Одна из технологий соединения различных деталей — нанесение резьбы. Резьба — чередующиеся винтовые выступы и впадины, расположенные внутри и снаружи детали. Чтобы соединить два резьбовых объекта, один из них с помощью выступов вкручивается в другой по линии впадин. Различают несколько вариантов резьбовых соединений, а одной из самых популярных технологий является дюймовая резьба. Но как наносится дюймовая резьба ГОСТ на заготовку? Какими инженерными особенностями обладает эта технология нарезки? И как расшифровать маркировку на запчасти? В статье эти вопросы будут рассмотрены.

Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
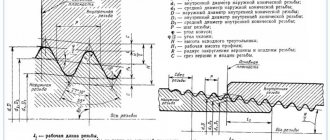
Базовые технические характеристики дюймовой резьбы:
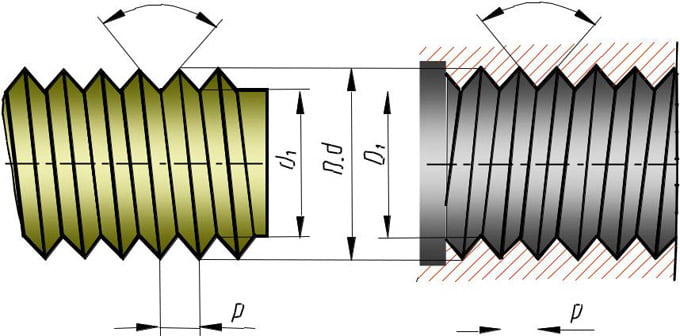
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
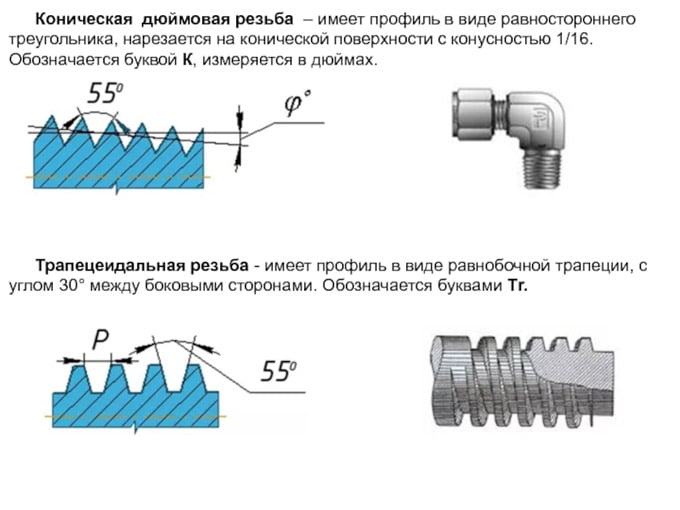
Трубная цилиндрическая, трубная коническая и коническая дюймовая
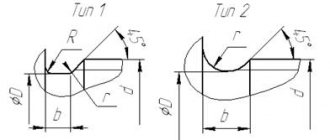
Трубная цилиндрическая (рис. 7), трубная коническая (рис.  и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
и коническая дюймовая (рис. 9) резьбы представляют собой мелкие треугольные дюймовые крепежно-уплотняющие резьбы. Они приме няются в основном для соединения труб и арматуры трубопроводов. Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений.
Рис. 7 – Трубная цилиндрическая
Рис. 8 – Трубная коническая Рис. 9 – Коническая дюймовая
Прямоугольная (и квадратная) резьба изготовляется на токарно-винторезных станках. Такой способ не позволяет получить высокую точность, и поэтому данная резьба применяется сравнительно редко и соответственно не стандартизована.
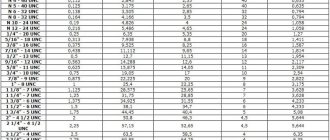
Размеры стандартной резьбы принимают по соответствующему ГОСТу в зависимости от наружного диаметра d резьбы.
Исследования прочности резьбы показывают, что осевая нагрузка распределяется между витками резьбы неравномерно, что объясняется не только невозможностью изготовления абсолютно точной резьбы, но и неблагоприятным сочетанием деформаций болта и ганки (болт растягивается, а гайка сжимается). Для упрощения расчетов резьбы на прочность условно принимают, что осевая нагрузка распределяется между витками резьбы равномерно. Расчет резьбы на прочность производят обычно как проверочный.
Читать также: Что можно сделать с аккумулятором 18650
Из рис. 1 видно, что если на сопрягаемые резьбой детали (болт и гайку и пр.) действует осевая сила F, то витки резьбы каждой детали работают на срез, смятие и изгиб.
Резьбу крепежной детали рассчитывают только на срез и смятие, так как расчет ее на изгиб по формулам сопротивления материалов весьма условен.
При одинаковых материалах сопрягаемых резьбовых деталей расчет резьбы на прочность производят по охватываемой детали по формулам: на срез

на смятие

где τc — расчетное напряжение на срез резьбы; σsm — расчетное напряжение на смятие между витками резьбы; n — число витков резьбы, воспринимающих нагрузку; k — коэффициент полноты резьбы (см. рис. 1), показывающий отношение высоты витка в опасном сечении к шагу резьбы; [τc] – допускаемое напряжение на срез резьбы; [σsm] – допускаемое напряжение на смятие резьбы.
Коэффициент полноты резьбы для метрической резьбы болтов, винтов и шпилек (см. рис. 1) k=0,75; гаек k=0,88; трапецеидальной резьбы k=0,65.
Если охватывающая резьбовая деталь изготовлена иэ менее прочного материала, чем материал охватываемой резьбой детали, то расчет резьбы на срез следует выполнять для каждой из этих деталей. Условие прочности охватывающей детали на срез

Так как прочность резьбы стандартных крепежных деталей гарантирована ГОСТом, то расчет резьбы этих деталей на прочность не производят.
Резьба используется для уплотнения, крепления деталей за счет повышения площади соприкосновения, а также для передачи движения. Крепления с метрической резьбой универсальны, просты в демонтаже и способны выдерживать большие напряжения. Метрическая резьба отличается треугольным равносторонним профилем, где углы при вершинах составляют 60º. Существуют и другие виды резьб, с неравноценными углами треугольника.

Различают метрическую резьбу по техническим параметрам: диаметрам и шагам, высоте, длине ввинчивания, количествам заходов. Точные данные позволяют обеспечить надежность крепления.
Чем отличается от метрической резьбы
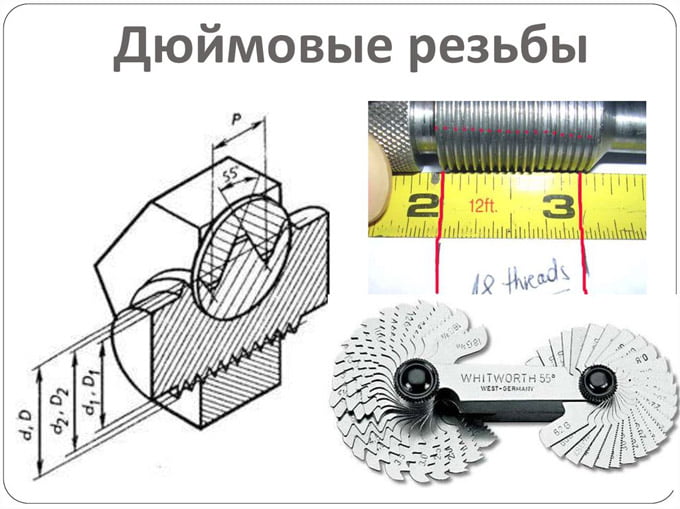
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями. Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).
- Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.
Стандартная резьба маркируется с помощью метрических единиц измерения (миллиметры, сантиметры, метры). На объекты с дюймовой резьбой могут наноситься измерения, выраженные в дюймах. Дюйм — это неметрическая единица измерения длины. Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие. Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.

Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
О надежности соединения, где колебания внутри него сведены к минимуму, говорит первый или точный класс допусков. Наиболее распространенный – второй (средний) класс. О большом отклонении свидетельствует третий (грубый) класс.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
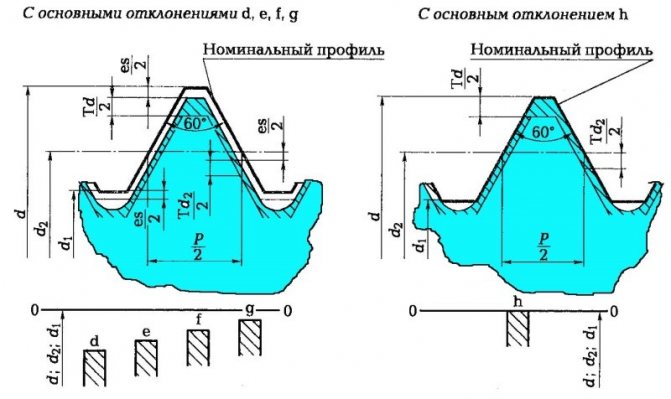
Поля допусков наружной резьбы
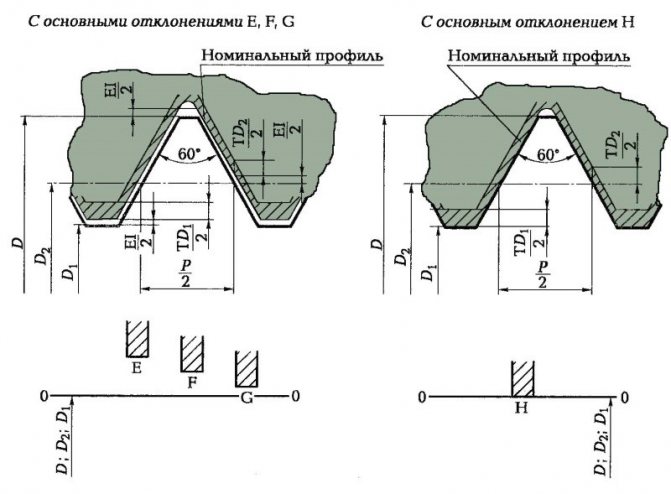
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя.
Как читать маркировку
По ГОСТ на все резьбовые детали должна быть нанесена специальная маркировка, которая отражает ее существенные технические особенности. Маркировка отражает диаметр детали, направление резьбы и другие параметры. Маркировка должна наноситься на саму деталь либо на упаковку с однотипными деталями. При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
Маркировка представляет собой буквенно-числовой код фиксированной структуры. Код выглядит так: T1 T2 X Y1 Y2 — Z.
Расшифровка кода
Расшифровывается код следующим образом:
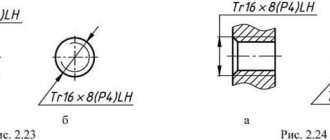
- T1 — параметр отражает категорию резьбовой запчасти. Параметр может принимать несколько значений — M (метрическая резьба), MK (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая) и некоторые другие.
- T2 — параметр обозначает внешний диаметр запчасти. Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах. Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра.
- X — символ-разделитель, который не несет дополнительной нагрузки. Согласно ГОСТ символ X должен быть нанесет на запчасть в обязательном порядке. Хотя некоторые производители игнорируют это правило, считают символ X избыточным, что является нарушением сертификационного законодательства (как российского, так и международного).
- Y1 — ширина резьбового шага. Де-факто этот параметр отражает ширину одного витка резьбового слоя. Параметр почти всегда указывается в миллиметрах (как на метрических, так и дюймовых деталях). В редких случаях параметр Y1 может указываться в дюймах (скажем, на старых запчастях), однако в таком случае число должно обязательно содержать вспомогательный символ в виде двух засечек » (он указывает на дюймы).
- Y2 — направление резьбового винта. Параметр может принимать только одно значение: если резьба является левой, то Y2 принимает значение LH. Если резьбовой винт имеет правое направление, то в таком случае символ Y2 остается пустым (то есть он пропускается и не указывается). На некоторых старых запчастях правый резьбовой винт иногда указывался в виде символа RH, однако сегодня такое обозначнение практически не используется.
- — — еще один символ-разделитель, который не имеет собственного смысла. Задача символа — отделение главной части кода от параметра Z. Так как употребление параметра Z является факультативным, то символ-разделитель может опускаться при отсутствии Z. Некоторые производители используют параметр Z, но опускают символ-разделитель — это является нарушением сертификационного законодательства.
- Z — параметр указывает на класс точности нанесенного резьбового винта. Параметр может принимать несколько множество значений — 4k, 6h, 6g, 6E, 8G, 8D и другие. Чем меньше цифра-индекс в начале кода, тем точнее качество резьбы. Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения. Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.
Примеры маркировки
Чтобы разобраться в маркировке, рассмотрим несколько примеров:
- Дана запчасть с маркировкой MK35 x 5 LH 8G. Расшифровка кода выглядит так. Код MK указывает на коническое резьбовое соединение, внешний диаметр которого составляет 35 миллиметров. Ширина резьбового шага составляет 5 миллиметров, а наличие кода LH указывает на левое направление винта. Категория точности составляет 8G; число 8 указывает на грубое винтовое соединение, а большая буква сигнализирует о том, что резьба является внутренней.
- У нас есть объект с маркировкой G 1» x 2 8g. Символ G в начале кода указывает на дюймовую резьбу, а внешний диаметр составляет 1 дюйм (25,4 миллиметров), что можно понять по символу в виде двух насечек. Число 2 после символа-разделителя X указывает, что ширина шага составляет 2 миллиметра. В коде пропущен символ Y2 — это значит, что резьба является правой (если бы она была левой, то были бы указаны буквы LH). Класс точности — 8g; тип соединения — внутреннее, грубое.
- Мы купили трубу с резьбовым соединением M40 x 4 LH 4g. Расшифруем код. M40 — метрическая резьба, диаметр которой составляет 40 миллиметров. Резьбовой шаг — 4 миллиметра; винтовое направление — левое (есть символ LH). Класс точности соединения — 4g; тип — внутреннее, точное.

Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.