Как правильно подобрать СГ?
Бытует мнение, что для полуавтоматической сварки MIG необходим больший ток по сравнению с выходной мощностью сварочного аппарата, но это заблуждение, так как в данном случае это отразится на весе самой горелки и скажется на маневренности. Поэтому следует сделать акцент на моделях с меньшим коэффициентом тока, более легких и гибких, но при этом отлично справляющихся с поставленными задачами. И этому есть объяснение.
В первую очередь, под указываемым в паспорте изделия максимальным током производитель обычно имеет в виду допустимую температуру, при превышении которой появляется риск повреждения ручки или кабеля-шланга. Во-вторых, основываясь на статистике по времени, можно утверждать, что работа на полной мощности будет циклическим процессом продолжительностью не более 10 минут. Исходя из вышесказанного, можно подтвердить, что этот инструмент свободно может использоваться при меньшем показателе тока без ущерба для него и тем самым предоставлять некоторые преимущества при работах, что сказывается на их эффективности и экономичности.
Как выбрать горелку для полуавтомата сварочного?
Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
В этой статье:
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:
Горелка MIG в разборе
Состав:
| № | Описание |
| 1 | Сопло газовое |
| 2 | Токосъемник медный |
| 3 | Диффузор медный |
| 4 | Спираль |
| 5 | Гусак (Головная часть горелки) |
| 6 | Пластиковая насадка |
| 7 | Наклейка |
| 8 | Кнопка |
| 9 | Винт |
| 10 | Ручка горелки |
| 11 | Пластиковая насадка |
| 12 | Пружинная насадка |
| 13 | Коаксиальный кабель |
| 14 | Пружинная насадка |
| 15 | Задняя ручка |
| 16 | Винт |
| 17 | Пластиковая наса |
| 18 | Евро разъем |
| 19 | Гайка |
| 20 | Ключ |
| 21 | Канал металлический |
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Советы по выбору сварочного рукава ПА
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.
Максимальный ток СкрытьПодробнее
Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW) Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Длина рукава СкрытьПодробнее
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
Соединение горелки с рукавом СкрытьПодробнее
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Диаметр канала СкрытьПодробнее
Канал, по которому движется сварочная проволока, выполнен в виде жесткой плотной спирали. Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
Морозостойкость СкрытьПодробнее
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом «У», подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом «УХЛ». При сварке на нефтяных морских платформах используют горелки с маркировкой «М», устойчивые к холоду, влаге и солям в воздухе.
Разъем СкрытьПодробнее
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.
Эргономика СкрытьПодробнее
Хороший пример эргономики

Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
Гибкость СкрытьПодробнее
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Тип охлаждения СкрытьПодробнее
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Особая конфигурация СкрытьПодробнее
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Советы по эксплуатации и хранению
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
- Не допускайте сильных перегибов. Во время сварки это усложнит подачу проволоки от барабана, скажется на качестве шва. При загибах можно окончательно повредить канал подачи, переломить шланг с газом. Без защитного газа шов станет пористым, непрочным. Допустимы сгибы рукава с радиусом 30 см и более. Лучше всего размещать шланг-пакет под прямым углом.
- Старайтесь не цепляться рукавом за острые углы, выступы. Они способны порезать защитную оболочку, газовый шланг, изоляцию силового провода.
- Если сварочный рукав полуавтомата попал в машинное масло, топливо, — сразу вытрите его сухой тряпкой. Эти вещества могут разъесть кожух.
- Не бросайте рукав под ногами. Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
- Хранить сварочный рукав лучше всего на аппарате, подвесив на специальные крючки, предусмотренные на тележке.
- Когда варите в потолочном или вертикальном положении шва, обращайте внимание, чтобы окалины и жидкий металл не стекал на рукав. При необходимости закройте рукав листом металла.
Сводная таблица соотношения режима сварки к материалу
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
| Толщина пластины,мм | Сила тока,А | Диаметр проволоки,мм |
| 1.0-1.5 | 60-115 | 0.8-1.0 |
| 2.0-3.0 | 130-170 | 1.2 |
| 4.0-5.0 | 200-300 | 1.2-1.4 |
| 6.0 и выше | 300-400 | 1.6 |
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Можно ли удлинить сварочный рукав, если его длины не хватает? СкрытьПодробнее
Соединить два участка канала для подачи проволоки нельзя. Обжимное соединение (доращивание) кабеля питания в горелке создаст дополнительное сопротивление. Поэтому удлинить существующую горелку нельзя. Под «удлинить» подразумевается замена горелки с рукавом на новую, более длинную. Максимальный размер шланг-пакета для полуавтомата составляет 5 м., но можно увеличить длину установив дополнительный механизм подачи и к нему подключить сварочную горелку.
С каким разъемом лучше купить горелку? СкрытьПодробнее
Разъем подбирается под конкретную модель полуавтомата. Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Можно ли установить в корпус полуавтомата Евроразъем, чтобы подключить соответствующую горелку? СкрытьПодробнее
Да, можно. Только это влечет за собой переделку аппарата, такую работу может осуществить специализированный центр Потребуется извлечь существующий разъем, отсоединить от него все коммуникации и встроить Euro. Такую работу можно выполнить самостоятельно или заказать в сервисном центре. Но изменение конструкции влечет потерю гарантии на полуавтомат, поэтому, если оборудование еще на гарантии, рекомендуем дождаться окончания гарантийного периода.
Будет ли греть в руку горелка с жидкостным охлаждением при сварке током 300-400 А? СкрытьПодробнее
Нет, не будет. В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
Что будет, если повредить канал с жидкостным охлаждением? СкрытьПодробнее
Такое бывает, когда на сварочный рукав роняют тяжелые металлические предметы с острыми гранями. Если оболочка канала разрезана, охлаждающая жидкость вытечет. В таком случае отключите циркуляцию антифриза, чтобы насос не нагнетал давление. Заменить трубку на герметичную можно без замены всего рукава (потребуется разборка шланг-пакета).
Почему в рукаве полуавтомата застревает проволока? СкрытьПодробнее
Не соответствует кабель канал, токосъемник диаметру проволоки. А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Критерии удачной покупки СГ
Несмотря на это, перед приобретением сварочной горелки рекомендуется определить для нее задачи, а после этого оценить, насколько они выполнимы для определенной модели. Только таким образом можно сделать правильный выбор, который в дальнейшем отразится на производительности и рентабельности.
Сварочная горелка
Довольно часто покупатели не обращают внимания на конструкцию изделия и расходные материалы, а это является важным критерием при покупке, так как от них зависит качество сварного шва, производительность и срок эксплуатации. Кроме этого, в поиске выгоды клиенты порой останавливаются на малоизвестных производителях, которые не всегда предоставляют гарантийный талон. Таким образом, не исключены сбои и простои. Во избежание проблем целесообразнее выбирать модель из ассортимента производителей с хорошей репутацией, которые гарантируют безупречную долгую эксплуатацию и исключают преждевременные траты на ремонт. При этом модель не обязательно должна быть дорогостоящей. Оценивая долгосрочные инвестиции в СГ и расходные материалы к ней, рекомендуется учесть срок эксплуатации, расходы на запчасти, стоимость простоев и техобслуживания, а также простоту замены вышедших из строя элементов.
Уход и эксплуатация газовых горелок
Обязательно следует очищать сопло после каждой работы. Следует счищать капли металла. Так как при последующих работах они могут помешать качественному спаиванию.

Обращать пристальное внимание на контактные элементы, чтобы избежать их выгорания.

Следить за образованием оксидной пленки и вовремя ее удалять, либо менять элементы.

В техническом паспорте есть список элементов, которые идут в дополнительном комплекте. Эти детали не помешает закупить дополнительно.


Как сделать аппарат точечной сварки — как собрать в домашних условиях своими руками аппаратКак собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
Стол для сварки своими руками — пошаговая инструкция по изготовлению и сборке (65 фото)


Устройство СГ и ее части
Сварочная горелка для полуавтоматов состоит из тела с плотно примыкающим к нему изоляционным кольцом, из которого выходит держатель для электрода, контактный наконечник и газовое сопло.
К расходным материалам относят сопло, диффузор и контактный наконечник, которые отвечают за проход защитного газа и конечную точку в системе, где происходит выход проволоки и формируется дуга. Исходя из этого, они требуют повышенного внимания, так как отвечают за качественное исполнение сварного шва и производительность. Рекомендуется производить регулярную проверку и по необходимости — замену изношенных деталей. Такие осмотры должны производиться несколько раз в день. Особое внимание стоит уделять внутреннему отверстию у контактного наконечника, потому как он отвечает за хороший контакт. В случае износа требуется обязательная замена. Не менее важно прочищать от попадающих брызг сопло и диффузор, в противном случае возможно прекращение нормальной подачи защитного газа. Наиболее сложным компонентом рассматриваемого инструмента является спираль, проверка которой должна происходить в момент смены катушки, для облегчения чистки лучше использовать сжатый воздух.
Схема работы СГ для полуавтомата проста. Устройство подает защитный газ и электродную проволоку в зону горения, где рабочий, направляя наконечник в необходимое место и начиная процесс сварки, производит манипуляции с помощью рукояти, выполненной из литого материала, обладающего изоляционным свойством.
Мощность горелки.
При подборе горелки необходимо понимать для каких сварочных работ Вы предполагаете ее использовать. С каким типом и толщиной металла Вы будете работать чаще, а также каковы характеристики токовой нагрузки сварочного полуавтоматического аппарата с которым планируете использовать горелку.
В нашей компании можно купить сварочные горелки мощностью — 150-180А, 200-230А, 320-340А, 400-450А, 450-500А.
Сварка алюминия полуавтоматом
Любую из представленных горелок можно использовать при сварке алюминия. Для корректной работы мы рекомендуем вам заменить направляющий канал для стали на тефлоновый канал. Тефлоновый канал имеет лучшее скольжение, более твердый, что не позволяет алюминиевой проволоки внутри шлейфа скручиваться и заламываться.
Кроме того, при выборе токопроводящего наконечника для сварки алюминия мы рекомендуем соблюдать простое правило: выбирать диаметр наконечника чуть больше, чем диаметр алюминиевой проволоки.
Это связано с тем, что при выходе из наконечника алюминий сильно расширяется и если диаметры будут совпадать, то сварочная проволока может залипать в наконечнике.
С газовым или водяным охлаждением?
Еще один ключевой вопрос, какое выбрать охлаждение — воздушное или водяное? Это немного похоже на покупку мотоцикла — одно- или двухцилиндровый двигатель с воздушным охлаждением или четырехцилиндровый с водяным охлаждением? Дело в том, что системы с водяным охлаждением часто более долговечны. Любой сварщик, который использовал сварочную систему с водяным охлаждением, скажет вам, насколько более удобной была сварка такой горелкой и насколько легко с ней было обращаться. Кроме того, системы с водяным охлаждением не только служат дольше, но и обеспечивают большую мощность. Сварочные горелки с воздушным охлаждением не подходят для высоких токов и длительной работы, в то время как горелки с водяным охлаждением продолжают хорошо работать при токах значительно выше 200 А.
Естественно, преимущества водяного охлаждения имеют свою цену и стоимость на горелки с водяным охлаждением в среднем на 20-30 % выше. Существует также дополнительная стоимость установки самой системы водяного охлаждения. Замена изнашиваемых деталей сварочной горелки будет составлять часть текущих эксплуатационных расходов, поэтому стоимость является важным фактором при выборе между газовым или водяным охлаждением.
Длина рукава

Исходим из поставленных задач. Чем дальше будет использоваться сварочная горелка от полуатомата, тем длиннее должен быть рукав. Обычно длина варьируется от 3 до 5 метров. Мастера предпочитают брать с запасом, что наверняка пригодится, если не сейчас, то в будущем. Но все это индивидуально, ведь некоторые убеждены – чем короче рукав, тем меньше энергопотерь.
Сила тока

Все предельно просто. Достаточно запомнить максимальную силу тока сварочного устройства и рассматривать для выбора горелки с приблизительно равным показателем.
Приведем простой пример из возможных вариантов от FUBAG. Если у вас полуавтомат FUBAG IRMIG 200 SYN, вам лучше всего взять горелку с запасом – FB 250. Но есть и такие варианты, где стоит немного уступить в меньшую сторону. Например, для FUBAG IRMIG 160 рекомендуемый выбор горелки на 150 А (FB 150).
Более подробно увидеть возможные сочетания можно в таблице рекомендаций:
| Горелка MIG-MAG | Свар. ток при ПВ 60%, в среде CO2, А | Свар. ток при ПВ 60%, в среде Ar80% + CO2 20%, А | Диаметр проволоки, мм | Подходит к аппаратам |
| FB 150 / воздушное охлаждение | 180 | 150 | 0,6 – 1,0 | IRMIG 160 / IRMIG SYN 160 Аппараты других производителей с силой тока до 160А. |
| FB 250 / воздушное охлаждение | 230 | 200 | 0,8 – 1,2 | IRMIG 180 / 200 IRMIG SYN 180 /200 INMIG 200 PLUS/200 SYN LCD / 250 T Аппараты других производителей с силой тока до 200 А. |
| FB 350 / воздушное охлаждение | 340 | 290 | 0,8 – 1,2 | INMIG 315 / 350 T DG Аппараты других производителей с силой тока до 300 . |
| FB 400 / воздушное охлаждение | 400 | 340 | 0.6-1.0 | INMIG 400 T DG Аппараты других производителей с силой тока до 400 А. |
| FB 500 / жидкостное охлаждение | 500 | 450 | 0.6-1.0 | INMIG 500 DW SYN / 500 DW SYN PULSE Аппараты других производителей с силой тока до 500 А. |
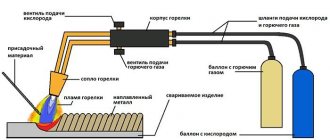
Что такое аргонная сварка
Аргонная (аргонодуговая) сварка используется в тех случаях, когда нужно избежать контакта свариваемого металла с кислородом. Особенно хороша она для работы с алюминием.

В аргонной сварке применяется электрод из тугоплавкого металла – вольфрама. Электрод расположен в центре сопла горелки, из которого выдувается защитный газ тяжелее кислорода.

Для разогрева металла служит электрическая дуга, а газ вытесняет кислород из области сварки, благодаря чему окисления не происходит. Шов при этом получается тонким, прочным и почти незаметным. Именно поэтому в наше время аргонная сварка очень популярна.