Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Врезка труба в трубу. | МеханикИнфо
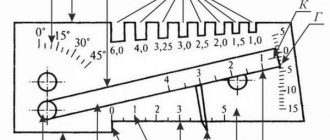
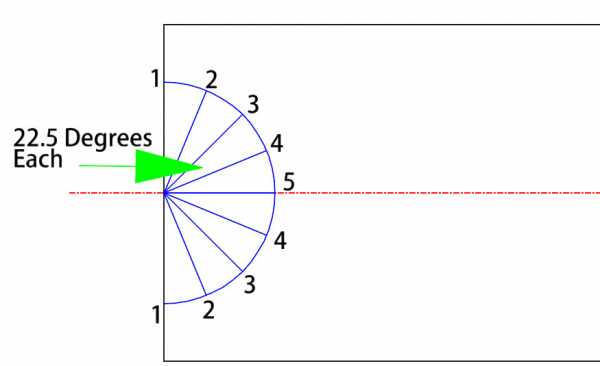
Врезка трубы в трубу осуществляется под углом в 90°. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Создание шаблона для бокового патрубка трубы »Мир проектирования трубопроводов
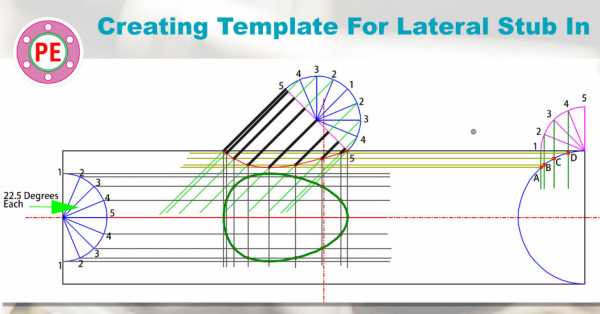
На этой странице объясняется создание шаблона для резки труб (Сократите для патрубка и шаблона отверстия для жаровой трубы). Для объяснения рассмотрим коллектор размером 10 ″ Sch 40 и ответвление размером 6 ″. Считаем, что боковой угол 45 градусов.
Создание шаблона для боковой заглушки в
Для заглушки в ветке типа мы должны учитывать ID заголовка и OD или ветки.Итак, входные данные следующие:
- Внутренний диаметр трубы коллектора: 273 мм — (2 * 9,27 мм) = 255,46, т. Е. 255 мм прибл.
- Внешний диаметр патрубка: 168,3 мм, т.е. 168 мм прибл.
Шаг 1
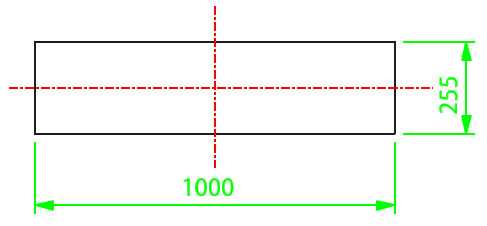
Сначала нарисуйте прямоугольник, длина которого более чем в 3 раза превышает диаметр коллектора, а высота точно равна внешнему диаметру трубы коллектора. Здесь у нас коробка длиной 1000 мм и высотой 255 мм (наружный диаметр коллектора). Также нарисуйте горизонтальные и вертикальные центральные линии для коллектора.
Боковая заглушка на этапе расчета шаблона 1
Шаг 2
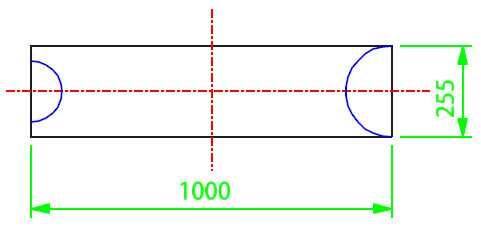
Затем нарисуйте два полукруга с наружным диаметром ответвления (168 мм) с левой стороны и диаметром по внутреннему диаметру заголовка (255 мм) с правой стороны, как показано синим цветом.Центры этих окружностей должны находиться на левом и правом краях коллектора соответственно.
Боковая заглушка на этапе расчета шаблона 2
Шаг 3
Разделите левый полукруг OD ответвления на 8 частей по 22,5 градуса каждая, как показано ниже. Пронумеруйте их, как показано на рисунке.
Боковая заглушка на этапе расчета шаблона 3
Шаг 4
Нарисуйте четверть круга с радиусом наружного диаметра ответвления вверху, выровненным с правым краем трубы коллектора, как показано пурпурным цветом.Разделите этот круг на 4 равные части по 22,5 градуса. Пронумеруйте их, как показано.
Боковая заглушка на этапе расчета шаблона 4
Шаг 5
Нарисуйте одну линию длиной, равной наружному диаметру трубы ответвления (168 мм), рядом с серединой трубы коллектора и начиная с верхнего края (как показано пурпурным цветом ниже) под углом ответвления (в данном случае 45 градусов). Нарисуйте полукруг с радиусом внешнего диаметра ответвления и разделите его на 8 равных частей по 22,5 градуса каждая. Пронумеруйте их, как показано ниже.
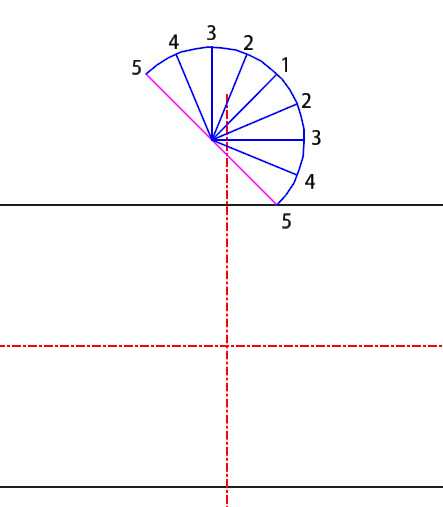
Боковая заглушка на этапе расчета шаблона 5
Шаг 6
Проведите вертикальные линии от точек 1 до 4 и пересекайте их полукругом наружного диаметра коллектора, как показано ниже, на правом крае коллектора трубы.Отметьте перекрестки как A, B, C, D красными точками, как показано ниже.
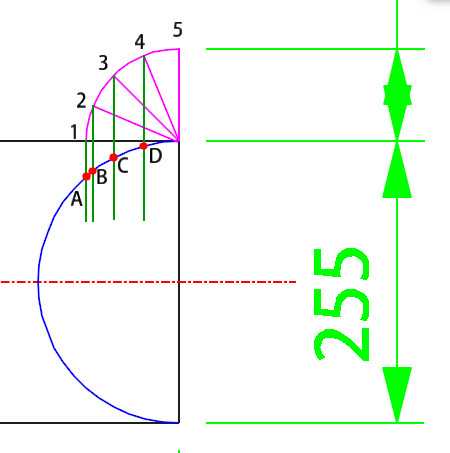
Боковая заглушка на этапе расчета шаблона 6
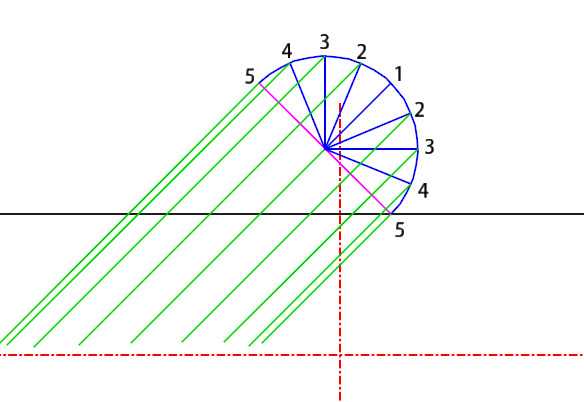
Шаг 7
Нарисуйте выносные линии под углом 45 градусов (угол ответвления), как показано, по направлению к середине заголовка.
.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Рекомендуем ознакомиться: Что нужно знать, чтобы построить навес из профтрубы своими руками
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
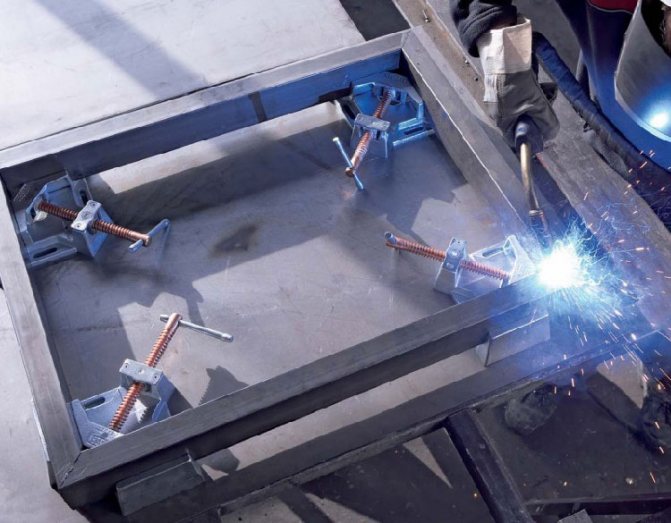
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
Что такое методы труб и отводов в учебнике Angular?
Переполнение стека
- Около
- Товары
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики и технологи делятся частными знаниями с коллегами
- Вакансии Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимайте технических специалистов и создавайте свой бренд работодателя
- Реклама Обратитесь к разработчикам и технологам со всего мира
- О компании
Загрузка…
- Авторизоваться зарегистрироваться
текущее сообщество
.
Что такое Hot Tap, зачем он нужен и как сделать Hot Tap в трубопроводе
Что такое Hot Tap и зачем он нужен?
Hot Taps или Hot Tapping — это возможность безопасного подключения к системе под давлением путем сверления или резки, когда она находится в потоке и под давлением.
Типовые соединения состоят из:
- Фитинги для метчиков, такие как Weldolet®, усиленный ответвитель или тройник. Разрезные тройники, которые часто используются в качестве ответвления, и основная труба имеют одинаковый диаметр.
- Запорный клапан, такой как задвижка или шаровой кран.
- Станок для врезки горячей врезки с резаком и корпусом.
Механические фитинги могут использоваться для врезки под горячую воду на трубопроводах и магистралях при условии, что они рассчитаны на рабочее давление трубопровода или магистрали и подходят для этой цели.
- Конструкция: ASME B31.1, B31.3, ASME B31.4 и B31.8, ASME Sec. VIII Div.1 и 2
- Производство: ASME Sec. VIII Div.1
- Сварка: ASME Sec. IX
- NDT: ASME Sec. V
Есть много причин для использования Hot Tap.Хотя предпочтительно устанавливать форсунки во время капитального ремонта, установка форсунки при работающем оборудовании иногда является выгодной, особенно если она предотвращает дорогостоящий останов.
Замечания перед Hot Tap
- Горячая врезка не считается рутинной процедурой, ее следует использовать только тогда, когда нет практической альтернативы.
- должны устанавливаться обученными и опытными бригадами.
- Следует отметить, что горячая врезка в трубопроводы высокосернистого газа представляет особые проблемы для здоровья и металлургии и должна выполняться только в соответствии с письменными планами, утвержденными эксплуатирующей компанией.
- Для каждой отводки необходимо убедиться, что просверливаемая или распиливаемая труба имеет достаточную толщину стенки, которую можно измерить с помощью ультразвуковых толщиномеров. Существующая толщина стенки трубы (фактическая) должна быть как минимум равной толщине, необходимой для давления, плюс разумный допуск на толщину для сварки. Если фактическая толщина чуть больше, чем требуется для давления, то потеря герметичности в сварочной ванне представляет собой риск.
- Сварка находящихся в эксплуатации трубопроводов требует разработки и квалификации процедуры сварки, а также высококвалифицированного персонала для обеспечения целостности сварных швов, когда трубопроводы работают при полном давлении и в условиях полного потока.
Отводы
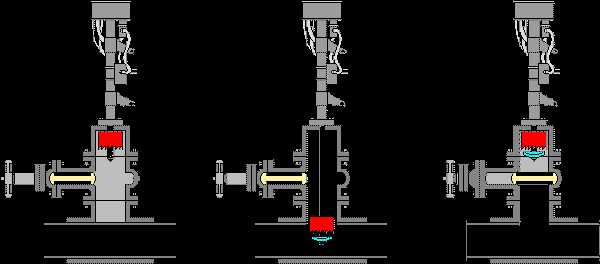
Установка горячего отвода
Для горячей врезки необходимы три ключевых компонента для безопасного сверления трубы; фитинг, клапан и машину для горячей врезки. Фитинг крепится к трубе в основном сваркой. Во многих случаях фитинг представляет собой Weldolet® с приварным фланцем или разъемный тройник с фланцевым выходом (см. Изображение выше).
К этому фитингу прикреплен клапан, а к клапану прикреплено устройство для горячей врезки. Для горячей врезки всегда следует использовать новые болты, прокладки и новый клапан, если эти компоненты станут частью постоянных помещений и оборудования.
Комбинация фитинга / клапана крепится к трубе и обычно испытывается давлением. Испытание под давлением очень важно, чтобы убедиться в отсутствии конструктивных проблем с фитингом и отсутствии утечек в сварных швах.
Резак для горячей врезки — это специальный тип кольцевой пилы с пилотной коронкой посередине, установленной внутри корпуса адаптера горячей врезки.
Резак для горячей врезки прикреплен к держателю резака с помощью пилотной насадки и прикреплен к рабочему концу станка для горячей врезки, так что он входит во внутреннюю часть переходника для нарезания резьбы.
Переходник для врезки будет сдерживать давление в трубопроводной системе, пока труба разрезается, в нем размещаются резак, держатель резака и болты к клапану.
Операция горячего отвода
Горячая врезка выполняется за один непрерывный процесс, машина запускается и резка продолжается до тех пор, пока резак не пройдет сквозь стенку трубы, в результате чего будет удалена часть трубы, известная как «купон».
Купон обычно удерживается на одном или нескольких U-образных проводах, которые прикреплены к пилотному биту.Как только резак прорежет трубу, машина для горячей врезки останавливается, резак втягивается в адаптер горячей врезки, и клапан закрывается.
Давление сбрасывается изнутри переходника для врезки, так что машину для горячей врезки можно снять с линии. Станок снимается с конвейера, и создается новый сервис.
Тройник с разрезом (www.armorplateonline.com)
Купон Hot Tap
Купон — это отрезок трубы, который снимается для начала обслуживания.Очень желательно «сохранить» купон и вынуть его из трубы, и в подавляющем большинстве случаев горячей врезки это так.
Пожалуйста, обратите внимание, за исключением того, что не выполняется горячее нажатие, нет никакого способа полностью гарантировать, что купон не будет «выпадать».
Удержание купонов — это в основном «работа» u-wire. Это проволоки, которые проходят через пилотное долото, разрезаются и изгибаются, чтобы они могли загибаться обратно против долота в рельефную зону, фрезерованную в долоте, а затем складываться, когда пилотное долото прорезало трубу.
Практически во всех случаях используются несколько U-образных проводов, которые служат страховкой от потери купона.
Остановка линии
Остановки линии
, иногда называемые стопорами (Stopple® — торговая марка TD Williamson Company), начинаются с горячей врезки, но предназначены для остановки потока в трубе.
Line Stops по необходимости несколько сложнее, чем обычные горячие отводы, но они начинаются примерно так же. К трубе крепится штуцер, выполняется горячая врезка по расписанию.После завершения горячей врезки клапан закрывается, затем на трубе устанавливается другой механизм, известный как привод остановки линии.
Привод ограничителя линии используется для вставки заглушки в трубу, наиболее распространенным типом является механизм с поворотной головкой. Ограничители линии используются для замены клапанов, арматуры и другого оборудования. По завершении работы давление выравнивается, и ограничитель линии снимается.
Фитинг ограничителя линии имеет специально модифицированный фланец, который включает в себя специальную заглушку, которая позволяет снимать клапан.Эти фланцы имеют несколько различных конструкций, но все они работают примерно одинаково: заглушка вставляется во фланец через клапан, она надежно фиксируется на месте, в результате чего давление может стравливаться из корпуса и клапан, затем клапан можно снять и закрыть фланец.
Настройка остановки линии
Настройка остановки линии включает в себя машину для горячей врезки, а также дополнительное оборудование, привод останова линии. Линия Стоп Привод может быть либо механическим (винтовой типа), или гидравлическим, она используется, чтобы поместить стоп-линию головы в линию, поэтому остановки потока в трубопроводе.
Привод ограничителя линии прикреплен болтами к корпусу ограничителя линии, который должен быть достаточно длинным, чтобы включать в себя головку ограничителя линии (поворотную или складывающуюся головку), чтобы привод и корпус ограничителя линии могли быть прикручены к линии. запорный клапан.
В ограничителях трубопроводов часто используются специальные клапаны, называемые сэндвич-клапанами. Остановка трубопровода обычно выполняется через арендованные клапаны, принадлежащие обслуживающей компании, выполняющей работу, после завершения работы фитинг остается на трубе, но клапан и все другое оборудование снимаются.
Линия Остановка работы
Остановка линии начинается так же, как и горячая врезка, но используется резак большего размера. Чем больше отверстие в трубе, позволяет остановить линия головы, чтобы вписаться в трубу.
После того, как разрез сделан, клапан закрывается, машина для горячей врезки снимается с линии, и привод останова линии прикручивается на место.
Новые прокладки всегда должны использоваться для каждой настройки, но часто используются «использованные» шпильки и гайки, потому что эта операция является временной операцией, клапан, механизм и привод удаляются в конце работы.
Новые шпильки, гайки и прокладки следует использовать при окончательном заканчивании, когда глухой фланец устанавливается за пределами пробки заканчивания.
Привод ограничителя линии приводится в действие, чтобы протолкнуть заглушку (головку стопора линии) вниз, в трубу, общая поворотная головка поворачивается в направлении потока и образует стопор, таким образом останавливая поток в трубе. труба.
Заглушка
Для снятия клапана, используемого для операций остановки линии, заглушка для заканчивания устанавливается во фланец заглушки линии (фланец завершения).
Существует несколько различных типов комплектов фланцев / заглушек для заканчивания, но все они работают в основном одинаково, заглушка и фланец для заканчивания изготавливаются так, чтобы фланец мог принять и зафиксировать заглушку для заканчивания.
Эта пробка для заканчивания устанавливается под клапаном, после настройки давление над пробкой может быть сброшено, а затем клапан может быть удален.
После того, как вилка в правильном положении, он заблокирован на место с замком кольцевых сегментами, это предотвращает движение штекера, причем уплотнительное кольцо становится первичным уплотнением.
Было разработано несколько различных типов заглушек для заканчивания скважин с уплотнениями металл-металл в дополнение к уплотнительному кольцу.
.
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.
Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.