Почему необходимо выполнять снятие фаски
Финишная обработка торцов деталей, края отверстий, внешней стороны втулок, болтов необходимо для решения задач определяемых в отдельных видах обработки индивидуально.
При изготовлении изделий из металла:
- устраняются с помощью фаски сбеги недорезы;
- уменьшение времени на монтаж конструкции;
- увеличение надёжности элементов крепления (объясняется необходимость снятия фаски болтового соединения);
- снижает травмоопасность при проведении сборочных работ;
- повышается скорость и точность сборки отдельных элементов конструкции узлов и механизмов.
Перед проведением сварочных работ:
- получения надёжного сварного соединения (происходит лучший прогрев швов и прилегания припоя);
- соблюдение правил техники безопасности и снижение травматизма;
- снижается время на проведение сварочной операции.

Снятие фаски в мебельном производстве позволяет:
- устранить последствия распила элементов мебельных изделий при проведении деревообработки;
- придать необходимый эстетический внешний вид каждому элементу мебели (изделию из дерева);
- подготовить поверхность и края детали для декоративной обработки;
- создать отверстия для потайного крепления отдельных мебельных элементов с последующим применением декоративных заглушек и вставок.
Для выбора необходимых параметров разработана специальная таблица, которая позволяет производить необходимую обработку.
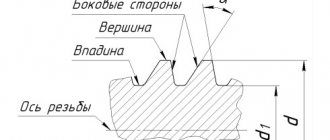
ТЕХНОЛОГИЧЕСКИЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
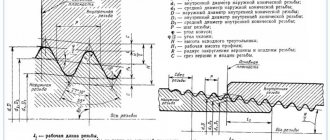
К технологическим элементам резьбы относятся сбеги, недорезы, проточки и фаски. Форму и размеры этих элементов в зависимости от профиля резьбы устанавливают соответствующие ГОСТы.
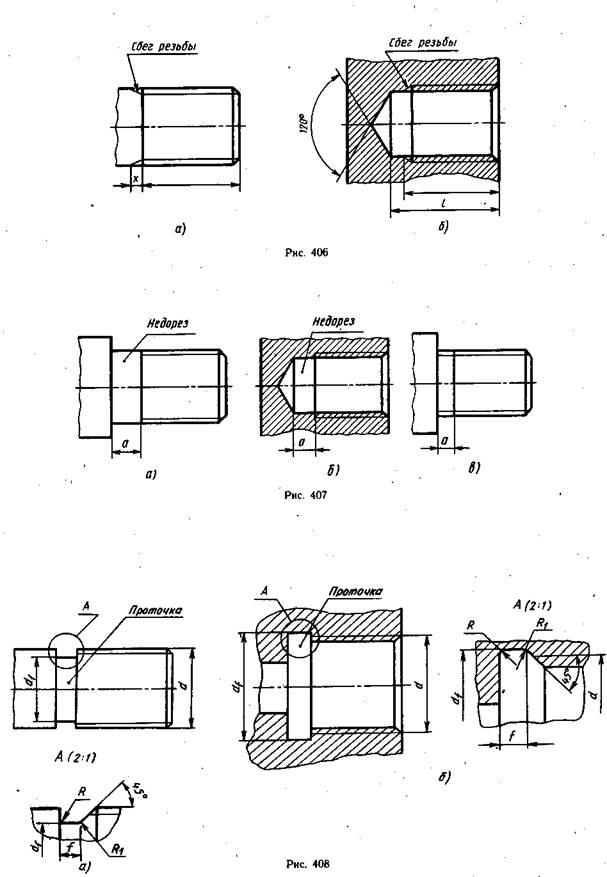
Сбегом резьбы называют участок резьбы, на котором режущий инструмент, выходя из металла (или другого материала) на поверхность, нарезает резьбу с постепенным уменьшением высоты профиля. Резьбу на чертеже, как правило, изображают без сбега, но если его необходимо показать, то показывают сбег тонкими сплошными прямыми линиями, как изображено на рис. 406. Размер длины резьбы на чертеже указывают до сбега, но при необходимости указывают длину резьбы со сбегом (рис. 406, б)
или указывают длину резьбы до сбега и величину сбега (
x
) (рис. 406,
а).
В просверленном глухом отверстии от сверла образуется коническое углубление, которое на чертеже всегда вычерчивают с углом при вершине конуса, равным 120° (рис. 406, б).
Размеры этого углубления на чертеже не проставляют. Глубину сверления отверстия (
l
) проставляют без учета конуса. Определяющим размером для сбегов служит шаг резьбы
Р.
Недорезом резьбы называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия (рис. 407). Недорез получается при нарезании резьбы в упор, когда на стержне выступающая поверхность, а в отверстии дно препятствуют дальнейшему проходу режущего инструмента (рис. 407, а и б).
Размеры недорезов устанавливает ГОСТ 10549—80. Определяющим размером служит шаг резьбы
Р.
Допускается изображать недорез тонкими сплошными линиями, как показано на рис. 407,
в.
|
|
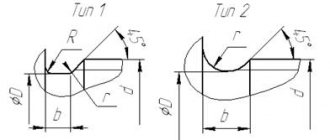
Проточки выполняют при нарезании резьбы на станках с помощью резца, чтобы избежать сбега резьбы и получить полный ее профиль, а также для обеспечения свободного выхода режущего инструмента. Для этого диаметр наружной проточки делают меньше внутреннего диаметра резьбы, а диаметр внутренней проточки — больше наружного диаметра резьбы (рис. 408).
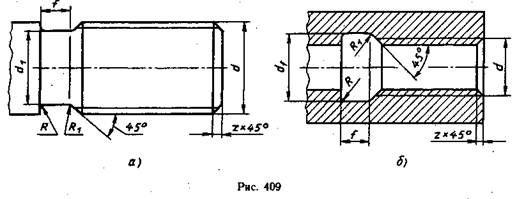
На чертежах проточки изображают упрощенно и при необходимости поясняют выносным элементом, на котором показывают форму проточки и проставляют ее размеры (рис. 408). В зависимости от масштаба, в котором выполняется чертеж, возможно изображение формы проточки и нанесение ее размеров на самом изображении детали, как это показано на рис. 409. Размеры проточки и ее форму устанавливает ГОСТ 10549—80 в зависимости от типа резьбы и ее шага.
Фаски выполняют на конце стержня и в начале отверстия. Они упрощают процесс нарезания резьбы и способствуют более удобному и быстрому соединению двух деталей, как направляющие элементы. Фаска представляет собой небольшой усеченный конус, высота которого обозначается буквой z
, а угол наклона образующих равен 45° (рис. 409 и 410). Размеры фасок для метрической резьбы устанавливает ГОСТ 10549—80.
К технологическим элементам резьбы относятся сбеги, недорезы, проточки и фаски. Форму и размеры этих элементов в зависимости от профиля резьбы устанавливают соответствующие ГОСТы.
Сбегом резьбы называют участок резьбы, на котором режущий инструмент, выходя из металла (или другого материала) на поверхность, нарезает резьбу с постепенным уменьшением высоты профиля. Резьбу на чертеже, как правило, изображают без сбега, но если его необходимо показать, то показывают сбег тонкими сплошными прямыми линиями, как изображено на рис. 406. Размер длины резьбы на чертеже указывают до сбега, но при необходимости указывают длину резьбы со сбегом (рис. 406, б)
или указывают длину резьбы до сбега и величину сбега (
x
) (рис. 406,
а).
В просверленном глухом отверстии от сверла образуется коническое углубление, которое на чертеже всегда вычерчивают с углом при вершине конуса, равным 120° (рис. 406, б).
Размеры этого углубления на чертеже не проставляют. Глубину сверления отверстия (
l
) проставляют без учета конуса. Определяющим размером для сбегов служит шаг резьбы
Р.
Недорезом резьбы называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия (рис. 407). Недорез получается при нарезании резьбы в упор, когда на стержне выступающая поверхность, а в отверстии дно препятствуют дальнейшему проходу режущего инструмента (рис. 407, а и б).
Размеры недорезов устанавливает ГОСТ 10549—80. Определяющим размером служит шаг резьбы
Р.
Допускается изображать недорез тонкими сплошными линиями, как показано на рис. 407,
в.

Проточки выполняют при нарезании резьбы на станках с помощью резца, чтобы избежать сбега резьбы и получить полный ее профиль, а также для обеспечения свободного выхода режущего инструмента. Для этого диаметр наружной проточки делают меньше внутреннего диаметра резьбы, а диаметр внутренней проточки — больше наружного диаметра резьбы (рис. 408).
На чертежах проточки изображают упрощенно и при необходимости поясняют выносным элементом, на котором показывают форму проточки и проставляют ее размеры (рис. 408). В зависимости от масштаба, в котором выполняется чертеж, возможно изображение формы проточки и нанесение ее размеров на самом изображении детали, как это показано на рис. 409. Размеры проточки и ее форму устанавливает ГОСТ 10549—80 в зависимости от типа резьбы и ее шага.
Фаски выполняют на конце стержня и в начале отверстия. Они упрощают процесс нарезания резьбы и способствуют более удобному и быстрому соединению двух деталей, как направляющие элементы. Фаска представляет собой небольшой усеченный конус, высота которого обозначается буквой z
, а угол наклона образующих равен 45° (рис. 409 и 410). Размеры фасок для метрической резьбы устанавливает ГОСТ 10549—80.