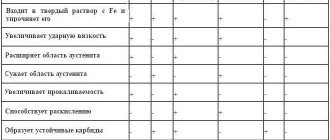
Одним из самых интересных материалов, производимых в металлургии, можно назвать сталь Гадфильда. Это первая легированная, высокомарганцовистая сталь массового выпуска и активного применения. Из-за своих необычных свойств она применяется в тех областях народного хозяйства, где все остальные виды стали не подходят. Ее вполне заслуженно можно назвать суперсталью. Она имеет низкую твердость, но хорошую износостойкость при ударах, высоком давлении и перепадах температуры. Эта сталь подходит для использования в агрессивных средах и экстремальных условиях.

И ножи из нее;
Сталь Гадфильда

Вероятно, вы уже догадались, что в этой статье снова речь пойдет о холодной ковке. Ну а что мне еще остается делать, если нет средств? Нет, да и фиг с ними, тем более что можно как говориться быть нормальным героем и пойти в обход.
Итак, сталь Гадфильда. Марка 110Г13Л, т.е. 1,1% углерода, 13% — марганец, «Л» обозначает, что сталь для литья.
Где ее найти и как отличить? Эта сталь почти вся льется, ее не прессуют, не куют и не штампуют. Почему? Об этом ниже. Из нее делают зубья для ковшей экскаваторов, плиты для дробильных машин, вероятно ударную часть отбойных молотков.
С одной стороны это несколько облегчает жизнь: найти изношенный эксковаторный зуб – не такая уж проблема. С другой стороны это же ее сильно усложняет: каким образом этот зуб распустить на полосы, пригодные для изготовления ножа или другого инструмента?
Но сначала о свойствах этой стали.
1. высокая ударная вязкость. Эта сталь отлично держит удары, даже если есть надрезы и трещины. Не колется и не ломается.
2. Наклеп. У этой стали он по истине колоссальный. Твердость ее дорастает до 80 единиц по Роквеллу (это при том что хрупкости особо не наблюдается)! И это не просто теория. Если ножом из этой стали бить по наковальне, то сначала ничего не происходит, а затем он начинает оставлять заметные зарубки на закаленной поверхности. После повторной заточки рубит и режет толстый медный провод без всякого вреда для себя.
3. но с другой стороны повышенная слабость к коррозии. Марганец – активный металл и ржавчина съедает эту сталь быстрее, чем обычную чернягу. Это существенный минус.
4. быстрый, очень быстрый рост наклепа. Это накладывает определенные трудности. Если переусердствовать, то раздираемая внутренними напряжениями эта сталь развалится на куски. Самая первая поковка при усадке на 40% у меня рассыпалась как размоченное печенье.
5. закаливается, но как и в случае с нержавейкой все происходит наоборот. После застывания отливки качество стали довольно низкое, т.к. на границах зерен аустенита, из которого она собственно и состоит, есть мелкие включения карбидов, которые легко образуют трещины между зернами и приводят к быстрому разрушению. Для устранения этого сталь закаливают при температуре 1100 по Цельсию в воде, нагрев должен быть очень медленным, 150 град./час с последующей выдержкой в соответствии с сечением отливки или заготовки. Закалка выравнивает структуру металла, полностью переводя его в аустенит и убирая наклеп. Соответственно твердость стали после закалки – низкая, вязкость высокая.
Вот то, что нужно знать об этой стали, приступая к работе.
Каталог продукции
ПОЛИТИКА ОБРАБОТКИ И ЗАЩИТЫ ПЕРСОНАЛЬНЫХ ДАННЫХ
Настоящая Политика обработки и защиты персональных данных (далее – Политика), разработана во исполнение Федерального закона «О персональных данных» и распространяется на любую информацию, которую сай, расположенный по адресу emz74.ru может получить о Пользователе (субъекте персональных данных) во время использования Пользователем сайта сайта, а так же программ и продуктов сайта.
- ОПРЕДЕЛЕНИЕ ТЕРМИНОВ
1.1 В настоящей Политике используются следующие термины:
1.1.1. «Администрация сайта» – уполномоченные сотрудники компании, которые организуют обработку персональных данных, а также определяют цели обработки персональных данных, состав персональных данных, подлежащих обработке, действия (операции), совершаемые с персональными данными и т.д.
1.1.2. «Персональные данные» — любая информация, относящаяся к прямо или косвенно определенному или определяемому физическому лицу (субъекту персональных данных).
1.1.3. «Обработка персональных данных» — любое действие (операция) или совокупность действий (операций), совершаемых с использованием средств автоматизации или без использования таких средств с персональными данными, включая сбор, запись, систематизацию, накопление, хранение, уточнение (обновление, изменение), извлечение, использование, передачу (распространение, предоставление, доступ), обезличивание, блокирование, удаление, уничтожение персональных данных.
1.1.4. «Конфиденциальность персональных данных» — обязательное для соблюдения Администрации сайта или иного получившего доступ к персональным данным лица требование не допускать их распространения без согласия субъекта персональных данных или наличия иного законного основания.
1.1.5. «Пользователь сайта сайта (далее « Пользователь») – лицо, имеющее доступ к сайту, посредством сети Интернет и использующее сайт.
1.1.6. «Cookies» — небольшой фрагмент данных, отправленный веб-сервером и хранимый на компьютере пользователя, который веб-клиент или веб-браузер каждый раз пересылает веб-серверу в HTTP-запросе при попытке открыть страницу соответствующего сайта.
1.1.7. «IP-адрес» — уникальный сетевой адрес узла в компьютерной сети, построенной по протоколу IP.
- ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Использование Пользователем сайта означает его полное согласие с настоящей Политикой и условиями обработки персональных данных Пользователя.
2.2. В случае несогласия с условиями Политики, Пользователь должен незамедлительно прекратить использование сайта.
2.3.Настоящая Политика применяется только к сайту. Сайт не контролирует и не несет ответственность за сайты третьих лиц, на которые Пользователь может перейти по ссылкам, доступным на сайте.
2.4. Администрация сайта не проверяет и не несет ответственность за достоверность персональных данных, предоставляемых Пользователями сайта.
- ПРЕДМЕТ ПОЛИТИКИ
3.1. Настоящая Политика устанавливает обязательства Администрации сайта по неразглашению и обеспечению режима защиты конфиденциальности персональных данных, которые Пользователь предоставляет по запросу Администрации сайта при регистрации на сайте или при оформлении заявки обратного звонка, сообщения.
3.2. Персональные данные, разрешённые к обработке в рамках настоящей Политики, предоставляются Пользователем путём заполнения формы на сайте и включают в себя следующую информацию:
3.2.1. фамилию, имя, отчество Пользователя;
3.2.2. контактный телефон Пользователя;
3.2.3. адрес электронной почты (e-mail);
3.3. Сайт защищает следующие данные, которые автоматически передаются в процессе просмотра рекламных блоков и при посещении страниц, на которых установлен статистический скрипт системы («пиксель»):
— IP адрес;
— информация из cookies;
— информация о браузере (или иной программе, которая осуществляет доступ к показу рекламы);
— время доступа;
— адрес страницы, на которой расположен рекламный блок;
— реферер (адрес предыдущей страницы).
3.4. Любая иная персональная информация неоговоренная выше (история покупок, используемые браузеры и операционные системы и т.д.) подлежит надежному хранению и нераспространению, за исключением случаев, предусмотренных в п.п. 5.2. и 5.3. настоящей Политики.
- ЦЕЛИ СБОРА ПЕРСОНАЛЬНОЙ ИНФОРМАЦИИ ПОЛЬЗОВАТЕЛЯ
4.1. Персональные данные Пользователя Администрация сайта может использовать в целях:
4.1.1. Идентификации Пользователя, зарегистрированного на сайте, для оформления заказа и (или) получения доступа к услуге и (или) заключения Договора купли-продажи того или иного товара дистанционным способом.
4.1.2. Предоставления Пользователю доступа к персонализированным ресурсам сайта.
4.1.3. Установления с Пользователем обратной связи, включая направление уведомлений, запросов, касающихся использования сайта, оказания услуг, обработки запросов и заявок от Пользователя и т.д.
4.1.4. Определения места нахождения Пользователя (если он дал на это свое согласие) для обеспечения безопасности, предотвращения мошенничества.
4.1.5. Подтверждения достоверности и полноты персональных данных, предоставленных Пользователем.
4.1.6. Предоставления Пользователю эффективной клиентской и технической поддержки при возникновении проблем связанных с использованием сайта.
4.1.7. Предоставления Пользователю с его согласия специальных предложений, новостной рассылки и иных сведений от имени сайта или от имени партнеров сайта.
4.1.8. Осуществления рекламной деятельности с согласия Пользователя.
4.1.9. Предоставления доступа Пользователю на сайты или сервисы партнеров сайта с целью получения продуктов, обновлений и услуг.
- СПОСОБЫ И СРОКИ ОБРАБОТКИ ПЕРСОНАЛЬНОЙ ИНФОРМАЦИИ
5.1. Обработка персональных данных Пользователя осуществляется без ограничения срока, любым законным способом, в том числе в информационных системах персональных данных с использованием средств автоматизации или без использования таких средств.
5.2. Персональные данные Пользователя могут быть переданы уполномоченным органам государственной и муниципальной власти Российской Федерации только по основаниям и в порядке, установленным законодательством Российской Федерации.
5.3. При утрате или разглашении персональных данных Администрация сайта информирует Пользователя об утрате или разглашении персональных данных.
5.4. Администрация сайта принимает необходимые организационные и технические меры для защиты персональной информации Пользователя от неправомерного или случайного доступа, уничтожения, изменения, блокирования, копирования, распространения, а также от иных неправомерных действий третьих лиц.
5.5. Администрация сайта совместно с Пользователем принимает все необходимые меры по предотвращению убытков или иных отрицательных последствий, вызванных утратой или разглашением персональных данных Пользователя.
- ОБЯЗАТЕЛЬСТВА СТОРОН
6.1. Пользователь обязан:
6.1.1. Предоставить информацию о персональных данных, необходимую для пользования сайтом.
6.1.2. По мере необходимости обновлять и дополнять предоставленную информацию о персональных данных, в случае изменения данной информации.
6.2. Администрация сайта обязана:
6.2.1. Использовать полученную информацию исключительно для целей, указанных в п. 4 настоящей Политики.
6.2.2. Обеспечить хранение конфиденциальной информации в тайне, не разглашать ее без предварительного письменного разрешения Пользователя, а также не осуществлять продажу, обмен, опубликование, либо разглашение иными возможными способами переданных персональных данных Пользователя, за исключением случаев, указанных в п.п. 5.2. и 5.3. настоящей Политики.
6.2.3. Принимать меры предосторожности для защиты конфиденциальности персональных данных Пользователя согласно порядку, обычно используемого для защиты такого рода информации в существующем деловом обороте.
6.2.4. Осуществить блокирование персональных данных, относящихся к соответствующему Пользователю, с момента обращения или запроса Пользователя или его законного представителя, либо уполномоченного органа по защите прав субъектов персональных данных на период проверки, в случае выявления недостоверных персональных данных или неправомерных действий.
- ОТВЕТСТВЕННОСТЬ СТОРОН
7.1. Администрация сайта, не исполнившая свои обязательства, несёт предусмотренную действующим законодательством ответственность за неправомерное использование персональных данных Пользователя, за исключением случаев, предусмотренных п.п. 5.2., 5.3. и 7.2. настоящей Политики.
7.2. В случае утраты или разглашения Конфиденциальной информации Администрация сайта не несёт ответственность, если данная конфиденциальная информация:
7.2.1. Стала публичным достоянием до её утраты или разглашения.
7.2.2. Была получена от третьей стороны до момента её получения Администрацией сайта.
7.2.3. Была разглашена с согласия Пользователя.
7.2.4. Была предоставлена на основании запроса уполномоченного государственного органа.
- РАЗРЕШЕНИЕ СПОРОВ
8.1. До обращения в суд с иском по спорам, возникающим из отношений между Пользователем сайта и Администрацией сайта, обязательным является предъявление претензии (письменного предложения о добровольном урегулировании спора).
8.2. Получатель претензии в течение 30 календарных дней со дня получения претензии, письменно уведомляет заявителя претензии о результатах рассмотрения претензии.
8.3. При не достижении соглашения, спор будет передан на рассмотрение в судебный орган в соответствии с действующим законодательством Российской Федерации.
8.4. К настоящей Политике и отношениям между Пользователем и Администрацией сайта применяется действующее законодательство Российской Федерации.
- ДОПОЛНИТЕЛЬНЫЕ УСЛОВИЯ
9.1. Администрация сайта вправе вносить изменения в настоящую Политику без предварительного уведомления и согласия Пользователя.
9.2. Новая Политика вступает в силу с момента ее размещения на сайте, если иное не предусмотрено новой редакцией Политики.
История
Сталь Гадфильда, как уже можно было догадаться по самому её названию, была получена неким Гадфильдом. Но мало кто знает, кто этот человек, и когда была эта сталь им предложена. Если углубиться в историю, то можно узнать тот факт, что этот материал повышенной прочности был получен английским металлургом Робертом Гадфильдом в 1882 году. Она получила широкое распространение довольно скоро, так как на поверку оказалась весьма интересным материалом.
Вскоре после того, как сталь Гадфильда была выпущена в массовое производство, ей заинтересовались военные. И не случайно. Сталь высокой прочности должна была стать очень важным материалом для создания некоторых элементов защитной военной экипировки.
Внедрение стали Гадфильда в военную отрасль началось с того, что материал был использован для создания высокопрочных пехотных шлемов. Сначала такие шлемы были приняты на вооружение в британской армии, но американские военные не остались в стороне и тоже взялись за производство аналогичных шлемов. Технология создания шлемов из стали Гадфильда была неизменна вплоть до 80-х. Дело в том, что к тому времени уже ставшую знаменитой сталь заменили на органопластик, так как он был более лёгким, но оставался довольно прочным.
Также сталь Гадфильда широко применялась в танкостроении. Она использовалась для изготовления гусеничных траков для танков. Первой сталь Гадфильда для этой цели стала использовать из Британии в конце 20-х годов. Применение этой стали в изготовлении траков танковых гусениц позволило существенно увеличить пробег до 4800 км. Кстати, до использования чудо — стали пробег составлял 500 км. Что самое интересное, этот небольшой показатель считался настоящим рекордом в годы Первой мировой войны. Этот факт показывает насколько важно было использование стали Гадфильда в области танкостроения.
Впоследствии применение стали Гадфильда осуществлялось не только в военных областях. В Советском Союзе выплавку такой стоили освоили только к 1936 году.
Состав, структура и обработка
Химический состав стали Гадфильда можно обозначит так: Fe — 82%, Mn — 12%, C — 1%, Si — 1%, другие примеси — 4%. При таком соотношении марганца и углерода в составе этой стали, она имеет аустенитную структуру, которая обеспечивает материалу повышенную устойчивость к износам и склонность к упрочнению при деформации с ударной вязкостью и высокой пластичностью.
Бытует мнение, что именно сталь Гадфильда должна называться первой легированной сталью массового производства.
Из-за того, что аустенит обладает большой вязкостью, сталь просто невозможно обрабатывать посредством резки. Режущие инструменты для обработки стали Гадфильда не подойдут, поэтому для изготовления изделий из этого материала применяют литьё.
Сталь обладает низкой твёрдостью, но в то же время наделен и необычайно высокой износоустойчивостью при трении в условиях высокого давления и ударов. Это можно объяснить тем, что сталь Гадфильда обладает повышенной способностью к наклёпу, которая у этого материала значительно выше, чем у сталей, обладающих аналогичной твёрдостью.
При сварке этой стали следует учитывать следующие её особенности:
- Сталь Гадфильда обладает теплопроводностью, которая в 4-6 раз меньше, чем у других сталей. Коэффициент теплового расширения в 1,9 раз больше, чем у сталей малоуглеродистых, что влияет на вероятность появления холодных трещин в зоне термического воздействия и в наплавленном металле;
- Есть вероятность появления и горячих трещин, так как литейная усадка стали Гадфильда в 1,6 раз больше усадки малоуглеродистой стали;
- Следует помнить, что при нагревании аустенитная структура преобразуется в мартенситную, поэтому существует высокая вероятность появления трещин в зоне термического влияния.
Аустенитная высокомарганцевая сталь
Склонность к образованию горячих трещин. Считают, что присущий стали 110Г13Л этот недостаток связан с низкими механическими свойствами при высоких температурах, большой величиной коэффициента её линейной усадки, достигающей 2,8¸3 %, пониженной теплопроводностью, повышенной чувствительностью к перегреву при заливке и концентрацией напряжений в частях отливок, имеющих резкие переходы, большой склонность к пригару. Последнее свойство, обусловленное химической активностью жидкой стали по отношению к кислым огнеупорам и формовочным материалам приводит к изменению состава поверхностных слоёв отливок (обезуглероживание, обеднение по марганцу и обогащение кремнием).
Основным видом брака высокомарганцевых отливок являются горячие и холодные трещины. Они могут иметь форму надрывов, быть сквозными и несквозными, различной глубины, формы и протяженности. На трещинообразование стали типа 110Г13Л значительное влияние оказывают разнообразные факторы: химический состав (особенно содержание фосфора, марганца, углерода и кремния), степень раскисленности, температура и скорость разливки по формам, количество, природа, форма и характер расположения неметаллических включений, условия кристаллизации, величина аустенитного зерна, температура отливок в момент их выбивки из форм, режим термической обработки и др.
Часто трещины на отливках появляются при их преждевременной выбивке из форм в результате резкого перепада температур отливок и окружающей среды. В этом случае в отливках возникают большие внутренние напряжения из-за низкой теплопроводности высокомарганцевой стали и значительного линейного расширения. Р.З. Кац предложил проводить выбивку только после того, как температура наиболее нагретых сечений понизится до 400 °С, что позволило бы снизить брак по трещинам сердечников железнодорожных крестовин более, чем в три раза.
В среднем время остывания высокомарганцевых отливок должно быть в 2,0¸2,5 раза больше, чем при остывании отливок из углеродистых сталей примерно равной массы, степени сложности и толщины.
Удаление прибылей и питателей огневой резкой следует производить до окончательной термической обработки отливок. При толщине отливок не более 40 мм допускается отрезать прибыли и питатели после закалки.
Сварку отливок из стали 110Г13Л в закалённом состоянии осуществляют электродами из стали типа 110Г13Л, но с пониженной концентрацией углерода и 3 % никеля (ЭИ63), принимая меры для уменьшения прогрева деталей. Допускается сварка электродами из стали 1Х18Н9Т, однако шов получается более хрупким. Иногда производится наплавка изношенных деталей износостойкими сплавами, однако она требует специального подбора режима наплавки, чтобы избежать образования трещин в основном металле на границе с наплавленным.
Вследствие высокой склонности к наклёпу обрабатываемость стали 110Г13Л очень низка и выполняется твердосплавным инструментом. Обрабатываемость резанием заметно улучшается в результате отпуска стали 110Г13Л в интервале температур максимальной скорости превращений аустенита (500–600 оС) в тем большей степени, чем полнее произошёл распад аустенита по реакции γ → α + к. Обработка резанием в нагретом состоянии до температур 300–600 оС также позволяет существенно облегчить процесс механической обработки стали, однако даже после кратковременного нагрева, вызывающего распад аустенита, потребуется повторная закалка, что далеко не всегда возможно.
Хорошие результаты даёт электроискровая, электроэрозионная и анодно-механическая обработка, которые не снижают механические свойства обрабатываемой поверхности (несколько снижается предел выносливости после электроискровой обработки).
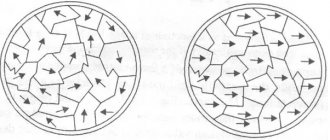
Термическая обработка отливок из стали 110Г13Л. Согласно разрезу тройной диаграммы Fe–Mn–C при 13 % Mn и 1 % С (рис. 4.3), кристаллизация стали 100Г13Л при медленном охлаждении начинается при температуре около 1400 0С с образования кристаллов аустенита с концентрацией углерода около 0,5 %, а заканчивается при температуре около 1280 0С образованием обогащённых углеродом межкристаллитных областей (светлые участки на рис. 4.4). Ниже температуры 850 0С происходит выделение карбидов (Fe, Mn)3C из аустенита, прежде всего в обогащённых углеродом областях, т.е. по границам образовавшихся зёрен, которые проходят как по межосным участкам, так и по осевым частям дендритов. Предпочтительными местами выделения карбидов служат межосные участки, независимо от того, находятся они по границам или внутри зёрен аустенита. Ниже температуры 620 0С при замедленном охлаждении может развиваться распад аустенита на ферритно-карбидную смесь с образованием трооститно-сорбитной структуры в обеднённых по марганцу областях, т.е. в участках, прилегающих к ранее выделившимся «заэвтектоидным» карбидам.
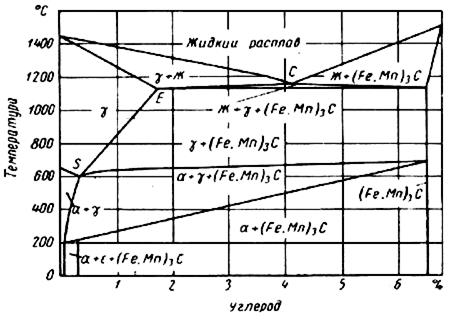
Рис. 4.3. Политермический разрез диаграммы состояния Fе–Мn–С при концентрации марганца 13 %
Рис. 4.4. Микроструктура литой стали 110Г13Л, х 200
Г.И. Сильман показал, что уже в процессе охлаждения отливки в структуре высокомарганцевых сталей образуется особая двухфазная составляющая, состоящая из аустенита и пластинок (или иголок) карбидов и имеющая перлитоподобное строение, т.е. при этом аустенит не претерпевает γ→α превращение.
Замедление охлаждения в интервале температур 700¸400 0С приводит к распаду аустенита с образованием карбидов и возникновению повышенной хрупкости стали. Согласно диаграмме изотермического распада аустенита марганцовистых сталей (рис. 4.5), фазовые превращения начинаются с выделения заэвтектоидных карбидов по границам и внутри зёрен аустенита (при температурах 550¸600 °С после выдержки в течение нескольких минут), а затем происходит эвтектоидный распад γ-твёрдого раствора (уже в результате 15-минутной выдержки при этих температурах). В результате зарождения чередующихся пластин цементита и феррита, как правило, в окрестности заэвтектоидных карбидов начинается рост трооститных участков. Это превращение развивается по обычному для эвтектоидного распада диффузионному механизму, сопровождается увеличением количества продуктов распада – феррита и цементита и увеличением объёма. Одновременно протекает обезуглероживание γ-твёрдого раствора и диффузия марганца в карбид, что, по данным авторов, подтверждается снижением точки Кюри цементита. Превращение аустенита в стали 110Г13Л в интервале температур 700¸400 0С происходит согласно схеме
γ (1,2 %С) → γ + К (Fe, Mn)3C)→ γ (0,05…0,15 % С) + [α + К (Fe,Mn)3C) ], где α + К (Fe, Mn)3C) – эвтектоид.
Как следует из рис. 4.5, чтобы предотвратить выделение избыточных карбидов, необходимо их интенсивное охлаждение в интервале температур 700¸400 0С, что трудно обеспечить, особенно в центре массивных отливок, в связи с относительно низкой теплопроводностью аустенитной высокомарганцевой стали. Поэтому для массивных отливок важно выдерживать отношение Мn : С ≥ 10, учитывая, что повышение содержания углерода уменьшает, а марганца – увеличивает устойчивость переохлаждённого аустенита к образованию карбидов и эвтектоидному превращению.
Рис. 4.5. Диаграмма изотермического распада аустенита марганцовистых сталей:
1– 0,93 % С; 12,02 % Мn; 2 –1,25 % С; 12,44 % Мn; к – карбид; тр – троостит
Микроструктура стали 110Г13Л в закалённом состоянии и после холодной пластической деформации показана на рис. 4.6, откуда видно, что в деформированном состоянии в полиэдрических зёрнах аустенита равномерно расположены линии деформации в двух или трёх взаимно пересекающихся направлениях. Пластическая деформация в марганцевой аустенитной стали осуществляется путём скольжения по плоскостям {111}, а также посредством двойникования (рис. 4.6, б).
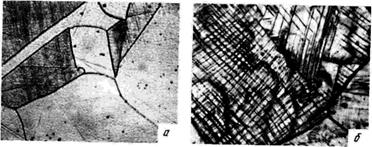
Рис. 4.6. Микроструктура стали 110Г13Л после закалки от 1050 0С в воду (а) и холодной пластической деформации сжатием на 20 % (б), х 200
Наилучшее сочетание высоких служебных свойств (способность сильно упрочняться при фрикционном воздействии и соответственно повышенная износостойкость рабочей поверхности в сочетании с высокой ударной вязкостью внутренних, несущих объёмов) сталь 110Г13Л проявляет только после нормальной закалки от 1050¸1100 оС в проточной воде, которая формирует структуру однофазного пересыщенного твёрдого раствора-аустенита, предотвращая выделение карбидов.
Согласно разрезу тройной диаграммы Fe–C–13 % Mn (рис. 4.5), аустенит как равновесная структура в стали с 1,25 % С и 13 % Мn существует выше температуры 900 0С. Учитывая, что теплопроводность марганцовистой аустенитной стали, содержащей 1,2 % углерода и 12 % марганца, в 3,5 раза меньше, чем углеродистой, в целях интенсификации диффузионных процессов, ускорения полного растворения карбидов и повышения производительности при закалке в производственных условиях аустенитизацию проводят обычно при температуре 1050¸1150 °С с последующим фиксированием структуры аустенита резким охлаждением в проточной холодной воде.
Учитывая пониженную теплопроводность стали 110Г13Л и значительный коэффициент её линейного расширения по сравнению с углеродистыми сталями, нагрев высокомарганцевых отливок под закалку следует вести осторожно, особенно до 700¸750 °С. При ускоренном же нагреве (особенно в области 500¸700 °С) в металле возникают значительные внутренние напряжения, способствующие образованию трещин.
Температура рабочего пространства термических печей при загрузке в них холодных отливок из стали 110Г13Л и скорость нагрева их под закалку на разных заводах различны и определяются в основном массой садки, тепловой мощностью печи, химическим составом металла отливок, толщиной стенок этих отливок, а также их размером и сложностью конфигурации. Общая продолжительность нагрева под закалку складывается из времени нагрева до закалочной температуры и времени выдержки при этой температуре.
Загрузка отливок в термическую печь производится обычно при температуре рабочей зоны печи 300¸600 °С в зависимости от толщины стенки и массы этих отливок. Выдержка составляет обычно 1,5¸2,5 ч. Скорость нагрева отливок до температуры закалки лимитируется лишь опасностью возникновения в них трещин и не оказывает существенного влияния на качество металла. Большей частью технологических инструкций по термической обработке высокомарганцевых отливок рекомендуется нагрев до 700 °С вести со скоростью не более 50 °С/ч. После выравнивания температуры по сечению отливки дальнейший нагрев (от 700 °С) разрешается вести со скорости 150 °С/ч и даже больше.
Имеются сведения, что нагрев отливок (черпаки и козырьки драг) из стали 110Г13Л, легированной молибденом и хромом, от 300 до 650 °С ведут со скоростью 100¸120 °С/ч с последующей трёхчасовой выдержкой. Продолжительность выдержки отливок при температуре закалки определяется толщиной их стенок, зависит главным образом от скорости растворения карбидов в аустените и составляет от 1 до 8 ч. Различные по форме и размерам карбиды в процессе нагрева до температуры закалки и последующей выдержки при этой температуре распадаются по-разному. Например, округлые одиночные карбиды и карбиды, расположенные колониями, растворяются значительно медленнее, чем мелкие иглообразные или розеткообразные карбиды. С повышением в стали концентрации кремния и введением в нее карбидообразующих легирующих элементов растворимость карбидов в аустените существенно снижается, что требует повышения температуры нагрева под закалку.
Для того чтобы ускорить процесс получения однородной аустенитной структуры, рекомендуется отливки подвергать длительной выдержке при относительно низкой температуре (1000¸1050 °С) или повышать эту температуру, уменьшая продолжительность выдержки. На практике лучшие результаты получают при повышении температуры закалки, а не при увеличении продолжительности выдержки. Наиболее высокие показатели механических характеристик стали 110Г13Л обеспечиваются при одновременном повышении температуры закалки и увеличении времени выдержки, хотя видимых изменений микроструктуры металла при этом не наблюдается.
С.Е. Кондратюк и О.Г. Касаткин считают, что на каждые 25 мм сечения отливки требуется около 1 ч выдержки при температуре закалки. Недостаточная выдержка часто приводит к неполному растворению карбидов, особенно тех, которые расположены по границам зерен металла. Слишком же длительная выдержка при высокой температуре (≥1100 °С) может привести к заметному обезуглероживанию поверхностного слоя отливок и образованию окалины (рис. 4.7).
Рис. 4.7. Зависимость глубины обезуглероженного слоя (h) и толщины слоя окалины (l) от длительности выдержки τв отливок при температуре закалки
С увеличением избытка воздуха для сжигания топлива в термической печи толщина слоя окалины и глубина обезуглероженного слоя возрастают. Обезуглероженный слой отливок не только быстро изнашивается сам, но и значительно затрудняет процесс их поверхностного упрочнения при эксплуатации.
Отмечают, что даже для крупных отливок выдержка при температуре закалки 1100 °С не должна превышать 1 ч вследствие склонности высокомарганцевой стали к обезуглероживанию. П.Ф. Парасюк рекомендует определять время выдержки высокомарганцевых отливок при закалочной температуре по следующей эмпирической формуле в зависимости от толщины стенок и содержания в металле углерода и кремния:
В = 0,0165 δотл.. [1,27(С + Si)] ,
где δотл. – толщина стенок отливок, мм.
Практика производства отливок из стали 110Г13Л на Уралмашзаводе показала, что для гарантированного обеспечения структуры аустенита при закалке необходимо следить за тем, чтобы температура воды в закалочном баке после погружения в него нагретых отливок не поднималась выше 60 °С, иначе при недостаточной скорости охлаждения в металле не только может произойти выпадение карбидов и образование мартенсита в обеднённых по углероду и марганцу участках, но даже получиться перлит. При охлаждении стали от 1050 °С с недостаточной скоростью в микроструктуре такой стали часто наблюдается значительное количество мелких карбидов, которые при недостаточно большом увеличении могут выглядеть как утолщённые границы зерен. Чем выше будет температура воды в закалочном баке, тем на меньшую глубину прокалятся отливки. Температура воды (5¸60 °С) при большом ее количестве не оказывает существенного влияния на структуру и ударную вязкость высокомарганцевой стали. Закаливающую способность воды предлагается определять не только по её начальной температуре и количеству, приходящемуся на единицу массы садки, но главным образом по абсолютной скорости охлаждения при закалке. Средняя скорость охлаждения отливок толщиной до 200 мм, обеспечивающая получение аустенитной структуры с тонкими границами зерен, составляла в опытах по закалке зубьев ковшей карьерных экскаваторов мод. ЭКГ-4 не менее 30 °С/мин.
В результате нагрева закалённой стали до температур выше 300 оС заметное развитие получают процессы старения пересыщенного твёрдого раствора, которые завершаются выпадением избыточного углерода в виде карбидов цементитного типа (Fe, Mn)3C и эвтектоидным распадом обеднённого по углероду и марганцу аустенита. Эти процессы происходят с максимальной полнотой в интервале температур 450¸800 оС и сопровождаются изменением морфологии карбидов, возрастанием твёрдости до НВ 400¸450 (после отпуска при температуре 550 оС) и резким падением ударной вязкости (до 0,2¸0,3 МДж/м2). В связи с этим отливки из стали 110Г13Л во избежание по- ломок от хрупкого разрушения не должны эксплуатироваться выше 300 оС.
⇐ Предыдущая22Следующая ⇒

Применение стали Гадфильда
Сталь Гадфильда применяется во многих отраслях производства, так как обладает весьма важными и полезными качествами. При изготовлении изделий из этого материала можно быть уверенным, что он не подведёт, так как прочность и другие положительные качества стали Гадфильда неоспоримы.
Высокая износоустойчивость и прочность напрямую повлияли на популярность этого материала. Различные предприятия, занимавшиеся изготовлением разными видами изделий, применяли этот материал, так как именно эта сталь могла обеспечить необходимую прочность продукции.
Поэтому совершенно неудивительно, что сталь Гадфильда применяется в изготовлении огромного количества разнообразной продукции. С её помощью изготавливаются траки гусениц танков (как было уже упомянуто выше), машин, тракторов, рельсовые крестовины, щёки дробилок, стрелочные переводы, которые способны осуществлять работу в тяжёлых условиях истирания и ударных нагрузок. К тому же именно сталь Гадфильда используется для изготовления оконных решёток для тюремных учреждений.
Кстати, насчёт последнего пункта можно сказать интересный факт. Дело в том, что использование стали Гадфильда для изготовления оконных решёток для тюрем, в шутку называют издевательством по отношению к заключённым. Дело в том, что классический побег предполагает использование ножовки, которой перерезают металлическую решётку, после чего можно совершать побег. В истории зафиксировано огромное количество таких побегов по банальному сценарию с использованием ножовки для резки металла. Кстати, интересный факт: по сведениям тюремных надзирателей, именно ножовки занимают первое место в топе предметов, которые тайком пытаются пронести заключённым их друзья и близкие.
И если в случае использования ножовки по отношению к обычным оконным решёткам, у заключённых ещё были кое-какие шансы для спасения, то использование стали Гадфильда их просто не оставляет. Дело в том, что эта сталь, в отличие от других, обладает очень интересным свойством, которое заключается в том, что в процессе резания прутьев решётки происходит сильный наклёп поверхности, на которую оказывается воздействие. Это влияет на упрочнение стали, на увеличение её твёрдости до твёрдости самой ножовки и даже выше. В результате этого даже не стоит надеяться на положительный результат такого тщетного предприятия.
Области применения стали Гадфильда
Одним из самых интересных материалов, производимых в металлургии, можно назвать сталь Гадфильда. Это первая легированная, высокомарганцовистая сталь массового выпуска и активного применения. Из-за своих необычных свойств она применяется в тех областях народного хозяйства, где все остальные виды стали не подходят. Ее вполне заслуженно можно назвать суперсталью. Она имеет низкую твердость, но хорошую износостойкость при ударах, высоком давлении и перепадах температуры. Эта сталь подходит для использования в агрессивных средах и экстремальных условиях.
Стандарты
| Название | Код | Стандарты |
| Отливки со специальными свойствами (чугунные и стальные) | В83 | ГОСТ 21357-87, ГОСТ 2176-77, KSt 81-033:2009, TУ 48-22-98-83, TУ 14-1-563-73, TУ 14-1-641-73, TУ 4112-78269737-001-2005 |
| Рельсы. Накладки. Подкладки. Костыли | В42 | ГОСТ 7370-98, ГОСТ 28370-89, TУ 32-ЦП-671-93 |
| Отливки стальные | В82 | ГОСТ 977-88, ОСТ 24.920.01-80, KSt 81-038:2009, TУ 108.11.549-87, TУ 14-1-4788-90 |
Легирование
Легирование — это изменение состава стали с помощью рассчитанного количества вспомогательных элементов, примесей, для придания ей определенных физических качеств. В числе наиболее часто применяемых легирующих составляющих значатся:
Все эти добавки по-разному влияют на конечные качества получаемого сплава. Прежде чем целенаправленно добавлять в металл легирующие составляющие, люди познакомились с природными легированными сплавами, буквально упавшими с неба в виде железных метеоритов. Это железо применялось уже давно. Оно содержит до 8,5% никеля — активно применяемого сегодня легирующего элемента.
Изобретен этот вид стали был в 1882 г металлургом-англичанином Робертом Гадфильдом (был принят в почетные члены Академии Наук СССР в 1933 г.). Это высокопластичная сталь с большим содержанием марганца. Получилась эта марка стали настолько удачной, что и сейчас, практически без изменений в химическом составе, широко используется в самых разных отраслях промышленности. В СССР технологию выплавки этой стали освоили к 1936 году. В России и среди стран-членов Содружества Независимых Государств она известна под маркой 110Г13Л (или Г13Л). Литера «Л» обозначает, что эта сталь — для литья. Требования регламентируются ГОСТом 977-88 и его аналогами за рубежом.
Обозначения
| Название | Значение |
| Обозначение ГОСТ кириллица | 110Г13Л |
| Обозначение ГОСТ латиница | 110G13L |
| Транслит | 110G13L |
| По химическим элементам | 110Mn13 |
| Название | Значение |
| Обозначение ГОСТ кириллица | Г13Л |
| Обозначение ГОСТ латиница | G13L |
| Транслит | G13L |
| По химическим элементам | Mn13 |
Область применения
Изготавливают из нее части механизмов, рельсовые крестовины, стрелочные переводы, сердечники для прокатки труб, гусеничные траки, броневые листы, детали дробилок, козырьки землечерпательных машин, все устройства, где требуется особая стойкость к износу при больших давлениях, ударным нагрузкам и истиранию. До 80-х годов из нее изготавливались защитные шлемы для солдат в британской и американской армиях. За двадцатый век их было выпущено порядка 30 миллионов штук. Эти шлемы — лишь один из способов использования стали Гадфильда. В 20-х годах из нее начали изготавливать траки для танков — это та часть гусениц, которая подвергается наибольшему воздействию и истиранию при передвижении тяжелых машин. Изготовленные из этой стали они позволили увеличить пробег техники без ремонта гусениц или их замены почти в 10 раз, с 500 км до 4800 км.
Сталь Гадфильда очень важна, она стала незаменимой в военной промышленности и танкостроении. С течением времени этот вид стали начали применять и в других областях деятельности.
Механические характеристики
| Сечение, мм | sТ|s0,2, МПа | σB, МПа | d10 | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа |
| Механические свойства металла для изготовления сердечников и цельнолитых крестовин стрелочных переводов по ГОСТ 7370-98 для металла групп | ||||||
| ≥355 | ≥880 | ≥30 | ≥27 | ≥245 | — | |
| Отливки сечением 30 мм. Закалка 1050-1100 °С, вода. | ||||||
| — | 360-380 | 654-830 | 34-53 | 34-43 | 260-350 | 186-229 |
| Механические свойства металла для изготовления сердечников и цельнолитых крестовин стрелочных переводов по ГОСТ 7370-98 для металла групп | ||||||
| ≥355 | 780-880 | 25-30 | 22-27 | 196-245 | — | |
| Отливки сечением 30 мм. Закалка 1050-1100 °С, вода. | ||||||
| — | 360-380 | 654-830 | 34-53 | 34-43 | 240-320 | 186-229 |
| Механические свойства металла для изготовления сердечников и цельнолитых крестовин стрелочных переводов по ГОСТ 7370-98 для металла групп | ||||||
| ≥355 | 690-780 | 16-25 | 16-22 | 166.6-196 | — | |
| Отливки сечением 30 мм. Закалка 1050-1100 °С, вода. | ||||||
| — | 360-380 | 654-830 | 34-53 | 34-43 | 220-300 | 186-229 |
| Отливки сердечников и цельнолитых крестовин стрелочных переводов по ГОСТ 7370-98 в состоянии поставки | ||||||
| — | ≥355 | ≥735 | ≥25 | ≥22 | ≥166.6 | — |
| Отливки сечением 30 мм. Закалка 1050-1100 °С, вода. | ||||||
| — | 360-380 | 654-830 | 34-53 | 34-43 | 190-300 | 186-229 |
| Отливки. Закалка в воду с 1050-1100 °С (после термообработки д.б. чисто аустенитная структура) | ||||||
| — | ≥400 | ≥800 | ≥25 | ≥35 | — | ≥190 |
| Отливки сечением 30 мм. Закалка 1050-1100 °С, вода. | ||||||
| — | 360-380 | 654-830 | 34-53 | 34-43 | 90-210 | 186-229 |
Состав и свойства
Процентный химический состав стали Гадфильда таков:
При таком проценте марганца и углерода сталь имеет аустенитную структуру. Именно она придает металлу повышенную стойкость к износам и склонность к увеличению прочности при нарушении геометрии первоначальной формы в результате удара. Аустенит — это структура металла, определяющая его технические характеристики, которые невозможно получить в другом состоянии, так как при изменении строения изменяются и свойства. Это твердый раствор углерода и легирующих компонентов в железе. Количество углерода и количество марганца в сплаве прямо связаны между собой. При увеличении количества углерода, необходимо увеличивать и содержание марганца. Длительность эксплуатации защитных покрытий, изготовленных из стали Гадфильда (футеровок), зависит именно от количества углерода в металле. Так как марганец — активный металл, то сталь Гадфильда имеет повышенную слабость к коррозии, это существенный недостаток этого сплава.

Изделия из этой стали требуют особого ухода для защиты от коррозионного разрушения.
Упрочнение
Упрочнение при ударной деформации, или нагартовка — это процесс, применяемый для увеличения прочности металла, которое не может быть получено термическим воздействием (закалкой). Эта технология обработки направлена на изменение формы изделия методом холодной ковки, пластической деформации, ввода в металл механической энергии. В результате чего твердость сплава повышается, увеличивается его прочность, но уменьшается пластичность.
А невозможность закалки стали Гадфильда с получением привычного эффекта — упрочнения закаляемой детали – заметил сам изобретатель этого вида металла. При попытке закалить образец выяснилось, что металл стал не тверже, а мягче. Замена сред закалки не помогла, образец оставался мягким. Неожиданным было и то, что новая сталь не поддавалась ни токарной, ни фрезерной обработке. При попытке отковать образец холодным способом, без нагрева, участки, подвергнувшиеся ударам молота, стали твердыми. И чем большее количество ударов они получали, тем тверже становились. Попытка обработать металл напильником также закончилась неудачей. Чем сильнее был нажим напильника, тем сильнее было сопротивление металла, образец становился все более твердым.
Из-за невозможности перепилить прут из стали Гадфильда напильником, она применяется для изготовления тюремных решеток. При попытке перерезания прутка такой решетки, происходит сильный наклеп той части, которая подвергается воздействию. Значительно увеличивается твердость стали, до твердости самого напильника и даже выше. В результате попытка перепилить тюремную решетку обречена на провал.
Сталь Гадфильда. Непоколебимая выдержка.

Сталь марки 110Г13Л хорошо известна профессионалам тяжелой промышленности. Известна она и людям от промышленности далеким, правда, под более благозвучным названием – «сталь Гадфильда». И даже в непрофессиональной среде наслышаны о впечатляющей твердости сплава. Главный «секрет» особых характеристик этой стали – ее основной легирующий элемент – металлический марганец. Шведский минералог Юхан Готлиб Ган в 1774 году первым смог выделить металлический марганец, нагрев в печи руду пиролюзита с углем. Первым же добавить новый элемент в состав стали в 1882 году догадался британский металлург Роберт Аббот Гадфильд. Сегодня марганцовистая сталь имеет тот же самый химический состав и носит имя своего изобретателя. Металлург сразу понял – новый металл принципиально не похож на все остальные: Гадфильд попытался закалить образец, но сталь стала не тверже, как все стали после закалки, а мягче. Дальше – больше. Новый металл не поддавался ни токарной, ни фрезерной обработке. Ученый пытался закаливать сталь в различных средах, но она упорно становилась мягкой при обработке. Когда же ее наконец подвергли холодной ковке, то выяснилась неожиданная особенность: участки, на которые приходились удары молота, становились твердыми. Чем больше была степень деформации, тем тверже становилась сталь. Аналогичный эффект сталь выдавала и при обработке напильником. По мере надавливания сопротивление металла росло: чем сильнее был нажим, тем больше сопротивление. Уникальная твердость и износостойкость новой стали, ее способность выдерживать и поглощать сильные удары без разрушения стали пропуском в мир большой промышленности. Ее начали использовать для изготовления тех деталей, которые постоянно подвергаются сильным ударам и быстро выходят из строя. Первое применение стали Гадфильда нашли строители железных дорог. Из нее изготавливали рельсовые крестовины и стрелочные переводы, работающие в условиях ударных нагрузок и истирания. Вскоре прочным сплавом заинтересовались и военные. Во времена Первой мировой из листовой стали Гадфильда изготавливали пехотные шлемы для британской и американской армий. Вооруженным силам под звездно-полосатым флагом шлемы служили верой и правдой до 1980-ых годов. За двадцатый век военные выпустили порядка 30 миллионов шлемов из марганцовистой стали. Оценив достоинства сплава на шлемах, военные дали ему «зеленый свет» и в более масштабных проектах. В 1920-ых началось применение металла в танкостроении. Первой использовать металл для траков танковых гусениц стала британская фирма Vickers. Новый материал совершил настоящий прорыв: теперь боевые машины выдерживали почти 5000 километров пробега – в 10 раз больше, чем раньше. Пожалуй, самым необычным, но вполне естественным применением марганцовистого сплава стали тюремные оконные решетки. Забудьте все фильмы, в которых герой-заключенный буквально выпиливает себе путь на волю. С решеткой из стали Гадфильда проделать этот трюк не получится – во время распиливания происходит сильный наклеп обрабатываемой поверхности – металл становится таким же твердым, как и пила и даже тверже. Сегодня сталь Гадфильда чаще всего используют в горнодобывающей промышленности и машиностроении. Благодаря большой твердости, значительной вязкости и феноменальному сопротивлению истиранию сталь применяют для рабочих деталей дробилок, мельниц, траков тракторов и машин, ковшей экскаваторов и вообще всех деталей, подверженных сильному механическому воздействию. Вся продукция, изготовленная из такой стали, отличается очень высоким сроком эксплуатации. Отличными потребительскими качествами сталь обязана, как мы уже говорили, своему химическому составу. По классическому «рецепту» сплав содержит 13% марганца и 1% углерода. Марганец удаляет из металла примеси серы и кислорода и способствует насыщение стали углеродом и азотом. А при таких пропорциях элементов в составе, сталь имеет аустенитную структуру. Она-то и обеспечивает повышенную устойчивость к износам и упрочнение при деформации. Марганцовистая сталь может похвастаться колоссальным наклепом – твердость сплава достигает 80 единиц по Роквеллу. Сталь Гадфильда – один из самых полезных, а порой и незаменимых материалов. Она используется в тех областях, где использование другой стали порой просто невозможно.
5 6533
Что такое наклеп?
Наклеп — увеличение прочности металлов и сплавов вследствие изменения их структуры в процессе пластической деформации при температуре ниже температуры рекристаллизации. То есть температуры, при которой на месте потерявших форму, вытянутых зерен металла начинают возникать и расти новые зерна с неискаженной решеткой, правильной округлой формы. При наклепе металла его плотность уменьшается, происходит это из-за нарушения порядка в расположении атомов, искажения атомной решетки, образования микропор, увеличения плотности дефектов. Уменьшение плотности означает увеличение удельного объема единицы массы. Наружный наклепанный слой стремится расшириться, а внутренние не позволяют ему этого сделать. В металле возникают остаточные сжимающие напряжения. Они бывают очень полезными, так как способны приостанавливать процесс появления и увеличения поверхностных усталостных трещин.
Нельзя гарантировать равномерное постоянство удельных давлений в шарнире в пределах от 80 до 200 кг/см, при которых проявляется способность стали к наклепу, и тем самым выявляется ее свойство противостоять износу. Ниже этих показателей наклеп стали Гадфильда не наблюдается, а выше — возникает ее остаточная деформация, соответственно нельзя полноценно использовать её способности. Многочисленные наблюдения за работой тракторов СТЗ НАТИ в поле показали, что после примерно тысячи часов эксплуатации износ отверстий проушин шарнирных соединений равен 0,3 — 0,4 см, а в результате полутора-двух тысяч часов работы проушины истираются практически на всю толщину стенки 0,8 см или разрушаются ранее.

Изменение свойств сплава
Когда металл подвергается механическому воздействию, в нем образуются микроскопические дефекты — дислокации, если такое воздействие продолжается, эти дефекты начинают смещаться и взаимодействовать. Они образуют новую структуру материала, которая сопротивляется дальнейшему пластическому изменению формы. Эта структура увеличивает способность металла сопротивляться прилагаемым усилиям, повышает предел текучести материала и снижает его вязкость. Это очень важно для тех металлов и сплавов, которые не упрочняются при термообработке.
При комнатной температуре сталь Гадфильда практически немагнитна, но, после холодной деформации, появляются магнитные свойства. Это явление сопровождается появлением в структуре металла плотных плоскостей скольжения дислокаций, которые дробят зерна на отдельные блоки. Открытием Гадфильда и Хопкинсона стало то, что испытание образца стали на разрыв, придало ему слабомагнитные свойства. Появление ферромагнетизма показывает, что после такого вида нагрузок, часть металла переходит в состояние а-железа.
Способы обработки
Холодная обработка металлов давлением — известный способ намеренного создания наклепа. Типичными технологическими процессами такой обработки металлов являются волочение, холодная ковка, прокатка, прессование (экструзия). Если переусердствовать с обработкой, то деталь из стали Гадфильда может развалиться на куски из-за усиливающихся внутренних напряжений, которые ее разрушают. Поэтому при обработке, например, лезвия ножа, которое рекомендуется слегка отбить перед итоговой заточкой, или отбивке косы (а это и есть холодная ковка), нужно наносить очень легкие удары и внимательно относиться к отдаче от молотка. Как только он начинает отскакивать, значит пора прекращать удары, иначе лезвие может раскрошиться.
Из-за высокой вязкости стали Гадфильда, детали из нее практически не могут обрабатываться режущими инструментами. Для массового изготовления продукции из этой стали подходит только литье. Формы для отливки должны быть выполнены очень тщательно, чтобы изготовленные детали не подвергать дополнительной обработке. После отливки изделия и застывания металла, качество стали достаточно низкое, так как на границе зерен аустенита есть мелкие включения карбидов, которые легко образуют трещины между зернами и приводят к быстрому разрушению. Токарная обработка возможна лишь с применением быстрорежущих сталей с высокой теплостойкостью. То есть инструмент, при возникающих в режущей кромке высоких температурах, должен сохранять высокую твердость и противостоять износу.

Особенности закалки и сварки
Для устранения низкого качества стали после застывания отливки, ее подвергают своеобразной закалке (отличающейся от привычной, повышающей твердость металла) при температуре, в зависимости от количества углерода в сплаве, от 900 до 1100 градусов.
- Если углерода 1%, то температура должна быть не ниже 900 градусов.
- Если углерода 1,5% — 1000 градусов.
- При количестве углерода на уровне 1,6% — температура нагрева выше 1050 градусов.
Нагрев должен быть очень медленным, не более 150 градусов в час, с последующей выдержкой в зависимости от размеров отливки и заключительным охлаждением водой.
При толщине отливки в 30 мм потребуется 4 часа выдержки, а в 125 мм — сутки. Такая обработка полностью убирает наклеп, переводит металл в аустенит, выравнивая его структуру. Соответственно твердость стали после закалки низкая, а вязкость высокая.
При сварке этого вида стали обязательно нужно учитывать ее особенности. В зоне термического воздействия и в наплавленном металле, из-за изменения при нагреве аустенитной структуры металла в мартенситную, высока вероятность появления холодных трещин из-за низкой, в 4-6 раз меньше, по сравнению с другими видами сталей, теплопроводности и увеличенного в 1,9 раз коэффициента теплового расширения. Есть вероятность появления и горячих трещин, так как литейная усадка стали Гадфильда более чем в полтора раза больше, чем любой малоуглеродистой стали. Поэтому рекомендуется сварочные работы проводить в проточной воде, либо, в крайнем случае, с последующим охлаждением шва.
Сталь марки 110Г13Л
| Марка: 110Г13Л Класс: Сталь для отливок обыкновенная Вид поставки: отливки: ГОСТ 2176-77. Использование в промышленности: корпуса вихревых и шаровых мельниц, щеки и конуса дробилок, зубья и передние стенки ковшей экскаваторов, железнодорожные крестовины и др. тяжелонагруженные детали, работающие под действием статических и высоких динамических нагрузок и от которых требуется высокая износостойкость. |
| Химический состав в % стали 110Г13Л | ||
| C | 0,9 — 1,4 | |
| Si | 0,8 — 1 | |
| Mn | 11,5 — 15 | |
| Ni | до 1 | |
| S | до 0,05 | |
| P | до 0,12 | |
| Cr | до 1 | |
| Cu | до 0,3 | |
| Fe | ~83 | |
| Зарубежные аналоги марки стали 110Г13Л | |||
| США | A128, J91109, J91119, J91129, J91139, J91149 | Германия | 1.3401, 1.3802, GX120Mn12, GX120Mn13, X120Mn12 |
| Япония | SCMnH1, SCMnH11, SCMnH2, SCMnH3 | Франция | Z120M12, Z120M12M |
| Англия | BW10 | Италия | GX120Mn12 |
| Испания | AM-X-120Mn12, F.240, F.8251, X120Mn12 | Китай | ZGMn13-1, ZGMn13-1-4, ZGMn13-2, ZGMn13-3 |
| Швеция | 2183 | Венгрия | X120Mn13 |
| Польша | C120G13, L120G13 | Румыния | T105Mn120, T130Mn135 |
| Чехия | 17618, 422920 | Финляндия | G-X120Mn13 |
| Австрия | BOHLERK700 | Юж.Корея | SCMnH1 |
| Норвегия | 1699 | ||
| Дополнительная информация и свойства |
| Свариваемость материала: не применяется для сварных конструкций. Флокеночувствительность: не чувствительна. Склонность к отпускной хрупкости: не склонна. Обрабатываемость резанием: HB 229, К υ тв. спл=0,25 Температура начала затвердевания, °С: 1350-1370 Показатель трещиноустойчивости, Кт.у.: 0,4 Склонность к образованию усадочной раковины, Ку.р.:1,7. Жидкотекучесть, Кж.т: 0,8. Линейная усадка, %: 2.6-2,7 Склонность к образованию усадочной пористости, Ку.п.:2,5 |
| Механические свойства отливок стали 110Г13Л при различных температурах испытания | ||||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж/см2) | НВ |
| 20 -20 -40 -60 -80 | 360-380 | 654-830 | 34-53 | 34-43 | 260-350 240-320 220-300 190-300 90-210 | 186-229 |
| Предел выносливости стали 110Г13Л | ||
| σ-1, МПА | n | Термообработка |
| 176-196 | 106 | σв=640-710 МПа |
Предел длительной прочности стали 110Г13Л
σ2001000=882 МПа, σ5501000=107 МПа, σ3001000=686 МПа, σ4001000=441 МПа
| Коррозионная стойкость стали 110Г13Л | |
| Среда | Глубина коррозии, мм/год |
| КТВ 3% раствор NaCl | 0,043 0,081 |
Типичный пример использования стали 110Г13: сталь используется для электрошлаковой наплавки — изготовление биметаллических бил дробилок (основа — низкоуглеродистая сталь). Технология электрошлаковой наплавки предусматривает использование плавящегося мундштука с подачей электродной проволоки Св-08 диаметром 4 мм и шихтового материала, состоящего из смеси доменного и электроферромарганца в соотношении 4:1. Шихту подают через тарельчатый питатель, приводимый в движение механизмом подачи проволоки. Режим наплавки: Iс = 630 A; Uc = 22 В; hs =30 мм; ve = 104 м/ч; производительность питателя 50 г/мин.
Глубина проплавления основного металла 3-5 мм. Наплавляют слой сечением 25 X 40 мм по длине била 850 мм. Начальный и конечный участки наплавленного слоя удаляют газовой резкой, погружая била в воду, чтобы исключить возможность перегрева слоя. Места реза зачищают наждачным кругом.
Химический состав наплавленного слоя: 0,9-1,1% С; 13,5 — 14% Мn; 0,4-0,5% Si; 0,018-0,023% S; 0,08-0,09% Р. Электрошлаковый процесс обеспечивает более благоприятный термический цикл по сравнению с дуговым, меньшую склонность к образованию горячих трещин. Стойкость бил увеличивается в 8-9 раз.
Представляет интерес технология одновременной горизонтальной электрошлаковой наплавки серии бил шахтных мельниц. После зачистки наплавляемой поверхности била укладывают в специальные кондукторы, закрепленные на замкнутой ленте транспортера. Между ними устанавливают медные пластины-прокладки толщиной 10 мм. Наплавляемая поверхность бил и медные прокладки образуют сплошную полосу, на которую подают шихту и флюс. Слой флюс — шихта — флюс расплавляют гребенкой из низкоуглеродистых проволок, подаваемых наплавочным аппаратом. Ниже приведен режим наплавки:
| Сила тока, А | 2500—3500 |
| Напряжение, В | 32—36 |
| Число проволок, шт. | 6 |
| Диаметр проволоки, мм | 3 |
| Скорость, м/ч: подачи проволоки наплавки | 120 3.4 |
| Расход материалов на одно било (сплав сталинит), кг: феррохром ферромарганец проволока Св-08А флюс АН-348-А | 0.46 0.38 1.1 0.2 |
При горизонтальной электрошлаковой наплавке большинство операций механизировано. Дальнейшее совершенствование техники и технологии наплавки, а также повышение точности размеров заготовок бил могут позволить полностью автоматизировать процесс наплавки. Износостойкость наплавленных бил в 3 раза выше, чем ненаплавленных. После окончания операции наплавки медные пластины-прокладки вынимают, и била отделяют одно от другого.
Разработана и изготовлена промышленная установка У-305 с источником питания ТШН-15, на которой наплавляют чугунные и стальные валки штрипсового стана «300» и двух проволочных станов «250-1» и «250-2». Электрошлаковую наплавку осуществляют трубчатыми электродами D 300 мм, отлитыми центробежным методом из легированного чугуна. Длина бочки валка 450 мм, общая длина 1400 мм, материал валка — чугун с шаровидным графитом. Рабочий слой — отбеленный хромоникелевый чугун типа нихард следующего состава: 2,8% С; до 0,3% Si; 0,6% Мn; 0,8% Сr; до 3,8% Ni; до 0,55% Р и до 0,11 % S. Твердость рабочего слоя отбеленного чугуна НВ 560-630, толщина слоя 25-35 мм. Она в 2,5-3,5 раза превышает толщину допускаемого износа.
Для наплавки валков используют флюс АНФ-14. Начинать процесс можно по принципу жидкого старта или при помощи специальной смеси, содержащей флюс АНФ-14, стальную стружку и прокатную окалину. Некоторые параметры режима наплавки приведены в таблице ниже.
| Таблица 9.60 | ||||||||||
| N пп | Материал валка | Размеры бочки, мм | Температура предварительного подогрева, °C | Начало процесса | Рабочий режим | |||||
| Диаметр | Длина | UC, B | IC, A | t, мин | UC, B | IC, A | t, мин | |||
| 1 | Сталь 45 | 350 | 450 | 200-250 | 49 | 3000 | 5 | 43-40 | 5000 | 80 |
| 2 | Чугун | 337 | 705 | 100-150 | 46 | 3000 | 5 | 40-37 | 5000 | 140 |
| 3 | Сталь 45 | 350 | 450 | 20 | 49 | 3000 | 7 | 46-43 | 6500 | 60 |
| 4 | Сталь 45 | 350 | 450 | 150-200 | 46 | 3000 | 10 | 49-37 | 6000 | 67 |
| 5 | Чугун | 337 | 705 | 200-250 | 46 | 3000 | 5 | 40-37 | 5000 | 120 |
Производительность установки составляет 120-150 кг/ч. Химический состав (%) наплавленного и электродного металла приведен в таблице ниже.
Порядковые номера табл. 9.61 соответствуют номерам табл. 9.60.
Исследование микроструктуры наплавленного слоя (№ 3, табл. 9.60) показало, что она довольно сложна и состоит из мартенсита, нижнего бейнита, перлита, остаточного легированного аустенита и цементитной составляющей.
| Таблица 9.61 | ||||||||||
| N пп | Металл | Cобщ | Cсвоб | Mn | Si | S | P | Cr | Ni | Mo |
| 1 | Наплавленный | 3.45 | 2.76 | 0.61 | 2.2 | 0.043 | 0.6 | 0.88 | 1.07 | 0.76 |
| Электродный | 3.65 | — | 0.81 | 2.43 | 0.116 | 0.4 | 0.9 | 1.24 | 0.9 | |
| 2 | Наплавленный | 3.37 | 2.85 | 0.57 | 1.8 | 0.037 | 0.36 | 0.7 | 1 | 0.61 |
| Электродный | 3.64 | — | 0.84 | 2.43 | 0.116 | 0.4 | 0.9 | 1.24 | 0.9 | |
| 3 | Наплавленный | 3.45 | 2.9 | 0.72 | 1.21 | 0.07 | 0.45 | 1.82 | 2.45 | 0.63 |
| 4 | То же | 3.35 | 0.4 | 0.58 | 1 | 0.045 | 0.46 | 1.54 | 2.45 | 0.71 |
| 5 | » | 3.69 | 1.6 | 0.54 | 1.68 | 0.074 | 0.54 | 0.65 | 0.87 | 0.58 |
Стойкость наплавленных валков в 2-3 раза выше, чем литых чугунных двухслойных валков. В качестве антикоррозионных покрытий, наносимых электрошлаковой наплавкой, используют высоколегированные стали и сплавы на основе меди. Наиболее удовлетворительные результаты получены при электрошлаковой наплавке с минимальным проплавлением основного металла.