 3М
Станок для производства токарных и фрезерных работ модели ТШ3 выполнен по схеме с классической компоновкой. В список функциональных узлов и частей входят:
- станина, формирующая каркас жесткости агрегата;
- передняя бабка с зажимным блоком шпинделя;
- блок задней бабки с узлом фиксации пиноли;
- суппорт для установки основного рабочего органа;
- блок электрооборудования.
В систему привода входит двигатель электрического тока, который передает крутящий момент через шкив. Схема подключения стандартная: при помощи кабеля, вилки.
Инженерным решением станка ТШ 3М, отличающим его от других агрегатов того же класса, является конструкция станины. В нее входят металлические листы, оснащенные ребрами жесткости, что позволило добиться оптимальных показателей прочности при малой конечной массе узла.
Особенности конструкции
По сравнению с предшественниками, моделями ТШ1, ТШ2, станок ТШ3М получил множество дополнительных узлов и технических мер, призванных обезопасить оператора и позволить ему лучше контролировать рабочую зону, качество выполняемой операции. В список особенностей оснащения входят:
- щитки из прозрачного пластика, стекла, защищающие от выброса стружки, абразивов;
- лампа освещения рабочей зоны с изменяемым положением;
- защитное реле двигателя, блокирующее передачу мощности на шкивное колесо привода при перегрузках.
Конструкция характеризуется высоким уровнем удобства, хорошим обзором рабочей зоны, комфортом расположения оператора и производства им разных действий. Это достигнуто путем продуманного расположения функциональных узлов станка на станине.
Модифицирована конструкция блока точильных головок. Установка рабочего органа проста, для фиксации в большинстве случаев достаточно зажать один винт. Однако для увеличения безопасности каждая головка оснащена защитными приспособлениями, а жесткое позиционирование заготовок производится площадками рабочего узла.
Технические характеристики
Характеристики модели ТШ3 следующие:
- технологическая масса (станок без установленного блока головок) — 220 кг;
- габариты 660х600х1370 для высоты, глубины по блоку привода, ширины соответственно;
- посадочный диаметр кругов для шлифовки или заточки — 127 мм;
- максимальный диаметр кругов, которые можно использовать на устройстве — 400 мм;
- питание 380В, три фазы;
- мощность электропривода 3 кВт;
- номинальная скорость реза 20 мм/с.
Привод станка оснащен системой стабилизации оборотов и при нормальной нагрузке обеспечивает вращение патрона шпинделя со скоростью 950 об/мин.
Правила эксплуатации
Правила эксплуатации станка ТШ3 включают как базовый набор действий, так и некоторые требования, обусловленные конструктивными особенностями оборудования.
- Метод установки и опора для станка должны обеспечивать жесткость, не допускать смещений, а также резонансных вибраций.
- Заземление оборудования — обязательно.
- Начинать работать с деталями следует только после разгона вала до номинальной скорости вращения.
- Не допускается установка станка в помещениях с обозначенным уровнем взрывоопасности, а также при хранении в них горючих веществ.
- Подручники не должны устанавливаться выше, чем на 10 мм директрисы оси шлифовального круга.
- Минимальный зазор между деталью и абразивным кругом не должен быть менее 3 мм, не должен превышать половину толщины предмета.
При эксплуатации станка в список обязательных мер входит (до его пуска) проверка заземления, состояния силового кабеля и вилки, надежности крепления кожухов, рабочих органов, приспособлений. Тестируется исправность путем пуска агрегата в холостом режиме на 5 минут.
К работам с ТШ3 не допускается персонал без специального допуска, квалификации, профессии. Использование спецодежды (брюки, спецовка с длинным рукавом и плотно застегиваемыми манжетами), включая защитный берет и очки — обязательно. По завершении работ проводится очистка пылесборника, станины, иных элементов конструкции от грязи, пыли, металлической стружки.
Технические характеристики
Основные технические характеристики станка Кусок-3:
- диаметр заготовки, которую крепят над станиной – до 43 см;
- диаметр заготовки, установленной над суппортом – до 22 см;
- максимальное значение длины заготовки, которая установлена в центрах – 1 м, 1.5 м;
- диаметр отверстия в шпинделе – 41 мм;
- в прямом направлении шпиндель вращается с частотой оборотов в диапазоне 16-3200 об/мин;
- в обратном направлении шпиндель вращается с той же частотой;
- шпиндель имеет 21 прямых и 21 обратных скоростей;
- параметры скорости быстрых продольных перемещений 280 см/мин;
- показатель диапазона поперечных подач – 004-4 мм/об;
- диапазон продольных подач – 0.08-8 мм/об;
- количество продольных подач – 54 и столько же поперечных;
- количество нарезаемых резьбы всех типов – по 54 для каждого;
- резцовые салазки максимально поворачиваются на угол ±90°;
- резцовая головка содержит 4 резца;
- пиноль максимально перемещается на 16 см.
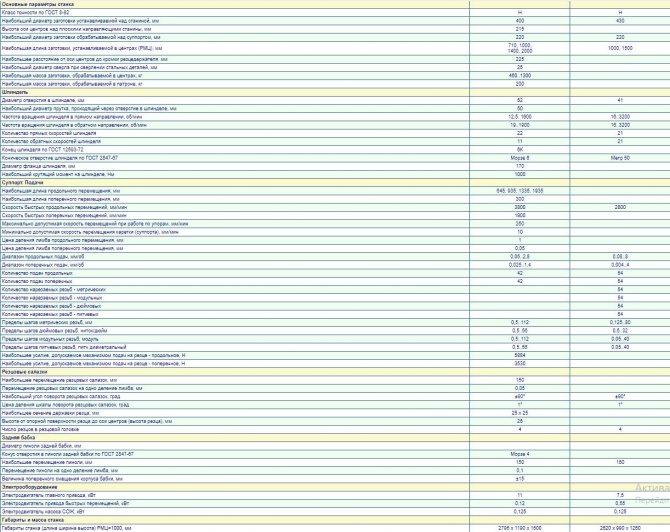
Станок отличается средними габаритами:
- длина – 262 см;
- ширина – 99 см;
- высота – 126 см.
Вес оборудования без дополнительной оснастки – 2100 кг.
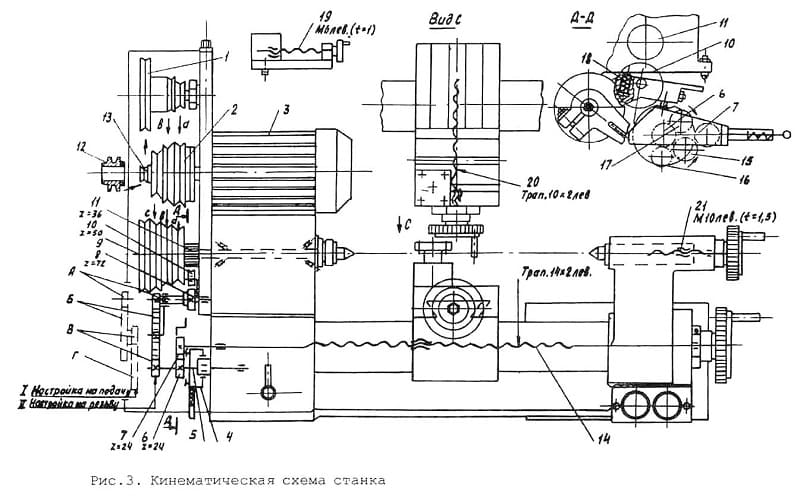
Принцип работы
Как именно работает ТВ 3 — разумно рассматривать, базируясь на описании кинематической схемы. Основное функциональное движение — вращение заготовки, зажатой в патроне шпинделя передней бабки. Передача мощности для этого процесса производится от главного привода через клиноременную передачу. При этом доступно изменение скорости вращения путем изменения передаточного числа шестернями коробки передач. Также предусмотрена возможность обратного вращения заготовки.
Второе функциональное движение, обеспечиваемое кинематикой станка — работа с режущим инструментом. Подвод к зоне обработки может осуществляться как вручную, путем вращения соответствующего колеса, так и механическим способом. Для последнего используется коробка подач, ходовой валик. Два этих элемента конструкции производят преобразование циклического вращения вала главного привода через передаточное устройство — в продольное/поперечное, сугубо поступательное смещение суппорта с блоком резцедержки.
Шаг перемещения суппорта регулируется коробкой подач, путем изменения передаточного числа для выбора необходимой скорости вращения ходового винта. Для изменения глубины реза или величины снятия материала в ходе точения — используется механика смещения резцедержателя суппорта в поперечном направлении. Это достигается применением конструкции салазок, приводимых в движение как механическим способом, так и предназначенным для этого колесом ручной регулировки.
Станок ТВ3 позволяет производить нарезку резьбы вручную, путем регулировки положения резца соответствующими колесами подачи в продольном и поперечном направлении. Доступен и механический способ с передачей момента вращения от главного привода. При этом необходимо многократное прохождение резца по обрабатываемой детали. Механический способ нарезки показывает гораздо более высокую точность работы, при сниженных требованиях к квалификации персонала.
Станок ТВ 3 предусматривает установку патрона на конус пиноли задней бабки. Это позволяет нарезать внутренние и наружные резьбы при помощи широкого набора метчиков, плашек. Также, данный функционал удобен для сверления глухих и сквозных отверстий в заготовках, проведении операций расточки.
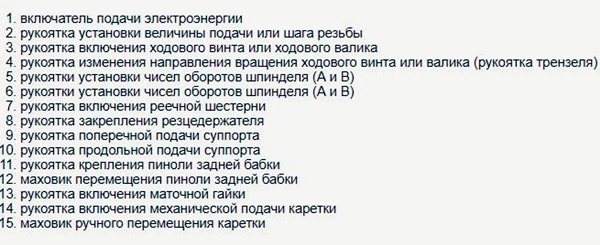
Расположение составных частей и органов управления
Токарный станок ВТ 3 имеет литую станину коробчатой формы, на которой крепятся все узлы агрегата:
- передняя бабка;
- гитара;
- коробка подач;
- передаточный механизм;
- суппорт;
- фартук;
- ходовой вал и винт;
- корыто для стружки;
- защитный кожух;
- задняя бабка;
- электродвигатель.
Станина сверху имеет направляющие для перемещения суппорта и задней бабки. Между опорами передней стойки внизу установлен двигатель. Он соединен с ведущим валом коробки скоростей ременной передачей. Шпиндель получает вращение посредством зубчатого зацепления с блоком шестерен.
Коробка подач соединяется с приводом через передаточный механизм. Она позволяет нарезать резьбу трех типоразмеров. Сменные шестерни не входят в комплект станка. Количество подач ограничено тремя.
На корпусе передней бабки расположены рукоятки:
- переключения скорости вращения шпинделя;
- включения ходового винта;
- реверса – изменение направления вращения ходового винта;
- включения ходового винта и вала.
Ниже находится рукоятка переключения шага резьбы и величины подачи.
Фартук расположен в передней части суппорта. Его механизм, состоящий из муфт и зубчатых зацеплений, превращает вращательное движение винта и вала в поступательное, продольное.
На фартуке расположены:
- маховик ручного продольного перемещения;
- рукоятка включения механической подачи;
- ручка включения подачи винтом.
Четыре каретки на суппорте обеспечивают поперечное и продольное перемещение резца относительно детали, поворот инструмента при нарезке конусов и снятии фасок. Рукоятка сверху над резцедержкой закрепляет инструмент в нужном положении. Резец зажимается болтами вручную. В оси вращения выставляется пластинами, подкладываемыми под стебель. Кнопочный блок пуска станка находится на передней стойке ниже корыта под стружку.
Устройство станка
Агрегат выполнен по стандартной кинематической схеме. Конструкция включает следующие основные элементы:
- станина с элементами крепления для всех элементов;
- передняя бабка со шпинделем;
- задняя бабка;
- классического суппорта;
- системы электрооборудования;
- органы управления (рукоятки, маховики, электрические кнопки и выключатели);
- комплект металлорежущего и шлифовального инструмента;
- средства защиты в виде прозрачных щитков;
- специальная лампа подсвета;
- система автоматического выключения при возникновении внештатных ситуаций.
- некоторые конструкции оснащаются специальным пылесосом (позволяет своевременно очищать рабочую зону от производственных отходов).
Токарный станок ТШ-3 выполнен по вертикальной компоновке и имеет относительно небольшие габариты и вес. Это позволяет устанавливать его в небольшом помещении.
Станина имеет цилиндрическую направляющую. По ней происходит плавное горизонтально перемещение пиноли задней бабки и перпендикулярное перемещение суппорта.
Органами управления станка служат:
- Рукоятку управления вращения шпинделя (она позволяет осуществлять контроль направления вращения);
- Систему управления подачи (она продольную подачу суппорта в обоих направлениях);
- Рукоятку зажима крепления пиноли;
- Отдельные маховики (для обеспечения перемещения следующих агрегатов: суппорта, пиноли, держателя резцов);
- Кнопки включения и выключения электропитания всего агрегата.
Передача вращения от электродвигателя к шпинделю производится благодаря цепи привода главного движения. С этой целью она оснащена клиноременной передачей. Система предусматривает девять возможных вариантов частот вращения. Диапазон их изменения варьируется от 200 до 1000 об/мин. Изменение положения суппорта производиться благодаря так называемой цепи привода подач.
Электрическая схема токарного станка ТШ собрана в отдельной коробке. Она обеспечивает управление всеми электрическими системами. Для обеспечения безопасности предусмотрена система защиты от поражения электрическим током. Она относится к первому классу защиты.
Благодаря универсальному оснащению настольный токарный станок обеспечивает простоту управления. На нем может проводить необходимые работы даже человек без соответствующего опыта.
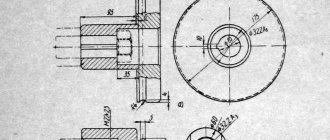
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.
Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:
- индивидуальный электроноситель;
- шпиндель;
- первый вал;
- закрепленная на первом валу шестерня;
- второй вал;
- несколько видов шестеренок на втором валу;
- третий вал;
- несколько шестеренок на третьем валу.
Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.
Момент вращения передается несколько раз и достигает необходимого размера и мощности
При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов
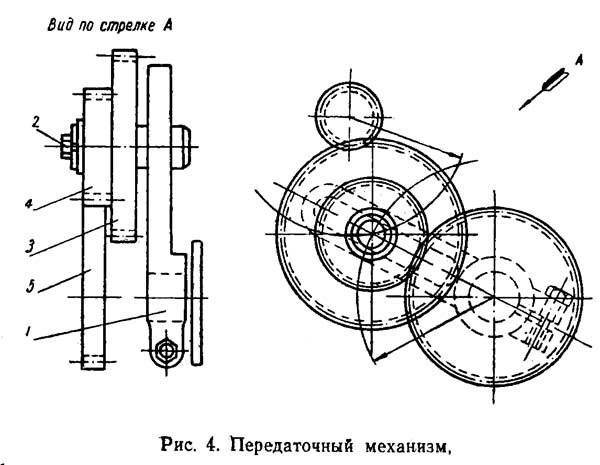
Передаточный механизм
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.
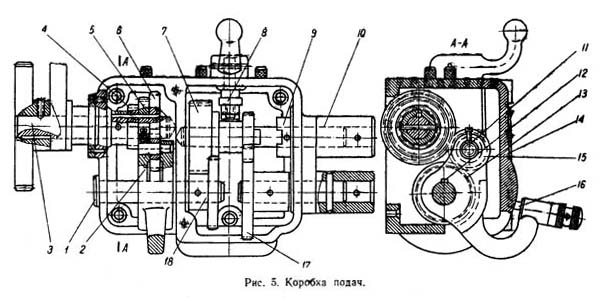
Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.
Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.