Материалы для изготовления режущих инструментов
Материалы для режущих инструментов должны удовлетворять следующим требованиям:
· Иметь высокую твердость. Твердость инструмента должна превышать твердость обрабатываемого материала.
· Иметь достаточный уровень прочности (на изгиб, сжатие, циклическое нагружение) и ударной вязкости.
· Иметь высокую теплостойкость. Теплостойкость – свойство (способность) материала сохранять свою твердость, а следовательно, и режущие свойства при нагреве.
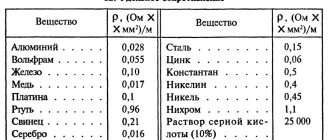
· Иметь высокую износостойкость и высокую теплопроводность. Чем больше теплопроводность, тем меньше опасность возникновения шлифовочных прижогов и трещин на лезвиях инструмента при заточке, тем меньше температура резания и больше износостойкость.
· Быть технологичными.
Режущие инструменты не следует целиком изготавливать из дорогих и дефицитных материалов, поскольку это неэкономично.
К основным инструментальным материалам относятся стали, твердые сплавы, керамические материалы, алмазы, синтетические сверхтвердые материалы.
Инструментальные стали. В качестве материала для станочного режущего инструмента применяются быстрорежущие стали. Это высокоуглеродистые стали с высоким содержанием вольфрама. Теплостойкость быстрорежущих сталей около 600 оС и они могут работать со скоростями резания до 100 м/мин, что во многих случаях недостаточно. Поэтому в настоящее время более широкое применение имеют твёрдые сплавы.
Твердые сплавы получают прессованием и спеканием (при 1500 – 1900 оС) порошков твердых тугоплавких карбидов WC, TiС и TaC с порошком кобальта, играющего роль пластичной связки. Таким способом из них изготавливают режущие пластинки различной формы, которые припаиваются или крепятся механическим способом к державкам или корпусам инструментов из обычных сталей (45, 50, 40Х и др.). Теплостойкость твёрдых сплавов – 900…1000 оС. Допустимые скорости резания до 800 м/мин. Твердость 85…92HRА (74…76HRC).
Различают три группы твёрдых сплавов:
· вольфрамовые твердые сплавы (WC+Co), например марки BK2, BK3, BK4, BK6, BK8 (число после буквы К означает содержание кобальта в процентах по массе, остальное – карбид вольфрама).
· титано-вольфрамовые (WC+TiC+Co), например T30K4, T15K6, T14K8, T5K10 (число после буквы К означает содержание кобальта, после буквы Т – TiC (масс. %), остальное WC).
· титано-тантало-вольфрамовые (WC+TiC+TaC+Co), например, TT7K12, TT10K8, TT7K15 (число после буквы К означает содержание кобальта, после букв ТТ – общее содержание карбидов титана и тантала (масс. %), остальное WC) .
Твердые сплавы имеют низкую пластичность. При возрастании содержания кобальта прочность и вязкость повышаются, а износостойкость и твердость сплава понижаются. Наибольшей прочностью, но наименьшей теплостойкостью (750 оС) обладает трехкарбидные сплавы, их применяют при резании с ударами, большими сечениями срезаемого слоя. Наивысшую твердость и теплостойкость (до 900 оС) имеют двухкарбидные сплавы; двухкарбидные сплавы применяются при обработке высоколегированных сталей, имеющих низкую теплопроводность. В последнее время большое внимание уделяется разработке новых твердых сплавов, не содержащих карбидов вольфрама. В таких сплавах карбиды вольфрама заменены карбидами титана с добавками молибдена, никеля и других тугоплавких металлов.
Керамические инструментальные материалы не содержат дорогостоящих и дефицитных компонентов. Основа керамики – корунд Al2O3 (технический глинозем) – минерал кристаллического строения. Получают корунд из порошка глинозема в электропечах при температуре 1720…1750 оС спеканием, отсюда название «электрокорунд». Из кристаллов электрокорунда изготавливают стандартные керамические пластины белого цвета. Белый цвет имеют кристаллы электрокорунда свободного от примесей. Примеси химических элементов придают электрокорундам различные цветовые оттенки.
Преимущества оксидной керамики:
1. Высокая твердость (90…94HRA);
2. Высокая теплостойкость (1200 оС);
3. Малое сродство с металлами исключает адгезионное взаимодействие с обрабатываемым материалом, следовательно получается меньшая шероховатость обработанной поверхности.
Недостатки:
1. Высокая хрупкость (низкая ударная вязкость: 0,5…1,2 Дж/см2);

2. Плохая сопротивляемость циклическим изменениям тепловой нагрузки.
Инструменты из оксидной керамики используют при чистовой и получистовой обработке заготовок из отбеленных чугунов, труднообрабатываемых сталей, некоторых цветных и неметаллических материалов в условиях безударной нагрузки, без охлаждения и при повышенной жесткости системы СПИД (станок – приспособление – инструмент – деталь). Наибольшее применение получила минералокерамика ЦМ-332 (микролит) и ВО-13. Для повышения эксплуатационных свойств в минерралокерамику добавляют W, Mo, B, Ti, Ni, и т.п. Такие материалы называют керметами.
Алмазы и синтетические сверхтвердые материалы. Алмаз – самый твердый из известных инструментальных материалов, представляет собой одну из аллотропных модификаций углерода.
Достоинства:
1. Высокая износостойкость;
2. Хорошая теплопроводность;
3. Небольшой коэффициент трения;
4. Малая адгезионная способность к металлам (за исключением сплавов Fe-C).
Недостатки:
1. Низкая теплопроводность (при температурах, превышающих 700…800 оС алмаз графитизируется);
2. Большая анизотропия механических свойств (твердость и прочность в зависимости от направления действия силы на кристалл изменяются в сотни раз), что необходимо учитывать при изготовлении лезвийного инструмента.
3. Высокая стоимость и дефицитность;
4. Высокая хрупкость.
Синтетические алмазы получают путем перевода углерода в другую полиморфную модификацию в условиях высоких температур (до 2500 оС) и давлений (до 1000 ГПа). Синтетические алмазы выпускают следующих марок: АСБ – баллас (АСБ-5, АСБ-6); АСПК – карбонадо (АСПК-1, АСПК-2, АСПК-3). Указанные марки алмазов изотропны вследствие поликристаллического строения, обладают сравнительно высокой прочностью при ударах.
В режущих инструментах применяют кристаллы алмаза весом 0,3…0,8 карат (1 карат = 0,2 г) которые закрепляются в инструменте механически или при помощи пайки. Наиболее широко алмазный инструмент применяется при тонком точении и растачивании деталей из алюминия, бронз, латуней, неметаллических материалов: обработанная поверхность отличается низкой шероховатостью.
В последние годы широкое распространение получил синтетический сверхтвердый материал на основе кубического нитрида бора (КНБ). КНБ получают синтезом при температурах 1360 – 2000 оС и давлении 6000 – 9000 МПа из гексагонального нитрида бора, имеющего близкие к графиту характеристики.
Достоинства КНБ:
1. Очень высокая твердость (9000HV) (уступает только алмазу);
2. Самая высокая теплопроводность (до 1600 оС);
3. Химически инертен к железо-углеродистым сплавам.
На основе плотных модификаций КНБ создан ряд инструментальных материалов, называемых композитами. Различают композиты с массовой долей КНБ более 95% и композиты с массовой долей КНБ около 75%.
Композиты с массовой долей КНБ более 95%: эльбор Р (композит 01), бельбор (композит 02), гексанит (композит 10) и др. Изготавливаются в виде цилиндрических столбиков диаметром 4…6 мм и высотой 3…6 мм, закрепляемые в державке режущего инструмента.
В композитах с массовой долей КНБ 75% присутствуют добавки Al3O3 и др. материалов. К ним относятся композит 05 (КНБ + Al3O3), композит 09 (поликристаллы твердого нитрида бора), которым оснащаются инструменты, работающие с ударами.
Из вновь разрабатываемых материалов перспективным является силинит-Р (материал на основе нитрида кремния), который обладает более высокими прочностью, ударной вязкостью и теплопроводностью, чем инструменты из минералокерамики, не содержит дефицитных материалов, не склонен к адгезии по отношению к большинству сталей, сплавов на основе меди, алюминия.
Материалы для режущих инструментов должны удовлетворять следующим требованиям:
· Иметь высокую твердость. Твердость инструмента должна превышать твердость обрабатываемого материала.
· Иметь достаточный уровень прочности (на изгиб, сжатие, циклическое нагружение) и ударной вязкости.
· Иметь высокую теплостойкость. Теплостойкость – свойство (способность) материала сохранять свою твердость, а следовательно, и режущие свойства при нагреве.
· Иметь высокую износостойкость и высокую теплопроводность. Чем больше теплопроводность, тем меньше опасность возникновения шлифовочных прижогов и трещин на лезвиях инструмента при заточке, тем меньше температура резания и больше износостойкость.
· Быть технологичными.
Режущие инструменты не следует целиком изготавливать из дорогих и дефицитных материалов, поскольку это неэкономично.
К основным инструментальным материалам относятся стали, твердые сплавы, керамические материалы, алмазы, синтетические сверхтвердые материалы.
Инструментальные стали. В качестве материала для станочного режущего инструмента применяются быстрорежущие стали. Это высокоуглеродистые стали с высоким содержанием вольфрама. Теплостойкость быстрорежущих сталей около 600 оС и они могут работать со скоростями резания до 100 м/мин, что во многих случаях недостаточно. Поэтому в настоящее время более широкое применение имеют твёрдые сплавы.
Твердые сплавы получают прессованием и спеканием (при 1500 – 1900 оС) порошков твердых тугоплавких карбидов WC, TiС и TaC с порошком кобальта, играющего роль пластичной связки. Таким способом из них изготавливают режущие пластинки различной формы, которые припаиваются или крепятся механическим способом к державкам или корпусам инструментов из обычных сталей (45, 50, 40Х и др.). Теплостойкость твёрдых сплавов – 900…1000 оС. Допустимые скорости резания до 800 м/мин. Твердость 85…92HRА (74…76HRC).
Различают три группы твёрдых сплавов:
· вольфрамовые твердые сплавы (WC+Co), например марки BK2, BK3, BK4, BK6, BK8 (число после буквы К означает содержание кобальта в процентах по массе, остальное – карбид вольфрама).
· титано-вольфрамовые (WC+TiC+Co), например T30K4, T15K6, T14K8, T5K10 (число после буквы К означает содержание кобальта, после буквы Т – TiC (масс. %), остальное WC).
· титано-тантало-вольфрамовые (WC+TiC+TaC+Co), например, TT7K12, TT10K8, TT7K15 (число после буквы К означает содержание кобальта, после букв ТТ – общее содержание карбидов титана и тантала (масс. %), остальное WC) .
Твердые сплавы имеют низкую пластичность. При возрастании содержания кобальта прочность и вязкость повышаются, а износостойкость и твердость сплава понижаются. Наибольшей прочностью, но наименьшей теплостойкостью (750 оС) обладает трехкарбидные сплавы, их применяют при резании с ударами, большими сечениями срезаемого слоя. Наивысшую твердость и теплостойкость (до 900 оС) имеют двухкарбидные сплавы; двухкарбидные сплавы применяются при обработке высоколегированных сталей, имеющих низкую теплопроводность. В последнее время большое внимание уделяется разработке новых твердых сплавов, не содержащих карбидов вольфрама. В таких сплавах карбиды вольфрама заменены карбидами титана с добавками молибдена, никеля и других тугоплавких металлов.
Керамические инструментальные материалы не содержат дорогостоящих и дефицитных компонентов. Основа керамики – корунд Al2O3 (технический глинозем) – минерал кристаллического строения. Получают корунд из порошка глинозема в электропечах при температуре 1720…1750 оС спеканием, отсюда название «электрокорунд». Из кристаллов электрокорунда изготавливают стандартные керамические пластины белого цвета. Белый цвет имеют кристаллы электрокорунда свободного от примесей. Примеси химических элементов придают электрокорундам различные цветовые оттенки.
Преимущества оксидной керамики:
1. Высокая твердость (90…94HRA);
2. Высокая теплостойкость (1200 оС);
3. Малое сродство с металлами исключает адгезионное взаимодействие с обрабатываемым материалом, следовательно получается меньшая шероховатость обработанной поверхности.
Недостатки:
1. Высокая хрупкость (низкая ударная вязкость: 0,5…1,2 Дж/см2);
2. Плохая сопротивляемость циклическим изменениям тепловой нагрузки.
Инструменты из оксидной керамики используют при чистовой и получистовой обработке заготовок из отбеленных чугунов, труднообрабатываемых сталей, некоторых цветных и неметаллических материалов в условиях безударной нагрузки, без охлаждения и при повышенной жесткости системы СПИД (станок – приспособление – инструмент – деталь). Наибольшее применение получила минералокерамика ЦМ-332 (микролит) и ВО-13. Для повышения эксплуатационных свойств в минерралокерамику добавляют W, Mo, B, Ti, Ni, и т.п. Такие материалы называют керметами.
Алмазы и синтетические сверхтвердые материалы. Алмаз – самый твердый из известных инструментальных материалов, представляет собой одну из аллотропных модификаций углерода.
Достоинства:
1. Высокая износостойкость;
2. Хорошая теплопроводность;
3. Небольшой коэффициент трения;
4. Малая адгезионная способность к металлам (за исключением сплавов Fe-C).
Недостатки:
1. Низкая теплопроводность (при температурах, превышающих 700…800 оС алмаз графитизируется);
2. Большая анизотропия механических свойств (твердость и прочность в зависимости от направления действия силы на кристалл изменяются в сотни раз), что необходимо учитывать при изготовлении лезвийного инструмента.
3. Высокая стоимость и дефицитность;
4. Высокая хрупкость.
Синтетические алмазы получают путем перевода углерода в другую полиморфную модификацию в условиях высоких температур (до 2500 оС) и давлений (до 1000 ГПа). Синтетические алмазы выпускают следующих марок: АСБ – баллас (АСБ-5, АСБ-6); АСПК – карбонадо (АСПК-1, АСПК-2, АСПК-3). Указанные марки алмазов изотропны вследствие поликристаллического строения, обладают сравнительно высокой прочностью при ударах.
В режущих инструментах применяют кристаллы алмаза весом 0,3…0,8 карат (1 карат = 0,2 г) которые закрепляются в инструменте механически или при помощи пайки. Наиболее широко алмазный инструмент применяется при тонком точении и растачивании деталей из алюминия, бронз, латуней, неметаллических материалов: обработанная поверхность отличается низкой шероховатостью.
В последние годы широкое распространение получил синтетический сверхтвердый материал на основе кубического нитрида бора (КНБ). КНБ получают синтезом при температурах 1360 – 2000 оС и давлении 6000 – 9000 МПа из гексагонального нитрида бора, имеющего близкие к графиту характеристики.
Достоинства КНБ:
1. Очень высокая твердость (9000HV) (уступает только алмазу);
2. Самая высокая теплопроводность (до 1600 оС);
3. Химически инертен к железо-углеродистым сплавам.
На основе плотных модификаций КНБ создан ряд инструментальных материалов, называемых композитами. Различают композиты с массовой долей КНБ более 95% и композиты с массовой долей КНБ около 75%.
Композиты с массовой долей КНБ более 95%: эльбор Р (композит 01), бельбор (композит 02), гексанит (композит 10) и др. Изготавливаются в виде цилиндрических столбиков диаметром 4…6 мм и высотой 3…6 мм, закрепляемые в державке режущего инструмента.
В композитах с массовой долей КНБ 75% присутствуют добавки Al3O3 и др. материалов. К ним относятся композит 05 (КНБ + Al3O3), композит 09 (поликристаллы твердого нитрида бора), которым оснащаются инструменты, работающие с ударами.
Из вновь разрабатываемых материалов перспективным является силинит-Р (материал на основе нитрида кремния), который обладает более высокими прочностью, ударной вязкостью и теплопроводностью, чем инструменты из минералокерамики, не содержит дефицитных материалов, не склонен к адгезии по отношению к большинству сталей, сплавов на основе меди, алюминия.
Элементы резания. Основные понятия и определения
Заготовка – это предмет, подвергаемый изменению формы, размеров и шероховатости.
После завершения механической обработки из заготовки получается изделие (обработанная деталь), т.е. предмет труда.
Теория резания древесины появилась в 1870 г. (основоположник И. А. Тиме).
Резанием называют технологический процесс разрушения связей между частицами материала обрабатываемой заготовки по проектной поверхности лезвием режущего инструмента с целью получения изделия (детали) требуемой формы, размеров и шероховатости.
Обработка резанием – действие, направленное на изменение формы, размеров и шероховатости предмета труда при выполнении технологической операции резанием.
Лезвие – клиновидный элемент режущего инструмента. Оно предназначено для проникновения в материал заготовки и отделения срезаемого слоя.
Обработка резанием, осуществляемая лезвийным инструментом, называется лезвийной обработкой (ГОСТ 25761–83). В случае если резание осуществляется абразивными зернами, обработку называют абразивной. Абразивное зерно – частица абразивного материала с ненормированной формой и линейными размерами, не превышающими 5 мм.
Схема лезвийной обработки древесины
На схеме (рис. 1) показаны обрабатываемая заготовка 1, лезвие 4, которое перемещается по проектной поверхности 6, проникает в материал заготовки и отделяет срезаемый слой 2. Срезаемый слой характеризуется длиной l, шириной b и толщиной a. Древесина срезаемого слоя во всем объеме упруго-пластически деформируется, закручивается, разрушается. Эту часть материала 5 принято называть стружкой.
Часть древесины, специально оставленной для удаления на данной операции и называемой припуском П. В ряде случаев припуск П может быть настолько большим, что его срезают не сразу, а последовательно за несколько проходов. Припуски предусмотрены в заготовке со всех сторон. После удаления припусков получается деталь 9.
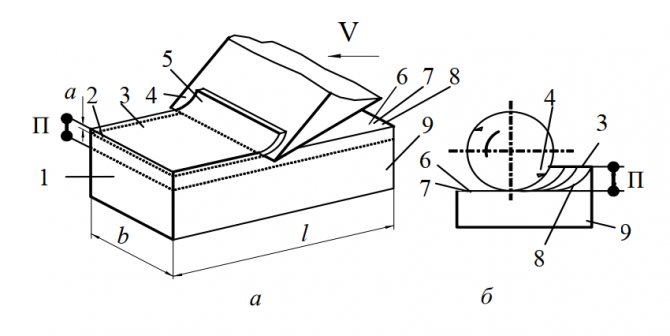
Рис. 1. Схемы лезвийной обработки древесины: а – строгание; б — фрезерование
Поверхность 3 заготовки, подлежащую изменению в процессе резания, называют обрабатываемой поверхностью. Поверхность 7, полученную вновь во время очередного прохода инструмента, называют обработанной. Она совпадает с проектной поверхностью 6. Промежуточную поверхность 8, временно существующую в процессе резания между обрабатываемой и обработанной поверхностями, называют поверхностью резания. Последняя всегда находится в контакте с лезвием.
Машины деревообрабатывающей отрасли
Типы машин
С учетом социальной потребности и научно-технического уровня деревообрабатывающее оборудование может выполнять четыре функции: технологическую, энергетическую, управления и планирования.
Если техническое устройство выполняет технологическую функцию, то оно называется рабочей машиной.
Рабочая машина представляет собой механизм или сочетание нескольких механизмов, осуществляющих определенные целесообразные движения для выполнения полезной работы. В простейшем случае все движения рабочей машины выполняются вручную. Например, ворот для подъема воды из колодца, дрель для сверления отверстий, мясорубка позволяют выполнять полезную работу и имеют ручной привод.
Рабочие машины, изменяющие форму и размеры обрабатываемой детали методом резания, называются станками.
Рабочие машины, производящие работу методом давления, называются прессами.
Машины, выполняющие рабочие операции без изменения формы, размеров и качества объекта труда, называются просто машинами (сортировочные, пакетоформирующие, транспортирующие и др.).
Машины, осуществляющие физико-химическое воздействие на обрабатываемый объект, называются аппаратами.
С целью облегчения труда рабочих, повышения производительности и улучшения качества выпускаемой продукции человек передает рабочей машине частично или полностью другие функции: энергетическую, управления, планирования.
Если рабочей машине передается энергетическая функция (привод движений главного, подачи и др.), то машина становится механизированной. Механизация только уменьшает или частично избавляет человека от тяжелого ручного труда, так как функция управления (включение, выключение, регулирование режима, загрузка и съем заготовок и т.д.) все равно остается за человеком.
Если рабочей машине передать функции энергетическую и управления, то она превращается в автомат и полностью исключает непосредственное участие человека в работе.
Автомат самостоятельно выполняет все рабочие и холостые ходы цикла по программе, заранее составленной и отлаженной человеком. В этом случае рабочая машина заменяет уже не только мускулы, но и в известных пределах мозг человека. За человеком остается только функция контроля, наладки, подготовки и замены программ.
Если рабочей машине передать еще функцию планирования (выбора нужной программы с помощью системы планирования работ), то за человеком остается только функция составления программ.
Если функции энергетическая и управления переданы машине не полностью, то рабочая машина называется полуавтоматом. Обычно на полуавтоматах рабочий вручную устанавливает, закрепляет и открепляет заготовку, включает подачу станка.
Линии
Для выполнения технологических операций рабочие машины устанавливают в линии, которые могут быть поточными, автоматическими или полуавтоматическими.
Поточной называется линия рабочих машин, расположенных в порядке последовательности выполнения операций технологического процесса и требующих индивидуального обслуживания. Входящие в поточную линию машины могут быть связаны и не связаны транспортными средствами. В лесопильном цехе, например, работает одна или несколько поточных линий. Станки линий установлены в строгой последовательности выполнения технологических операций, и каждый станок обслуживается одним или несколькими рабочими. При этом станки связаны между собой транспортерами.
Автоматической линией называется система машин, расположенных в технологической последовательности, объединенных средствами транспортировки, управления, автоматически выполняющая комплекс операций и нуждающаяся лишь в контроле и наладке. Загрузка головной машины линии и съем готовой продукции производятся загрузочно-разгрузочными устройствами.
Если некоторые операции линии выполняются с участием рабочего, то такая линия называется полуавтоматической.
Схемы машин
Схемы – это конструкторские документы, на которых условными символами графически изображены составные части изделия, их взаимное расположение и связи. Схема позволяет быстро разобраться в конструкции и последовательности действий элементов устройства.
Виды, типы и общие требования к выполнению схем установлены ГОСТ 701-84. Для проектирования и изучения конструкций деревообрабатывающего оборудования используются схемы: технологическая (функциональная), кинематическая, гидравлическая, пневматическая, электрическая. Схемы выполняются без соблюдения масштаба. Пространственное расположение частей изделия можно не учитывать.
Технологическая (принципиальная) схема
Технологической называют схему машины, отражающую принцип ее работы и характер движений ее рабочих органов и обрабатываемой детали.
Технологическая схема показывает, какие движения рабочих органов должны быть сделаны для обеспечения нормальной безопасной работы станка. На ней показываются условными очертаниями обрабатываемая деталь и инструмент, базирующие, направляющие, прижимные и подающие органы, их взаимное расположение и направление движения. На рис. 4 изображена технологическая схема круглопильного станка для продольной распиловки пиломатериалов.
На схеме показаны пила 1, нижние подающие вальцы 2 и 6, верхние подающие вальцы 3 и 4, верхняя и нижняя когтевые завесы 5, предотвращающие обратный выброс заготовки 8, и боковая направляющая линейка 7. Заготовка взаимодействует со всеми указанными элементами станка. При этом каждый рабочий орган выполняет свою конкретную функцию. Стрелками показано направление движения заготовки и рабочих органов станка. На схеме указывается также максимальный и минимальный размеры обрабатываемой заготовки.
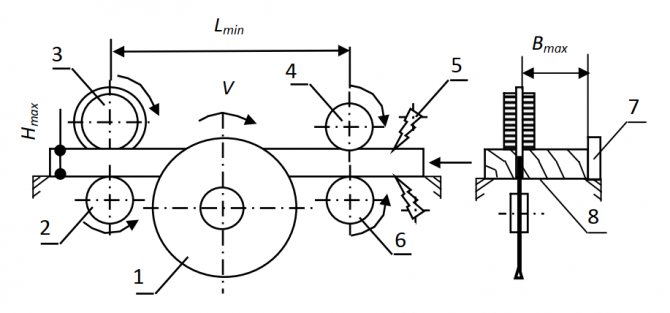
Рис. 4. Технологическая схема станка ЦА-2А
Кинематическая схема
Каждый станок состоит из кинематических элементов (звеньев) – валов, шестерен, шкивов, звездочек и т.п. Взаимодействующие друг с другом звенья образуют кинематические пары. Из кинематических пар образуются кинематические цепи, которые связывают двигательные механизмы станка с исполнительными.
Кинематическая схема станка отражает способ передачи движений в машине от двигательных механизмов к исполнительным.
Условные обозначения элементов кинематических схем выполняются по ГОСТ 770-68. Правила выполнения изложены в ГОСТ 703-75.
На рис. 5 приведена кинематическая схема механизма главного движения круглопильного станка.
Движение от электродвигателя 1 через клиноременную передачу, включающую шкивы 2 и 3, передается пиле. Кинематическую схему читают так: движение с вала I электродвигателя передается на пильный вал II ременной передачей.
Кинематическая схема позволяет рассчитать скорости рабочих движений станка или подобрать кинематические пары по заданным скоростям рабочих движений. Для этого на схеме приводится обозначение и характеристика всех входящих в нее элементов.
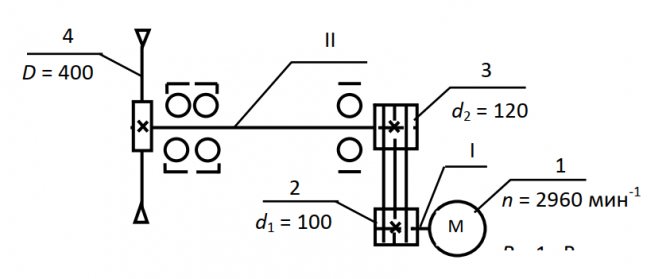
Рис. 9..5 Кинематическая схема механизма главного движения круглопильного станка