Универсальный шаблон сварщика УШС-3 (альтернативное название — универсальный шаблон сварщика УШС-3М) предназначен для визуального и измерительного контроля стыкуемых деталей, параметров стыкового шва и дефектов. Крупные шкалы шаблона обеспечивают удобство считывания показаний. Острый наконечник измерительного движка шаблона отлично подходит для измерения вогнутости корня стыкового шва и глубины подрезов, а пазы на основании шаблона позволяют оперативно определить диаметр электродов или сварочной проволоки непосредственно на месте проведения работ.
Сварочный шаблон УШС-3 востребован среди специалистов по визуально-измерительному контролю благодаря широкому диапазону решаемых задач, простоте и надежности конструкции. Данный шаблон включен в состав большинства комплектов ВИК.
Модификация УШС-3Т
Модификация УШС-3Т разработана для решения особо ответственных задач контроля и имеет погрешность линейных измерений по шкалам Б, В и Г не более ±0,10 мм. Вместе с модификацией УШС-4Т являются единственными представленными на российском рынке моделями шаблонов сварщика, полностью удовлетворяющими требованиям руководящих документов ПАО «Транснефть», а именно:
- Пункту 8.1.7.3 РД 25.160.10-КТН-016-15, а также пункту 5.2.4 ОТТ-75.180.00-КТН-046-12, согласно которым для проведения неразрушающего контроля на объектах ПАО «Транснефть» могут использоваться только прошедшие поверку средства измерений.
- Пункту 8.1.7.5 РД 25.160.10-КТН-016-15, устанавливающему пределы допустимой погрешности для средств измерений визуального и измерительного контроля. Погрешность измерений линейных размеров УШС-3Т и УШС-4Т не превышает величин, приведенных в таблице 8.1 данного пункта.
| Диапазон измеряемой величины, мм | Погрешность измерений, мм |
| От 0 до 10 включ. | 0,1 |
| От 10 до 100 включ. | 0,5 |
| Свыше 100 | 1 |
Описание
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.
Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
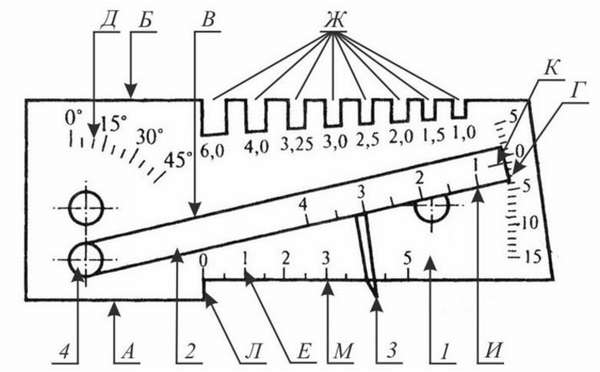
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.
Контролируемые параметры
| Параметр | Измерение по шкале | Диапазон измерения | Цена деления шкалы | Погрешность измерения | ||
| УШС-3 | УШС-3Т | |||||
| Подготовка к сварке | толщина деталей (s), мм | Б | 0–10,0 10,–50,0 | 1,0 | ±0,15 | ±0,10 ±0,15 |
| притупление кромки (c), мм | ||||||
| зазор между деталями (b), мм | В | 1,0–4,0 | 0,5 | ±0,20 | ±0,10 | |
| глубина скоса кромки (h₁), мм | Г | 0–10,0 10,0–50,0 | 1,0 | ±0,20 | ±0,10 ±0,20 | |
| смещение кромок (h₂), мм, относительно верхней детали | ||||||
| (h₂) относительно нижней детали | 0–5,0 | ±0,10 | ||||
| угол скоса кромки (β), град. | А | 0–45,0 | 5,0 | ±2,00 | ±1,50 | |
| диаметр электродов и сварочной проволоки (d₁), мм | Д | 1,0; 1,2; 2,0; 2,5; 3,0; 3,25; 4,0; 5,0 | – | ±0,10 | ±0,10 | |
| Стыковой шов | выпуклость стыкового шва (g₁) и его корня (g₂), мм | Г | 0–5,0 | 1,0 | ±0,20 | ±0,10 |
| вогнутость стыкового шва (g₃) и его корня (g₄), мм | 0–10,0 10,0–15,0 | ±0,10 ±0,20 | ||||
| ширина шва (е), мм | Б | 0–10,0 10,0–50,0 | 1,0 | ±0,15 | ±0,10 ±0,15 | |
| Дефекты | длина дефекта (l), мм | |||||
| глубина дефекта, чешуйчатости, западания между валиками (h₃), мм | Г | 0–5,0 | 1,0 | ±0,20 | ±0,10 | |
Как работать с ушс-3
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
- Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
- Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
- Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
- Высоту усиления швов (как стыкового, так и углового). Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
- Смещение кромки деталей при их соединении. Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
- Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
- Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
- Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
- Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
- Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Комплектность
В комплект поставки прибора входят:
- шаблон сварщика УШС 3-го типоразмера – 1 шт;
- паспорт изделия, совмещенный с инструкцией по эксплуатации – 1 шт;
- чехол – 1 шт.
При использовании шаблон не разрешается подвергать ударным воздействиям, не допускаются падения во избежание механических повреждений. Перемещение инструмента измерительными плоскостями по подлежащим контролю поверхностям не допускается.
Интервал между калибровками шаблона устанавливается метрологической службой предприятия-потребителя в зависимости от условий и интенсивности пользования инструментом, объема выпускаемой продукции, подлежащей определению качества. Рекомендуемая производителем периодичность проведения поверок – 12 месяцев.
Шаблон Ушерова-Маршака
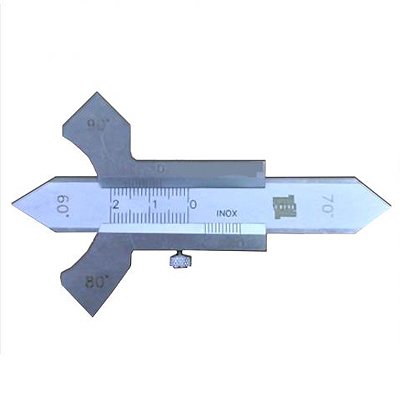
Как он используется вы можете видеть на картинке. Величина разделки равна 60 о . Соответственно, каждая из сторон по 30 о .
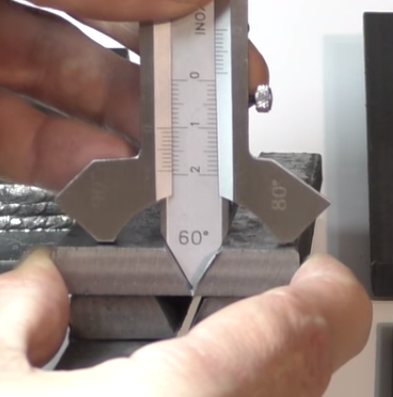
Кроме угла вы можете измерить притупление кромок, высоту усиления, величину выпуклости-«впуклости» (не путать с катетом).

Ширину шва можно определить приблизительно. Также можно измерить глубину дефектов: межваликового западания, подреза, несплавления кромок.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Источник: svarka-master.ru
Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.
Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.
Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.
Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.
По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Что такое шаблон сварщика?
Сварочные работы – это целый комплекс мероприятий, который подвергается особому контролю со стороны служб дефектоскопии, целью контроля которого является предотвращение негативных последствий, вызванных некачественной сваркой стыковых соединений на трубопроводах, и других сварных конструкциях.
Существует множество методов неразрушающего контроля за проведением сварочных работ, как на этапе входного контроля, так и на этапе уже готовых сварных соединений и наплавок. Здесь можно выделить:
— метод визуального осмотра.
При этом визуальному осмотру подвергается 100% всех сварных соединений.
Шаблон сварщика
– это инструмент, который предназначается для проведения визуального контроля сварных соединений.
Существует много видов шаблонов сварщика, которые отличаются друг от друга, не только констркутивными особенностями, но и выполняемыми функциями. Однако самыми распространенными являются шаблоны УШС-2, УШС-3 и УШС-4, а также УШК-1(шаблон Красовского).
1) Универсальный шаблон сварщика УШС-2
, называемый, также, катетомером, предназначается для определения катетов угловых сварочных швов в диапазоне от 4 — до 14мм. УШС-2 изготавливается в соответствие с СТБ 1133-98 «Соединения сварные. Метод контроля внешним осмотром и измерениями. Общие требования». При этом, катеты сварных швов контролируют методом ступенчатого подбора соответствующего угла катета на УШС-2 от максимального до минимального зазора.

Рисунок 1. Универсальный шаблон сварщика УШС-2
Конструктивно, УШС-2 представляет собой 3 металлические пластины, соединенные между собой при помощи соединительного кольца. Каждая пластинка имеет выемки определенной величины катета, при этом, каждая из таких выемок промаркирована в соответствии с величиной радиуса катета шва. Последовательно подбирая пластинки с выемками относительно поверхностей, соединенных сварным швом производится контроль катета сварного шва. Размер катета определяется в тот момент, когда длинная сторона пластины и перемычка между катетами пластины без видимого зазора прилегают к свариваемым поверхностям, а зазор между дугой пластины и дугой сварного шва является минимальным. В случаях, когда ни одна ступень пластины размеров не совпадает со сварным швом, значение катета определяется эмпирическим путем.
2) Универсальный шаблон сварщика УШС-3
предназначается для контроля измеряемых параметров труб и трубопроводов, контроля состояния стыковых соединений торцов труб и трубопроводов, а также визуального контроля качества сварного шва при проведении сварочных работ. УШС-3 применяют, также, перед проведением сварочных работ: для контроля сварочных электродов и элементов разделки под сварной шов.
Технические характеристики
Работоспособность УШС сварщика гарантируется при эксплуатации в температурном диапазон ±45°С.
При покупке инструмента в специализированных торговых организациях и проведении периодических поверок, гарантируется точность проведения измерений в таких диапазонах:
- По линейным величинам глубины, в том числе подрезам и дефектам шва 0…15,0±0,5 мм.
- По угловым параметрам 0…450±2,50.
- По высоте 0…4,0±0,5 мм.
- По значению затупления шва по линии сварочного соединения 0…50,0±0,25 мм.
- По зазорам 1,0…4,0±0,25 мм.
- По толще соединяемых сваркой элементов (с пазами Ж, ступенчато) 1,0 до 5,0 мм.
- По значению вогнутости сварочного шва вдоль соединительной линии 0…15,0±2,50
Инструмент допускается применять для производства сварочных работ с использованием электродов 1-5 м. Погрешность измеренных значений – ±0,1 мм для стержней сечением до 3 мм, ±0,12 мм для электродов размером до 3,25 мм, ±0,3 для элементов размером свыше 3,25 мм.