Радиально-сверлильный станок 2А554 (далее – РСС) предназначен для обработки негабаритных поверхностей, просверливания сквозных отверстий в основах из дерева или металла. Изделие рекомендовано использовать в качестве вспомогательного оборудования при зенкеровании или растачивании резьбы.
В отличие от предыдущей модели 2К550, он известен улучшенной производительностью, компактным расположением органов управления, теперь они установлены по умолчанию на движущей платформе – шпинделе.
В любой негабаритной поверхности агрегат способен высверлить отверстие, будь то металл, дерево или чугун. Основное оборудование в РСС 2А554 – вращательный элемент – сверло и его возвратно-поступательная подача.
Функции, которые выполняет РСС
Улучшенная модель имеет максимальный перечень функций, который не могли совершить предыдущие версии:
- сверления;
- нарезания резьбы;
- подрезания торцов;
- зенкерования;
- растачивания;
- развертывания.
При осуществлении обработки детали, особенно негабаритных размеров, во внимание принимаются такие параметры:
- минимальный и максимальный диаметры высверливания;
- длина вылета шпинделя;
- размеры поверхности.
Некоторые конструктивные особенности
Сверлильная установка (радиальный станок), в зависимости от конструкции, бывает следующих видов:
- Универсальным – стационарным.
- Переносным – портативным для возможности обработки негабаритных заготовок, особенно если к ним необходимо подавать РСС с помощью крана.
- Самоходные установки – способны самостоятельно передвигаться по рельсовым установкам. Фиксация изделия происходит посредством башмаков.
Основные составляющие конструкции:
- основополагающая плита;
- центральная колонна;
- головка для протачивания;
- гильза;
- траверса;
- гидрозажим.

Гидрозажим
Принцип работы
Представленный вариант РСС делает возможным перемещение головки для высверливания на все 360 градусов. Это стало возможным благодаря вращению поворотной гильзы.
Деталь для обработки устанавливается или фиксируется на основной плите – рабочем столе. Центральная колонна по подъемному механизму перемещается вверх или вниз. Траверса перемещает сверлильную головку по шпинделю для выбора точности буравления отверстия.
Головка РСС имеет несколько скоростей вращения, она требует своевременной и полной смазки. Этого специалисты добились благодаря монтажу системы автоматической подачи смазки, а сам же резервуар с маслянистой основой размещен в основе плиты.
Крутящий момент на шпиндель передается через зубчатые колеса коробки скоростей. Приводом служат асинхронные моторы, количество которых определяется в каждой модели сугубо индивидуально. В представленной модели РСС их семь, радиальный агрегат является мощным.
2А554 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2а554 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Диаметр сверления в стали 45 по ГОСТ 1050-38, мм 50 Диаметр сверления в чугуне СЧ по ГОСТ 1412-89, мм 63 Условный диаметр нарезаемой резьбы в стали 45 по ГОСТ 1050-38 М52х5 Условный диаметр нарезаемой резьбы в чугуне СЧ по ГОСТ 1412-89 М54х4 Расстояние от оси шпинделя до направляющей колонны (вылет), мм наибольшее 1600 наименьшее 375 Наибольшая масса инструмента, устанавливаемого на станке, кг 15 Диаметр гильзы шпинделя, мм 90+0,02 Обозначение конца шпинделя по ГОСТ 24644-81 Морзе 5 АТ6 Расстояние от торца шпинделя до рабочей поверхности плиты, мм наибольшее 1600 наименьшее 450 Перемещение шпинделя, мм наибольшее 400 на один оборот лимба 120 на одно деление лимба 1 Наибольшее перемещение сверлильной головки по рукаву, мм 1225 Наибольшее вертикальное перемещение рукава по колонне, мм 750 Наибольший угол поворота рукава вокруг оси колонны, град. 360 Скорость вертикального перемещения рукава, м/с (м/мин) 0,023 (1,4) Скорость вращения отвода шпинделя, м/с (м/мин) 0,06 (3,5) Пределы частоты вращения шпинделя, мин-1 18….2000 Пределы подачи шпинделя, мм/об 0,045…5,0 Число ступеней вращения шпинделя 24 Число ступеней рабочих подач 24 Наибольший крутящий момент на шпинделе, Н.м. 7100 Наибольшее усилие подачи, Н 20000 Суммарная мощность установленных на станке электродвигателей, кВт 8,925 главного движения 5,5 перемещения рукава 2,2 гидрозажима колонны 0,55 насоса охлаждения 0,125 ускоренного отвода шпинделя 0,55 Класс точности по ГОСТ 8-82 Н Габаритные размеры, мм длина 2850 ширина 1030 высота 3430 Масса станка без съемных приспособлений, кг 4700
Купить этот станок без посредников:
mashinform.ru
Основные распространенные модели
Среди моделей, которые по своему функционалу наиболее похожи с РСС, являются:
- ГС535;
- 2К550;
- 2Л53;
- 2Н55.

Вышеуказанный перечень далеко не полный, имеются иные агрегаты с диаметром высверливания от 5 см и более для металла и 6,3 см для чугуна. Современные аналоги РСС это продукция Стерлитамакского завода, Гомельского узлового завода, Астраханского завода. Паспорт и показатели моделей могут видоизменяться, необходимо уточнять показатели в каждом конкретном случае.
Строение оборудования РСС
Полный перечень деталей и механизмов состоит из 35 пунктов, но наиболее важные из них:
- фундаментальная плита;
- охладительный механизм;
- заземление;
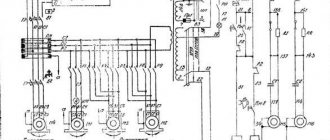
- электрическая развязка: кабеля, схема, прокладка, платы;
- зажим;
- рукав;
- шпиндель;
- редуктор;

Редуктор
- подъемный механизм;
- устройство ручного перемещения рукава;
- механизм подачи;
- главный цилиндр;
- муфта;
- гидроселектор;
- коробка передач;
- гидравлическая панель;
- сверлильная головка.
Изготовлением РСС занимается Одесский завод радиальных станков.
Гидравлические зажимы предназначены для простоты и легкости изменения положения обрабатываемой поверхности. Настройка РСС облегчена за счет монтажа блока механическо-электронного управления на боковой части. Повышена производительность и точность благодаря опции предварительной настройки и установки частоты работы.
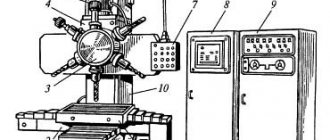
Конструкция радиально-сверлильного станка модели 2А554
Элементами, составляющими конструкцию радиально-сверлильного станка 2А554, являются:
- фундаментная плита, служащая одновременно основанием станка и базой для размещения обрабатываемой заготовки (для обеспечения фиксации последней на верхней поверхности такой плиты имеется несколько Т-образных пазов);
- колонна, которая обеспечивает поворот траверсы и ее перемещение по вертикальной оси (для легкого, плавного и точного вращения в основании колонны смонтирован подшипниковый узел);
- траверса, смонтированная на колонне;
- рабочая головка, которая перемещается в горизонтальной плоскости по направляющим траверсы;
- механизм, обеспечивающий поворот траверсы и ее фиксацию в определенном положении;
- главный электродвигатель, приводной механизм, коробка регулирования подач.
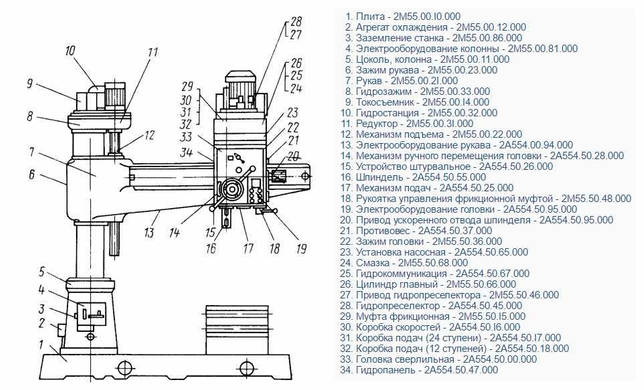
Основные узлы станка (нажмите для увеличения)
Органы управления находятся на боковой части сверлильной головки радиально-сверлильного станка 2А554, что делает работу на нем удобной и эффективной. Оператор выставляет режимы перед началом обработки, что дает возможность повысить не только ее производительность, но и точность выполнения.
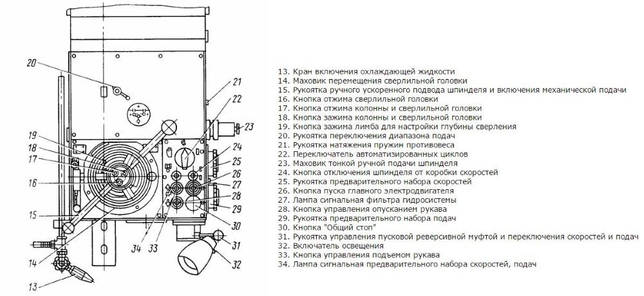
Назначение органов управления (нажмите для увеличения)
Конструкция станка разработана таким образом, что рабочая головка, в каком бы положении она ни была, всегда находится в уравновешенном состоянии, что значительно расширяет технические возможности аппарата.
Паспортные сведения РСС
Технические характеристики: общая масса равна 4,7 тонны, габариты 2,66×1,02×3,30 метра. Классификатор по точности соответствует параметру H. Максимально разрешенный диаметр просверливания отверстия для стали маркировки 45 равен 5,0 см.
Для чугунных изделий ограничения в размере 6,3 см. Максимальный вылет шпинделя равен 1,6 метра, минимальный – 0,3 метра. Наивысшая высота выстрела рукава составляет 0,75 метра, скорость вращения головки 1,4 м/мин.
Размер рабочей платформы РСС равен 1,0×2,5 метра. При этом допускается установка дополнительного оборудования для повышения точности и функциональности, но его вес не должен превышать 15 кг. Диаметр гильзы равен 90 мм, максимальное количество оборотов 2 тыс. об/мин, суммарное число скоростей – 24. Граничная подача на один оборот составляет до 5,0 мм.
Основной привод станка РСС приводится в движение за счет работы электрического мотора мощностью 5,5 кВт. Перемещение шпинделя по рукаву осуществляется за счет электрической установки мощностью 2,2 кВт. Срок гарантийного обслуживания равен 12 месяцам, так гласит паспорт.
Технические возможности модели
Рассматривая назначение станка следует уделить внимание тому, что он имеет продуманную конструкцию и достойные технические параметры. Особенности расположения отдельных узлов определяют высокую эффективность станка, его незаменимость при проведении многочисленных операций. Станок сверлильный 2А554, заправочные объемы которого могут значительно отличаться, может применяться при обработке чугуна, обычной или легированной стали.
Радиально-сверлильный станок 2А554 имеет схему, которая определяет подачу СОЖ под давлением в зону резания. За счет этого может увеличиваться скорость резания и величина подачи. Величина объема устанавливаемой заготовки определяется размерами стола и высотой расположения головки на нем.
Проводя обзор этой модели также уделим внимание тому, что функциональность станка может быть существенно увеличена за счет дополнительной оснастки. В продаже есть довольно много различных устройств, основное ограничение касается веса. Так масса инструмента и оснастки не должна превышать показателя 15 килограмм. В противном случае на крепление будет оказываться существенная нагрузка.

Из-за того, что 2А554 радиально-сверлильный станок, паспорт которого должен быть в комплекте поставки, имеет несколько подвижных элементов, конструкции нужны зажимы. У этого станка есть зажимы двух видов:
- Гидравлический. Работа подобной конструкции основана на подаче жидкости под большим давлением к зажиму. За давление отвечает отдельный насос. У этой модели гидравлический зажим фиксирует вращение колонны и перемещение сверлильной головки по вертикальным направляющим.
- Электрический. Данный элемент конструкции позволяет затормозить движение траверсы.

Производитель станка радиально-сверлильного 2А554 провел установку фрикционной муфты, требующей для включения шпинделя и изменения направления вращения. Стоит учитывать, что предохранительного элемента у конструкции нет. Поэтому следует избегать перегрузок. Стол коробчатый для станка 2А554 производят при использовании высокопрочной стали. Это связано с тем, что вес заготовок может составлять несколько сотен килограмм, в результате чего сильное давление приводит к деформированию поверхности.
Компоненты агрегата и их особенности
Несколько слов о компонентах.
Фрикционный тормоз, муфта – она расположена в области электромотора и коробки скоростей.
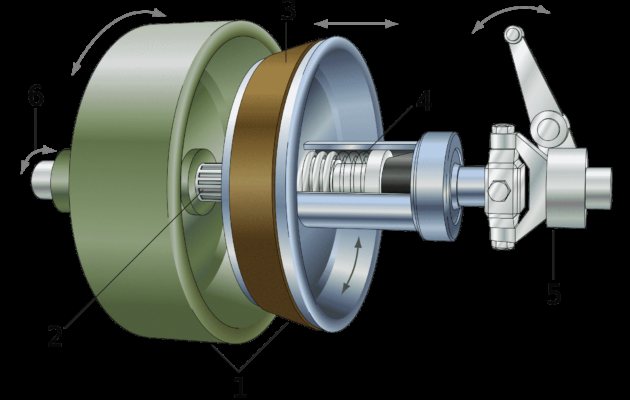
Фрикционный тормоз
Муфта имеет четкое назначение – активация движения шпинделя и предохранение привода от чрезмерной нагрузки. Сама муфта состоит из двух частей, верхней и нижней.
Коробка скоростей РСС – конструктивно расположена вверху головки. Задача – передача шпинделю точных показателей по скорости вращения. Всего 24 скорости. Зубчатые колеса изготавливаются из стали высокого качества, закалены и отшлифованы. Все вместе обеспечивает бесшумность в работе и точную передачу порционных нагрузок.
Основные рекомендации по эксплуатации оборудования РСС
Любая эксплуатация начинается с качественно подготовленного рабочего места. В этом случае – площадка. Основа должна быть изготовлена из такого материала, чтобы она смогла выдержать вес самого оборудования и материала для обработки.
Как показывает практика, следует использовать армированный бетон, который способен выдержать большой тоннаж и имеет длительный срок эксплуатации.
Второй момент: визуальная проверка изделия на присутствие дефектов и повреждений. При выявлении работником таковых принимается решение о степени их критичности и целесообразность дальнейшего использования агрегата.
После окончания монтажных работ подключается вся система к центральному каналу электричества. Кабель электропроводки обязан быть медным многожильным максимального сечения, так как сопротивление будет достигать критических отметок в период пиковых нагрузок.
Более подробно мастера могут ознакомиться в инструкции по эксплуатации, там имеется схема со штатным расположением электропроводки.
Если в процессе работы с оборудованием возникает нештатная ситуация, то первым делом нужно выдернуть шнур электрического питания, чтобы обесточить систему. Только после этого нужно приступать к диагностике или ремонту. Запрещено проводить чистку поверхности изделия в то время когда вращается головка. Высока вероятность получения травмы.
Во время обработки металлических поверхностей образовывается сливная металлическая стружка. Чрезмерное ее провисание чревато налипанием на кромки сверла, торцы поверхностей. Чтобы предотвратить подобное, нужно оперативно вывести сверло из обрабатываемого гнезда. С помощью щетки по металлу провести очистку, продолжить обработку.
Как обеспечить качественную и бесперебойную работу станка
Чтобы технические возможности радиально-сверлильного станка 2А554 можно было реализовать в полной мере, необходимо правильно подготовить его к работе. Заключается такая подготовка в обустройстве ровной площадки для установки станка, которая должна быть в состоянии выдержать его вес. Все конструктивные элементы аппарата необходимо проверить на наличие видимых дефектов. Только после этого можно приниматься за монтаж оборудования. Электрическая сеть должна быть рассчитана на потребляемую мощность радиально-сверлильного станка, которая указана в техническом паспорте.
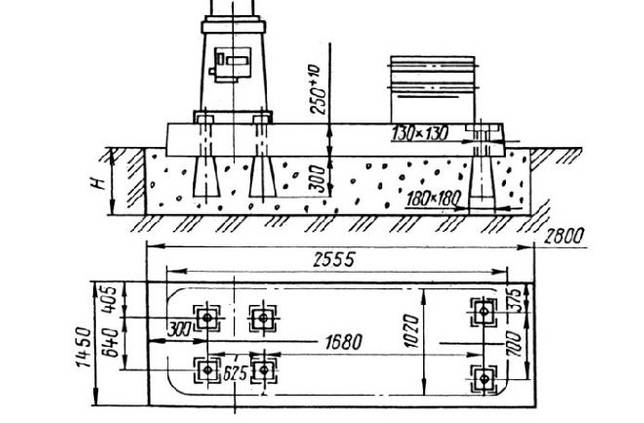
Монтажные размеры станка и схема фундамента
Существует несколько несложных правил, следование которым позволит вам эффективно и безопасно работать на таком устройстве, долго сохраняя все его изначальные характеристики.
- Любая нештатная ситуация, возникающая при работе на радиально-сверлильном станке, должна сопровождаться его полным отключением от электросети. Только после этого можно заниматься диагностикой и ремонтом оборудования.
- Чистку станка, изменение положения обрабатываемой заготовки, подтягивание резьбовых соединений и другие вспомогательные операции можно выполнять только после его выключения.
- В процессе эксплуатации станка необходимо регулярно контролировать состояние противовеса, отвечающего за работоспособность и точное функционирование шпиндельного узла.
Естественно, к работе на радиально-сверлильном станке можно допускать только операторов, которые имеют соответствующую квалификацию и знакомы с требованиями по технике безопасности.
Это интересно: Цанговый патрон для станка: разновидности, конструкция, принцип действия
Рекомендации по использованию РСС
С целью недопущения нарушения баланса, систематически проверять состояние противовеса станка.
Фиксация подвижных элементов осуществляется с помощью гидравлических и электрических зажимов. Первый тип используется для остановки колонны и смещения головки для высверливания по траверсе.
Второй тип для остановки траверсы и перемещения по колоне строго в вертикальном состоянии. При возникновении нестандартных ситуаций, читайте чертежи, просматривайте руководство по эксплуатации.
Как продлить срок службы устройства?
При соблюдении некоторых рекомендаций можно существенно продлить срок службы устройства. Примером назовем нижеприведенные рекомендации:
- Следует проводить обустройство ровной площадки, которая должна выдерживать давление, создаваемое оборудованием, инструментами и заготовками. С учетом того, что вес станка несколько тонн, приходится проводить подготовку основания.
- Перед установкой и эксплуатацией следует проверить конструкцию на наличие видимых дефектов.
- При установке следует учитывать высокую нагрузку, оказываемую на электрическую сеть. Так суммарная мощность устанавливаемых электрических моторов достигает 9 кВт.
Кроме этого есть несколько рекомендаций, которые следует учитывать при эксплуатации данного устройства:
- При возникновении любой нештатной ситуации следует проводить полное отключение устройства от электросети. Ремонт и обслуживание должны проводится только при условии полного обесточивания. Это связано с тем, что во время работы устройство может прийти в движение.
- Выполнять обслуживание и ремонт, настроечные работы можно только при полном выключении станка.
- У конструкции есть противовес, который отвечает за работоспособность и точное позиционирование режущего инструмента. Во время работы следует постоянно следить за состоянием противовеса, иначе могут возникнуть проблемы.
Также следует уделять особое внимание выбранным режимам резания. Так скорость резания и величина подачи определяет нагрузку, которую испытывают основные узлы. Как ранее было отмечено, все узлы рассчитаны на возникновение нагрузки не более 20 кН. В противном случае ухудшается точность размеров и шероховатости поверхности. Радиально-сверлильный станок 2А554 может иметь неисправности, связанные с приводами, системой подачи СОЖ, с целостностью устройства электрического двигателя. Также тот момент, что заготовки имеют большой вес, определяет возможность деформации корпуса. В подобных случаях существенно ухудшается точность позиционирования подвижных элементов конструкции.