Заявка на товар/услугу
Оловянный припой — это прутки, проволока, порошок, фольга, гранулы, изготовленные из олова. Все эти изделия могут быть использованы для пайки. Пайкой называют метод сращивания деталей с помощью припоя. При этом температура плавления деталей выше, чем температура плавления вещества, используемого в качестве припоя.
Реализуем оловянный припой в виде: прутка оловянного диаметром от 8 до 10 мм; цилиндра диаметром от 80 до 250 мм, проволоки и чушек в ассортименте.
Разновидности
Условно припои можно разделить на твёрдые и мягкие. Температурная граница между ними составляет примерно 300 градусов. Мягкие припои плавятся при температуре ниже этой границы, а твёрдые, соответственно, выше. Помимо температуры плавления, твёрдые и мягкие припои различают по различной границе придела прочности. Для мягких эта граница находится ниже 100 МПа, а для твёрдых – выше.

Разновидности ПОС61
Мягкие припои в большинстве своём представлены сплавом свинца и олова, в зависимости от процентного содержания которых и варьируется температура плавления. Чем больше олова находится в сплаве, тем температура плавления ниже. Твёрдые же состоят в основном из сплава меди и цинка или серебра с различными добавками. Припой оловянно-свинцовый ПОС 60 относится к категории мягких припоев.
Всё повышающиеся экологические нормы требуют исключить или минимизировать количество свинца в материалах, применяемых для пайки. Поэтому на рынок выходят бессвинцовые припои, в которых свинец полностью отсутствует. Он заменён другими металлами, такими как серебро, цинк, индий, медь.
Кроме высокой цены, такие припои имеют очень плохую смачиваемость или текучесть, поэтому пока что не получили большого распространения.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта. При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства. Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления. Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов. Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Технические характеристики
Изготовление припоев марки ПОС происходит в соответствии с ГОСТом, который регламентирует его точный химический состав и выдвигает требования, которым он должен удовлетворять. Припой ПОС 60 обладает следующими температурными и техническими характеристиками:
- Начало температурного расплавления (солидус) в градусах составляет 183 градуса.
- Температура, при которой ПОС находится в жидком состоянии (ликвидус), составляет 190 градусов.
- Удельное сопротивление равно 0,137 Ом × метр, при сечении проводника 1 квадратный мм.
- Плотность сплава равна 8,5 грамм × кубический сантиметр.

Припой ПОС61 в виде трубки с канифолью
Благодаря таким техническим характеристикам и низкой температуре плавления, ПОС60 находит широкое применение в быту и в промышленном производстве.
Обладая хорошими электротехническими свойствами и малым удельным сопротивлением, припой активно используется в радиоэлектронике.
Припои для пайки и температура плавления
- Припой ПОС-30 – это сплав, в котором 30 % олова, а остаток – свинец
- Припой ПОС-40 – это сплав, в котором 40 % олова, остальное – свинец
- Припой ПОС-61 – это сплав с 60 % олова и 40 % свинца
И так далее. Существует несколько десятков видов припоев ПОС, выпускаемых в соответствии с ГОСТ 21931-76 и ГОСТ 21930-76.
#S[2047]#
Есть его конечно не следует
, свинец – металл небезопасный. А вот применение припоев ПОС достаточно широкое. Это и электромонтажные работы, автомобильное производство, железнодорожное строительство, производство различных электрических устройств и изделий. Например трансформаторов или предохранителей.
Для каждого применения существуют рекомендации по выбору марки припоя. ТД «Скала» является производителем припоев уже свыше десяти лет и может предложить вам большое количество марок припоев ПОС.
Формы выпуска
В зависимости от сферы применения, припой марки ПОС может иметь различные формы выпуска. Так, к примеру, для лужения обширных площадок удобнее всего применять его в виде плоской ленты. Для пайки различных конструкций выпускаются специальные свинцово-оловянные прутки. Ими удобно паять как при помощи паяльника, так и с помощью газовой горелки. В радиоэлектронике в качестве флюса, применяемого в процессе пайки, используется канифоль, для этого выпускается припой в виде трубки, наполненной канифолью. Это добавляет удобства во время монтажа радиодеталей так, как не требует нанесения дополнительного флюса.
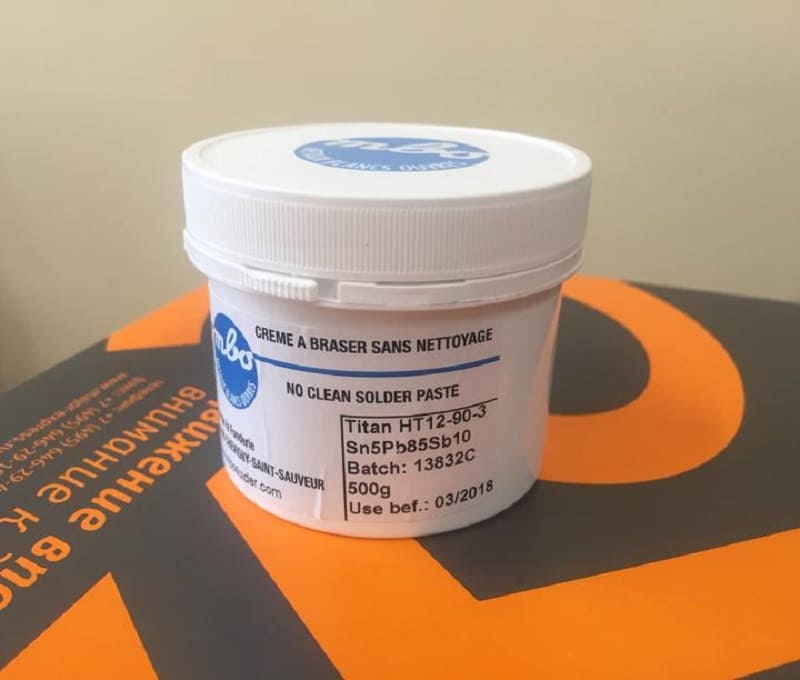
Припой ПОС60 в виде флюс-пасты
Иногда можно встретить ПОС-61 в виде паяльной пасты. Она состоит из порошка сплава и флюса и применяется при поверхностном монтаже электронных компонентов с помощью паяльного фена. Редко применяется в домашних условиях (и только отдельными мастерами) ввиду необходимости наличия специального оборудования.
Паяльная паста
Пайку наиболее часто осуществляют с использованием припоя и флюса. В целях качественного выполнения работы необходимо выбирать правильную марку сплава для каждой конкретной задачи.
Паста отличается от обычного припоя тем, что в ней содержится сразу два компонента: припой и флюс, что значительно ускоряет процесс спаивания деталей, особенно когда речь идет о smd элементах.
Любая паста представляет собой густую плотную смесь различных веществ. Она получила широкое распространение в промышленности. Производители электроники активно используют ее на своем производстве.
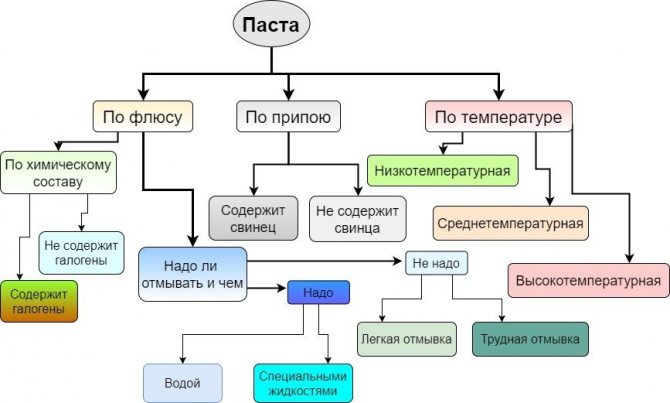
Разновидности паяльных паст.
В зависимости от состава пасты различают следующие виды:
- отмывочные;
- водорастворимые;
- галогеносодержащие;
- безотмывочные;
- без галогенов.
Ее свойства определяются типом флюса, который в нее добавляют. Если речь идет о первом типе, тогда там используется канифоль. Чтобы очистить изделие от такой пасты применяют растворитель.
Важно выбирать правильную пасту в зависимости от выполняемой работы. Например, если предстоит паять множество мелких деталей на плате, тогда лучше отдать предпочтение более густой пасте.
Для качественной пайки необходимо произвести подготовительные работы. Плату следует очистить и обезжирить. Все контакты следует залудить, используя легкоплавкий припой.
При работе с smd элементами необходимо наносить тонкий слой пасты. В противном случае можно замкнуть контакты микросхем.
При использовании платы большого размера целесообразно использовать нижний подогрев. Это лучше всего осуществить с помощью паяльной станции. Также в этих целях можно использовать термофен или другие средства, чтобы обеспечить нагрев до 150°С. Если об этом не позаботиться, тогда ее может «повести».
После окончания работы все излишки пасты удаляются, что можно легко осуществить с помощью паяльника с различными насадками.
Размеры
В зависимости от сферы применения, проволока или трубка с флюсом выпускаются диаметром от 0,5 до 5 миллиметров. Как говорилось выше, целевое назначение этой формы припоя – это радиоэлектроника. Прутки ПОС выпускаются четырёх диаметров: 8, 10, 12 и 15 мм. Они используются при пайке металлоконструкций, например при монтаже медных труб отопления, где тонкая проволока будет иметь большой расход. Ленты для лужения также имеют определённую толщину, в зависимости от ширины ленты. При ширине до 10 мм лента имеет толщину до 1 мм, а лента шириной от 10 до 15 мм может иметь толщину до 5 мм.

Припой ПОС60 диаметром 1 мм
Состав и характеристики
Химические компоненты
Ранее упоминалось, что припой ПОС состоит из сплава олова и свинца. Олово имеет меньшую температуру плавления, чем свинец, поэтому варьируя процентное содержание этих двух компонентов, можно подбирать определённые температурные характеристики. ПОС 60 имеет следующие химические соединения в своём составе:
- Олово. Доля составляет 59–60,5% от общей массы.
- Свинец. Процентное содержание колеблется от 39 и до 40,5% от массы ПОС.
- Примеси. Представлены различными элементами, такими как медь, железо, сурьма, никель, цинк и другие. Их массовая доля составляет не более 0,3% от общей массы сплава.
Химический состав припоя ПОС61
Добавление меди или германия значительно повышает смачиваемость, а также прочность паяного соединения, маркируется такой сплав ПОС-60М.
Другие металлы также оказывают своё влияние на технические свойства сплава для пайки.
Физические свойства
Большое количество олова, содержащееся в припое этой марки, напрямую влияют на его температурные характеристики и физические свойства. Так, ПОС 60 обладает ниже перечисленными свойствами:
- Температура плавления 183-190 градусов по Цельсию.
- Плотность 8,5 грамм на кубический сантиметр.
- Удельное сопротивление 0,137 Ом на метр, что составляет 9–15% от удельной электропроводности меди.
- Предел прочности соответствует пределу для мягких припоев и равен 50–70 МПа.
- Твёрдость по Бринеллю равна 14,9 ПВ.
- Теплопроводность равна 0,117 Вт/(м×к).Прочность на растяжение 4,3 кг/мм.
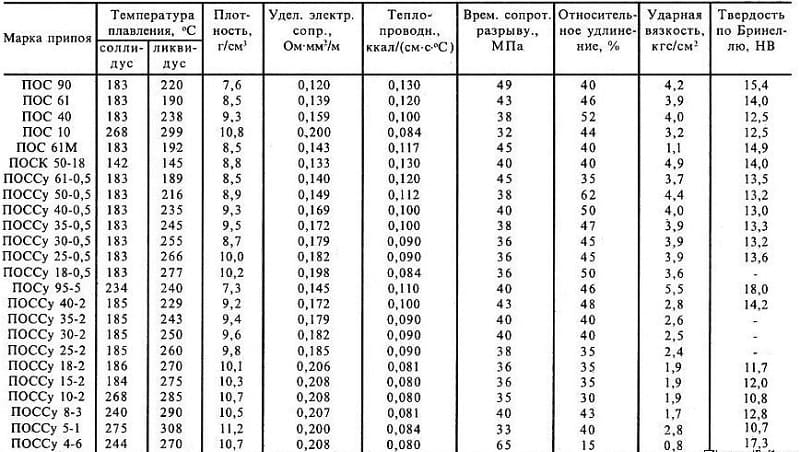
Физические свойства ПОС 60 и других припоев
Стоит заметить, что олово и свинец идентичны как по мягкости, так и по вязкости. Оба этих металла имеют характеристику 1,5 по шкале Мосса, поэтому их процентное соотношение не влияет на физические свойства припоя.
Преимущественные области применения мягких и полутвердых припоев:
О2
— лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса H, лужение ответственных неподвижных контактов, в том числе содержащих цинк;
ПОС90
— лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры;
ПОС61
— лужение и пайка электрои радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев;
ПОС40
— лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
ПОС10
— лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле;
ПОСК50-18
— пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем;
ПОС61М
— пайка пищевой посуды, медицинской аппаратуры, электрои радиоаппаратуры, печатных плат, деталей, чувствительных к перегреву;
ПОССу61-0,5
— лужение и пайка электроаппаратуры, пайка печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре;
ПОССу50-0,5
— лужение и пайка авиационных радиаторов;
ПОССу40-0,5
— лужение и пайка жести, обмоток электрических машин, для пайки монтажных элементов моточных и кабельных изделий;
ПОССу35-0,5
— лужение и пайка свинцовых кабельных оболочек;
ПОССу30-0,5
–лужение и пайка листового цинка, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, радиаторов, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С;
ПОССу25-0,5
— лужение и пайка радиаторов;
ПОССу18-0,5
— лужение и пайка трубок теплообменников, электроламп;
ПОССу95-5
;
ПСр3Кд
— горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения. Пайка трубопроводов и различных деталей электрооборудования.
ПОССу40-2
— припой широкого назначения;
ПОССу30-2
— лужение и пайка в холодильном аппаратостроении, электроламповом производстве;
ПОССу18-2, ПОССу15-2, ПОССу10-2
— пайка в автомобилестроении;
ПОССу8-3
— лужение и пайка в электроламповом производстве;
ПОССу5-1
— лужение и пайка деталей, работающих при повышенных температурах;
ПОССу4-6
— пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди;
ПОССу4
—
4
— лужение и пайка в автомобилестроении;
ПОСК2-18
— лужение и пайка металлизированных керамических деталей;
ПОСИ30
;
ПСр3И
— пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладает высокой жидкотекучестью и обеспечивает хорошее сцепление спаиваемых поверхностей.
Параметры мягких припоев с низкой температурой плавления приведены в табл. 3.3.
Таблица 3.3
Мягкие припои (сплавы) с низкой температурой плавления
| сплав | химический состав, % | температура плавления, °с | ||||||
| олово | свинец | кадмий | висмут | серебро | индий | солидус | ликвидус | |
| Вуда | 12–13 | 24,5–25,6 | 12–13 | 49–51 | – | – | 66 | 70 |
| Розе | 24,5–25,5 | 24,5–25,6 | – | 49–51 | – | – | 90 | 92 |
| Д’Арсе | 9,6 | 45,1 | – | 45,3 | – | – | – | 79 |
| Липовица с индием | 11,8 | 22,2 | 8,5 | 42 | – | 15,5 | – | 48 |
Примечание. Применяются в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя.
Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев приведены в табл. 3.4.
Таблица 3.4
Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев
| Марка припоя | химический состав, % | плотность, кг/м3 | температура кристаллизации,°с | предел прочности при растяжении, Мпа | ||||
| серебро | Медь | цинк | фосфор | начало | конец | |||
| ПСр72 | 72±0,5 | 28±0,5 | – | – | 9900 | 779 | 779 | – |
| ПСр50 | 50±0,5 | 50±0,5 | – | – | 9300 | 850 | 779 | – |
| ПСр45 | 45±0,5 | 30±0,5 | 25+1 –1,5 | – | 9100 | 725 | 660 | 300 |
| ПСр25 | 25±0,3 | 40±1 | 35±2,5 | – | 8700 | 775 | 745 | 280 |
| ПСр71 | 71±0,5 | 28±0,7 | – | 1 ±0,2 | 9800 | 795 | 750 | – |
| ПСр25ф | 25±0,5 | 70±1 | – | 5±0,5 | 8500 | 710 | 650 | – |
| ПСр15 | 15±0,5 | 80,2±1 | – | 4,8+0,2/–0,3 | 8300 | 810 | 635 | – |
| ПМФ7 (МФЗ) | – | Остальное | – | 7–8,5 | – | 860 | 710 | – |
Параметры медно-цинковых и медно-никелевых твердых припоев приведены в табл. 3.5.
Таблица 3.5
Медно-цинковые и медно-никелевые твердые припои
| Марка припоя | химический состав, % | физические свойства | |||||||||
| Медь | никель | железо | кремний | Бор | цинк | олово | температура кристаллизации, °с | плотность, кг/м3 | предел прочности при растяжении, Мпа | ||
| солидус | ликвидус | ||||||||||
| Л63 | 62–65 | – | – | – | – | Остальное | – | 900 | 905 | 8500 | 310 |
| ЛОК59-0,1-0,3 | 60,5– 63,5 | – | – | 0,2–0,4 | – | Остальное | 0,7–1,1 | 890 | 905 | 8200 | – |
| ПЖЛ500 | Остальное | 27–30 | 41,5 | 1,5–2 | 0,2 | – | – | 1080 | 1120 | 8630 | 600 |
Параметры серебряных припоев с пониженной температурой плавления приведены в табл. 3.6.
Таблица 3.6
Серебряные припои с пониженной температурой плавления
| Марка припоя | химический состав, % | плотность, кг/м3 | температура кристаллизации, °с | ||||||
| серебро | Медь | цинк | кадмий | олово | никель | начало | конец | ||
| ПСр50Кд | 50±0,5 | 16±1 | 16±2 | 18±1 | – | – | 9300 | 650 | 635 |
| ПСр40 | 40±1 | 16,7+0,7/–0,4 | 17+0,8/–0,4 | 26+0,5/ –1 | – | 0,3±0,2 | 8400 | 605 | 595 |
| ПСр62 | 62±0,5 | 28±1 | – | – | 10±1,5 | – | 9700 | 700 | 660 |
Преимущественные области применения твердых припоев приведены в табл. 3.7.
Таблица 3.7
Преимущественные области применения твердых припоев
| Марка припоя | область применения |
| ПСр72; ПСр50 | Пайка металлокерамических контактов и различных ответственных токоведущих соединений, подвергающихся изгибающим и ударным нагрузкам |
| ПСр45 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей. Пайка короткозамкнутых обмоток роторов и демпферных обмоток высоконагруженных электрических машин. Припой обеспечивает высокую плотность и прочность паяных швов |
| ПСр25 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей, заменяет припой ПСр45 при выполнении менее ответственных соединений |
| ПСр71 | Пайка деталей аналогично припою ПСр72, но где требуется большая жидкотекучесть |
| ПСр25ф; ПСр15; ПМФ7 | Пайка меди и ее сплавов, в том числе различных токоведущих частей машин и аппаратов, не испытывающих ударных и изгибающих нагрузок |
| Л63; ЛОК59-0,1-0,3 | Пайка меди и чугуна. Паяные соединения обладают высокой прочностью и хорошо работают в условиях ударных и изгибающих нагрузок |
| ПЖЛ500 | Пайка соединений, работающих при температурах до 600 °С |
Параметры медно-фосфорных припоев приведены в табл. 3.8.
Таблица 3.8
Медно-фосфорные припои
| Марка припоя | химический состав, % | температура плавления, °с | |
| Медь | фосфор | ||
| ПФМ-1 | 90,0–91,5 | 8,5–10 | 725–850 |
| ПФМ-2 | 92,5 | 7,5 | 710–715 |
| ПФМ-3 | 91,5–93,0 | 7,0–8,5 | 725–860 |
| ПМФ7 (МФ3) | Остальное | 7,0–8,5 | 710–860 |
Примечание. Для медно-фосфорных и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью.
Параметры припоев для пайки алюминия приведены в табл. 3.9, 3.10.
Таблица 3.9
Химический состав и физические свойства припоев для пайки алюминия
| Марка припоя | химический состав, % | температура плавления, °с | предел механической прочности при растяжении, Мпа | |||||
| алюминий | Медь | олово | цинк | кадмий | кремний | |||
| Кадмиевый | – | – | 36 | 40 | 24 | – | – | 85 |
| АВИА-1 | – | – | 55 | 25 | 20 | – | 20 | – |
| АВИА-2 | 15 | – | 40 | 25 | 20 | – | 250 | – |
| ВПТ-4 | 55 | – | – | 40 | – | 5 | 410 | – |
| 34-А | 66 | 28 | – | – | – | 6 | 545 | 180 |
| 35-А | 72 | 2,1 | – | – | – | 7 | 540 | 140 |
| А | – | 2,0–1,5 | 40 | 58,5 | – | – | 425 | 80 |
| В | 12 | 8 | 80 | – | – | 410 | 185 | |
| ЦО-12 | – | – | 12 | 88 | – | – | 500–550 | – |
| ЦА-15 | 15 | – | – | 85 | – | – | 550–600 | – |
Таблица 3.10
Другие припои для пайки алюминия
| Марка припоя | химический состав, % | температура полного расплавления, °с | температура пайки, °с | плотность, кг/м3 | ||||
| олово о1 | цинк | кадмий | алюминий а7 | Медь М0 | ||||
| П250А | 79–81 | 19–21 | – | – | 0,15 | 250 | 300 | 7300 |
| П300А | – | 50–61 | 39–41 | – | 0,045 | 310 | 360 | 7730 |
| П300Б | – | 80 | – | 8 | 0,5 | 410 | 700–750 | – |
Преимущественные области применения припоев для пайки алюминия П250А, П300А и П300Б приведены в табл. 3.11.
Таблица 3.11
Преимущественные области применения припоев для пайки алюминия
| Марка припоя | область применения |
| П250А | Лужение концов алюминиевых проводов, а также пайка погружением алюминиевых проводов с алюминиевыми и медными наконечниками |
| П300А | То же, пайка соединений с повышенной коррозионной стойкостью |
| П300Б | Пайка заливкой алюминиевых проводов с алюминиевыми и медными деталями |
Расшифровка маркировки
Маркировка припоев по ГОСТ состоит из двух элементов. Первый элемент из трёх букв означающих химический состав сплава, например «ПОС». Первая буква означает «Припой». Далее, аббревиатура говорит о сплаве. Раскрыть её, в случае с «ПОС» можно так: «Оловянно-Свинцовый». Остальные припои имеют такую же маркировку, например «ПМЦ» это «Медно-Цинковый», «ПСр» это «Серебряный» и так далее. Второй элемент в обозначении является процентным содержанием первого составляющего из названия. В случае ПОС, им является олово, в случае ПМЦ – медь. Таким образом, ПОС-60 это припой, состоящий на 60 процентов из олова, а остальную массу занимает свинец и другие примеси.
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:
- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;

Рис. 1. Самофлюсующиеся и с подачей флюса
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;

Форма выпуска припоя
- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм2. Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.
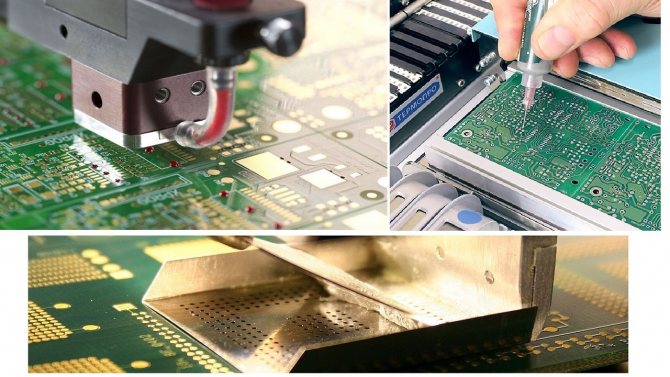
Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретом
Однако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;

Рис. 4. Размешивается до однородной смеси
- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.