Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы. Первые методы промышленного производства таких металлических изделий возникли в начале 19 века. В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб. Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Разновидности стандартов и приспособлений
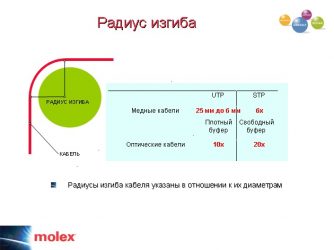
Радиус гиба трубы
- ручные;
- гидравлические;
- электромеханические;
- плоскопараллельные пластины;
- стальная пружина.
Очень часто бывают случаи, когда трубу нужно согнуть именно сейчас и не позже. К сожалению, не в каждом доме найдется трубогиб, и приходится самостоятельно что-то выдумывать.
Как известно, каждая труба имеет свои стандарты при изгибании. Радиус гиба труб находится в прямой зависимости от того, из чего изготовлена труба, и какой она имеет диаметр. В основном в строительной сфере используются изделия с поворотами и гибкой.
Делается это при помощи специальных приспособлений – трубогибов: они бывают ручными, гидравлическими, электромеханическими, с плоскопараллельными пластинами и стальными пружинами.
Рынок сбыта гнутых труб
Гнутые трубы также используются для создания металлоконструкций, каркасов, рам и других элементов, необходимых для строительства. Гибка труб по радиусу востребована и в такой отрасли, как машиностроение, где деформированная труба становится элементом различных технических узлов и систем.
| Диаметр труб, мм | Стоимость за 1 гиб, руб. | ||
| Углеродистая сталь | Нержавеющая сталь | Алюминий | |
| 6-50 | 300,0 | 420,0 | 360,0 |
| 50 | 360,0 | 480,0 | 420,0 |
| 70 | 420,0 | 600,0 | 540,0 |
| 100 | 480,0 | 1080,0 | 780,0 |
| 120 | 600,0 | 1440,0 | 1020,0 |
| 150 | 840,0 | 1800,0 | 1200,0 |
| 200 | 1200,0 | 2400,0 | 1800,0 |
Для обеспечения своих производственных участков соединительными гнутыми деталями воспользуйтесь . Благодаря оснащению высокопроизводительными станками, мы изготовим плавноизогнутые и крутоизогнутые отводы и другие элементы трубопроводов. Каждое наше изделие из любых сортов стали отвечает стандартным нормативам.
Кроме этого, мы располагаем техническими возможностями для сварки труб любого существующего диаметра и готовы сделать многоступенчатые гнутые отводы. Гарантируем полное соответствие качества сварки нормативам, применяемым при монтаже трубопроводных коммуникаций.
Что это такое?
Гибка труб (перейти к услуге) — один из способов металлообработки (перейти к услугам), который позволяет получить трубы любой формы без сварки (перейти к услуге) и крепёжного соединения. Это проще, помогает сохранить эстетичный внешний вид, быстрее, но главное: отсутствует излишняя хрупкость, которую получает металл при сварке, и присутствует герметичность — та характеристика, которая всегда «страдает» при классическом резьбовом соединении двух и более элементов.
У методики есть свои ограничения: не каждое изделие можно изогнуть.
Как определить минимальный радиус
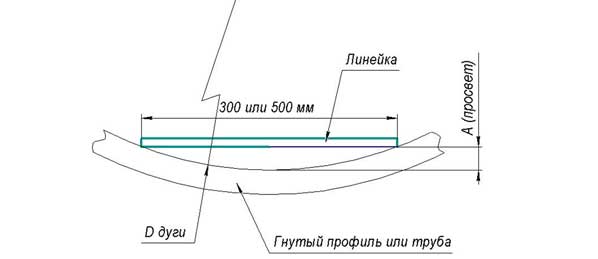
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис. 1).
Рис. 1 Измерение ширины в исходной трубе.
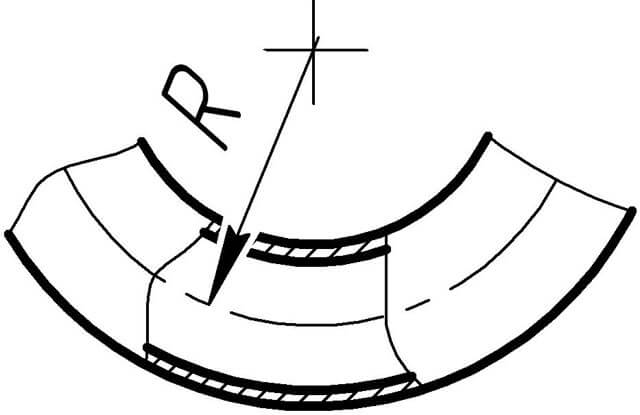
Рис. 2. Радиус гибки трубы.
Используя полученные данные замеров линеек, необходимо подобрать подходящие параметры радиуса и диаметра дуги из таблиц 1 и 2.
- А – интервал (ширина) трубы, мм
- D – диаметр дуги, мм
- R – радиус гибки, мм
λ= λ ∆λ
λ – угол изгиба
∆λ – значение угла пружинения
Ro (мм) – осевой радиус изгиба
П = 3,14
S – толщина стенки детали, мм
Rн – внешний радиус изгиба заготовки, мм
Rо – средний осевой радиус изгиба трубы, мм
Rв – внутренний радиус изгиба трубы, мм
π = 3,14
П – модуль упрочнения материала трубы, кг/мм²
Е – модуль упругости материала трубы, кг/мм²
σо – экстрополированный предел текучести материала трубы, кг/мм²
dн – значение внешнего сечения заготовки (мм)
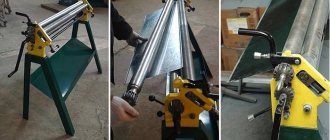
Ручной трубогиб применяется при гибке материалов небольшого диаметра. В данном устройстве можно легко согнуть трубы из цветных металлов и нержавейки. Принцип работы этого устройства заключается в том, что вставив один конец в специальный зажим, нужно начинать крутить ручку. Проводя эту процедуру, труба будет проходить между вальцами, и таким образом создается нужный поворот.
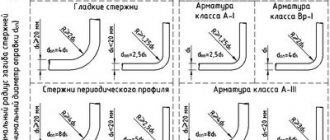
- если диаметр меньше 20мм – не менее 2,5D;
- если диаметр больше 20мм – 3,5D и больше.
D – это показатель наружного диаметра трубы.
Гиб трубы
Эти устройства также применяются для сгибания труб небольшого диаметра. Здесь приложение небольшой силы компенсируется за счет специального гидроцилиндра. Использование этого приспособления заключается в определении места сгиба и дальнейшем проведении этой процедуры, предварительно вставив один край в приспособление. Далее при помощи рычага просто нужно выполнять поступательные движения. Здесь также обязательно нужно учитывать минимальный радиус гиба трубы.
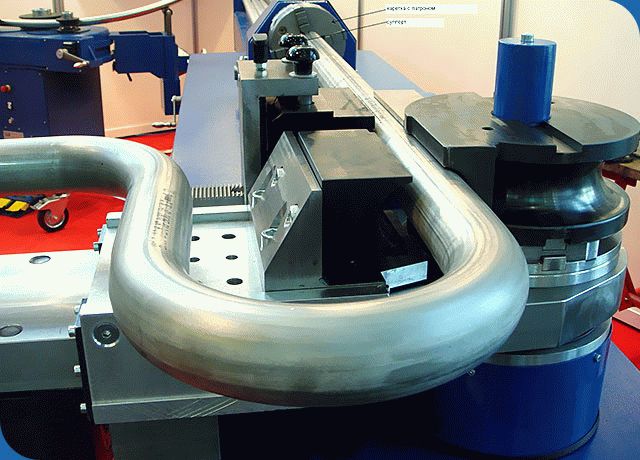
Эти приспособления используются в случае, когда трубы имеют разное поперечное сечение. Они отличаются от своих собратьев очень высокой точностью радиуса сгиба и ненадобностью применять физическую силу человека. Данные устройства также отличаются очень высокой стоимостью, что говорит об их профессиональном назначении.
Электромеханические трубогибы могут гнуть изделия больших диаметров, и этот показатель ограничивается лишь размерами самого приспособления, усилием, которое создается при гибке. Радиус гиба стальных труб должен полностью соответствовать стандартам. Соблюдать их можно при помощи специальных шаблонов, которые легко заменить в процессе гибки.
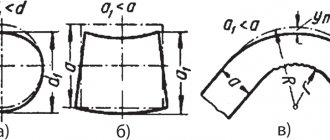
Процесс сгибания стальных труб по радиусу позволяет придавать им частичную или полную изогнуто-плавную конфигурацию, которая не зависит от формы сечения профиля. Так, при сгибании полого профиля на стальную заготовку, одновременно действует сила, сжимающая ее по внутренней стенке и усилие, растягивающее по внешнему радиусу. Специфика такого процесса состоит в том, что:
- профиль в момент придания ему формы загиба может получить искривление, при котором трубой будет утрачена соосность;
- при растяжении наружной стенки трубы на участке максимального радиуса может произойти разрыв стенки за счет воздействия радиальной силы;
- сдавливаемая внутренняя часть трубы при неравномерном сокращении будет сминаться складками в виде гофры от приложения тангенциальных сил.
Поэтому существуют два основных способа, при которых производиться гибка трубы по радиусу, а именно:
- непосредственно на холодной трубе,
- при разогреве места сгиба.
Холодный способ используют в основном для труб с малым диаметром, но в этом случае необходимо четко знать минимальный радиус гиба трубы по осевой линии.
При разогреве места сгибания создаются более благоприятные условия для процесса заданной деформации, так как металл приобретает достаточную пластичность, снижая вероятность образования различных дефектов. Горячие способы сгибания трубы по радиусу применяют в основном для заготовок большого диаметра, так как эта методика является более затратной и требует большего времени для осуществления единичного гиба.
При использовании обоих способов необходимо знать технологический процесс, который позволит обеспечить равномерное сечение металлической трубы на всем протяжении радиуса искривления и полное отсутствие на стенках трещин и складок.
Определить минимальный радиус изгиба металлической трубы можно согласно приведенного ниже расчета и на основании чертежа.
Rmin = 20*S,
где Rmin – минимально возможный радиус гиба металлической трубы, S – толщина стенки трубы в мм.
R = Rmin 0,5 * D,
где D – условный диаметр трубы.
Кт =S/D,
где Кт – критерий, учитывающий тонкостенность труб.
R= 20*Кt*D 0,5 *D,
При условии, если расчетный радиус R больше, чем (20*Кt*D 0,5 *D), то применяем способ холодной гибки, если же меньше, то необходимо дополнительно разогревать трубу перед сгибанием, в противном случае деформации стенок не избежать.
R ≥9.25*((0,2 — Кt )**0,5),
если же минимально допустимый условный радиус сгибания меньше полученной величины, то применение правки является обязательным условием.
Гибкие материалы: Гибкие полимерные теплоизолированные трубы. Гибкие теплоизолированные полимерные трубы «Касафлекс»
Rср =0,5 *Ку*Dm,
где Dm — диаметр гибочной оправки, Ку – справочное значение коэффициента упругой деформации для данного металла.
Так, для укрупненных расчетов, можно принять значение коэффициента упругой деформации равным 1,02 для труб диаметром до 40 мм, изготовленных из стали или меди, а для труб с условным диаметром более 40 мм это значение будет, соответственно, равно 1,014.
α = α *(1 1/m),
где α — угол поворота центральной оси, m – значение справочного коэффициента упругой деформации.
Радиусы изгиба толстостенных (толщина стенки более 2 мм) и тонкостенных (толщина стенки менее 2мм) труб различны, значения представлены в следующей таблице.
Для медных и латунных труб установлены следующие значения минимально допустимого радиуса изгиба.
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием.
Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра.
При помощи данных приспособлений осуществляется сгибание заготовок небольшого диаметра. В основном это касается нержавеющих труб и изделий из цветного металла. Функционируют ручные трубогибы так: заготовка вставляется одним концом внутрь специального зажима, после чего осуществляются обороты ручкой.
По ходу этой процедуры труба проходит между вальцами, где ей сообщается нужный угол.
Проведение работ данного типа важно четко согласовывать с рекомендациями ГОСТов, где указываются параметры минимального радиуса загиба труб из цветного металла и нержавейки:
- Для диаметров менее 20 мм – от 2,5D.
- Для диаметров более 20 мм – не менее 3,5D.
Буквой «D» обозначают внешний диаметр трубы.
С помощью этих станков обычно сгибают тонкие трубы. Специальный гидроцилиндр дает возможность значительно уменьшить прикладываемое физическое усилие.
После того, как место сгиба определено, один конец трубы нужно вставить в трубогиб. Имеющийся в конструкции механизма рычаг служит для выполнения поступательных движений. При этом обязательным условием является соблюдение минимального радиуса гибки трубы.
Чаще всего с их помощью сгибают трубы с разным поперечным сечением. Главное отличие электромеханического трубогиба от других станков данного типа – высокая точность радиуса сгибания и полное отсутствие нужды в человеческих усилиях.
Стоимость данных приспособлений довольно высокая, поэтому в основном они имеют профессиональное назначение. С помощью электромеханических трубогибов можно сгибать трубы значительных диаметров: ограничением в данном случае служат исключительно размеры самого станка. Сгибая стальные трубы таким образом, важно точно придерживаться соответствующих стандартов. Для этого существуют специальные сменные шаблоны в широком перечне размеров.
Профильный трубопрокат представлен изделиями, которые имеют поперечное сечение разнообразной формы. К ним относятся круглые, плоскоовальные, квадратные и овальные трубы. Такой ассортимент продукции предоставляет возможность создавать легкие арочные конструкции разнопланового назначения. Они используются как в бытовых сооружениях, так и в производстве.
К наиболее востребованным профилям относятся квадратные изделия. Гнутая профильная труба такого сечения позволяет легко закрепить на плоской стенке любое внешнее покрытие. Перед тем как в домашних условиях заняться гибкой профильных труб, следует ознакомиться с их техническими параметрами и методами работы.
Как измерить радиус гиба трубы?
- 1 Выполняем расчеты на прогиб трубы самостоятельно
- 2 Радиусы гиба, изгиба, загиба стальных, медных и латунных труб в зависимости от диаметра. Наименьший радиус, наименьшая необходимая длина свободного конца, длина изогнутого участка
- 3 Радиус гиба труб: размеры, материалы и особенности
- 4 Продукция — Техмашхолдинг — группа компаний, официальный сайт 4.1 К оглавлению
- 4.2 Гибы труб. Радиусы изгиба труб
В промышленном и частном строительстве распространены профильные трубы. Из них конструируют хозяйственные постройки, гаражи, теплицы, беседки. Конструкции бывают как классически прямоугольными, так и витиеватыми. Поэтому важно правильно сделать расчет трубы на изгиб.
Это позволит сохранить форму и обеспечить конструкции прочность, долговечность.
Свойства сгибаемого металла
Металл имеет свою точку сопротивления, как максимальную, так и минимальную.
Максимальная нагрузка на конструкцию приводит к деформациям, ненужным изгибам и даже изломам. При расчетах обращаем внимание на вид трубы, сечение, размеры, плотность, общие характеристики. Благодаря этим данным известно, как поведет себя материал под воздействием факторов окружающей среды.
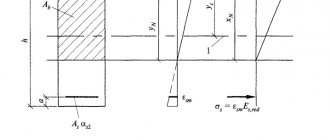
Учитываем, что при давлении на поперечную часть трубы напряжение возникает даже в точках, удаленных от нейтральной оси. Зоной наиболее касательного напряжения будет та, которая располагается вблизи нейтральной оси.
Во время сгибания внутренние слои в согнутых углах сжимаются, уменьшаются в размерах, а наружные слои растягиваются, удлиняются, но средние слои сохраняют и после окончания процесса первоначальные размеры.
Трубы с изгибом широко применяются в повседневной жизни
Как сделать правильные расчеты
Расчет профильной трубы на прогиб – это определение степени максимального напряжения на конкретную точку трубы.
У каждого материала существуют показатели нормального напряжения. Они не влияют на само изделие. Чтобы правильно сделать расчеты, следует применить специальную формулу. Нужно следить за тем, чтобы показатели не превышали максимально допустимые значения. По закону Гука возникающая сила упругости прямо пропорциональна деформации.
При расчете изгиба необходимо также применять и формулу напряжения, которая выглядит как М/W, где М – показатель изгиба по оси, на которую и приходится усилие, а вот W – это показатель сопротивления изгиба по этой же оси.
Изгиб трубы должен быть правильным и точным
Технологический процесс изгиба
Гнутье создает в стенках металла определенную степень напряжения. На наружном участке получается растягивающее напряжение, а на внутреннем – сжимающее. Благодаря этим воздействиям изменяется наклон оси.
В процессе изгиба на согнутом месте меняется форма поперечного сечения. В результате кольцевой профиль приобретает овальную форму. Более четкая форма овала просматривается на середине прогиба, а вот к концу и к началу деформация понижается.
Для труб с сечением до 20 мм овальность в деформированном месте не должна превышать 15 %. Для труб с сечением 20 и больше – 12,5%.
Обратить внимание следует на то, что на вогнутом месте у тонкостенной продукции могут возникнуть складки. Они, в свою очередь, негативно сказываются на функционировании системы (снижают проходимость рабочей среды, повышают уровень гидравлического сопротивления, степень засорения).
Расчет радиуса гибки трубы с помощью линейки
Гибка стальных труб производится ручным или механическим способом. Выбор зависит непосредственно от диаметра материала, из которого произведена вещь и от величины действующего угла.
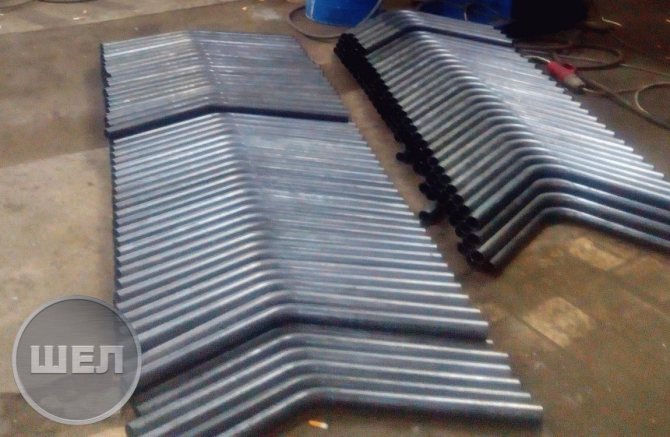
Гнутые изделия применяются в аппаратном строении, при производстве теплообменников, в машиностроении и химической отрасли. Их применение уменьшает количество сварочных и трубопроводных швов.
– отводы,- скобы,- гребенки,- отступы,- вставки.
Требования к этим изделиям определены в ГОСТе 24950-81 – стандарте, посвященном отводам, которые производятся по технологии поперечной холодной гибки труб.
Качественная гибка труб на заказ осуществляется на вальцовых трубогибных станках. Современная техника позволяет провести эту операцию с максимальной точностью, избегая складок, трещин, морщин и других возможных дефектов деформации металла.
Гибка профильной трубы на станке намного эффективнее, чем при использовании ручных трубогибов.
Однако форма сечения – квадрат или прямоугольник – ограничивает возможности обработки. Такая гибка труб, цена на которую в столице соответствует спросу, может обеспечить сгиб изделия только в двух плоскостях – горизонтальной или вертикальной.
Намного больший потенциал представляет гибка труб в Москве, которые имеют сечение в виде правильного круга.
Такая труба может деформироваться в любой плоскости, если через эту плоскость проходит ее ось. Поэтому из нее можно получить сложнейшие по форме детали.
Если для такой услуги, как гибка профильной трубы, цена остается достаточно демократичной, более сложная работа, особенно с дорогостоящим материалом – к примеру, гибка медных труб, – оценивается выше: исходя из сложности заказа и трудозатрат.
Наше производство обладает всеми возможностями для качественного выполнения вашего заказа. Высокотехнологичное оборудование и штат профессионалов обеспечат вас любыми разновидностями гнутых труб.
Холодная гибка профильных труб у нас выполняется вальцовыми станками. При таком методе сгиба на деталях не образуются складок на поверхности, но выполнить его можно лишь в направлении двух плоскостей.
Круглые трубы мы можем выгнуть в разных плоскостях. Это позволяет изготовить из них изделия сложной конфигурации с изгибами. Такая услуга по силам немногим металлообрабатывающим предприятиям.
Наша компания предлагает услуги по гибке металлических труб любой сложности. Помимо этого наша организация располагает производственными мощностями по производству металлических изделий. Спектр оказываемых услуг осуществляется по Москве и Московской области.
Стоимость наших работ по производству металлических конструкций исчисляется на метр, тонну. Расценки на наши услуги по оптовой стоимости заметно ниже, в отличие от покупки в розницу. Приглашаем частные лица, различные организации к продолжительному сотрудничеству с нашей компанией.
Собственные производственные и складские площади позволяют нам быстро и качественно обслуживать своих заказчиков. Современная техническая база оборудования, оснащения создаёт большую клиентскую платформу в нашей компании.
Изготовление различных металлических деталей, конструкций на заказ осуществляется нашими специалистами в разумные, короткие сроки. Наши изделия широко применяются в строительстве различных объектов (жилые, служебные здания). Вся производимая нами продукция имеет высокий уровень качества. Для сотрудничества рекомендуем всем клиентам обращаться в ЗАО «ВИЕР Групп».
Гибкие материалы: Станок для гибки арматуры: ручное гибочное приспособление для арматурного стержня, гидравлический арматурогиб для резки и сгибания труб
Гнутые трубы нашли широкое применение в таких отраслях индустрии, как машиностроение, строительство, химическая и нефтехимическая промышленность, энергетика. Их использование дает возможность существенно снизить количество сварных швов и повысить герметичность трубопроводов.
Как правило, для гибки труб небольшого диаметра применяется технология «холодного сгиба», при которой получаемый диаметр трубы равен минимальной величине радиуса сгиба, измеряемого по осевой линии трубы. Более эффективным методом гибки труб, является «горячая» технология гибки. При ее использовании материал, из которого изготовлена труба, приобретает большую пластичность, а, следовательно, риски образования гофры, трещин и иных деформаций, уменьшаются.
При использовании обеих технологий гибки труб, важнейшей задачей является обеспечение отсутствия гофр и равнозначности сечений труб. Кроме того, необходимо учитывать и такой параметр, как амортизация трубы, которая определяется видом материала, из которого она изготовлена.
Гибке могут подвергаться сварные и цельнотянутые стальные трубы, а также аналогичная продукция из цветных металлов и сплавов. Обеспечить высокое качество работ позволяет верно выбранный радиус изгиба. Выбор этой величины зависит от материала, диаметра и толщины стенки заготовки.
Исключить образование складок и гофров в местах изгиба труб помогает использование наполнителя. В этом качестве выступает сухой мелкий речной песок или расплавленная канифоль. При выполнении холодной гибки заготовка плотно заполняется песком и забивается деревянными пробками с двух сторон. Место изгиба намечается мелом.

В зависимости от сферы применения, материала и объема партии гибка труб может производиться на ручных, гидравлических и электроприводных трубогибах, а также на трубогибочном оборудовании с ЧПУ.
| Характеристики оснастки | ||
| Наружный диаметр заготовки | Радиус сгиба по оси трубы | Минимальный прямой участок |
| 42.4 мм | 95 мм | 85 мм |
| 50.8 мм | 115 мм | 105 мм |
| 60.3 мм | 135 мм | 120 мм |
Радиус гиба трубы
Современные технологии гибки и измерения труб
Интерес крупных промышленных предприятий к технологиям гибки труб неизменно растет. Специалисты, занимающиеся развитием производства в судостроении, энергетическом машиностроении, автомобилестроении, авиастроении, изучают виды гибки и принципы работы оборудования, проводят анализ технико-коммерческих предложений различных фирм. И тем не менее, у большинства из них остается масса вопросов, ответы на которые постарается дать эта статья.
Требования к изогнутым трубопроводам
Наиболее высокие требования к изогнутому трубопроводу предъявляют автомобильная и аэрокосмическая промышленности. Например, в 2010 году ОАО «Воткинский завод» на аукционе на поставку оборудования указал следующие требования: минимальный осевой радиус гиба (CLR) = 0,7 наружного диаметра трубы (D), овальность сечения (отклонение от округлости) – не более 2,5..3% D, отклонение геометрии трубы теоретического профиля не более 1 мм.
Рис. 1 Старый трубогибочный станок
Помимо этого, трубопроводы, изгибаемые в автомобильной (например, трубопроводы системы выпуска отработанных газов СВОГ), и в авиационной промышленности, обладают крайне сложной геометрией, в которой используется множество радиусов гиба, зачастую отсутствуют прямолинейные участки между сгибами, и используют сложные для деформации материалы, такие как коррозионностойкую сталь, сплавы титана или жаропрочные стали. При этом не допускаются дефекты гибки: гофрообразование, следы на поверхности трубы, остающиеся от прижимов, утонения стенки. Для решения этих задач требуются очень современное и технологичное оборудование.
Принципы работы трубогибочного станка
Под трубогибочным станком, как правило, понимается универсальный станок для дорновой холодной гибки труб, использующий метод намотки трубы вокруг гибочного ролика.
Этот метод был изобретен более чем полвека назад и использовался тогда в довольно примитивный трубогиб ручной (рис. 1).
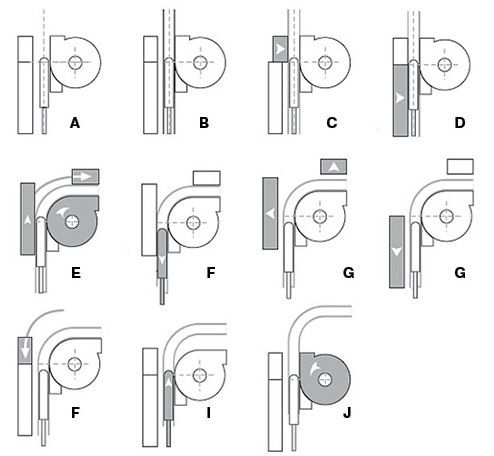
Рис. 2 Схема гибки
Независимо от сложности станка гибка осуществляется по следующей схеме (рис. 2, 3) с участием нескольких движущихся частей станка:
Гибочный ролик (1), передний прижим (2), задний прижим (3), дорн (4), складковыглаживатель (5), дорновая штанга.
A: показано положение для загрузки трубы в станок: прижимы 2 и 3 отведены назад и не препятствуют загрузке трубы.
B: оператор (или автоматический загрузчик) загружает трубу в станок, надевая ее на дорн и зажимая в цанге.
C: показывает движение переднего прижима: теперь труба надежно зажата между прямолинейной частью гибочного ролика (1) и передним прижимом (2).
D: задний прижим подается до касания с поверхностью трубы.
Е: Происходит одновременное вращение гибочного ролика (1) и переднего прижима (2), которое наматывает трубу на круглую часть гибочного ролика, в то время как задний прижим (3) движется вперед со скоростью осевого движения трубы, чтобы компенсировать возникшие радиальные усилия, а также не допустить повреждения поверхности трубы.
F: при достижении определенного угла гиба дорн (4) отводится назад, чтобы исключить его залом в трубе.
G: передний и задний прижимы отводятся от трубы.
HJ: все элементы приводятся в исходное положение.
Это принцип работы наиболее простого полуавтоматического станка. Полуавтоматическим он называется потому, что последовательность движений от A до J станок выполняет автоматически по одному нажатию педали или кнопки. Оператор лишь задает необходимый угол гиба и загружает трубу. Однако такой станок позволяет гнуть трубу только по одному радиусу и только в одной плоскости гиба, кроме того, оператор должен вручную передвигать трубу для того, чтобы сделать следующий гиб. Несмотря на то, что одноосевые станки до сих пор востребованы, в ответственных производствах требуются более сложное оборудование.
Классификация трубогибочных станков
Трубогибочные станки можно классифицировать по различным признакам, но в мировой практике сложилась довольно устойчивая и универсальная классификация по количеству осей ЧПУ. Осью производители трубогибочных станков называют всякое независимо программируемое и управляемое ЧПУ движение станка. В Таблице 1 перечислим базовые 3 оси, обязательно присутствующие у любого трубогибочного станка с ЧПУ:
Таблица 1. Схема первых трех осей
Подобный 3х осевой станок позволяет осуществлять в полностью автоматическом режиме гибку трёхмерных трубопроводов по одному радиусу гиба и с прямолинейными участками между гибами длиной 2..3 D.
Однако если на трубопроводе встречается больше, чем один радиус сгиба, используются дополнительные оси движения станка (горизонтальное движение гибочной консоли – Х, вертикальное движение гибочной консоли Z).
Эти два движения дают возможность установить на станок оснастку, состоящую из нескольких роликов разного диаметра и соответствующих им прижимов, и позиционировать для каждого сгиба перед трубой ролик нужного диаметра при помощи вертикального движения гибочной головки (оси Z). Горизонтальное движение гибочной консоли (ось X) нужно для того, чтобы при неизменной оси трубы установить нужный ролик и прижим в правильном положении.
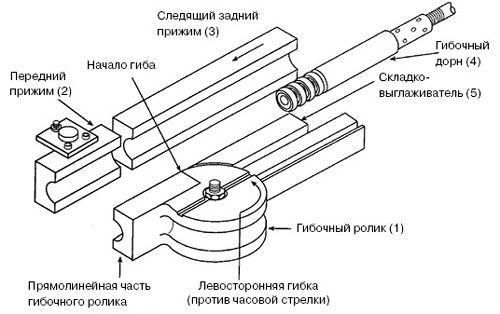
Рис. 3 Схема позиционирования оснастки
Зачем же нужны остальные оси? Ведь сейчас можно встретить не только 5ти осевые станки, но и трубогибы с 9ю, 11ю, и даже 21ой осью (рис. 4, 5). Дело в том, что многие производители для автомобильной и авиационной промышленности предлагают полностью электрические трубогибочные станки без использования гидравлических приводов. В этих станках все движения осуществляются при помощи электросервоприводов, контролируемых ЧПУ. Поэтому для движения каждого из прижимов, движения дорна и иногда даже для закрытия цанги используется отдельная ось.
Кроме этого, количество насчитываемых в станке осей еще больше возрастает, если конфигурация трубопровода требует гибки в двух направлениях. Лишь несколько фирм в мире делают подобные станки, и их продукция востребована только в особых случаях (рис. 6). Существует несколько компоновок станков, но, как правило, для второго направления гиба предусматривается вторая гибочная консоль с инструментальной оснасткой, зеркально повторяющей оснастку первой. Эту консоль разные производители располагают по разному: некоторые снизу от основной (в этом случае ширина станка не меняется, а также часть приводов используется совместно верхней и нижней половиной консоли), а некоторые параллельно ей, увеличивая при этом ширину станка и полностью дублируя все приводы, кроме осей Y (подача трубы) и B (поворот трубы в пространстве). Весьма условно можно сказать, что первый вид компоновки гибочных консолей характерен для гибки труб относительно небольшого диаметра (до 3040 мм), в то время как второй чаще встречается для гибки труб больших диаметров (от 50 до 100 мм).

Рис. 4 9-ти осевой станок SILFAX

Рис. 5 13-ти осевой станок CRIPPA с установленной снизу дополнительной гибочной консолью для левосторонней гибки

Рис. 6 Трубогибочный станок ShwarzeRobitec, гибочные консоли для правосторонней и левосторонней гибки независимы друг от друга
Методы контроля
После операции гибки следует контроль геометрии изогнутой трубы. При этом в серийном и массовом производстве операция контроля должна осуществляться максимально быстро и точно. Более того, изза упругих свойств материала труб, даже самый совершенный и точный трубогибочный станок не в состоянии изогнуть трубу без отклонений с первого раза, если свойства материала до этого не были известны. Пружинный возврат на доли градуса в каждом гибе в конечном счете приводит к значительным отклонениям от теоретической модели. Для вычисления необходимой корректировки программы для последующих изделий требуется контрольноизмерительная машина (КИМ).
В промышленном использовании находятся следующие виды измерительных машин:
Мобильные или стационарные системы (рис. 7) в форме ручного измерительного комплекса, предназначенные для обмера участков трубы оператором с помощью контактного датчика или бесконтактного измерительного устройства (лазерное измерение).

Рис. 7 Манипулятор с бесконтактными лазерными датчиками
Стационарные трехкоординатные измерительные машины с перемещением рабочего приспособления по верхней траверсе (портального типа) или с горизонтальной пинолью с применением контактных датчиков, системы сканирования цифрового и аналогового датчика и лазерного сканирования для объектов сложной формы (рис. 8).

Рис. 8 Координатно-измерительная машина
Видео/Фото оптическое пространственное измерение, основывающееся на съемке измеряемого изделия в специальной камере с помощью нескольких, расположенных в различном положении устройств съемки изображения. Измерение выполняется автоматически без дополнительного участия оператора (рис. 9).

Рис. 9 Оптический сканер для измерения труб
Трехкоординатные КИМ для измерения трубы применяются крайне редко. Наиболее широкое распространение получили манипуляторы с бесконтактными лазерными датчиками. Большинство производителей трубогибочных станков еще в конце 80х годов оборудовали свои станки программными модулями для автоматического получения таблиц корректировки по сети Ethernet, что позволило перейти к существенно более оперативному обнаружению трубопроводов с геометрией, выходящей за рамки допуска, мгновенному вводу корректировок в программу и, в конечном счете, повысить производительность и качество готовой продукции.
Проблемы при переходе российских авиационных предприятий к цифровому производству трубопроводов
Многие предприятия предпринимают шаги по построению цифрового производства трубопроводов. Действительно, в ХХI веке предприятие должно получить из конструкторского бюро цифровую 3D модель трубопровода, загрузить полученный файл в ЧПУ трубогибочного станка, за один день с помощью специального симулятора сгенерировать программу гибки и отладить ее на модели станка, инструмента и трубы в виртуальной реальности, без использования реального станка, оператора, материалов и после этого сразу перейти к производству нового трубопровода.
Казалось бы, еще в начале 90х гг. прошлого века в западных странах устоялся оптимальный технологический цикл, и отечественные предприятия могли бы просто купить такое же оборудование, программное обеспечение и воспроизвести его на своих мощностях.
Однако все оказалось не так просто. Дело в том, что западная технология «заточена» под трубопроводы, в конструкцию которых еще при проектировании были заложены принципы технологичности машинной гибки, а рабочую документацию на трубопроводы производство получает в цифровых моделях.
На российских же авиационных предприятиях ситуация принципиально иная. Существуют тысячи эталонов трубопроводов 7080х гг, конфигурация которых не подходит для того, чтобы освоить ее на трубогибочном станке.
Мало того, эталоны существуют «в железе», и для того, чтобы ввести в ЧПУ трубогибочного станка программу гибки, их надо какимто образом измерить и параметризовать.
Почему же конфигурация эталонов не очень подходит для машинной гибки?
Если вернуться к схеме гибки, видно, что в позиции С станку требуется прямолинейный участок, чтобы зажать трубу между передним прижимом и прямолинейной частью гибочного ролика. Может ли станок изогнуть трубу с гибами, между которыми нет прямолинейных участков? Современный станок, оборудованный осями Z и X, безусловно, сможет. Но тогда для каждого такого перехода из радиуса в радиус потребуется свой прижим и ролик с криволинейными ручьями, повторяющими контур уже изогнутого участка трубы, который требуется зажать. Количество таких ручьев ограничено ходом станка по оси Z, кроме этого, чем выше уровень оснастки, тем менее жестким становится система станокинструмент, тем большие отклонения геометрии в итоге мы получим. Поэтому производство оснастки более чем с 34 переходами из гиба в гиб без прямолинейных участков и дорого, и сложно, и нетехнологично.
В некоторых же эталонах встречается по 8…10, а иногда и еще больше таких переходов. Изготовить их на трубогибочном станке без оптимизации геометрии практически невозможно (рис. 10).
Рис. 10 Многоуровневая оснастка с профилированными ручьями для гибки трубопроводов без прямолинейных участков
Второй проблемой является программирование станка. При этом также требует решения вопрос: как для каждого эталона получить программу гибки? Ведь большинство эталонов крайне сложно измерить, даже если предприятие приобрело специальную КИМ. При измерении возникают трудности изза того, что эталоны не имеют четко выраженной структуры из прямолинейных участков и гибов, часто между гибами встречаются дополнительные подгибы (обусловленные ручным изготовлением эталона), ни один радиус четко не выражен и меняется от гиба к гибу.
Для КИМ первых двух типов (координатные машины и манипуляторы с бесконтактными датчиками) точный и массовый перевод эталонов в 3D модели практически неосуществим.
Большие возможности дают оптические измерительные системы. В 2008 году Национальным Институтом Авиационных Технологий была проведена работа по переводу ряда трубопроводов одного из истребителей МИГ в математические модели. Для этого специалисты НИАТ использовали измерительную головку АТОС2, снимавшую с измеряемого изделия облако точек, а затем вручную проводили аппроксимацию полученных данных в полигональную модель. Недостатком полученных моделей являлась невозможность параметризации трубопровода в LRA координатах (полярные координаты, фактически описывающие трубопровод в трех основных осях ЧПУ трубогибочного станка).
Следующий шаг в развитии данной технологии предпринимается в настоящий момент Воронежским самолетостроительным обществом в рамках проекта Министерства образования по разработке технологий высокотехнологичного современного производства. Предприятие закупило новейший оптический сканер Tubeinspect, предназначенный специально для измерения геометрии труб, который планирует адаптировать для массовой оцифровки эталонов самолета АН148 и автоматического получения уже параметризированных моделей трубопроводов.
После этого будет произведена большая работа по анализу геометрии каждого трубопровода и ее оптимизация для перевода на гибку на трубогибочных станках с ЧПУ. Эта оптимизация нужна в первую очередь для того, чтобы уменьшить номенклатуру необходимой для гибки оснастки и свести к минимуму необходимость использования очень дорогих и сложных в производстве роликов с профилированными ручьями гиба. ООО «Нью Лайн Инжиниринг» в качестве консультанта ВАСО по современным технологиям производства участвует в данном проекте как один из разработчиков концепции цифрового производства трубопроводов, а также как разработчик методологий, программного обеспечения и документации, необходимых для запуска проекта.
Использование роботов в гибке труб
В последнее десятилетие все чаще используются роботы в операциях по обработке труб, в первую очередь для автоматизации операций загрузки заготовки в оборудование и выгрузки готовых изделий (рис. 11). При этом робот может также и передавать заготовку на следующую операцию. Например, загрузив трубу в трубогибочный станок, после выполнения операций гибки, робот способен захватить изогнутый трубопровод и поместить его в оптическую измерительную камеру для контроля геометрии, после чего загрузить последовательно концы трубы в станок для формовки и сформировать необходимые завальцовки.
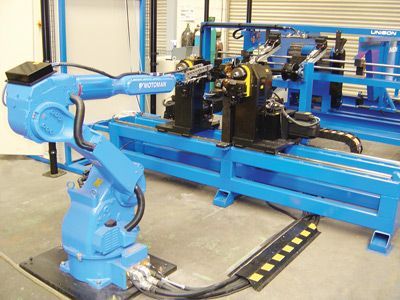
Рис.11 Роботизированная ячейка
Все чаще появляются примеры использования роботов непосредственно для гибки труб, когда все движения трубы осуществляются с помощью роботаманипулятора, который подает изделие в гибочную головку, заменяя ряд стандартных движений станка с ЧПУ (рис.12).
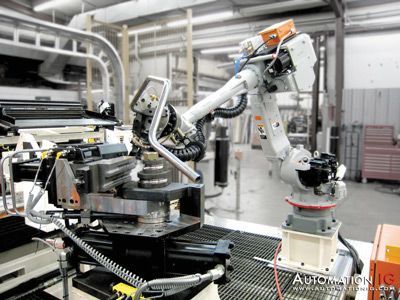
Рис. 12 Использование робота совместно с упрощенной гибочной головкой: робот заменяет сразу несколько осей трубогибочного станка.
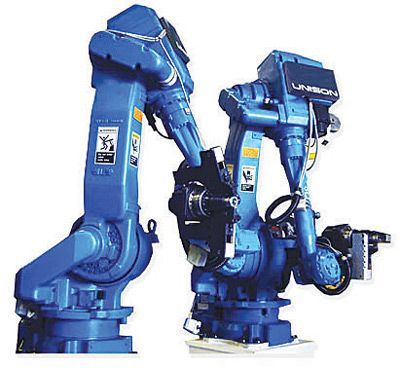
Рис. 13 Робот с гибочной головкой
Интегрированная роботизированная гибка соперничает с ЧПУ станком, позволяя 6ти осевому роботу осуществлять загрузку труб в гибочную головку, подачу (ось Y), поворот трубы (ось B) и выгрузку после гибки. Результатом становится гибкая система, не требующая никаких дополнительных устройств для работы.
Роботизированная гибка также имеет ряд преимуществ по функциональности, которые невозможно полностью обеспечить с помощью станка с ЧПУ. Это гибка составных труб с дополнительными прикрепленными элементами, гибка по часовой и против часовой стрелки одного и того же изделия, автоматическая загрузка и выгрузка как коротких, так и длинных труб на одной и той же гибочной ячейке. Недостатком такой системы является отсутствие дорна в трубе, и, как следствие, не очень высокое качество гиба.
Для труб небольшого диаметра (до 20 мм) существуют и специальные гибочные головки, которые могут быть установлены на робот. В этом случае робот перемещает гибочную головку, установленную на нем вдоль неподвижной зафиксированной трубы, самостоятельно позиционирует ее по все осям и крайне быстро осуществляет гибку (рис.13). Такие системы, безусловно, найдут свое применение в производстве труб кондиционирования, топливных и тормозных систем автомобиля, производстве компактных теплообменников.
Используемое оборудование
Гидравлический – листогибочный пресс с ЧПУ AMADA HFBO 170.3
Усилие: 170 t
Длина гиба: 3340 mm
Длина хода max.: 180 mm
Максим. потребляемая мощность станка: 13 kW/gt
Масса станка: 11 t
Габариты LxBxH: 3,75 x 2,20 x 2,65 mm
Револьверный вырубной пресс FINN-POWER C5
Универсальная система: ручная обработка с любой стороны, что подходит для широкого круга задач
Скорость вращения поворотного инструмента: 133 об./мин
Усилия пробивки 17, 20 или 23 т при макс. толщине листа 8 мм
Скорость пробивки до 700 ударов в минуту при шаге 1 мм
Механический штамповочный пресс
Преимуществом такого типа пресса является то, что он может быть универсальным и выполнять разные виды работ. Управление таким оборудованием осуществляет оператор, все работы выполняются без привлечения физического труда.
располагает современным оборудованием для гибки труб любого диаметра и толщины стенок. Мы выполняет гибку профильных и круглых труб из любого металла, в том числе из нержавеющей стали.
Почти все работы на заказ мы выполняем вальцевыми станками, более усложненную гибку стальных труб – на станках с программным управлением, которые в зависимости от марки стали автоматически подбирают оптимальный радиус гибки. При оперативном выполнении заказа применяем переносные гидравлические трубогибы.
Мы принимаем заказы непосредственно с сайта. Поможем подготовить чертежи изделия. Возможно совмещение гибки с последующей обработкой готового изделия.
Для сгибания стальных труб малого диаметра при монтаже коммунальных трубопроводов используют ручные приспособления и холодный способ деформации. Так, холодную трубу можно согнуть приспособлениями, использующими следующие методы:
- с помощью шаблонной обкатки для круглых труб диаметром до 76 мм. На станках, использующих обкатку, не получиться получить качественную округлость радиуса сечения в месте загиба;
- путем наматывания на неподвижный ползун, при продольном перемещении обкатывающего ролика ;
- основанный на передаче усилия пневмо- или гидроцилиндром месту сгиба с упором на два подвижных ролика;
- с протяжкой через подвижные направляющие ролики, что позволяет производить отводы с малым угол радиуса, используется на универсальных гибочных станках.
Гибка профильной трубы по радиусу квадратного или прямоугольного сечения осуществляется такими же способами, как и стальных труб круглого сечения. Главное отличие профильных трубогибных станков заключается в виде прокатных роликов, шаблонов и обкаток, которые имеют, соответственно, форму прямоугольного сечения.
Трубы больших диаметров гнут исключительно горячими способами на специальных станках, так используют метод:
- деформации заготовки на штампе, что позволяет изготавливать изделия с несколькими сгибами как в одной, так и нескольких плоскостях сразу;
- протяжки на специальном роге, дает возможность получать не только минимальные радиусы, но и заданную кривизну радиуса, при этом сохраняя равномерный диаметр сечения трубы за счет одновременной калибровки на внутреннем сердечнике.
Как производиться горячее сгибание заготовок труб на производстве можно посмотреть на данном видео.
Способы гибки труб большого диаметра
Сравнительно недавно появилось два способа сгибания труб большого диаметра. Первый – при помощи токов высокой и промышленной частоты. Второй – гибка с растяжением. При работе с токами заготовку диаметром 95–300 мм сперва нагревают в высокочастотной установке, затем трубе придается нужный изгиб, а после ее охлаждают.
Оборудование для первого способа состоит из двух частей: механической (трубогибочный станок) и электрической (высокочастотная установка и непосредственно электрическая часть).
Деформации подвергается только нагретый участок трубы, который находится в зоне индуктора. Придание заготовке нужной формы происходит за счет влияния отклоняющегося ролика. Благодаря этому методу можно достичь малого радиуса изгиба.
Второй способ гибки труб выполняют на гибочно-растяжных машинах, укомплектованных поворотным столом. Устройство с большой силой растягивает и изгибает материал – так получаются изделия с крутыми углами и равной толщиной стенок по всей площади.
Ярким преимуществом гибки с растяжением является то, что она позволяет изогнуть трубу со стенками толщиной 2–4 мм на 180°. Этот метод применяется для придания нужной формы заготовкам большого диаметра в авиационной промышленности, автомобилестроении, судостроении, при прокладывании трубопровода – словом, в тех областях, где качество труб имеет особенно большое значение.
Плоскопараллельные пластины
Очень часто трубы нужно выгнуть «прямо сейчас», а трубогиба под рукой, как назло, нет. В этом случае используются плоскопараллельные пластины. Они представляют собой обычные заготовки из металлических листов, которые вырезаны с таким радиусом, который нам нужен при гибке.
Техника экстремального гиба трубы
Принцип работы этого приспособления заключается в следующих этапах:
- зажимание края трубы в хомуте;
- изгибание до нужного показателя поворота;
- изъятие ее из приспособления.
Этот метод гибки довольно примитивный, но надежный. Единственным недостатком плоскопараллельных пластин является небольшая длина труб, которые будут гнуться.
Существуют ситуации, когда требуется оперативное сгибание трубы, а трубогиба под рукой не имеется. Одним из вариантов действий в такой ситуации является использование плоскопараллельных пластин, которые имеют вид обычных заготовок. Для их изготовления используются листы металла. При вырезании берутся показатели тех радиусов, которые необходимы при сгибании.
Работа плоскопараллельными пластинами происходит так:
- Края трубы нужно зажать в хомут.
- Согнуть зажатую заготовку до нужного радиуса.
- Вытащить готовое изделие из механизма.
Пружина из стали
При помощи стальной пружины сгибают заготовки труб из мягкого, пластичного металла. Работа с подобными изделиями чревата повреждением труб или уменьшением внутреннего диаметра.
Подобные дефекты заметно снижают пропускную способность труб. Сама процедура отличается значительной простотой, и заключается в погружении внутрь трубы пружины. Таким образом достигается получение максимального и минимального радиуса гиба труб из меди, латуни и металлопластика.
Сталь относится к очень прочным материалам, поэтому процесс ее гибки чреват повреждениями материала. Чтобы этого не происходило, лучше нагревать металл горелкой до тех пор, пока он не станет алым.
Гибкие материалы: Купить гибкий кирпич для фасада в Москве
В таком случае его сгибание происходит очень легко. Чтобы получить небольшой радиус изгиба стальной трубы, иногда достаточно сильного удара кувалдой по сгибаемому участку. Прочность материала позволяет ему безболезненно выдерживать подобные воздействия.

Стальную пружину используют при гибке трубопроводных элементов, которые изготовлены из мягких и очень податливых металлов. Они при сгибании могут лопнуть или создать переход внутреннего диаметра к меньшему значению, что значительно снижает пропускную способность.
Принцип работы очень прост: вовнутрь вводится пружина и она гнется. Этим способом достигается максимальный и минимальный радиус гиба металлопластиковых труб, медных и латунных изделий.
Сталь является довольно прочной, и в процессе гибки она может получить повреждения. Для избегания такого последствия нужно металл нагреть до алого цвета при помощи горелки. Далее просто производите ее сгибание до нужного поворота.
Если создать нужно очень маленький поворот, то можно просто ударить в месте сгиба кувалдой. За счет прочности материала труба не повредится, а вы получите нужный радиус изгиба.
Нюансы гибки труб из цветных металлов
Одно из отличительных свойств цветных металлов – большая пластичность. Однако для выполнения гибки ее может быть недостаточно. Прилагаемые усилия сжатий и растяжений часто бывают причиной смятий и даже разрывов заготовки. Чтобы этого избежать, важно четко следовать технологической инструкции.
- Гибка труб из меди и латуни.
При работе с заготовками из меди и латуни используют как холодный, так и горячий способы гибки труб. И в том, и в другом случае в полость объекта помещается наполнитель: для холодного метода – расплавленная канифоль, для горячего – песок. Технологически процесс ничем не отличается от работы со стальными трубами.
Прежде чем приступить к гибке медных или латунных заготовок, их нужно обжечь, а затем остудить. Термическое воздействие на оба материала одинаковое: +600…+700 °С. А вот способы их охлаждения разные: медь для этого окунают в воду, а латунь оставляют на воздухе.
Когда труба приобретает нужную форму, канифоль из нее выплавляют. Чтобы не нарушить целостность изделия, процесс извлечения начинают с краев. Трубогиб может быть как простым инструментом, так и сложным технологичным станком.
Устройства с ручным приводом работают за счет приложения немалой физической силы мастера, а гидравлические агрегаты требуют минимального ее количества. Станки того и другого типа имеют сменные насадки, позволяющие работать с заготовками разных диаметров.

Хотя трубы из меди и латуни гнуть легче, чем стальные, сложности процесса, связанные с законами физики, остаются те же – в точке сгиба наружная стенка заготовки растягивается и истончается.
В то же время, внутренняя стенка сжимается и становится толще. Такие деформации могут привести к изменению формы полости трубы с круглой на овальную, снизить ее проходимость. Поэтому прежде чем приступить к любому из способов гибки труб, важно принять меры по предотвращению негативных явлений.
- Гибка труб из алюминия.
Способы работы с алюминиевыми трубами такие же, как с медными или латунными:
- с использованием роликов;
- прокатка;
- откатывание;
- давление.
Прежде чем выбрать способ гибки труб из алюминия, важно ознакомиться с существующими вариантами. Первый подходит для работы с тонкими заготовками, диаметр сечения которых не превышает 10 см. С его помощью можно получить пологий изгиб без высокой градусной точности. Минимальный радиус сгибания установлен строго и составляет 5-6 диаметров трубы.
Степень изгиба зависит от положения отклоняющегося ролика. Этот метод, как правило, встречается при работе с декоративными элементами интерьера. При помощи второго способа выполняют манипуляции с трубами большого сечения. Для этого часто применяют 3-роликовое гибочное устройство. Заготовку располагают между приводными роликами. Радиус гибки настраивается путем изменения их положения.
В этом способе гибки труб получить точный угол еще сложнее, чем в первом. Зато заготовку можно пропускать через роликовую систему до тех пор, пока нужная конфигурация не будет достигнута.
При откатке в полость трубы не помещают наполнитель, поэтому такой метод применим лишь в случаях, когда нужен небольшой изгиб. Работая этим способом, не получится выполнить точные требования по степени овальности сечения на участке воздействия.
Медные трубы
Если в случае со сталью все просто, то медь имеет свойство быстро лопаться и портиться при гибке. Для того, чтобы избежать нежелательных последствий, можно применять обыкновенный песок.
До начала гибки засыпьте песок в полость. Обязательно нужно проследить, чтобы он был сухой. Далее прогрейте горелкой место гиба. Проверить достаточный нагрев поможет обычная бумага. Она должна загореться, если поднести ее к трубе. Далее постепенно, без резких движений, нужно выводить нужный радиус гиба труб. Главное – соблюдать аккуратность, так как можно легко получить разрыв материала.
Алюминиевые трубы
Трубы из алюминия сгибаются примерно так же, как и медные, ведь степень податливости этих металлов очень схожа. В целом, гибка алюминиевых труб не вызывает особых трудностей. Кроме песка, в случае с алюминием можно использовать замороженную внутри трубы воду. Естественно, такой метод можно реализовать только при наличии морозной погоды.
Для этого потребуется один конец трубы заглушить чопом, чтобы залить внутрь нее воду. После этого заполненное водой изделие выставляется на мороз, до полного замерзания жидкости. Дальнейшая процедура проводится точно также, как и в случае с песком.
Пример гиба трубы

Гибка алюминиевых труб примерно такая же, как и медных. Причиной тому является податливость этих двух металлов. Но в случае с алюминием можно также использовать лед. Для этого просто залейте воду в полость, предварительно поставив заглушку на один конец. Залив, нужно выставить ее на улицу (обязательным условием является морозная погода). После полного замерзания воды можно постепенно гнуть. Лед здесь точно так же работает, как и песок.
Металлопластиковые трубы
По мере распространения металлопластиковых труб многие начали применять их во всех возможных коммуникациях. Они надежны, практичны, недороги и удобны в монтаже. Но как гнуть металлопластиковые трубы? Для этого применяют или простой ручной труд (если металл в трубе мягкий), или метод гибки при помощи пружины (он рассматривался выше).
Данный вид изделий очень быстро получили значительное распространение в самых разных областях жизнедеятельности человека. Этому объясняется надежностью, практичностью, дешевизной и простотой установки металлопластиковых труб.
Сгибание изделий данного типа осуществляется простым ручным методом, или при помощи рассмотренного выше способа с металлической пружиной. Перед тем, как рассчитать радиус гиба трубы, важно взять во внимание то условие, что металлопластиковая труба не может изгибаться белее, чем на 15 градусов на 2 см (детальнее: “Виды трубогибов для металлопластиковой трубы, характеристики, преимущества использования”).
Если это правило нарушить, изделие попросту выйдет из строя по причине множественных повреждений.
Пластиковые трубы
Сгибание пластика является довольно сложной процедурой, так как постоянно присутствует угроза повреждения материала и снижения толщины стенок. Более оптимальным решением является приобретение специального поворотного переходника. Если по какой-то причине использовать угольник не получается, процедура сгибания пластиковой трубы проводится при помощи строительного фена.
Оптимальным температурным режимом в данном случае является 140 градусов. Прогревание сгибаемого участка должно осуществляться не спеша, чтобы не допустить перегревания. Дело в том, что при температуре 175 градусов пластик обычно начинает плавиться.

Трубопроводы делают жизнь людей намного комфортнее и эффективнее, при чем это касается как бытовой, так и промышленной сферы. Обустраивая различные коммуникации, почти невозможно избежать поворотов и изгибов, для организации которых применяются различные приспособления и методы. В процессе работы по сгибанию труб из различных материалов очень важно избегать спешки, четко соблюдая правила гибки труб.
Пластик очень сложно гнуть, чтобы не повредить материал и не снизить толщину стенок. Для этого значительно лучше приобрести специальные переходники. Но как правильно гнуть трубы из пластика, если нет возможности приобрести угол? Для этого нужно иметь у себя под рукой строительный фен.
Для работы с ним нужно выставить температуру 140 градусов, и не спеша прогревать всю поверхность трубы. Главным условием является не допустить перегрева, так как пластик при 175 градусов может уже стать полностью жидким. После достижения нужной пластичности материала изделие загибается. Чтобы избежать изменения толщины внешней стенки, на нее накладываются небольшие кусочки такого же материала и так же прогреваются феном. Это позволяет приварить их и избежать прорыва трубы именно в месте колена.
Виды гибки труб
Изгибать изделия можно разными способами. Наиболее распространены следующие:
- Холодная гибка, подходящая для пластичных цветных металлов, например, меди и алюминия. Дешевле горячего и технологичнее, позволяет за один раз произвести больше готового материала, но и подходит не всем разновидностям металлов. Поскольку цветмет достаточно пластичен, а трубы часто тонкостенные, для предотвращения дефектов используются дорны — элементы оснастки, размещаемые в полости трубы во время процедуры гибки. Дорн бывает жёстким и гибким, но в обоих случаях его задача — обеспечить неизменность формы прохода, чтобы из круглой она не стала овальной, на сгибе не появились гофровые складки, а толщина стенки не уменьшилась на внешней стороне.
- Горячая гибка труб намного более трудоёмкая, чем холодная, и используется только в тех ситуациях, когда нет возможности применить более простые методы. В полость труб засыпается наполнитель, в качестве которого обычно используется просеянный речной песок без органики и мелких фракций; он обеспечивает равномерные размеры полости. Разогрев может достигать 900ºС и больше, после сгибания наполнитель высыпается, а изделие промывается.
Трубы из меди
Если при сгибании стальных изделий проблем обычно не возникает, то медные трубы могут лопнуть или повредиться в процессе гибки (прочитайте: “Как гнуть медную трубку – проверенные и надёжные способы”). Один из самых простых способов обезопаситься от подобных явлений – использовать простой песок. Его засыпают перед началом процедуры внутрь трубы.
Песок обязательно должен быть сухим. Далее при помощи горелки осуществляется нагревание места изгиба. Чтобы проверить наличие оптимальной температуры нагревания достаточно поднести к трубе кусок бумаги: если она загорится, горелку можно выключать. Нужный радиус изгиба медной трубы выводится постепенно – резкие движения в данном случае будут лишними. Именно аккуратность позволит избежать нежелательных разрывов материала.