Умение пользоваться штангенциркулем пригодится домашнему мастеру и производственному специалисту. Инструмент обеспечивает высокую точность замеров при монтажных, ремонтных и пуско-наладочных работах. Он отличается простотой эксплуатации, удобством использования и длительным сроком службы.
В материале:
- Назначение штангенциркуля
- Класс точности штангенциркуля
- Разнообразие доступного инструмента
- Нониусные штангенциркули ШЦ-I
- ШЦ-II
- ШЦ-III
- Как измерить диаметр трубы штангенциркулем?
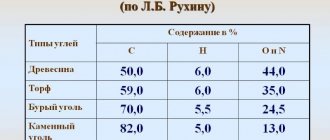
Класс точности штангенциркуля
В продаже представлены штангенциркули двух классов точности.
- Первый класс точности. Приборы для промышленного использования. Погрешность измерения штангенциркуля составляет 0,05 мм.
- Второй класс точности. Устройства для бытовых нужд. Измерение деталей штангенциркулем происходит с погрешностью 0,1 мм.
Сведения о точности инструмента присутствуют в лицевой части изделия. Соответствующая отметка расположена перед измерительной шкалой.
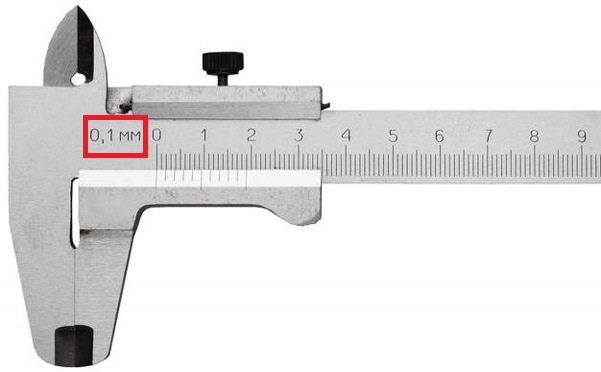
Рис. 1 Отметка, информирующая о погрешности измерения
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400 мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовлять двух классов точности: 1 и 2.
2.3. Предел допускаемой погрешности штангенциркулей при температуре окружающей среды (20±5) °С должен соответствовать указанному в табл.3.
2.4. Предел допускаемой погрешности штангенциркулей типов I и Т-I при измерении глубины, равной 20 мм, должен соответствовать табл.3.
Таблица 3
мм
| Измеряемая длина | Предел допускаемой погрешности штангенциркулей (±) | |||||||
| при значении отсчета по нониусу | с ценой деления круговой шкалы отсчетного устройства | с шагом дискретности цифрового отсчетного устройства | ||||||
| 0,05 | 0,1 для класса точности | 0,02 | 0,05 | 0,1 для класса точности | 0,01 | |||
| 1 | 2 | 1 | 2 | |||||
| До 100 | 0,05 | 0,05 | 0,10 | 0,03 | 0,04 | 0,05 | 0,08 | 0,03 |
| Св. 100 до 200 | ||||||||
| » 200 » 300 | 0,04 | 0,04 | ||||||
| » 300 » 400 | 0,10 | — | — | — | — | |||
| » 400 » 600 | 0,10 | — | 0,05 | |||||
| » 600 » 800 | 0,06 | |||||||
| » 800 » 1000 | 0,07 | |||||||
| » 1000 » 1100 | — | 0,15 | — | |||||
| » 1100 » 1200 | 0,16 | |||||||
| » 1200 » 1300 | 0,17 | |||||||
| » 1300 » 1400 | 0,18 | |||||||
| » 1400 » 1500 | 0,19 | |||||||
| » 1500 » 2000 | 0,20 | |||||||
| Примечания: 1. За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок. 2. У штангенциркулей с одним нониусом погрешность проверяют по губкам для измерения наружных размеров. 3. При сдвигании губок штангенциркулей до их соприкосновения смещение нулевого штриха нониуса допускается только в сторону увеличения размера. 4. Погрешность штангенциркуля не должна превышать значений, указанных в табл.3 при температуре (20±10) °С при поверке их по плоскопараллельным концевым мерам длины из стали. |
2.5. Допуск плоскостности и прямолинейности измерительных поверхностей должен составлять 0,01 мм на 100 мм длины большей стороны измерительной поверхности штангенциркулей.
При этом допускаемые отклонения плоскостности и прямолинейности измерительных поверхностей должны быть:
0,004 мм — для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм;
0,007 мм — для штангенциркулей со значением отсчета по нониусу и с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм.
Допуск прямолинейности торца штанги штангенциркулей типов I и Т-I должен составлять 0,01 мм.
По краям плоских измерительных поверхностей в зоне шириной не более 0,2 мм допускаются завалы.
Примечание. Требования к плоскостности относят только к поверхностям шириной более 4 мм.
(Измененная редакция, Изм. N 1, 2).
2.6. Допуск параллельности измерительных поверхностей губок для измерения внутренних размеров должен составлять 0,010 мм и на всей длине. Для штангенциркулей 2 класса точности измерительные поверхности кромочных губок допускается изготовлять с допуском параллельности 0,02 мм.
В зоне до 0,5 мм от верхней кромки измерительных поверхностей допускаются завалы.
Допуск параллельности на 100 мм длины плоских измерительных поверхностей губок для измерения наружных размеров должен быть:
0,02 мм — при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм;
0,03 мм — при значении отсчета по нониусу и цене деления шкалы 0,1 мм.
2.7. Мертвый ход микрометрической пары устройства для тонкой установки рамки не должен превышать оборота.
2.8. Отклонения размера губок с цилиндрическими измерительными поверхностями для измерения внутренних размеров не должны превышать: () мм при цене деления или значении отсчета по нониусу не менее 0,05 мм; () мм при цене деления или шаге дискретности менее 0,05 мм.
2.9. Рамка не должна перемещаться по штанге под действием собственного веса при вертикальном положении штангенциркуля.
2.10. Усилие перемещения рамки по штанге должно быть не более значений, указанных в табл.4.
Таблица 4
| Верхний предел измерения штангенциркуля, мм, не более | Усилие перемещения, Н, не более |
| 250 | 15 |
| 400 | 20 |
| 2000 | 30 |
| Примечание. Для штангенциркулей с диапазоном измерения 0-125, 0-135, 0-150 мм допускаемые значения усилия перемещения выбирают из ряда 10, 15 Н. |
2.11. Требования к шкале штанги и нониуса
2.11.1 Расположение плоскости шкалы нониуса относительно плоскости шкалы штанги указано на черт.7.
Черт.7
2.11.2. Расстояние от верхней кромки края нониуса до поверхности шкалы штанги не должно превышать 0,25 мм для штангенциркулей со значением отсчетов 0,05 и 0,30 мм — для штангенциркулей со значением отсчета 0,1 мм.
2.11.3. Размеры штрихов шкал штанги и нониуса должны соответствовать указанным ниже:
ширина штрихов 0,08-0,20 мм;
разность ширины штрихов в пределах одной шкалы (для шкалы штанги на расстоянии более 0,3 мм от края шкалы) и штрихов шкал штанги и нониуса одного штангенциркуля не более 0,03 мм при отсчете по нониусу 0,05 мм; 0,05 мм при отсчете по нониусу 0,1 мм.
(Измененная редакция, Изм. N 2).
2.12. Требования к круговой шкале отсчетного устройства
2.12.1. Длина деления шкалы должна быть не менее 1 мм.
2.12.2. Ширина штрихов шкалы 0,15-0,25 мм. Разность ширины соответствующих штрихов в пределах одной шкалы должна быть не более 0,05 мм.
2.12.3. Ширина стрелки над делениями шкалы должна быть 0,15-0,20 мм. Конец стрелки должен перекрывать короткие штрихи не более чем на 0,8 их длины. Расстояние между концом стрелки и циферблатом не должно превышать 0,7 мм для шкалы с ценой деления не более 0,05 мм и 1,0 мм с ценой деления 0,1 мм.
2.12.4. Отсчетное устройство должно обеспечивать возможность совмещения стрелки с нулевым делением круговой шкалы.
2.13. У штангенциркулей с цифровым отсчетным устройством высота цифр отсчетного устройства должна быть не менее 4 мм.
2.14. Штангенциркули с цифровым отсчетным устройством дополнительно могут оснащаться интерфейсом для вывода результата измерения на внешнее устройство.
2.15. Твердость измерительных поверхностей штангенциркулей должна быть: из инструментальной и конструкционной стали — не менее 59 ;
из высоколегированной стали — не менее 51,5 .
Примечание. Для штангенциркулей типа I с верхним пределом измерения до 160 мм, изготовленных из инструментальной или конструкционной сталей, твердость измерительных поверхностей должна быть не менее 53 .
2.16. Параметр шероховатости плоских и цилиндрических измерительных поверхностей штангенциркулей — 0,32 мкм по ГОСТ 2789;
измерительных поверхностей кромочных губок и плоских вспомогательных измерительных поверхностей — 0,63 мкм по ГОСТ 2789.
2.17. Наружные поверхности штангенциркулей должны быть покрыты или обработаны в соответствии с табл.5.
Таблица 5
| Наименование поверхности | Верхний предел измерения, мм | Вид обработки или покрытия штангенциркулей из стали | |
| высоколегированной | инструментальной и конструкционной | ||
| Штанга (кроме шкалы и торца), губки, рамка штангенциркуля, рамка микроподачи, за исключением измерительных и прилегающих к ним поверхностей | До 2000 | — | Хромирование |
| Шкала штанги и нониуса | До 630 | Матовая поверхность | Хромирование матовое |
| Хромирование | |||
| Св. 630 до 2000 | — | Хромирование | |
| Примечание. Допускается применять другие металлические и неметаллические покрытия по ГОСТ 9.303 и ГОСТ 9.032, по защитно-декоративным свойствам, не уступающим указанным в табл.5. Допускается штангенциркули с верхним пределом измерения свыше 1000 мм не хромировать. |
2.16, 2.17. (Измененная редакция, Изм. N 1).
2.18. Штангенциркули должны быть размагничены.
2.19. (Исключен, Изм. N 2).
2.20. (Исключен, Изм. N 1).
2.21-2.24. (Исключены, Изм. N 2).
2.25. Комплектность
2.25.1. К каждому штангенциркулю должна быть приложена эксплуатационная документация по ГОСТ 2.601*. ________________ * На территории Российской Федерации действует ГОСТ 2.601-2006. — .
2.25.2. По заказу потребителя штангенциркули типов II и III комплектуют приспособлением для разметки.
2.26. Маркировка
2.26.1. На каждом штангенциркуле должны быть нанесены:
товарный знак предприятия-изготовителя;
порядковый номер по системе нумерации предприятия-изготовителя;
условное обозначение года выпуска;
значение отсчета по нониусу или цена деления;
размер (у штангенциркулей типов II и III с одним нониусом или одной шкалой, черт.3-4) на одной из губок;
класс точности 2 (для штангенциркулей со значением отсчета по нониусу или ценой деления шкалы 0,1 мм);
слово «Внутр.» на шкале для измерения внутренних размеров.
(Измененная редакция, Изм. N 2).
2.26.2. Допускается не указывать порядковый номер в эксплуатационной документации.
2.26.3. Маркировка на футляре — по ГОСТ 13762.
Наименование или условное обозначение штангенциркуля наносят только на жестком футляре.
2.27. Упаковка
2.27.1. Методы и средства для обезжиривания и консервации штангенциркулей — по ГОСТ 9.014.
2.27.2. Штангенциркули должны быть упакованы в футляры, изготовленные из материалов по ГОСТ 13762. Для штангенциркулей с нониусом с верхним пределом до 630 мм включительно допускается мягкая упаковка.
2.27.3. Штангенциркули с пределом измерения свыше 400 мм при транспортировании в контейнерах допускается упаковывать в футляры без транспортной тары.
При упаковывании без транспортной тары футляры с штангенциркулями должны быть закреплены так, чтобы исключалась возможность их перемещения.
Нониусные штангенциркули
Нониусные штангенциркули (ШЦ) получили наибольшее распространение. Это обусловлено их простотой, удобством и надежностью. В продаже представлен инструмент в 3 исполнениях: ШЦ-I, ШЦ-II и ШЦ-III. Каждое устройство обладает отличительными особенностями, имеет определенный измерительный диапазон.
ШЦ-I
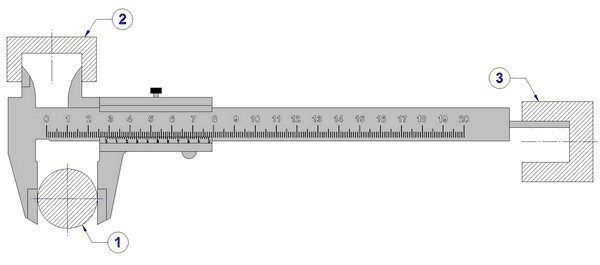
Инструмент с двусторонним расположением губок. Посредством штангенциркулей ШЦ-I измеряются каналы и отверстия, определяется глубина проемов.
Измерение размеров штангенциркулем осуществляется в диапазоне 125–300 м. Этого достаточно для работы с большинством деталей.
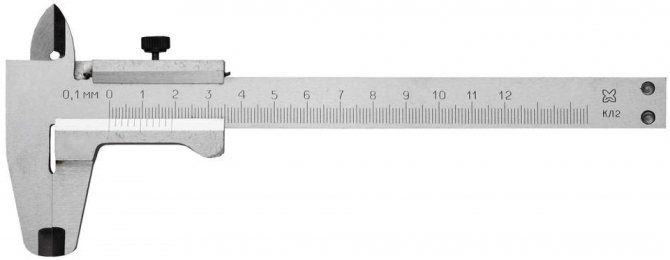
Рис. 2 Штангенциркуль ШЦ-I
ШЦ-II
Нониусный штангенциркуль во втором исполнении также имеет двусторонние губки. Изделие востребовано при измерительных и разметочных работах, является оптимальным решением для монтажников.
Упростить работу с ШЦ-II помогает рамка микрометрической подачи. Она упрощает вычерчивание окружностей, нанесение прямых рисок и насечек. Измерения с помощью штангенциркуля выполняются в диапазоне от 160 до 500 мм.
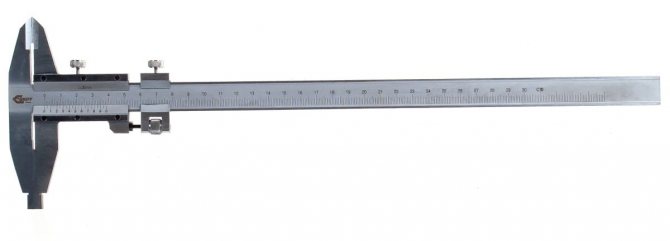
Рис. 3 Штангенциркуль ШЦ-II
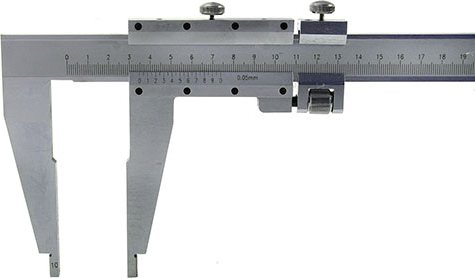
ШЦ-III
Штангенциркуль одностороннего типа, предназначенный для разметки и базовых измерений. Измерительный диапазон изделия – от 250 до 2 000 мм.

Рис. 4 Штангенциркуль ШЦ-III
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.

К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.

Штангенциркули с цифровыми дисплеями
Модернизированные нониусные штангенциркули. Изделия оснащены цифровым табло, отличаются высокой точностью и удобством эксплуатации. Приборы получили широкое распространение среди частных мастеров.

Рис. 5 Штангенциркуль с ЖК-дисплеем
Большинство электронных штангенциркулей обладает дополнительными функциями. Они позволяют изменять единицы измерения и сохранять результаты замеров. Операции выполняются посредством управляющих клавиш, расположенных в нижней части электронного блока.
Особенности использования штангенциркуля
Удобство и простота использования этого инструмента обуславливают его широкое применение не только в производственной сфере, но и в домашних условиях. Существует три разновидности штангенциркулей: нониусные, циферблатные и цифровые, отличающиеся своей конструкцией. Наибольшей популярностью пользуется первый вариант. Такой инструмент имеет механическую структуру, поэтому ломаться там нечему. При аккуратном обращении (необходимо беречь прибор от деформаций и ржавчины) срок его эксплуатации практически не ограничен.
Измерять штангенциркулем как микрометром, то есть до десятых долей миллиметра, позволяет шкала Нониуса. В конструкции инструмента предусмотрена возможность фиксации измеряемого объекта как с наружной, так и с внутренней стороны, благодаря чему вероятность погрешности сводится к нулю.
Стрелочные штангенциркули
Стрелочные штангенциркули схожи с цифровыми размерами и спецификой эксплуатации. Основное отличие – замена электронного блока стрелочным индикатором.
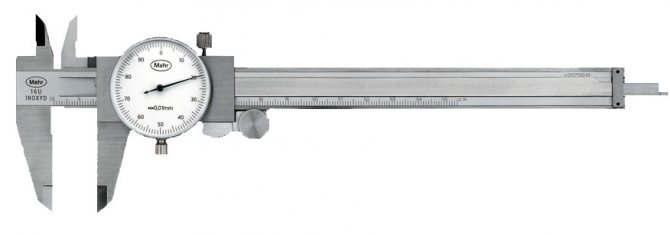
Рис. 6 Стрелочный штангенциркуль
Стрелка движется за счет реечно-зубчатого механизма. Это увеличивает усилия, необходимые для перемещения губок, исключает их случайное смещение при замерах.
Принципы измерения прибором
Для наружного замера разведите, а затем плотно совместите соответствующие губки. Если деталь цилиндрическая, то опытным путем найдите ее диаметр — максимальные показатели на линейке. Плоскости объекта и штангенциркуля должны совпадать. Нет смысла делать замер под углом. Затяните винт зажима и добейте неподвижности мобильной планки. Деталь можно извлечь.
Как правильно мерить штангенциркулем:
- Главная линейная шкала для определения целого значения в миллиметрах. На это укажет первая насечка на нониусе. Она будет находиться напротив правильного деления основной шкалы.
- Десятые (а в некоторых моделях и сотые) доли миллиметра также фиксирует нониус-шкала на подвижном сегменте. Для их вычисления следует отыскать места точного совпадения любых штрихов на обеих линейках. Значение шкалы на главной линейке в этом случае не имеет значения. Вам необходим порядковый номер деления на нониусе. Если это 5, то прибавьте к целой величине 0,5 мм, если 7, то 0,7 и т.д.
Важно! У стандартных приборов 10 штрихов на подвижной детали. На штангенциркулях высокоточного класса насечек на нониус-шкале вдвое больше.. Внутренние размеры заготовок, деталей, материалов измеряются подобным образом, разница — в принципе фиксации объекта
Соответствующие губки сначала сводят внутри измеряемой детали, а затем разводят до упора и зажимают в таком состоянии. Дальнейший алгоритм тот же. Для измерения глубины установите штангу перпендикулярно поверхности объекта у края отверстия. При помощи подвижной рамки выдвиньте выезжающую линейку до упора в дно. Замер выполняйте аналогично
Внутренние размеры заготовок, деталей, материалов измеряются подобным образом, разница — в принципе фиксации объекта. Соответствующие губки сначала сводят внутри измеряемой детали, а затем разводят до упора и зажимают в таком состоянии. Дальнейший алгоритм тот же. Для измерения глубины установите штангу перпендикулярно поверхности объекта у края отверстия. При помощи подвижной рамки выдвиньте выезжающую линейку до упора в дно. Замер выполняйте аналогично.
Кстати. Циферблатные и электронные штангели работают по схожему принципу. Основные величины показывает соотношение главной линейки и нулевая отметка на линейке вспомогательной. А уточняет — миллиметровый замер цифрами после запятой.
Принцип работы штангенциркуля несложен. После ознакомления с теорией попрактикуйтесь на простых объектах, проверьте калибровку на деталях с известным размером. После этого применяйте инструмент в деле.
Разметочные штангенциркули
Крупные измерительные приборы с заточенными нижними губками. Изделия ориентированы на разметочные операции, незаменимы при ремонтных и монтажных работах.
В продаже представлен инструмент с диапазонами измерений 0 – 150 мм, 0 – 200 мм, 0 – 300 мм и 0 – 500 мм. Перемещение заостренных губок осуществляется посредством регулировочного винта, расположенного в верхней части штангенциркуля.

Рис. 7 Разметочный штангенциркуль с регулировочным винтом
Изделия с малым диапазоном измерений не содержат дополнительных элементов, эксплуатируются в штатном режиме.
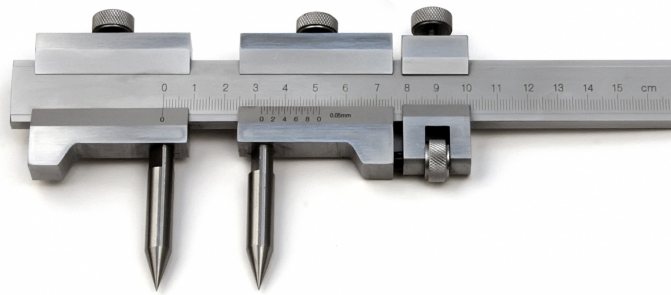
Рис. 8 Разметочный штангенциркуль без регулировочного винта
ГОСТ 166-89 Штангенциркули. Технические условия
- Справочник ТПА
- ГОСТ и нормативы по трубопроводной арматуре
- ГОСТ 166-89 Штангенциркули. Технические условия ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия ГОСТ 166-89 Штангенциркули. Технические условия 1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ 1.1. Штангенциркули следует изготовлять следующих основных типов: I-двусторонние с глубиномером (черт. 1); Т-1-односторонние с глубиномером с измерительными поверхностями из твердых сплавов (черт 2); II-двухсторонние (черт. 3); III-односторонние (черт 4). Примечание. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступив и др.).
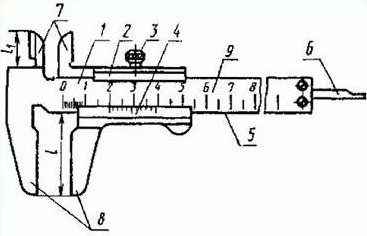
1 – штанга; 2 – рамка; 3-зажимающий элемент; 4 – нониус; 5-рабочая поверхность штанги; 6 – глубиномер; 7-губки с кромочными измерительными поверхностями для измерения внутренних размеров; 8-губки с плоскими измерительными поверхностями для измерения наружных размеров; 9-шкала штанги.
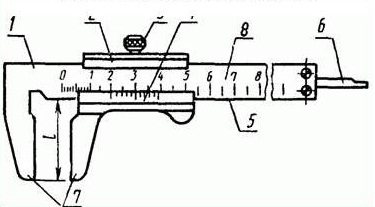
1 – штанга; 2 – рамка; 3-зажимающий элемент; 4 – нониус; 5-рабочая поверхность штанги; 6 – глубиномер; 7-губки с плоскими измерительными поверхностями для измерения наружных размеров; 8-шкала штанги.
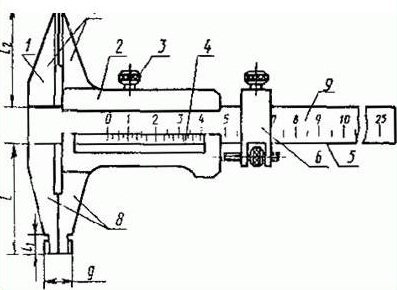
1 – штанга; 2 – рамка; 3-зажимающий элемент; 4 – нониус; 5-рабочая поверхность штанги; 6-устройство тонкой установки рамки; 7-губки с кромочными измерительными поверхностями для измерения наружных размеров; 8-губки с плоскими и цилиндрическими измерительными поверхностями для измерения наружных и внутренних размеров соответственно; 9-шкала штанги.
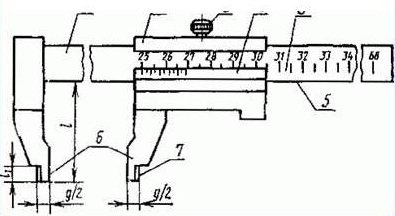
1 – штанга; 2 – рамка; 3-зажимающий элемент; 4 – нониус; 5-рабочая поверхность штанги; 6-губки с плоскими измерительными поверхностями дляизмерения наружных размеров; 7-губки с цилиндрическими измерительными поверхностями для измерения внутренних размеров; 8-шкала штанги. 1.2. Штангенциркуль следует изготовлять с отсчетом по нониусу (ШЦ) (черт 1-4) или с отсчетом по круговой шкале (ШИК) (черт 5), или с цифровым отсчетным устройством (ШЦЦ) (черт 6).
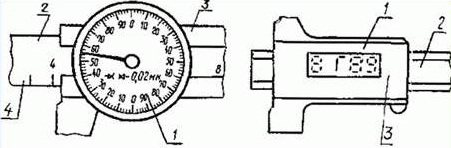
1-цифровое отсчетное устройство; 2 – штанга; 3 – рамка; 4 – шкала штанги. 1.3. Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства штангенциркулей должны соответствовать указанным в табл. 1.
Таблица 1
| Диапазон измерения штангенциркулей | Значение отсчета по нониусу | Цена деления круговой шкалы отсчетного устройства | Шаг дискретности цифрового отсчетного устройства |
| 0-125 | |||
| 0-135 | |||
| 0-150 | 0,02; 0,05; 0,1 | ||
| 0-160 | |||
| 0-200 | |||
| 0-250 | 0,05; 0,1 | 0,01 | |
| 0-300 | |||
| 0-400 | |||
| 0-500 | |||
| 250-630 | |||
| 250-800 | |||
| 320-1000 | — | ||
| 500-1250 | |||
| 500-1600 | 0,1 | — | |
| 800-2000 |
Примечания. 1. Нижний предел измерения у штангенциркулей с верхним пределом до 400мм установлен для измерения наружных размеров. 2. У штангенциркулей типа Т-1 диапазон измерения относится только к измерениям наружных размеров и глубины. 3 Верхний предел измерения штангенциркулей типов I и Т-1 должен быть не более 300мм. 4. Допускается изготовлять штангенциркули с раздельными нониусами или шкалами для измерения наружных и внутренних размеров. 5. Допускается изготовлять штангенциркули типаIII с поверхностями для измерения наружных размеров из твердого сплава (Твердый сплав по ГОСТ 5882)
Таблица 2
| Диапазон измерения | l | l1 | l2 | l3 | |
| не менее | не более | не менее | |||
| 0-125 | 35 | 42 | 15 | — | — |
| 0-135 | 38 | 42 | 16 | — | — |
| 0-150 | 38 | 42 | 16 | — | — |
| 0-160 | 45 | 50 | 16 | 16 | 6 |
| 0-200 | 50 | 63 | 16 | 20 | 8 |
| 0-250 | 60 | 80 | 16 | 25 | 10 |
| 0-300 | 63 | 100 | 22 | 30 | 10 |
| 0-400 | 63 | 125 | — | 30 | 10 |
| 0-500 | 160 | — | 40 | 15 | |
| 250-630 | 80 | 200 | — | 40 | 15 |
| 250-800 | 200 | — | 50 | 15 | |
| 320-1000 | 200 | — | 50 | 20 | |
| 500-1250 | — | ||||
| 500-1600 | 100 | 300 | — | 63 | 20 |
| 800-2000 | — | ||||
(Измененная редакция. Изм. № 1, 2). 1.6. Штангенциркули типов II и III с губками для измерения внутренних размеров должны иметь цилиндрическую измерительную поверхность с радиусом не более половины суммарной толщины губок (не более g/2) Для штангенциркулей с пределом измерения до 400мм размер (черт. 3-4) не должен превышать 10 мм, а для штангенциркулей с верхним пределом измерения свыше 400 мм-20 мм. 1.7. Длину нониуса следует выбирать из ряда 9; 19; 39 мм-при значении отсчета по нониусу 0,1 мм, 19; 39 мм-при значении отсчета по нониусу 0,05 мм. Длинные штрихи нониуса допускается отмечать целыми числами. 1.8. Штангенциркули с цифровым отсчетным устройством должны обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем (по приложению). 1.9. Питание штангенциркулей с цифровым отсчетным устройством должно осуществляться от встроенного источника питания. Питание штангенциркулей, имеющих вывод результатов измерения на внешнее устройство, должно осуществляться от встроенною источника питания и (или) от сети общего назначения через блок питания. (Измененная редакция, Изм. № 2). 1.10. Конструкция штангенциркулей с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с. 1.11. (Исключен. Изм. № 2). 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ 2.1. Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке. 2.2. Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовлять двух классов точности: 1 и 2. 2.3. Предел допускаемой погрешности штангенциркулей при температуре окружающей среды (20 ±5)°С должен соответствовать указанному в табл. 3. 2.4. Предел допускаемой погрешности штангенциркулей типов 1 и Т-1 при измерении глубины, равной 20мм, должен соответствовать табл. 3.
Таблица 3
| Предел допускаемой погрешности штангенциркулей (±) | ||||||||
| Измеряемая длина | при значении отсчета по нониусу | с ценой деления круговой шкалы отсчетного устройства | с шагом дискретности цифрового отсчетного устройства | |||||
| 0,05 | 0,1 для класса точности | 0,02 | 0,05 | 0,1 для класса точности | 0,01 | |||
| 1 | 2 | 1 | 2 | |||||
| До 100 | 0,05 | 0,03 | 0,04 | 0,05 | 0,08 | 0,03 | ||
| Св. 100 до 200 | 0,05 | 0,10 | 0,04 | |||||
| » 200 » 300 | 0,04 | |||||||
| » 300 » 400 | 0,10 | |||||||
| » 400 » 600 | 0,10 | 0,05 | ||||||
| » 600 » 800 | 0,06 | |||||||
| » 800 » 1000 | 0,07 | |||||||
| » 1000 » 1100 | 0,15 | — | — | — | — | |||
| » 1100 » Г200 | 0,16 | — | ||||||
| » 1200 » 1300 | — | 0,17 | — | |||||
| » 1300 » 1400 | 0,18 | |||||||
| » 1400 » 1500 | 0,19 | |||||||
| » 1500 » 2000 | 0,20 | |||||||
Примечания. 1. За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок. 2. У штангенциркулей с одним нониусом погрешность проверяют по губкам для измерения наружных размеров. 3. При сдвигании губок штангенциркулей доих соприкосновения смещение нулевого штриха нониуса допускается только в сторону увеличения размера. 4. Погрешность штангенциркуля не должна превышать значений, указанных в табл. 3 при температуре (20 ±10)°С при поверке их по плоскопараллельным концевым мерам длины из стали. 2.5. Допуск плоскостности и прямолинейности измерительных поверхностей должен составлять 0,01 мм на 100 мм длины большей стороны измерительной поверхности штангенциркулей. При этом допускаемые отклонения плоскостности и прямолинейности измерительных поверхностей должны быть: 0,004 мм-для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм; 0,007 мм-для штангенциркулей со значением отсчета по нониусу и с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм. Допуск прямолинейности торца штанги штангенциркулей типов I и Т-1 должен составлять 0,01 мм. По краям плоских измерительных поверхностей в зоне шириной не более 0,2 мм допускаются завалы. Примечание. Требования к плоскостности относят только к поверхностям шириной более 4 мм. (Измененная редакция. Изм. № 1, 2) 2.6. Допуск параллельности измерительных поверхностей губок для измерения внутренних размеров должен составлять 0,010 мм на всей длине. Для штангенциркулей 2 класса точности измерительные поверхности кромочных губок допускается изготовлять с допуском параллельности 0,02 мм. В зоне до 0,5 мм от верхней кромки измерительных поверхностей допускаются завалы. Допуск параллельности на 100 мм длины плоских измерительных поверхностей губок для измерения наружных размеров должен быть: 0,02 мм-при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм; 0,03 мм-при значении отсчета по нониусу и цене деления шкалы 0,1 мм. 2.7. Мертвый ход микрометрической пары устройства для тонкой установки рамки не должен превышать 1/3 оборота. 2.8. Отклонения размера губок с цилиндрическими измерительными поверхностями для измерения внутренних размеров не должны превышать: ( ) мм при цене деления или значении отсчета по нониусу не менее 0,05 мм; ( ) мм при цене деления или шаге дискретности менее 0,05 мм. 2.9. Рамка не должна перемещаться по штанге под действием собственного веса при вертикальном положении штангенциркуля. 2.10. Усилие перемещения рамки по штанге должно быть не более значений, указанных в табл. 4.
Таблица 4
| Верхний предел измерения штангенциркуля, мм, не более | Усилие перемещения, Н, не более |
| 250 | 15 |
| 400 | 20 |
| 2000 | 30 |
Примечание. Для штангенциркулей с диапазоном измерения 0-125, 0-135, 0-150 мм допускаемые значения усилия перемещения выбирают из ряда 10,15 Н. 2.11. Требования к шкале штанги и нониуса. 2.11.1 Расположение плоскости шкалы нониуса относительно плоскости шкалы штанги указано на черт. 7. 2.11.2. Расстояние а от верхней кромки края нониуса до поверхности шкалы штанги не должно превышать 0,25 мм для штангенциркулей со значением отсчетов 0,05 и 0,30 мм-для штангенциркулей со значением отсчета 0,1 мм. 2.11.3. Размеры штрихов шкал штанги и нониуса должны соответствовать указанным ниже: ширина штрихов 0,08-0,20 мм; разность ширины штрихов в пределах одной шкалы (для шкалы штанги на расстоянии более 0,3 от края шкалы) и штрихов шкал штанги и нониуса одного штангенциркуля не более 0,03 мм при отсчете по нониусу 0,05 мм; 0,05 мм при отсчете по нониусу 0,1 мм. (Измененная редакция, Изм. № 2). 2.12. Требования к круговой шкале отсчетного устройства 2.12.1. Длина деления шкалы должна быть не менее 1 мм. 2.12.2. Ширина штрихов шкалы 0,15-0,25 мм. Разность ширины соответствующих штрихов в пределах одной шкалы должна быть не более 0,05 мм. 2.12.3. Ширина стрелки над делениями шкалы должна быть 0,15-0,20 мм. Конец стрелки должен перекрывать короткие штрихи не более чем на 0,8 их длины. Расстояние между концом стрелки и циферблатом не должно превышать 0,7 мм для шкалы с ценой деления не более 0,05 мм и 1,0 мм с ценой деления 0,1 мм. 2.12.4. Отсчетное устройство должно обеспечивать возможность совмещения стрелки с нулевым делением круговой шкалы. 2.13. У штангенциркулей с цифровым отсчетным устройством высота цифр отсчетного устройства должна быть не менее 4мм. 2.14. Штангенциркули с цифровым отсчетным устройством дополнительно могут оснащаться интерфейсом для вывода результата измерения на внешнее устройство. 2.15. Твердость измерительных поверхностей штангенциркулей должна быть: из инструментальной и конструкционной стали – не менее 59 HRCэ; из высоколегированной стали-не менее 51,5 НRСэ. Примечание. Для штангенциркулей типа I с верхним пределом измерения до 160 мм, изготовленных из инструментальной или конструкционной сталей, твердость измерительных поверхностей должна быть не менее 53 НRСэ. 2.16. Параметр шероховатости плоских и цилиндрических измерительных поверхностей штангенциркулей-Rа0,32 мкм по ГОСТ 2789-73; измерительных поверхностей кромочных губок и плоских вспомогательных измерительных поверхностей-Rа0,63 мкм по ГОСТ 2789-73. (Измененная редакция, Изм. № 1). 2.17. Наружные поверхности штангенциркулей должны быть покрыть или с обработаны в соответствии с табл. 5.
Таблица 5
| Наименование поверхности | Верхний предел измерения, мм | Вид обработки или покрытия штангенциркулей из стали | |
| высоколегированной | инструментальной и конструкционной | ||
| Штанга (кроме, шкалы и торца), губки, рамка штангенциркуля, рамка микроподачи, за исключением измерительных и прилегающих к ним поверхностей | До 2000 | — | Хромирование |
| Шкала штанги и нониуса | До 630 | Матовая поверхность | Хромирование матовое |
| Хромирование | |||
| Св. 630 до 2000 | — | Хромирование | |
Примечание. Допускается применять другие металлические и неметаллические покрытия по ГОСТ 9.303 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл. 5. Допускается штангенциркули с верхним пределом измерения свыше 1000 мм не хромировать. (Измененная редакция, Изм. № 1). 2.18. Штангенциркули должны быть размагничены. 1.19-2.24 (Исключены. Изм № 1, 2). 2.25. Комплектность 2.25.1. К каждому штангенциркулю должна быть приложена эксплуатационная документация по ГОСТ 2.601. 2.25.2. По заказу потребителя штангенциркули типов II и III комплектуют приспособлением для разметки. 2.26. Маркировка 2.26.1. На каждом штангенциркуле должны быть нанесены: товарный знак предприятия-изготовителя; порядковый номер по системе нумерации предприятия-изготовителя; условное обозначение года выпуска; значение отсчета по нониусу или цена деления; размер (у штангенциркулей типов II и IIIс одним нониусом или одном шкалой, черт. 3-4) на одной из губок; класс точности 2 (для штангенциркулей со значением отсчета по нониусу или ценой деления шкалы 0,1 мм); слово «Внутр.» на шкале для измерения внутренних размеров. (Измененная редакция, Изм. № 2). 2.26.2. Допускается не указывать порядковый номер в эксплуатационной документации. 2.26.3. Маркировка на футляре-по ГОСТ 13762. Наименование или условное обозначение штангенциркуля наносят только на жестком футляре. 2.27. Упаковка 2.27.1. Методы и средства для обезжиривания и консервации штангенциркулей-по ГОСТ 9.014. 2.27.2. Штангенциркули должны быть упакованы в футляры изготовленные из материалов по ГОСТ 13762 Для штангенциркулей с нониусом с верхним пределом до 630 мм включительно до пускается мягкая упаковка. 2.27.3. Штангенциркули с пределом измерения свыше 400 мм при транспортировании в контейнерах допускается упаковывать в футляры без транспортной тары. При упаковывании без транспортной тары футляры с штангенциркулями должны быть закреплены так, чтобы исключалась возможность их перемещения. 3. ПРИЕМКА 3.1. Для проверки соответствия штангенциркулей требованиям настоящего стандарта следует проводить государственные испытания, приемочный контроль, периодические испытания. (Измененная редакция, Изм. № 2). 3.2. Государственные испытания-по ГОСТ 8.383 и ГОСТ 8.001. Проверку погрешностей штангенциркулей при температуре (20 ±10)°С проводят только при государственных испытаниях. 3.3. При приемочном контроле каждый штангенциркуль проверяют на соответствие требованиям пп. 1.3; 1.4; 1.6; 1.8; 2.3-2.10; 2.12.4; 2.16; 2.18; 2.25; 2.26. 3.4. Периодические испытания проводят не реже раза в 3 года не менее чем на 3 штангенциркулях каждого типоразмера из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта. (Измененная редакция, Изм. № 2). Результаты испытаний считают удовлетворительными, если все образцы соответствуют всем проверяемым требованиям. 3.5 (Исключен. Изм. № 2). 4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ 4.1. Поверка штангенциркулей-по ГОСТ 8.113 и МИ 1384. 4.2. При определении влияния транспортной тряски используют ударный стенд, создающий тряску ускорением 30 м/с2 при частоте 80-120 ударов в минуту. Штангенциркули в упаковке крепят к стенду и испытывают при общем числе ударов 15000. После испытаний погрешность штангенциркулей не должна превышав значений, указанных в табл. 3. Допускается проводить испытания штангенциркулей транспортированием на грузовой машине со скоростью 20-40 км/ч на расстояние не менее 100 км по грунтовой дороге. 4.3. Воздействие климатических факторов внешней среды при транспортировании определяют в климатических камерах в следующих режимах: при температуре минус (50 ±3)°С, плюс (50 ±3)°С и при влажности (95 ±3)%. Выдержка в климатической камере по каждому из трех видов испытаний – 2 ч. После испытаний погрешность штангенциркулей не должна превышать значений, указанных в табл. 3. Допускается после выдержки штангенциркулей в каждом режиме выдерживать его в нормальных условиях в течение 2 ч. 5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ Транспортирование и хранение-по ГОСТ 13762. 6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Штангенциркули допускался эксплуатировать при температуре окружающей среды от 10 до 40°С и относительной влажности воздуха-не более 80 % при температуре 25°С. 7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ Изготовитель гарантирует соответствие штангенциркулей требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации. Гарантийный срок эксплуатации штангенциркулей-12 мес со дня ввода в эксплуатацию, штангенциркулей, оснащенных твердым сплавом,-18 мес, а при продаже через розничную сеть-12 мес со дня продажи.
Портал трубоводной арматуры Armtorg.ru
г. Барнаул, Заводской 9-й проезд, 5г/8.
+7 (3852) 567-734; +7 (3852) 226-927
Поделиться
Предыдущая статья Следующая статья
← вернуться в раздел ГОСТ и нормативы по трубопроводной арматуре ← вернуться в оглавление справочника
Последние зарегистрированные компании(Зарегистрировать компанию)
Частное лицо
Россия
ООО «ИндуТех»
Россия, Санкт-Петербург
НПП ТрубТехАрматура
Россия, Свердловская область Облако товаров
.Другое ….2068 Блоки предохранительных клапанов146 Вентили бронзовые137 Вентили стальные949 Вентили чугунные570 Вентили энергетические144 Задвижки нержавеющие370 Задвижки стальные2163 Задвижки стальные — ХЛ371 Задвижки чугунные1102 Задвижки энергетические86 Затворы стальные294 Затворы чугунные335 Испытательное оборудование для ТПА119 Клапана обратные974 Клапана отсечные61 Клапана предохранительные1120 Клапана регулирующие560 Клапана энергетические128 Компенсаторы сильфонные203 Конденсатоотводчики стальные55 Конденсатоотводчики чугунные67 Котельное оборудование220 Краны бронзовые149 Краны нержавеющие179 Краны стальные608 Краны стальные — ХЛ87 Краны чугунные149 Манометры88 Метизы433 Насосы246 Отводы1081 Отопительное оборудование96 Переключающие устройства46 Переходы461 Пожарная арматура48 Радиаторы33 Регулирующая арматура341 Ремонтное оборудование для ТПА53 Счетчики воды159 Термометры47 Тройники492 Трубы702 Указатели уровня71 Уплотнительные материалы67 Фильтры, грязевики410 Фитинги206 Фланцы2400 Шаровые краны1244 Электроприводы251
Устройство нониусного штангенциркуля
Для корректного выполнения измерений необходимо знать устройство штангенциркуля. В этом поможет изучение классического нониусного прибора. Изделие состоит из нескольких компонентов.
- Штанга.
- Рамка.
- Губки для выполнения наружных измерений.
- Губки для выполнения внутренних измерений.
- Глубиномер.
- Стопорящий винт, фиксирующий рамку.
- Нониусная шкала для определения долей миллиметров.
- Основная измерительная шкала.
Иные модификации штангенциркулей могут содержать дополнительные элементы для выполнения определенных замеров.
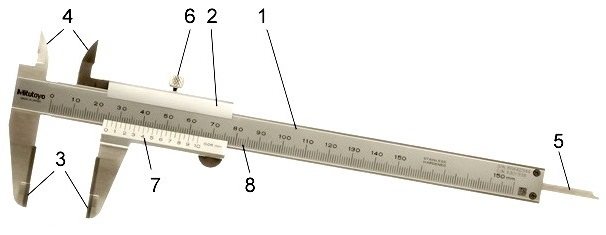
Рис. 12 Составные части нониусного штангенциркуля
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то ее ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.
Измерение наружных поверхностей штангенциркулем

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
Измерение внтутренних поверхностей штангенциркулем

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Измерение глубины штангенциркулем

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей — винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
Замер резьбовых соединений штангенциркулем

Выполнение измерений
Перед тем как измерять штангенциркулем, необходимо убедиться в его исправности. Для этого производят смыкание нижних и верхних губок (при наличии). В результате должны совпасть нулевые отметки, а 10-й штрих нониусной шкалы должен находиться напротив 19-го штриха миллиметровой.
При проведении замеров учитывается специфика измеряемых деталей. Это позволяет соблюсти последовательность операций, исключить ошибки и неточности. Ниже мы рассмотрим вопросы, связанные с наиболее распространенными типами замеров.
Как измерить диаметр трубы штангенциркулем?
Для измерения наружного диаметра необходимо зажать деталь между нижних губок. Целое число определяется по основной шкале на штанге, десятые доли миллиметра указывает шкала нониуса. Если инструмент оснащен цифровым табло – значение отображается на экране.
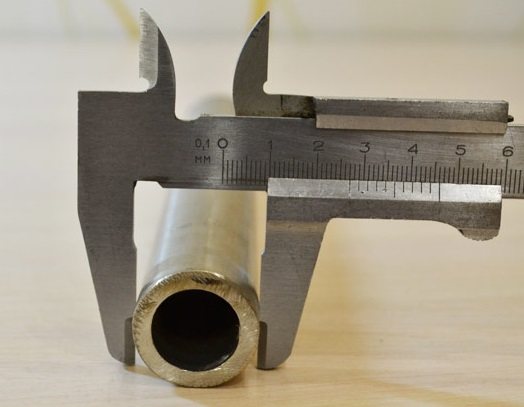
Рис. 13 Измерение наружного диаметра трубы
Для определения внутреннего диаметра используются верхние губки. Они вставляются внутрь проема, после чего разводятся до упора.
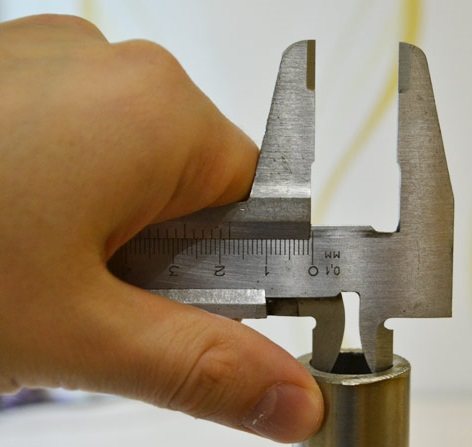
Рис. 14 Измерение внутреннего диаметра трубы
Как измерить толщину штангенциркулем?
Для определения толщины необходимо разместить нижние губки с разных сторон от измеряемого компонента, после чего сдвинуть их. При работе с трубой одна губка помещается внутрь, а вторая остается снаружи.
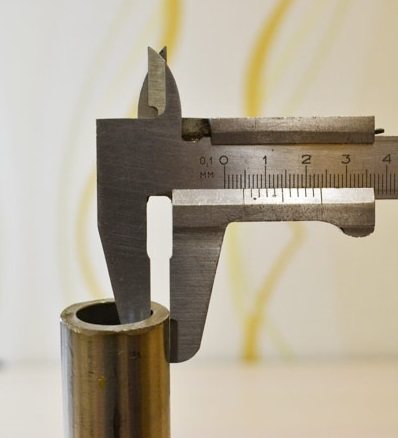
Рис. 15 Измерение толщины стенки
Как измерить резьбу штангенциркулем?
Измерение наружной и внутренней резьбы осуществляется по алгоритму для наружных и внутренних диаметров труб. Полученные значения сравниваются со справочной информацией по определенному типу резьбы. При проведении работ рекомендуется использовать инструмент первого класса точности.

Рис. 16 Измерение резьбы штангенциркулем
Как измерить глубину проема?
Глубина проема измеряется посредством глубиномера. Штангенциркуль устанавливается на краю, после чего происходит опускание стержня путем раздвигания губок. Как только глубиномер упрется в дно, можно записывать показания.

Рис. 17 Измерение глубины
Перед проведением работ стоит убедиться, что штангенциркуль имеет достаточный измерительный диапазон. В противном случае полученные данные будут недостоверными.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определенного вида работы обусловлено ее особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.
Штангенциркуль электронный

Yandex.RTB R-A-1479455-3
Помимо перечисленных также существуют модели штангенциркулей специального назначения. Их используют для особых работ. К примеру, ШЦЦД, которыми измеряются детали, имеющие выступы, или ШЦЦП — конструкция для измерения протекторного рисунка шин, и др. Эти устройства в обычных магазинах не продаются, их при необходимости можно приобрести на специальных сайтах. Пользуются ими профессиональные мастера.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощен.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащенные губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Штангенциркуль ШЦК

Yandex.RTB R-A-1479455-8
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Приобретение штангенциркулей
Специалисты рекомендуют приобретать поверенные штангенциркули от известных производителей. Это позволит получить качественную продукцию, соответствующую требованиям отраслевых стандартов.
При покупке изделий проверяются следующие нюансы.
- Наличие сопроводительной документации. Прибор должен сопровождаться паспортом качества, сертификатом соответствия и гарантийным талоном. В паспорте должна быть отметка контролера ОТК, обязательно наличие информации о поверке.
- Целостность изделия. На поверхности инструмента не должны присутствовать царапины, сколы и деформации. Наличие следов механического воздействия свидетельствует о нарушении правил хранения и транспортировки. От покупки подобной продукции лучше отказаться.
- Качество исполнения. На поверхности штанги должна присутствовать четкая разметка. Недопустимо наличие заусенцев и прочих следов грубой обработки.
Для приобретения качественных измерительных приборов воспользуйтесь предложением нашего магазина. Мы реализуем штангенциркули российского, китайского и европейского производства. Продукция обладает высокими эксплуатационными показателями, соответствует требованиям отраслевых нормативов, доступна в любых количествах.
Правила эксплуатации штангенциркуля
Чтобы измерительный инструмент смог прослужить верой и правдой долгие годы, необходимо соблюдать несложные правила по его эксплуатации и хранению. Прежде всего следует избегать механических повреждений, которые могут возникнуть в результате падения или силового воздействия. Помимо этого, в процессе измерения деталей нельзя допускать перекоса губок штангенциркуля. Чтобы этого не произошло, их нужно зафиксировать в определенном положении на измеряемой детали с помощью стопорного винта.
Хранить прибор следует только в мягком чехле либо жестком футляре. Второй вариант предпочтительнее, так как сможет обеспечить защиту от случайных деформаций. Место для хранения штангенциркуля должно быть выбрано с таким учетом, чтобы туда не попадали опилки от разных материалов, пыль, вода, химические смеси и пр. Плюс к этому должна быть исключена угроза падения тяжелых предметов на инструмент.
После каждого использования штангенциркуля его необходимо тщательно протирать чистой мягкой ветошью.
Естественно, не следует забывать и о соблюдении правил безопасности при эксплуатации данного прибора. На первый взгляд он не несет никакой угрозы для здоровья, однако это не совсем так. Дело в том, что концы губок для измерения внутренних размеров достаточно острые, поэтому о них запросто можно пораниться при неаккуратном обращении. В остальном же инструмент полностью безопасен.
Из чего состоит штангенциркуль
Основными составляющими штангенциркуля являются измерительная шкала и дополнительный элемент в виде нониуса. С его помощью удается отсчитать доли деления. Рассмотрим прибор внимательно.
В составе обычного штангенциркуля присутствуют элементы в виде:
- штанг и подвижных частиц;
- измерительной шкалы;
- губки, с помощью которой проводятся внутренние измерения;
- губки, которая позволяет проводить внешние измерения;
- глубинометрической линейки;
- нониуса;
- зажимного механизма.
Схема штангенциркуля
Как видно из рисунка, главным измерительным элементом прибора является линейка, она выполняет роль штанги. Чаще всего её размер составляет 15 см. С одной стороны линейки расположены специальные зажимы, в виде губок.
Различают два варианта губок: внешние – 2, внутренние – 1
С помощью первых удается измерить геометрическую внутреннюю длину, а вторые помогают измерить предмет снаружи. Для повышения точности снятия мерок на раме имеется специальный винт, позволяющий фиксировать результаты замеров.
Нониусный штангенциркуль
Именно такой штангенциркуль чаще всего можно найти в домашней мастерской. Это самый простой механический прибор, который, однако, обеспечивать высокую точность измерений.
Нониус – это дополнительная шкала для расчётов, которая позволяет измерять доли миллиметра, каждый шаг деления составляет 0,19 мм
Циферблатный штангенциркуль и его цифровые вариации
Для того чтобы упростить процесс измерения и легко снимать показания, в электронной версии штангенциркуля нониус заменяется циферблатным механизмом. Здесь не нужно присматриваться и высчитывать показания. Всё для вас сделает электроника. Вам останется только посмотреть на данные и записать их.
Электронный штангенциркуль используется для более точных и быстрых вычислений, к примеру, специалистами для отбраковки деталей
В свою очередь цифровой штангенциркуль может проводить самостоятельные измерения, необходимо лишь зафиксировать прибор в нужном положении.